Результат интеллектуальной деятельности: ИЗМЕРИТЕЛЬНОЕ УСТРОЙСТВО, ПРОКАТНАЯ КЛЕТЬ И СПОСОБ РЕГИСТРАЦИИ ВЫСОТЫ МЕЖВАЛКОВОГО ЗАЗОРА
Вид РИД
Изобретение
Изобретение касается измерительного устройства, включающего в себя датчик межвалкового зазора для непосредственной регистрации высоты или, соответственно, величины межвалкового зазора между двумя рабочими валками в прокатной клети. Изобретение касается также, кроме того, соответствующей прокатной клети и соответствующего способа.
Из описания изобретения к патенту ФРГ DE 24 04 763 C2 известно измерительное устройство для регистрации зазора пары рабочих валков в виде фактического значения для регулятора для поддержания постоянной высоты межвалкового зазора между рабочими валками. Измерительное устройство включает в себя измерительную головку, которая с помощью пары ножничных рычагов, предварительно натянутой с помощью пружин растяжения, устанавливается в определенном положении в межвалковом зазоре. Измерительная головка посредством поворотного рычажного механизма удерживается на прокатной клети. Измерительная головка включает в себя две электромагнитные измерительные системы, которые регистрируют каждая расстояние от собственной базовой плоскости до предусмотренного, действующего в качестве магнита, выступа вала. С помощью поворотного рычажного механизма, размер которого по сравнению с высотой измерительной головки выбран существенно длиннее, обеспечивается, что равномерные вертикальные движения рабочих валков, такие как, например, колебания, практически не влияют на результат измерения, потому что с помощью измерительного устройства расстояние от каждой базовой плоскости электромагнитных измерительных систем до предусмотренного выступа вала может поддерживаться постоянным.
Недостатком этого уровня техники является то, что поворотный рычажный механизм выполнен только для того, чтобы следящим образом перемещать измерительное устройство или, соответственно, измерительную головку за вертикальным движением рабочих валков, чтобы так поддерживать постоянное расстояние между измерительной головкой и выступом вала рабочего валка. Проблемы при горизонтальном движении рабочих валков в направлении прокатки или против него не обсуждаются.
Патент US 2,032,584 описывает датчик межвалкового зазора для регистрации высоты межвалкового зазора между двумя рабочими валками для ручного режима работы. Он не связан с прокатной клетью и поэтому может применяться в каком угодно положении пары рабочих валков.
Наконец, заявка на патент GB 886,238 описывает измерительное устройство для измерения величины межвалкового зазора между двумя рабочими валками. Измерительное устройство включает в себя два измерительных ролика, которые удерживаются одним общим держателем и для измерения величины межвалкового зазора приводятся в контакт с поверхностью рабочих валков. Измерительные ролики предварительно натянуты посредством рычажного механизма и пружины сжатия относительно плоскости межвалкового зазора, которая задается двумя продольными осями рабочих валков. Предварительный натяг отражает рабочую точку пружины сжатия. Каждое изменение величины межвалкового зазора, то есть каждое вертикальное движение рабочих валков друг относительно друга приводит к изменению силы пружины относительно рабочей точки. Это изменение силы пружины, которое отражает изменение величины межвалкового зазора, отображается на устройстве индикации.
Измерительное устройство в соответствии с этой британской заявкой на патент служит, как было сказано, для регистрации вертикальных движений рабочих валков друг относительно друга, то есть изменения величины межвалкового зазора при неизменном горизонтальном положении рабочих валков. Смещение рабочих валков в направлении прокатки или против него приводило бы к смещению рабочей точки пружины и вместе с тем к возрастающей неточности измерений.
Исходя из этого уровня техники, в основе изобретения лежит задача усовершенствовать известное измерительное устройство, а также известную прокатную клеть, снабженную измерительным устройством, в том отношении, чтобы измерительное устройство даже при смещении рабочих валков в направлении прокатки или против него все еще давало хорошие, пригодные для использования результаты измерений без ущерба для точности измерений.
Эта задача решается с помощью предмета п. 1 формулы изобретения. Соответственно этому измерительное устройство включает в себя датчик межвалкового зазора для регистрации высоты межвалкового зазора между двумя рабочими валками в прокатной клети при надлежащем положении датчика межвалкового зазора относительно рабочих валков; устройство инициализации для регистрации смещения рабочих валков в направлении прокатки или против него из исходного положения в конечное положение, и устройство смещения датчика межвалкового зазора для смещения датчика межвалкового зазора в соответствии с зарегистрированным устройством инициализации смещением рабочих валков в направлении прокатки или против него в надлежащее положение для регистрации высоты межвалкового зазора относительно рабочих валков в конечном положении.
Термин «датчик межвалкового зазора» в настоящем изобретении подразумевает датчик межвалкового зазора для непосредственной регистрации высоты или, соответственно, величины межвалкового зазора; то есть датчик межвалкового зазора выполнен, чтобы вводиться непосредственно в межвалковый зазор или, соответственно, между цапфами валков или посадочными местами люнетов валков.
Термин «смещение рабочих валков» в настоящем изобретении должен пониматься в смысле вектора смещения, то есть он означает величину и направление.
Термин «надлежащее положение датчика межвалкового зазора относительно рабочих валков» означает, в частности, надлежащее расстояние между измерительной головкой датчика межвалкового зазора и поверхностью рабочих валкой или посадочным местом их люнетов для наиболее точной возможной регистрации положения одного отдельного рабочего валка или для регистрации расстояния между двумя рабочими валками. Только соблюдение правильного/надлежащего относительного положения обеспечивает желаемую высокую точность измерений.
С помощью предусмотренного в соответствии с изобретением устройства инициализации, которое выполнено, чтобы регистрировать смещение рабочих валков в направлении прокатки или против него, можно в случае смещения рабочих валков в направлении прокатки или против него из начального положения в конечное положение следящим образом перемещать датчик межвалкового зазора за рабочими валками в конечное положение, так чтобы также в конечном положении обеспечивались надлежащее относительное положение между датчиком межвалкового зазора и рабочими валками и вместе с тем требуемая высокая точность измерений.
По первому примеру осуществления устройство инициализации выполнено в виде места механической связи, считывающей головки или оптического, электронного или магнитного сенсора для регистрации изменения положения по меньшей мере одного из тех элементов опорного узла рабочих валков, которые одновременно смещаются при смещении в направлении прокатки или против него. Иначе чем при жесткой фиксации датчика межвалкового зазора на прокатной клети, наличие устройства инициализации и его активного соединения с одновременно смещающимися частями опорного узла обеспечивает возможность оптимальной регистрации смещения рабочих валков в направлении прокатки или против него.
