Результат интеллектуальной деятельности: СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ВЫСОКОПРОЧНОГО ПРОКАТА ДЛЯ ХОЛОДНОЙ ШТАМПОВКИ
Вид РИД
Изобретение
Изобретение относится к области металлургии, конкретнее к технологии производства холоднокатаного проката повышенной прочности из низколегированной стали с высокими показателями пластичности, и может быть использовано для изготовления деталей, применяемых в автомобилестроении.
В настоящее время наблюдается рост производства и потребления высокопрочных сталей, спроектированных для обеспечения лучших механических свойств, а именно сочетания высоких показателей прочности (340 МПа и более) и пластичности (общее удлинение не менее 35%), а также штампуемости, одной из характеристик которой является отношение предела текучести к временному сопротивлению σт/σв (оптимальное значение должно составлять 0,60-0,75), применяемых в энергопоглощающих элементах конструкции автомобиля. Исследуемая сталь относится к классу автолистовых сталей повышенной прочности. Учитывая сложность одновременного обеспечения указанных значений свойств, необходима разработка новых технологий производства высокопрочных микролегированных автолистовых сталей различных категорий прочности с целью обеспечения требований по механическим характеристикам.
Известен способ производства листовой стали для холодной штамповки, включающий непрерывную разливку стальных слябов следующего химического состава, мас.%: C 0,002-0,007; Mn 0,08-0,16; Si 0,005-0,05; P не более 0,015; Al 0,01-0,05; N не более 0,006; S не более 0,01; Ni не более 0,04; Cu не более 0,04; Cr не более 0,04; Ti 0,05-0,12; остальное Fe, их нагрев до температуры 1150-1240°C, горячую прокатку с температурой конца прокатки не ниже 870°C, охлаждение полос водой до 550-730°C, смотку в рулон, холодную прокатку с суммарным обжатием не менее 70%, отжиг при 700-750°C с выдержкой при этой температуре 11-34 часов. Дрессировку полос ведут с обжатием 0,4-1,2% (Патент РФ 2197542, МПК C21D 8/04, C21D 9/48, опубл. 27.01.2003 г.)
Недостатки известного способа состоят в том, что он не обеспечивает требуемого уровня механических свойств, в частности значений временного сопротивления 340 МПа и более. Кроме того, для листов, получаемых в соответствии с данным способом, получают слишком низкие значения предела текучести и значения σт/σв (менее 0,60).
Наиболее близким по технической сущности к предлагаемому изобретению является способ производства холоднокатаного проката повышенной прочности из низколегированной стали для холодной штамповки, включающий выплавку и непрерывную разливку в слябы стали следующего химического состава, мас.%: С 0,05-0,10; Si не более 0,30; Mn 0,25-1,20; Al 0,01-0,07; N не более 0,009; Nb и/или Ti 0,01-0,08 каждого; остальное Fe и неизбежные примеси, при этом горячую прокатку проводят с температурой конца прокатки 820-875°C, смотку горячекатаных полос ведут при температуре 510-640°C, рекристаллизационный отжиг осуществляют при температуре 600-700°C, продолжительность рекристаллизационного отжига составляет 9-21 ч, дрессировку полос производят с обжатием 0,8-2,1% (Патент РФ 2358025, МПК C21D 8/04, C21D 9/48, С22С 38/06, опубл. 10.06.2009).
Способ обеспечивает получение удовлетворительных значений временного сопротивления, но при этом не обеспечивается получение заданного уровня относительного удлинения.
Техническим результатом предлагаемого изобретения является повышение пластичности и штампуемости холоднокатаного проката при сохранении прочности.
Указанный результат достигается тем, что в способе производства холоднокатаного высокопрочного проката для холодной штамповки, включающем выплавку стали, разливку, горячую прокатку, смотку полос в рулоны, холодную прокатку, рекристаллизационный отжиг, дрессировку, согласно изобретению выплавляют сталь, содержащую следующие компоненты, мас. %:
|
горячую прокатку проводят с температурой металла перед началом прокатки в чистовой группе клетей Т6≤1000°C, температурой конца прокатки 845-880°C, смотку горячекатаных полос ведут при температуре 510-560°C, рекристаллизационный отжиг проводят при температуре 630-670°C, при этом продолжительность отжига составляет 15-28 часов, дрессировку проводят с обжатием не менее 1,2%.
