Результат интеллектуальной деятельности: ЦЕНТРОВАТЕЛЬ
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением, в частности к устройствам для центрирования проката и поковок.
Известен центрователь проката и стержня с оправкой (Центрователь трубопрокатного стана. А.с. СССР №349432, В21B 39/14, опубл. 01.01.1971), который содержит три ролика, два из которых закреплены на одной подвижной опоре, а один на другой подвижной опоре.
Недостатком такой конструкции центрователя является невозможность осуществления центрирования проката и стержня с оправкой строго вдоль оси прокатки во всем диапазоне изменения диаметров стержней и проката. Это приводит к нарушению точности центрирования, изгибу стержня и снижению точности проката, износу рабочей поверхности роликов, а следовательно, ухудшению качества проката и снижению долговечности роликов.
Наиболее близким по технической сущности и достигаемому эффекту является центрователь (Центрователь трубопрокатного стана. Пат. РФ №2308331, В21B 25/02, опубл. 20.10.2007). Данный центрователь вращающейся вокруг оси центрирования и возвратно-поступательно перемещающейся вдоль этой оси заготовки содержит три свободно вращающихся ролика, каждый из которых смонтирован в опоре, опоры связаны со станиной и имеют возможность сведения и разведения в плоскости, перпендикулярной оси центрирования.
В данном центрователе оси вращения роликов установлены параллельно оси центрирования. Такое положение осей вращения роликов обеспечивает только свободное вращение стержня оправки и заготовки при применении его на трубопрокатном стане винтовой прокатки. При одновременном вращательном и поступательном перемещении заготовки, которое имеет место как на трубопрокатном стане винтовой прокатки, так и на радиально-ковочных машинах, на рабочую поверхность роликов, контактирующих с поверхностью заготовки, постоянно действует сила трения продольного скольжения. Действие на рабочую поверхность ролика силы трения скольжения в направлении, перпендикулярном направлению вращения роликов, приводит к интенсивному износу его рабочей поверхности, а также повреждению поверхности деформируемой круглой заготовки в виде задиров и царапин. Это снижает срок службы инструмента - роликов - и ухудшает качество поверхности центрируемого проката и поковок.
Таким образом, основным недостатком данной конструкции центрователя является малый срок службы его инструментов - роликов - и низкое качество поверхности получаемого проката и поковок.
Задачей изобретения является повышение срока службы инструментов центрователей и улучшение качества центрируемого проката и поковок.
Поставленная задача достигается тем, что в заявляемом центрователе заготовки, вращающейся вокруг оси центрирования и возвратно-поступательно перемещающейся вдоль этой оси, включающем не менее трех инструментов, каждый из которых смонтирован в опоре с возможностью вращения, опоры установлены в станине и имеют возможность перемещения в направлении оси центрирования, согласно изобретению каждый из инструментов выполнен в виде шара, контактирующего с опорой через сферический вкладыш и зафиксированного в ней с помощью крышки с удерживающим кольцом.
Применение в центрователе инструментов в виде шаров дает возможность вращающейся вокруг оси центрирования и возвратно-поступательно перемещающейся вдоль этой оси заготовке при прижатии к ней инструментов шаров, имеющих сферическую рабочую поверхность, перемещаться с любым соотношением скоростей поступательного и вращательного движения относительно рабочей поверхности инструментов-шаров без проскальзывания. Этим существенно снижается износ сферической поверхности шаров и, как следствие, повышается срок их службы. Также устраняются повреждения в виде задиров и царапин поверхности деформируемой круглой заготовки, повышая качество указанной поверхности.
Таким образом, применение предлагаемой конструкции центрователя повышает срок службы ее инструментов-шаров и улучшает качества центрируемого проката и поковок.
Предлагаемое изобретение проиллюстрировано на чертеже.
На чертеже показан вид на центрователь с разрезом.
Центрователь содержит станину 1, в которой установлены три опоры 2 с возможностью перемещения по направляющим станины с помощью силовых цилиндров 3 к оси центрирования и от нее. Силовые цилиндры 3 размещены в станине 1. В опорах 2 через сферические вкладыши 4 установлены шары 5, зафиксированные с помощью удерживающих колец 6 и крышек 7 винтами 8.
Работа центрователя осуществляется следующим образом.
Центрователь устанавливают на выходе круглой полой заготовки из клети винтовой прокатки, а также с обеих сторон ковочного блока радиально-ковочной машины при ковке круглых полых и сплошных заготовок (не показано). Вращающаяся (по стрелке) и поступательно перемещающаяся заготовка 9 подается в центрователь. В это время зазор между сферическими поверхностями шаров 5 превышает наружный размер поперечного сечения круглой заготовки 9. Далее с помощью силовых цилиндров 3 осуществляется синхронное перемещение опор 2 по направляющим станины 1 вместе со сферическими вкладышами 4, шарами 5, удерживающими кольцами 6, крышками 7 и винтами 8 в сторону оси центрирования. Такое перемещение продолжается до соприкосновения сферических поверхностей шаров 5 с вращающейся (по стрелке) и поступательно перемещающейся заготовкой 9 и ее центрирования вдоль оси прокатки или ковки. За счет одновременного вращения (по стрелке) и поступательного перемещения заготовки 9 осуществляется вращение шаров 5. Результирующая окружной скорости сферической поверхности шаров 5 будет равна результирующей окружной скорости наружной поверхности круглой заготовки 9 и скорости ее поступательного перемещения. Благодаря этому отсутствует трение скольжения наружной поверхности заготовки 9 относительно сферической поверхности шаров 5. Этим исключается износ сферической поверхности шаров 5 и образование на наружной поверхности круглой заготовки 9 повреждений в виде задиров и царапин.