Одновременно смещающиеся в направлении прокатки или против него части опорного узла рабочих валков представляют собой обращенную к валкам часть устройства горизонтального смещения (HS), промежуточную плиту, воспринимающую усилия изгиба кассету или подушку, то есть корпус подшипника, рабочего валка в прокатной клети.
В случаях, когда устройство инициализации выполнено в виде считывающей головки или одного из мест механической связи, то есть находится в непосредственном контакте с одновременно смещающимися частями опорного узла, устройство смещения датчика межвалкового зазора предпочтительно выполнено в виде механического рычажного механизма для непосредственной синхронной передачи движения смещения одновременно смещающихся частей опорного узла рабочего валка на датчик межвалкового зазора. В этом примере осуществления предпочтительно для следящего перемещения датчика межвалкового зазора за рабочими валками не требуется никакого дополнительного привода, потому что работа смещения датчика межвалкового зазора может в этом случае одновременно совершаться устройством горизонтального смещения (HS) рабочих валков.
Рычажный механизм может быть выполнен шарнирным в местах связи.
Альтернативно место механической связи и рычажный механизм могут быть, однако, выполнены также вместе в виде жесткого соединения между одной из одновременно смещающихся частей опорного узла рабочего валка и датчиком межвалкового зазора.
Альтернативно непосредственной передаче движений смещения отдельных одновременно смещающихся частей опорного узла на рабочие валки посредством механического рычажного механизма, эта передача может также осуществляться бесконтактно, предпочтительно тогда, когда устройство инициализации выполнено в виде оптического, электрического или магнитного сенсора, и предусмотрен оптический или электрический канал передачи для передачи сигналов измерений устройства инициализации, которые выражают смещение рабочих валков в направлении прокатки или против него, устройству управления и привода для смещения датчика межвалкового зазора.
Вышеназванная задача изобретения решается также с помощью прокатной клети, снабженной заявленным измерительным устройством. Преимущества этого решения соответствуют по существу вышеназванным преимуществам в отношении заявленного измерительного устройства.
В дополнение следует упомянуть, что прокатная клеть, наряду с устройством горизонтального смещения (HS) для смещения рабочих валков в направлении прокатки или противоположно ему, может также иметь устройство осевого смещения для осевого смещения рабочих валков. Одновременное смещение датчика межвалкового зазора в осевом направлении вместе с рабочими