Сущность изобретения заключается в том, что для обеспечения требуемых значений всего комплекса свойств, а именно стабильного получения высоких показателей штампуемости и пластичности при сохранении прочности, требуется формирование определенной структуры, что достигается корректировкой химического состава и технологических параметров производства.
Углерод - один из упрочняющих элементов в стали. Увеличение содержания углерода свыше 0,08% приводит к дополнительному упрочнению за счет образования частиц карбонитрида ниобия. При уменьшении содержания углерода ниже 0,05% снижаются прочностные характеристики.
Присутствие в стали хрома, никеля и меди приводит к смещению рекристаллизационных процессов в область более высоких температур. Увеличение суммарного содержания хрома, никеля и меди более 0,15% упрочняет сталь, при этом в большей степени возрастает предел текучести, чем предел прочности, а также снижается пластичность.
Ограничение содержания азота не более 0,006%, кремния не более 0,03%, марганца не более 0,65% и фосфора не более 0,015% связано с необходимостью ограничения твердорастворного упрочнения, которое приводит к снижению пластичности и штампуемости стали.
Сера является вредной примесью, ухудшающей механические свойства. Однако при содержании серы не более 0,020% ее вредное влияние проявляется слабо, а при содержании серы более 0,020% ухудшается пластичность.
Ограничение нижнего предела содержания марганца 0,30% связано с необходимостью связать серу в частицы MnS.
Алюминий введен в сталь как раскислитель. При содержании алюминия менее 0,015% снижается пластичность и штампуемость стали. Увеличение содержания алюминия более 0,050% приводит к ухудшению комплекса механических свойств.
Ввод в состав стали ниобия как легирующего элемента основан на его упрочняющей роли за счет образования дисперсных частиц, преимущественно вследствие связывания атомов углерода и азота и за счет измельчения ферритного зерна подката. Использование ниобия обеспечивает высокую однородность механических свойств по длине рулона. При содержании ниобия менее 0,005% требуемый уровень механических свойств не достигается. Увеличение содержания ниобия более 0,015% нецелесообразно, так как не наблюдается заметного увеличения прочностных характеристик, однако снижается относительное удлинение.
Ограничение температуры металла перед началом горячей прокатки в чистовой группе клетей Т6≤1000°C обусловлено тем, что в процессе горячей прокатки начинается выделение нитрида алюминия, а при снижении Т6 данные процессы усиливаются, за счет чего содержание азота в твердом растворе снижается, что подавляет выделение карбонитрида ниобия при прокатке, приводящее к торможению рекристаллизационных процессов и к измельчению зерна.
При температуре конца прокатки 845-880°C происходит большее пересыщение твердого раствора элементами, входящими в состав избыточных фаз (ниобием, азотом и углеродом), что приводит к большей интенсивности дисперсионного твердения из-за большей объемной доли наноразмерных частиц, выделяющихся при отжиге. Снижение температуры конца прокатки нежелательно, так как при этом преимущественно формируются субмикронные частицы карбонитрида ванадия, приводящие к измельчению зерна. При повышении заявленного температурного предела технический результат не достигался.
Использование температуры смотки в интервале 510-560°C связано с тем, что наноразмерные частицы карбонитрида ниобия будут формироваться не при охлаждении смотанного рулона, а только при отжиге, после завершения рекристаллизации, что будет положительно влиять на относительное удлинение. Снижение температуры смотки ниже 510°C технологически нецелесообразно. Увеличение температуры смотки более 560°C будет приводить к снижению прочностных характеристик из-за уменьшения количества и увеличения размеров наноразмерных частиц карбонитрида ниобия.