Таким образом, применение предлагаемой конструкции центрователя за счет снижения износа сферической поверхности шаров и исключения образования на наружной поверхности круглой заготовки повреждений в виде задиров и царапин повышается срок службы ее инструментов-шаров и улучшается качество центрируемого проката и поковок.
В настоящее время разработан опытный образец узла опоры с рабочими инструментами-шарами, адаптированного применительно к центрирующим люнетам радиально-ковочной машины SKK-14 австрийской фирмы GFM. После изготовления шести узлов опор они будут установлены на передние и задние центрирующие люнеты указанной радиально-ковочной машины.
Центрователь заготовки, вращающейся вокруг оси центрирования и возвратно-поступательно перемещающейся вдоль этой оси, включающий не менее трех инструментов, каждый из которых смонтирован в опоре с возможностью вращения, а опоры установлены в станине с возможностью перемещения в направлении оси центрирования, отличающийся тем, что каждый из инструментов выполнен в виде шара, контактирующего с опорой через сферический вкладыш и зафиксированного в ней с помощью крышки с удерживающим кольцом.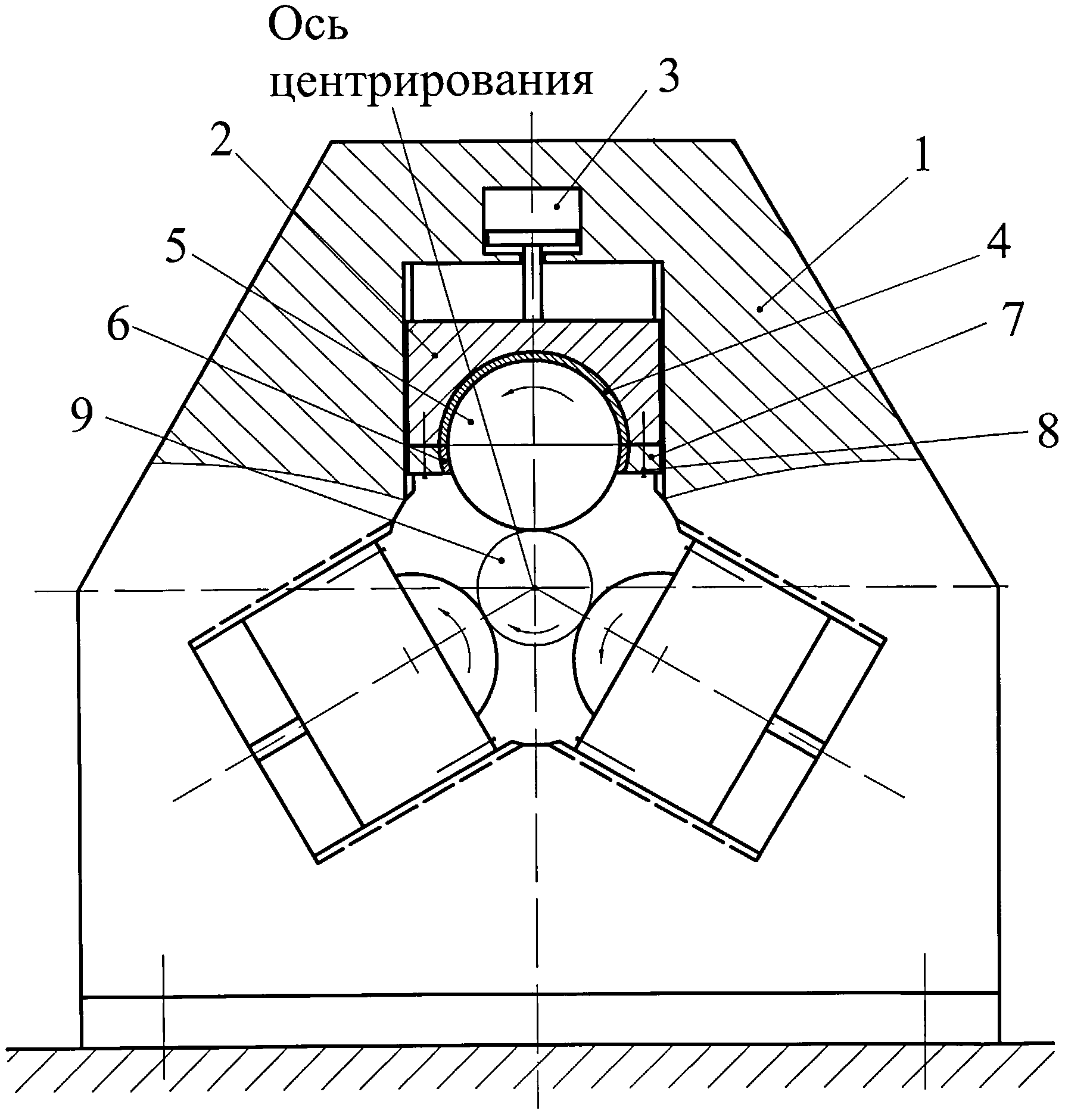
Способ радиальной ковки
Способ получения круглых профилей
Способ получения круглых профилей
Способ получения шестигранных профилей
Способ получения круглых профилей
Устройство для радиальной ковки полых профилей на оправке
Способ получения шестигранных профилей
Инструмент для радиальной ковки
Способ радиальной ковки
Способ радиальной ковки короткомерных заготовок
Способ получения круглых профилей
Способ получения круглых профилей
Способ получения шестигранных профилей
Способ получения круглых профилей
Устройство для радиальной ковки полых профилей на оправке
Способ транспортирования круглых заготовок в толкательной методической печи