валками в соответствии с изобретением не предусмотрено, потому что при осевом смещении рабочих валков требующееся для регистрации межвалкового зазора относительное положение, то есть расстояние между датчиком межвалкового зазора и поверхностью рабочего валка или, соответственно, поверхностью посадочного места его люнета, не изменяется, в частности, когда посадочное место люнета имеет постоянный диаметр.
Наконец, предпочтительно, чтобы устройство смещения датчика межвалкового зазора имело рабочий режим отведения датчика межвалкового зазора назад в положение покоя или обратное положение вне межвалкового зазора и предпочтительно также вне прокатной клети.
Вышеназванная задача решается, наконец, также с помощью способа измерения высоты межвалкового зазора. Преимущества этого способа также соответствуют преимуществам, описанным в связи с измерительным устройством.
К ИЗОБРЕТЕНИЮ ПРИЛОЖЕНЫ ЧЕРТЕЖИ, ПРИ ЭТОМ ПОКАЗАНО:
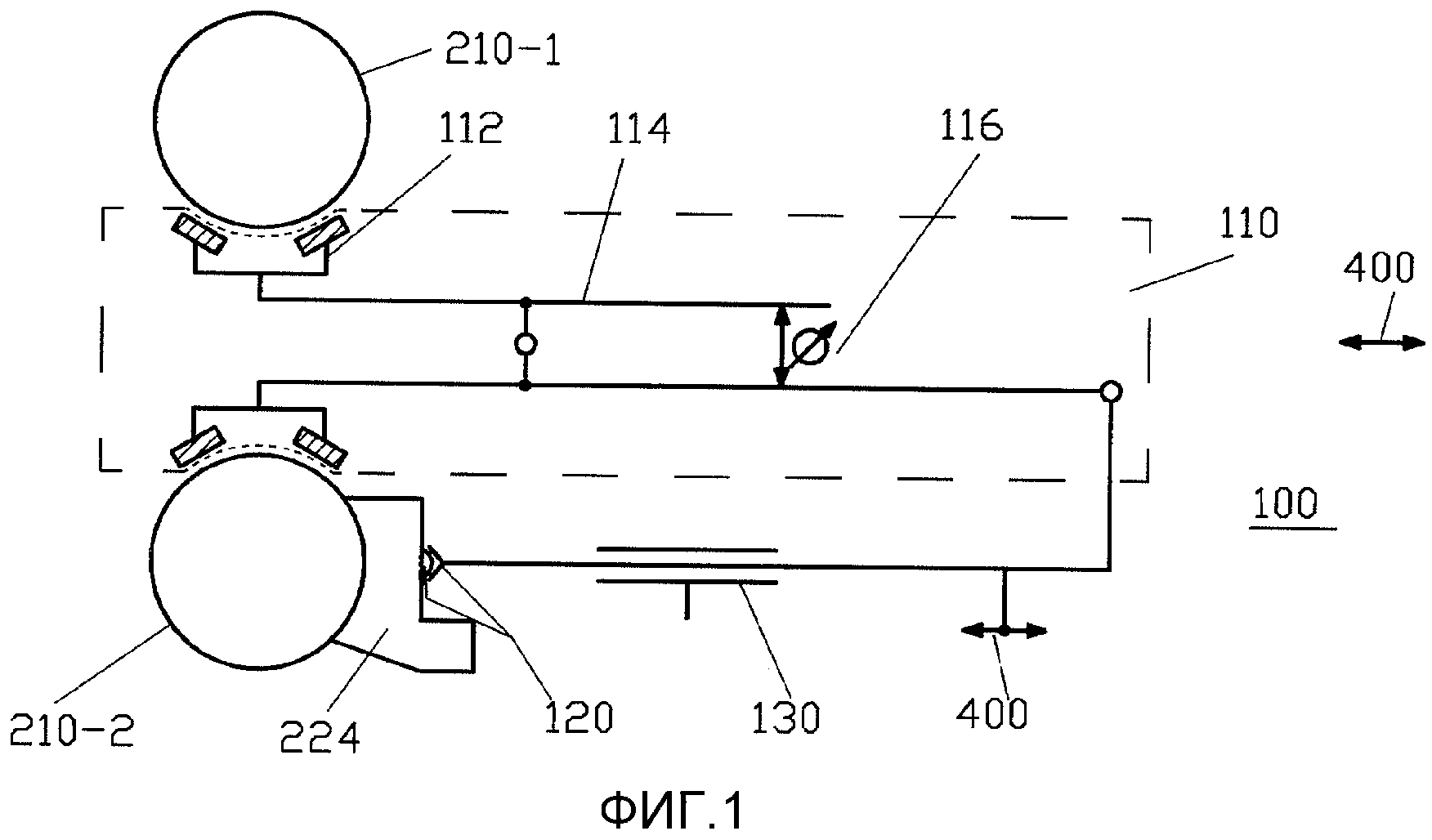
фиг. 1: один из примеров осуществления измерительного устройства в соответствии с настоящим изобретением в поперечном сечении;
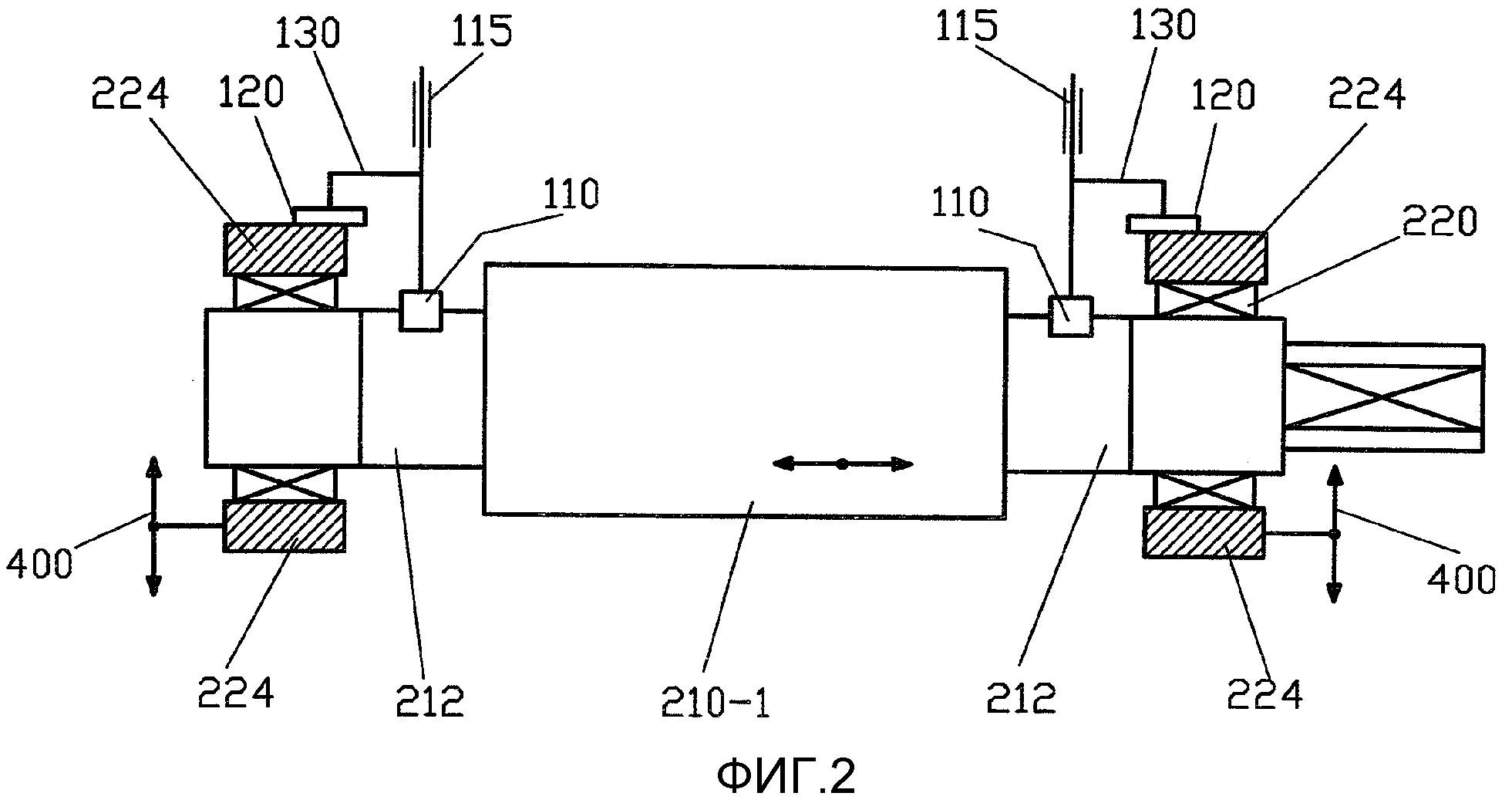
фиг. 2: предлагаемое изобретением измерительное устройство на виде сверху;
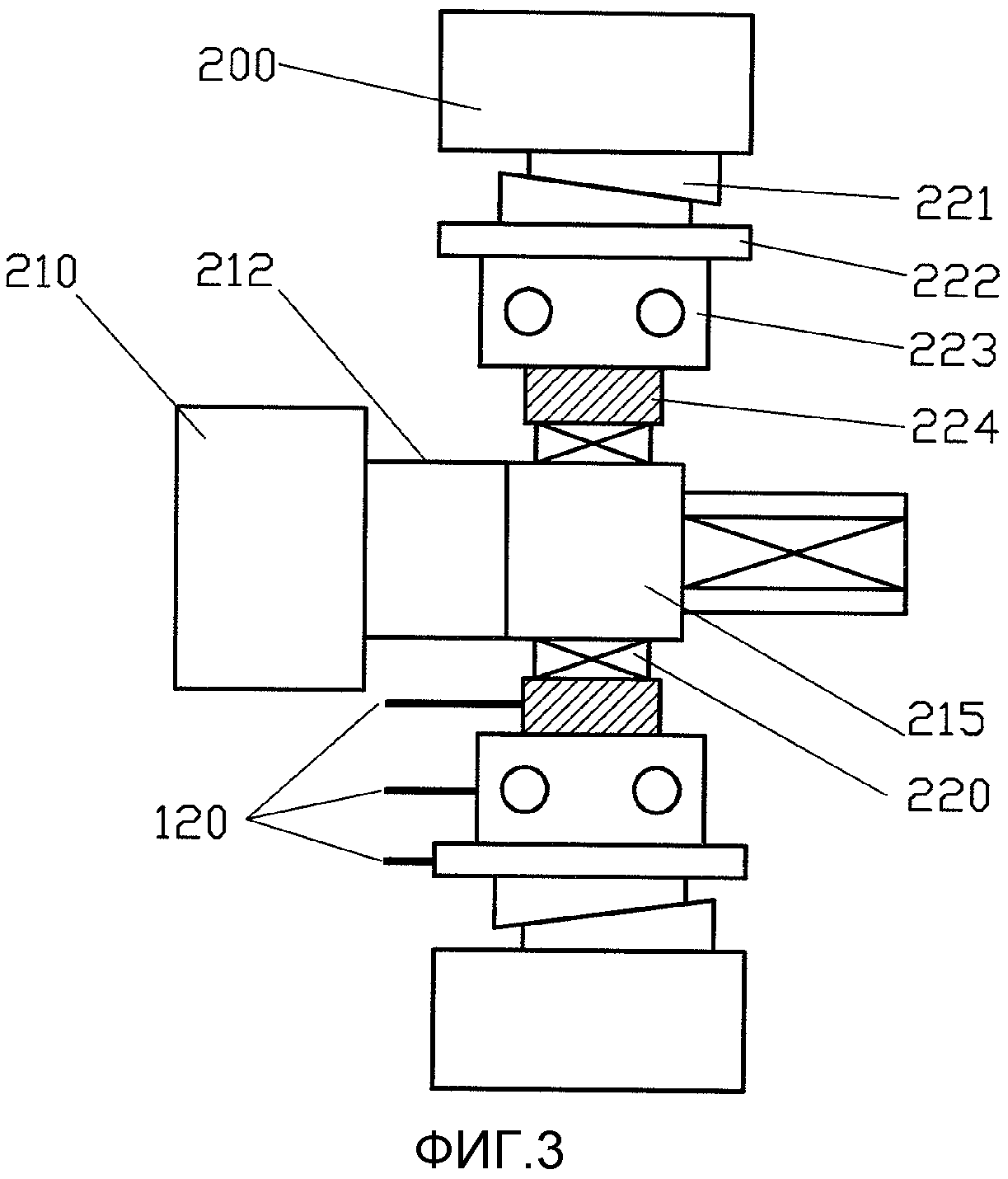
фиг. 3: опорный узел рабочего валка с различными подробностями;