При температуре отжига 630-670°C (температура по металлу) продолжительностью 15-28 часов происходит полное прохождение рекристаллизационных процессов без укрупнения дисперсных частиц карбонитрида ниобия и без развития собирательной рекристаллизации, что обеспечивает получение требуемых значений предела текучести, отношения пределов и относительного удлинения.
Благодаря дрессировке снижается возможность образования на металле при холодной штамповке линий сдвига, портящих поверхность изделий. При увеличении степени обжатия при дрессировке более 1,2% снимается площадка текучести и повышается пластичность.
Примеры выполнения способа.
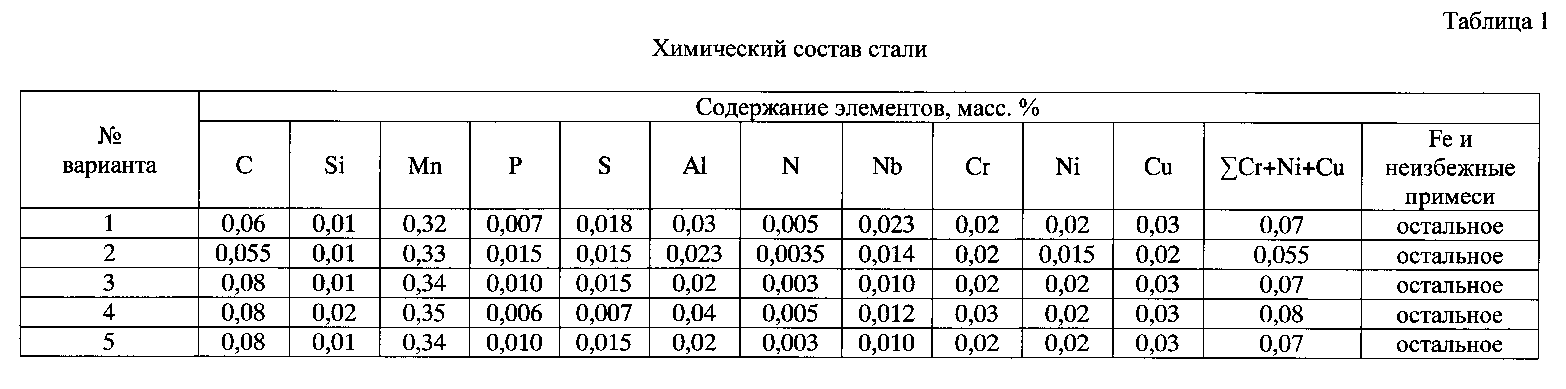
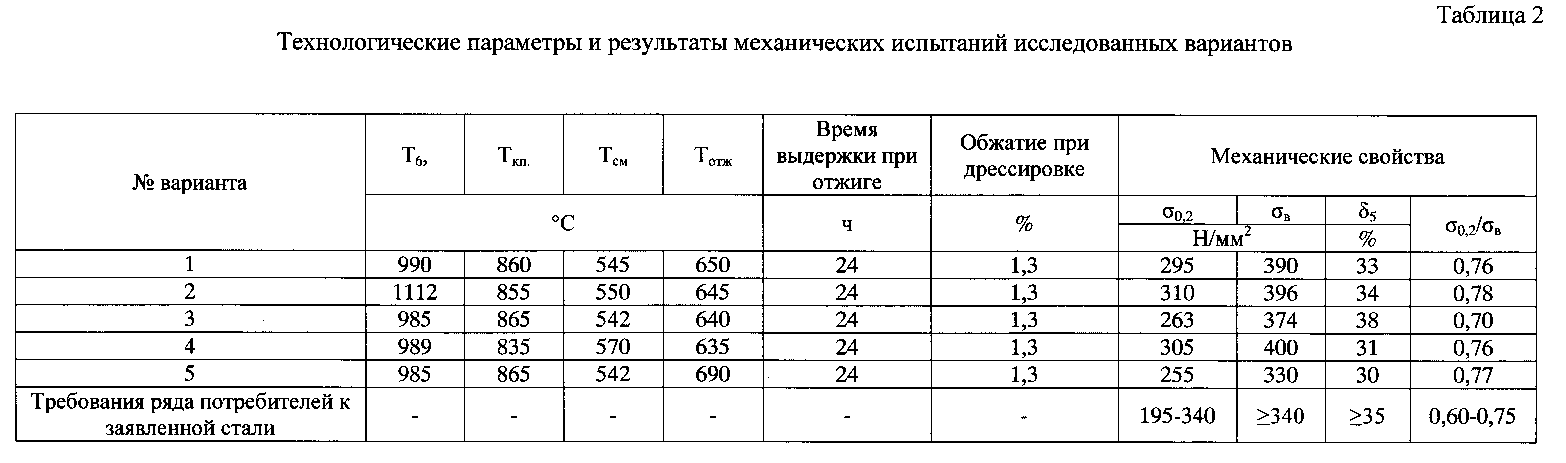
В кислородном конвертере ОАО «Северсталь» выплавили четыре плавки стали, химический состав которых приведен в таблице 1. Выплавленную сталь разливали на установке непрерывного литья в слябы сечением 260×1280 мм, из которых на стане горячей прокатки «2000» получали полосы толщиной 2,75 мм. Горячекатаные полосы на отводящем рольганге охлаждали водой и сматывали в рулоны. Охлажденные рулоны подвергали кислотному травлению. Затем травленые полосы прокатывали на стане холодной прокатки со степенью обжатия 64% до толщины 1,0 мм. Холоднокатаный металл подвергали рекристаллизационному отжигу в колпаковых печах с водородной защитной атмосферой в течение 24 часов. Отожженные полосы дрессировали со степенью обжатия 1,3%. Технологические параметры и механические свойства опытных плавок приведены в таблице 2.
Были опробованы следующие варианты сталей и технологических параметров.
Вариант 1 - сталь, содержащая 0,023% ниобия, что не соответствует формуле изобретения. Горячую прокатку проводили с температурой металла перед началом прокатки в чистовой группе клетей 990°C, температурой конца прокатки 860°C и температурой смотки 545°C. Температура отжига составляла 650°C. Данный вариант не соответствовал формуле изобретения по значению содержания ниобия.