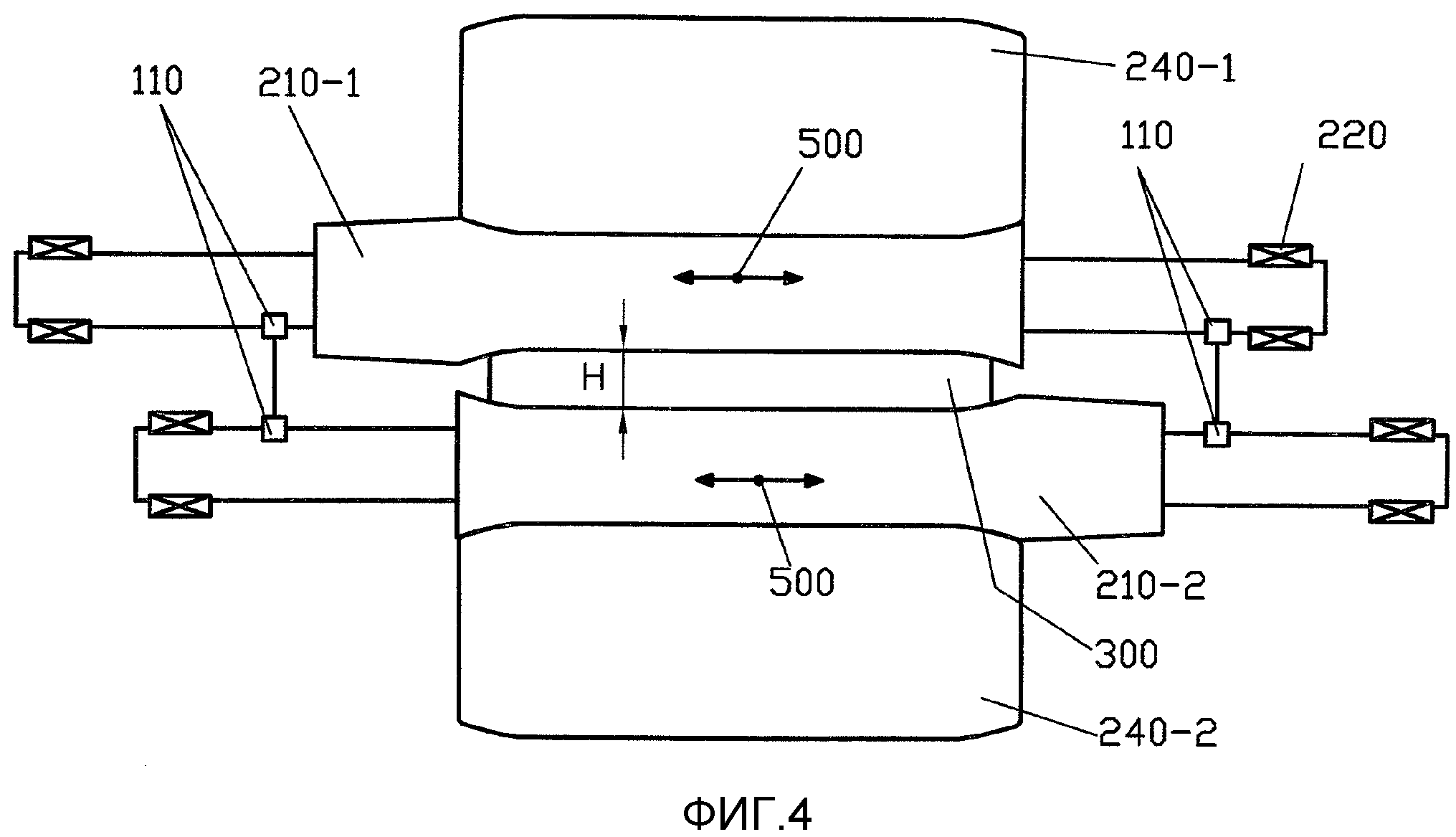
фиг. 4: расположение предлагаемого изобретением измерительного устройства в прокатной клети при осевом смещении рабочих валков;
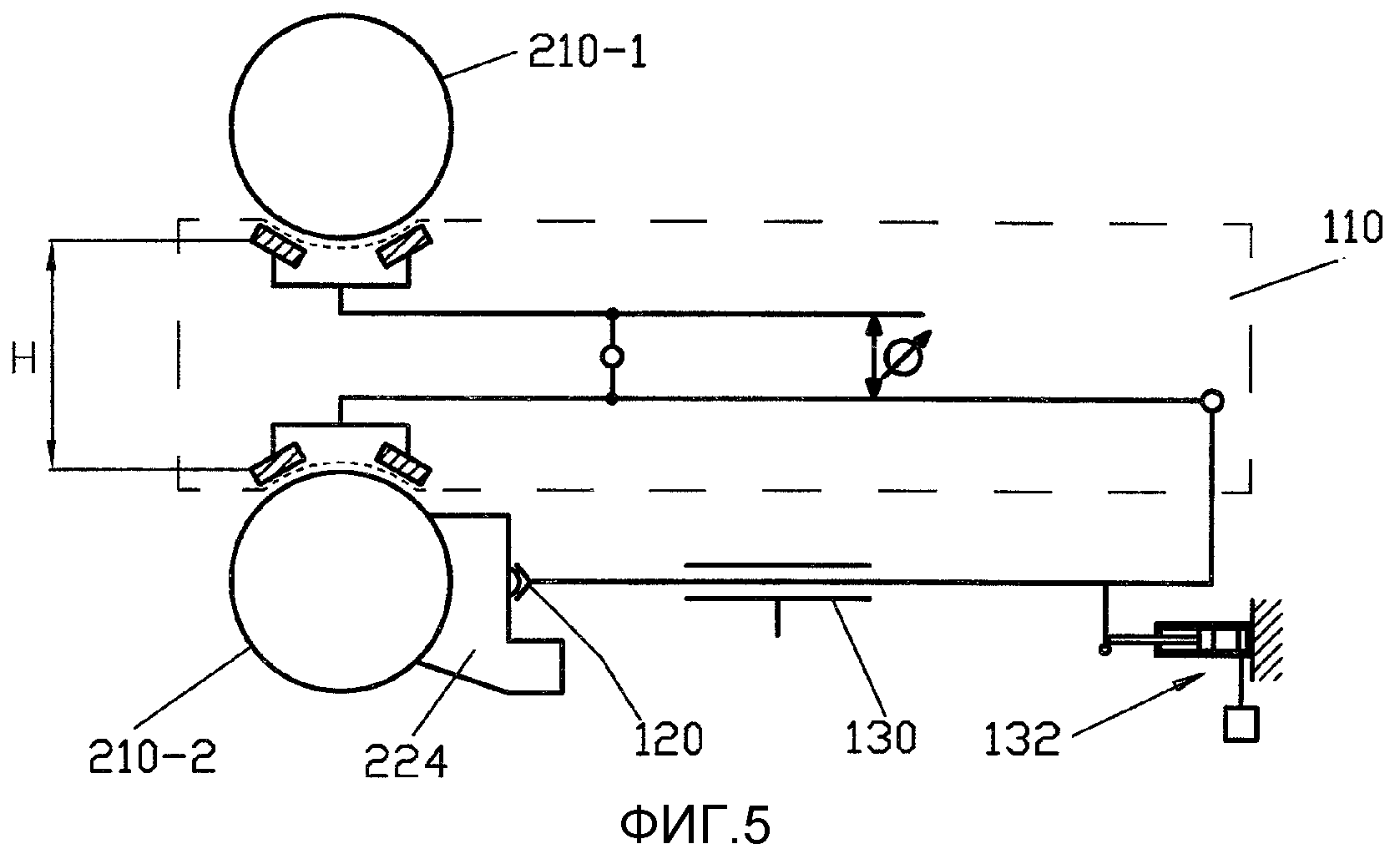
фиг. 5: предлагаемое изобретением измерительное устройство в поперечном сечении, снабженное устройством управления и привода для смещения датчика межвалкового зазора;
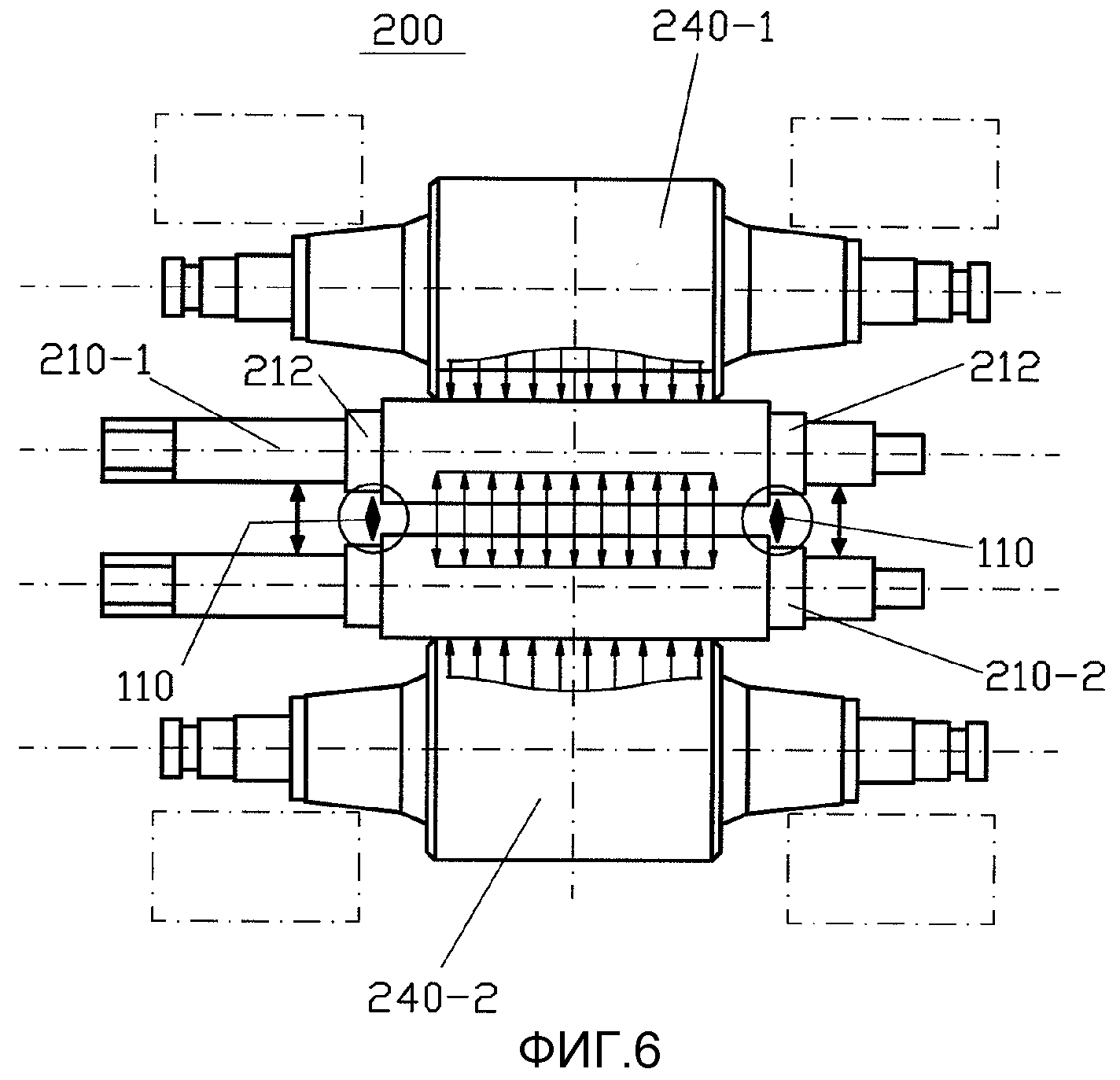
фиг. 6: прокатная клеть по уровню техники с расположением датчика межвалкового зазора на посадочных местах люнетов рабочих валков;
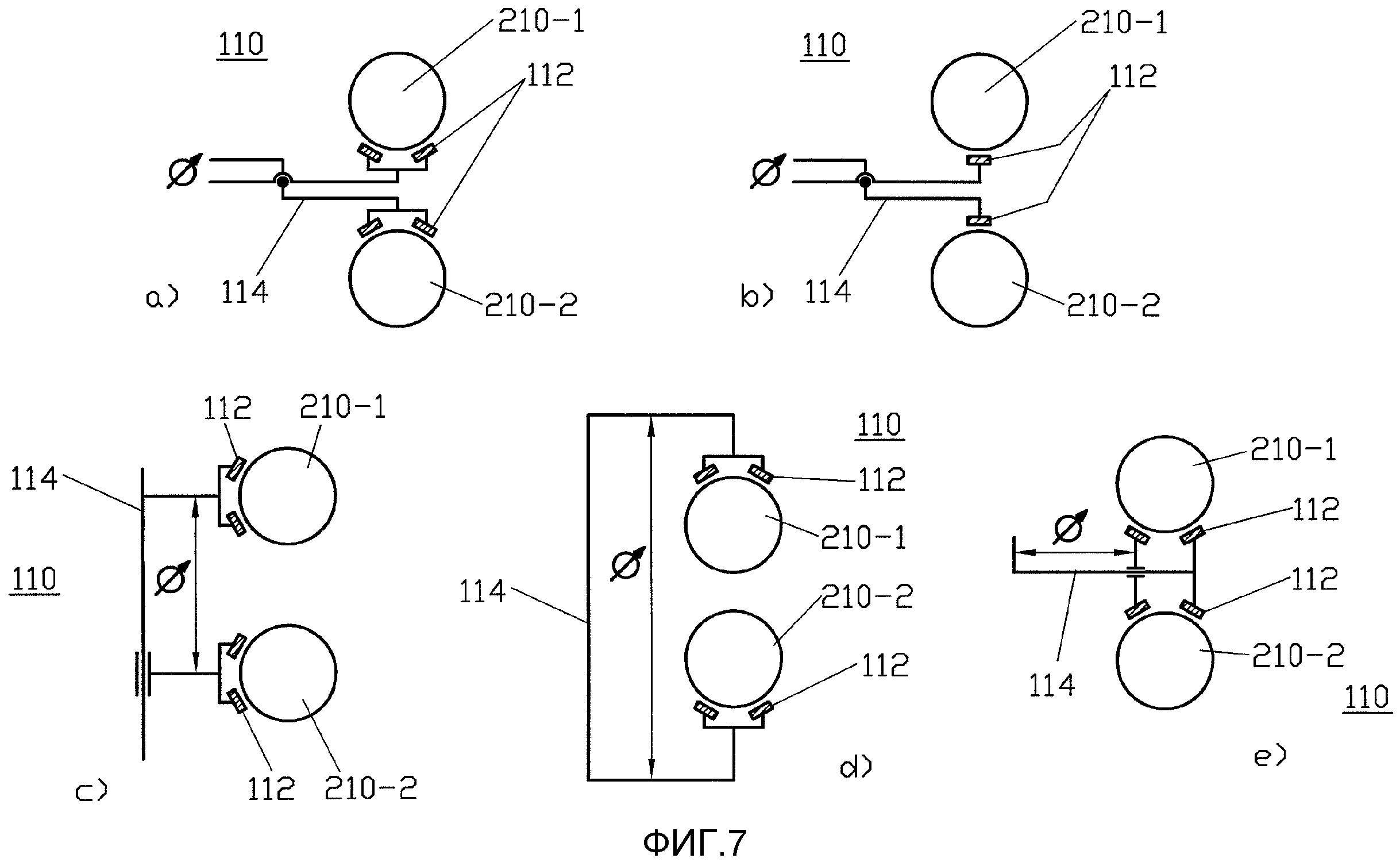
фиг. 7a)-e): разные варианты осуществления датчиков межвалкового зазора и их расположения относительно рабочих валков по уровню техники; и
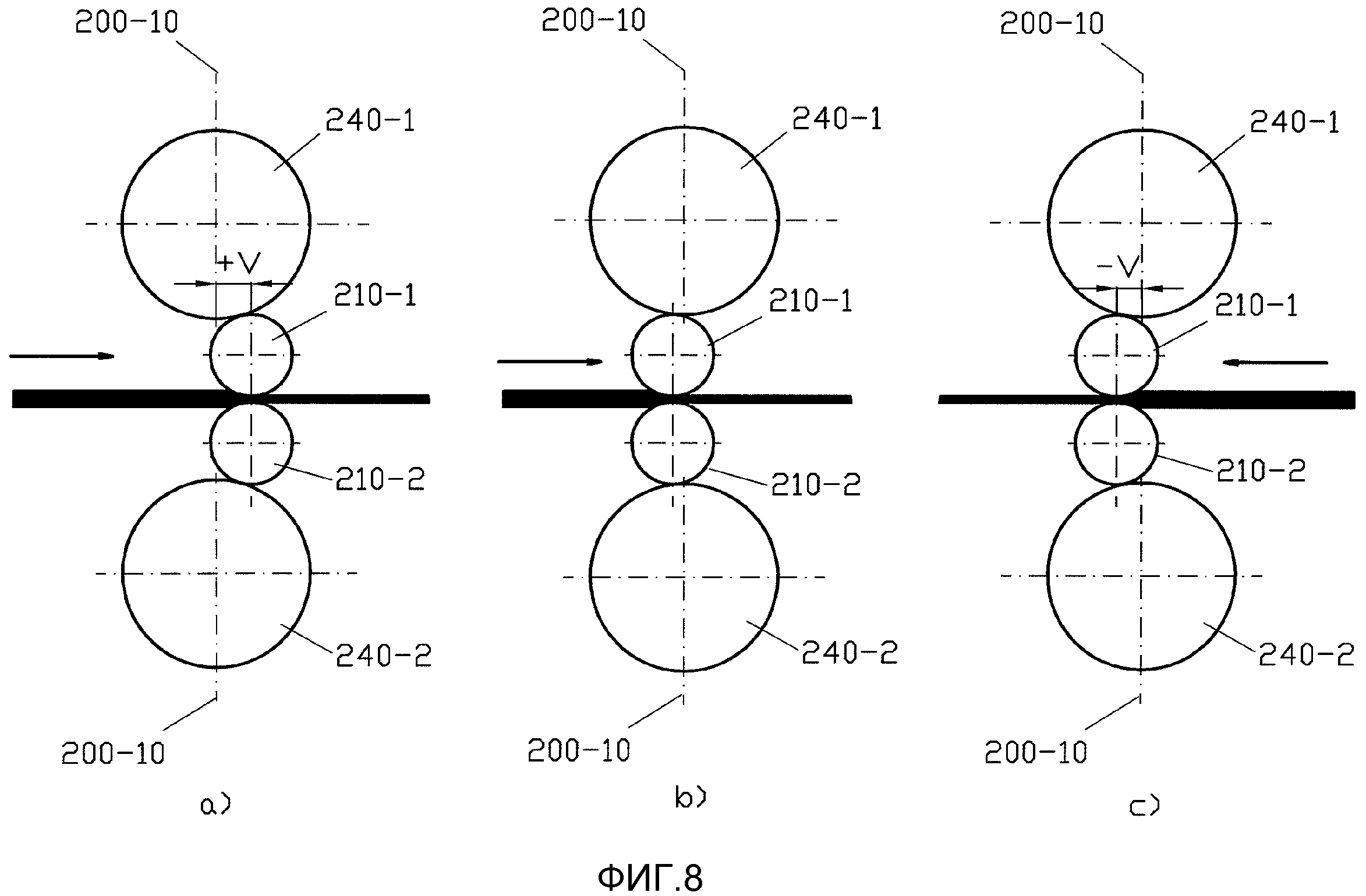
фиг. 8a)-c): разные примеры устройства горизонтального смещения рабочих валков относительно плоскости клети по уровню техники.
Ниже изобретение детально описывается со ссылкой на вышеназванные фиг. 1-5. Однако прежде со ссылкой на фиг. 6-8 описывается уровень техники, на котором основано изобретение.
На фиг. 6 показана прокатная клеть из уровня техники, снабженная двумя опорными роликами 240-1, 240-2, между которыми с опорой расположены два рабочих валка 210-1, 210-2. Расстояние между этими двумя рабочими валками определяет межвалковый зазор, через который прокатываемый материал (здесь не показан) движется в направлении прокатки. На посадочных местах 212 люнетов рабочих валков расположены датчики 110 межвалкового зазора для регистрации высоты межвалкового зазора. Разумеется, так как посадочные места люнетов обычно выполнены с уступом относительно диаметра валков, зарегистрированное датчиком межвалкового зазора расстояние между посадочными метами люнетов должно пересчитываться в меньшую сторону до уменьшенной высоты H межвалкового зазора, что обусловлено большим диаметром рабочих валков.
На фиг. 7a)-e) показаны разные варианты осуществления известных в уровне техники датчиков 110 межвалкового зазора. Все эти датчики межвалкового зазора имеют механизм 114 в виде рычажного механизма для надлежащего размещения измерительных головок 112 относительно посадочных мест люнетов рабочих валков 210. Обычно механизм или, соответственно, рычажный механизм предварительно натянут с помощью пружины, так что таким образом в каждом случае всегда обеспечивается определенное расстояние между измерительной головкой и посадочным местом люнета или поверхностью рабочего валка или, соответственно, прилегание измерительной головки к посадочному месту люнета или к рабочему валку даже при вертикальном движении рабочих валков 210.
На фиг. 8a)-c) показаны в каждом случае разные примеры смещения V рабочих валков 210 относительно плоскости 200-10 клети. Плоскости клети в каждом случае задаются продольными осями верхнего и нижнего опорных валков 240-1, 240-2. Как показано на фиг. 8a), b) и c), рабочие валки 210 и вместе с тем межвалковый зазор могут быть смещены как в направлении прокатки, так и против направления прокатки относительно плоскости 210 клети. Величина смещения, то есть сдвиг, на фигурах обозначен ссылочным обозначением V. Направление сдвига относительно плоскости 200-10 клети обозначено соответствующим предшествующим знаком + или -. Направление прокатки на фиг. 8 в каждом случае обозначено горизонтальной стрелкой.
СЛЕДУЕТ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
На фиг. 1 показано предлагаемое изобретением измерительное устройство 100, расположенное в межвалковом зазоре прокатной клети между верхним рабочим валком 210-1 и нижним рабочим валком 210-2. Измерительное устройство 200 включает в себя датчик 110 межвалкового зазора для регистрации высоты межвалкового зазора между двумя рабочими валками. Измерительное устройство 100 включает в себя также устройство 120 инициализации для регистрации смещения рабочих валков 210 в направлении прокатки или против направления прокатки из исходного положения в конечное положение. Направление прокатки на фиг. 1 обозначено двойной стрелкой.