Вариант 2 - сталь, химический состав которой соответствовал формуле изобретения. Горячую прокатку проводили с температурой металла перед началом прокатки в чистовой группе клетей 1112°C, температурой конца прокатки 855°C и температурой смотки 545°C. Температура отжига составляла 645°C. Данный вариант не соответствовал формуле изобретения по температуре металла перед началом прокатки в чистовой группе клетей при горячей прокатке.
Вариант 3 - сталь, химический состав которой соответствовал формуле изобретения. Горячую прокатку проводили с температурой металла перед началом прокатки в чистовой группе клетей 985°C, температурой конца прокатки 865°C и температурой смотки 542°C. Температура отжига составляла 640°C. Данный вариант соответствовал формуле изобретения.
Вариант 4 - сталь, химический состав которой соответствовал формуле изобретения. Горячую прокатку проводили с температурой металла перед началом прокатки в чистовой группе клетей 989°C, температурой конца прокатки 835°C и температурой смотки 570°. Температура отжига составляла 635°C. Данный вариант не соответствовал формуле изобретения по температуре конца прокатки и смотки.
Вариант 5 - сталь, химический состав которой соответствовал формуле изобретения. Горячую прокатку проводили с температурой металла перед началом прокатки в чистовой группе клетей 985°C, температурой конца прокатки 865°C и температурой смотки 542°C. Температура отжига составляла 690°C. Данный вариант не соответствовал формуле изобретения по температуре отжига.
Механические характеристики исследуемых сталей определяли при испытаниях на растяжение на универсальной электромеханической испытательной машине INSTRON-1185 в полуавтоматическом режиме с тензометром продольной деформации (база тензометра 26 мм). Скорость растяжения составляла 20 мм/мин, скорость деформирования ≈10-3 с-1. Относительная погрешность измерений составляла 0,5%. Испытания проводили в соответствии с рекомендациями ГОСТ 11701-84.
При отсутствии на кривой растяжения площадки текучести величину условного предела текучести σ0,2 определяли по показаниям тензометра с учетом линейного участка диаграммы растяжения (кроме этого, для контроля, использовали анализ машинной диаграммы растяжения).
Видно, что для вариантов 1, 2 получены высокие значения предела текучести и, соответственно, слишком высокие значения отношения пределов, а также низкие значения относительного удлинения, а для варианта 4 - низкое значение относительного удлинения и высокое значение отношения пределов.
Для варианта 1 это связано с упрочнением за счет образования дисперсных частиц из-за повышенного содержания ниобия, для варианта 2 - с сохранением азота в твердом растворе, что способствует преимущественному выделению карбонитрида ниобия при прокатке, что приводит к торможению рекристаллизационных процессов и измельчению зерна, для варианта 4 - с выделением при низких температурах конца прокатки субмикронных частиц Nb (С, N), их коагуляцией при смотке и снижению вклада в упрочнение дисперсионного твердения.
Для варианта 5 получены низкие значения относительного удлинения и прочности, при этом значения отношения пределов высокие, что связано с формированием крупных выделений карбонитрида ниобия при отжиге, менее эффективных с точки зрения дисперсионного твердения, а также с укрупнением зерна. При этом низкие значения относительного удлинения свидетельствуют о развитии процессов собирательной рекристаллизации.
Таким образом, варианты 1, 2, 4, 5 не удовлетворяют условию формулы изобретения, при этом не получены значения удовлетворительной штампуемости.
Прокат, полученный по варианту 3, который полностью соответствовал формуле изобретения, имеет высокий уровень временного сопротивления, высокую пластичность и отношение пределов в диапазоне 0,60-0,75. Следовательно, использование данного способа обеспечивает получение всего комплекса свойств, а именно высоких значений прочности с сохранением высоких показателей штампуемости, при соблюдении низких значений отношения пределов.
Способ производства холоднокатаного высокопрочного проката для холодной штамповки, включающий выплавку стали, разливку стали в слябы, горячую прокатку сляба, смотку горячекатаных полос в рулоны, холодную прокатку, рекристаллизационный отжиг, дрессировку, отличающийся тем, что выплавляют сталь, содержащую следующие компоненты, мас.%: горячую прокатку сляба осуществляют при температуре начала прокатки в чистовой группе клетей T≤1000°C и с температурой конца прокатки 845-880°C, смотку полос ведут при температуре 510-560°C, рекристаллизационный отжиг проводят при температуре 630-670°C с выдержкой 15-28 часов, а дрессировку ведут с обжатием не менее 1,2%.Реагент для очистки солянокислых растворов от ионов меди
Способ контроля стойкости трубных сталей против коррозионного растрескивания под напряжением
Способ производства особонизкоуглеродистой стали
Сталь повышенной коррозионной стойкости и электросварные трубы, выполненные из нее
Способ изготовления рабочих органов почвообрабатывающих машин
Способ производства оцинкованной полосы для последующего нанесения полимерного покрытия
Способ производства холоднокатаного проката для упаковочной ленты
Способ производства холоднокатаной полуобработанной легированной электротехнической стали
Способ контроля стойкости трубных сталей против коррозионного растрескивания под напряжением
Способ холодной прокатки полосы на многоклетевом непрерывном стане
Реагент для очистки солянокислых растворов от ионов меди
Способ контроля стойкости трубных сталей против коррозионного растрескивания под напряжением
Способ производства особонизкоуглеродистой стали
Сталь повышенной коррозионной стойкости и электросварные трубы, выполненные из нее
Способ изготовления рабочих органов почвообрабатывающих машин
Способ производства оцинкованной полосы для последующего нанесения полимерного покрытия
Способ производства холоднокатаного проката для упаковочной ленты
Способ производства холоднокатаной полуобработанной легированной электротехнической стали
Способ контроля стойкости трубных сталей против коррозионного растрескивания под напряжением
Способ холодной прокатки полосы на многоклетевом непрерывном стане