Датчик 110 межвалкового зазора включает в себя в соответствии с фиг. 1 измерительные головки 112, которые расположены в надлежащем положении относительно периметра рабочих валков 210-1, 210-2 или периметра посадочных мест люнетов рабочих валков. Измерительные головки 112 через рычажный механизм 114 подсоединены к устройству 116 индикации, которое отображает высоту рабочего зазора. Устройство 120 инициализации по меньшей мере одной своей половиной соединено с подушкой 224 нижнего рабочего валка 210-2. Устройство 120 инициализации в показанном на фиг. 1 примере осуществления через устройство 130 смещения датчика межвалкового зазора воздействует непосредственно на датчик 110 межвалкового зазора. Устройство 130 смещения датчика межвалкового зазора включает в себя в показанном на фиг. 1 примере осуществления рычажный механизм, который оперт с возможностью смещения в направляющей втулке. Благодаря непосредственной связи подушки 224 через устройство 120 инициализации и устройство 130 смещения датчика межвалкового зазора с датчиком 110 межвалкового зазора предпочтительным образом смещение подушки 224 и вместе с тем рабочих валков 210 в направлении прокатки или против него непосредственно синхронно передается на датчик 110 межвалкового зазора. Таким образом, предпочтительно обеспечивается, что даже при смещении рабочих валков в направлении прокатки или против него положение измерительных головок 112 относительно поверхностей рабочих валков 210 или посадочных мест люнетов (на фиг. 1 не показано) и вместе с тем желаемая точность измерений сохраняются.
На фиг. 2 показан вид сверху системы из фиг. 1. Видно расположение датчиков 110 межвалкового зазора на левом и правом посадочном месте 212 люнета рабочего валка 210-1. Датчики 110 межвалкового зазора через устройство 130 смещения датчика межвалкового зазора соединены с устройством 120 инициализации, которое, со своей стороны, непосредственно контактирует с подушкой 224 рабочего валка 210. Устройство 130 смещения датчика межвалкового зазора обладает степенью свободы в направлении прокатки или против него, распознаваемой по расположению направляющей втулки 114 параллельно направлению 400 прокатки.
На фиг. 3 показаны отдельные элементы опорного узла рабочего валка 210 в деталях. Опорный узел служит для перекрытия расстояния между станиной клети и цапфой 215 рабочего валка 210. Расстояние между ними заполнено устройством HS горизонтального смещения, например, в виде клиновой установки. В показанном на фиг. 3 примере осуществления устройство HS смещения имеет первый клин, жестко соединенный со станиной прокатной клети 200, и соскальзывающий по первому клину второй клин 221. В направлении цапфы рабочего валка обычно к клину 221 примыкает промежуточная плита 220, воспринимающая усилия изгиба кассета 233 и/или подушка 224.
Все вышеназванные части опорного узла, то есть подвижный клин 221, промежуточная плита 220, воспринимающая усилия изгиба кассета 223 и подушка 224 могут, каждый в отдельности, служить в качестве базовой точки для устройства 120 инициализации для регистрации смещения рабочих валков, потому что в этом случае указанные отдельные части опорного узла движутся одновременно в направлении прокатки или против него.
На фиг. 4 можно видеть, что даже при осевом смещении 500 рабочих валков 210 датчики 110 межвалкового зазора не должны одновременно смещаться, поскольку осевое смещение не оказывает воздействий на положение датчиков 110 межвалкового зазора относительно посадочных мест люнетов или цапф рабочих валков, так что требующееся для желаемой точности измерений положение датчиков межвалкового зазора относительно посадочных мест люнетов сохраняется.
В отличие от фиг. 1, на фиг. 5 показан один из примеров осуществления предлагаемого изобретением измерительного устройства, в котором устройство 130 смещения датчика межвалкового зазора имеет также устройство 132 управления и привода, которое выполнено, чтобы активно двигать датчик 110 межвалкового зазора в направлении прокатки или противоположно ему. Это устройство 132 управления и привода необходимо, в частности, тогда, когда не существует непосредственной механической связи между подушкой 224 и датчиком 110 межвалкового зазора. Это может быть, например, в том случае, когда устройство 120 инициализации состоит из двух механически разделенных полумуфт, из которых одна, например, присоединена к подушке 224, а другая - к рычажному механизму устройства 130 смещения датчика межвалкового зазора. Альтернативно устройство 132 управления и привода может быть необходимо тогда, когда устройство 130 смещения датчика межвалкового зазора не предусматривает механизма или, соответственно, рычажного механизма между устройством инициализации и датчиком 110 межвалкового зазора, а вместо этого предусматривает оптический или электрический канал передачи для передачи сигналов измерений устройства инициализации, которые выражают смещение рабочих валков, устройству управления и привода. В обоих случаях устройство 132 управления и привода служит для активного следящего перемещения датчика 110 межвалкового зазора за смещенным (конечным) положением рабочих валков. Кроме того, устройство 130 смещения датчика межвалкового зазора, снабженное устройством 132 управления и привода, может иметь рабочий режим отведения датчика 110 межвалкового зазора назад в положение покоя или обратное положение вне межвалкового зазора и предпочтительно также прокатной клети. Следящее перемещение датчика межвалкового зазора за рабочими валками может происходить одновременно, то есть синхронно, или со смещением во времени относительно смещения рабочих валков 210.
СПИСОК ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
100 Измерительное устройство
110 Датчик межвалкового зазора
112 Измерительная головка
114 Механизм
120 Устройство инициализации
130 Устройство смещения датчика межвалкового зазора
132 Устройство управления и привода
200 Прокатная клеть
210-1 Верхний рабочий валок
210-2 Нижний рабочий валок
212 Посадочное место люнета
215 Цапфа валка
220 Опорный узел рабочих валков
221 Обращенная к валку часть устройства HS смещения
222 Промежуточная плита
223 Воспринимающая усилия изгиба кассета
224 Подушка (=корпус подшипника) рабочего валка
240-1 Опорный валок
240-2 Опорный валок
300 Прокатываемый материал
400 Направление прокатки = направление HS смещения
500 Направление осевого смещения
H Высота межвалкового зазора
+V положительное смещение относительно плоскости клети
-V отрицательное смещение относительно плоскости клети.
Скользящий сухарь для шарнирного шпинделя
Режущее устройство с регулируемой боковой направляющей
Способ и устройство для изготовления металлической полосы бесслитковой прокаткой
Способ ремонта изношенной системы подшипника
Роликовое устройство
Управление конвертерным процессом посредством сигналов отходящего газа
Способ и устройство для контроля поверхности отрезков полосы
Прокатный стан для изготовления металлической полосы и способ изготовления прокатного стана
Устройство и способ отбора образца с рулона
Способ пирометаллургической обработки металлов, металлических расплавов и/или шлаков
Регулирование боковой направляющей металлической полосы
Направляющее устройство для ножа
Способ и устройство для укладывания рулонов металла
Способ горячей прокатки сляба и стан горячей прокатки
Скользящий сухарь для шарнирного шпинделя
Режущее устройство с регулируемой боковой направляющей
Способ и устройство для изготовления металлической полосы бесслитковой прокаткой
Способ ремонта изношенной системы подшипника
Роликовое устройство
Управление конвертерным процессом посредством сигналов отходящего газа

