Результат интеллектуальной деятельности: ДУГОВАЯ СТАЛЕПЛАВИЛЬНАЯ ПЕЧЬ С ИСПОЛЬЗОВАНИЕМ ГАЗОДИНАМИЧЕСКОЙ ОТСЕЧКИ ШЛАКА ОТ МЕТАЛЛА ПРИ ВЫПУСКЕ ПЛАВКИ
Вид РИД
Изобретение
Изобретение относится к электрометаллургии стали и может быть использовано при отсечке шлака от металла в период выпуска плавки из дуговой печи или из другого плавильного агрегата.
Известна дуговая печь для выплавки стали (Черные металлы №4. 23.02.1981 г., с.8-18) с применением стопорного устройства для отсечки шлака при выпуске металла через отверстие на летку печи (Черные металлы №4.23.02.1981 г., рис.8, стр.12), а также известно (UA 200807495; опубл. 27.10.2008) устройство для отсечки шлака от металла при выпуске плавки из плавильного агрегата.
Анализ этих (Черные металлы №4. 23.02.1981 г., с.8-18; UA 200807495; опубл. 27.10.2008) и других (Вести ВУЗ «Черноземья» №2 (20), 2010 г., с.81-86) изобретений по дуговым и другим печам, использующих отсечку шлака от металла при выпуске плавки из этих печей и других плавильных агрегатов, показывает, что существующие конструктивные решения являются весьма сложными в техническом и технологическом исполнении из-за несовершенства применяемых устройств для создания высокоэффективных методов отсечки жидкого шлака от расплава металла при выпуске его из отверстия на летку дуговой или другой печи.
Задачей изобретения является создание новой дуговой печи для выплавки стали с использованием газодинамической отсечки шлака от жидкого металла при выпуске плавки из отверстия агрегата. В определенной мере это достигается тем, что навстречу потоку жидкого металла со шлаком при выпуске плавки, например из кислородно-конвертерного агрегата (UA 200807495; опубл. 27.10.2008) или агрегата «ковш-печь» (Вести ВУЗ «Черноземья» №2 (20), 2010 г., с.81-86), направляют потоки жидкого металла со шлаком таким образом, чтобы на первом этапе выпуска плавки поступало минимальное количество шлака в ковш, т.е. необходимым является максимальное уменьшение контакта окислительного шлака с поверхностью металла. Из многих известных изобретений (Черные металлы №4. 23.02. 1981 г., с.8-18; UA 200807495; опубл. 27.10.2008) при осуществлении на дуговых печах газодинамической отсечки шлака от металла, например, в конвертере (Вести ВУЗ «Черноземья» №2 (20), 2010 г., с.81-86) или дуговой печи (Черные металлы №4. 23.02. 1981 г., с.8-18; Металлургическая и горнорудная промышленность - 2006. - №7. - С.208-211) установлены наиболее эффективные результаты, т.к. при использовании известных устройств на печах было получено минимальное количество шлака в ковше (Вести ВУЗ «Черноземья» №2 (20), 2010 г., рис.1), т.е. эффект по отсечке шлака от металла был достаточно эффективным, что позволило заметно снизить угар легирующих элементов и повысить качество разливаемой стали в слитки.
Однако, несмотря на достигнутые положительные результаты (UA 200807495; опубл. 27.10.2008, Вести ВУЗ «Черноземья» №2 (20), 2010 г., с.81-86) по отсечке шлака от металла на дуговых и других плавильных печах (Металлургическая и горнорудная промышленность, - 2006. - №7. - С.208-211), все эти известные решения не нашли пока широкого применения в металлургии из-за высоких издержек при эксплуатации, например, в дуговой сталеплавильной печи (ДСП), вследствие того, что применяемые на ДСП существующие устройства и методы базируются на исполнении и применении громоздких и несовершенных в конструктивном исполнении технических средств и неэффективных способов подвода инертных газов во встречный поток движущего металла и шлака из выпускного отверстия дуговой печи или другого агрегата.
Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату является прототип (Современная металлургия начала нового тысячелетия: Сб. научн. труд. Часть 2. Липецк, ЛГТУ, 2008. Стр.5, рис.3), использующий газодинамическую отсечку шлака от металла при выпуске плавки из плавильного агрегата, например дуговой печи. В данном изобретении отсечку шлака от металла осуществляют с использованием принудительного закрытия отверстия летки с помощью пневматического устройства, представляющего чугунное сопло, закрепленное с помощью кронштейна на корпусе печи. В нужный момент окончания выхода металла из отверстия летки подают под давлением азот или аргон, поступающие через сопла устройства в отверстие печи.
Основными недостатками прототипа (Современная металлургия начала нового тысячелетия: Сб. научн. труд. Часть 2. Липецк, ЛГТУ, 2008. - с.241), как и других известных изобретений (UA 200807495; опубл. 27.10.2008; Металлургическая и горнорудная промышленность, - 2006. - №7. - С.208-211), являются их сложность в эксплуатации и низкая степень эффективности использования на дуговых печах (Черные металлы №4. 23.02.1981 г., с.8-18; Вести ВУЗ «Черноземья» №2 (20), 2010 г., с.81-86) методов отсечки шлака от металла, а также невозможность определения момента окончания выпуска металла из ДСП и начала поступления шлака в отверстие летки агрегата, что вызвано конструктивным несовершенством всех известных газодинамических устройств. Для решения этой сложной технической задачи требуется для дуговой печи разработка более совершенных устройств и методов по отсечке шлака от металла при выпуске плавки через отверстие на летку печи.
Технический результат достигается тем, что дуговая сталеплавильная печь с использованием газодинамической отсечки шлака от металла при выпуске плавки, содержащая корпус и футерованное днище, водоохлаждаемый свод с отверстием, металлическую ванну со шлаком и летку с выпускным отверстием, отличающаяся тем, что печь снабжена фурмой с многосопловьм наконечником, которая размещена в отверстии свода печи с возможностью перемещения до металлической ванны со шлаком, а также печь снабжена устройством с пористым огнеупорным блоком, который размещен в футерованном днище вблизи выпускного отверстия летки печи, при этом фурма и устройство предназначены для подачи раздельных потоков инертных газов на жидкий шлак и в металлическую ванну через днище в корпусе печи, причем в этом случае ванна имеет металлический бурун, который размещен у входа в выпускное отверстие, а корпус печи снабжен радиационным пирометром для измерения температуры металла и шлака при выпуске плавки на летке, и, кроме того, дуговая печь, отличающаяся тем, что устройство и пористый огнеупорный блок плотно сочлены между собой и выполнены с возможностью подачи потока инертных газов (аргона, азота и др.) под давлением в металлическую ванну с образованием буруна из металла, который предназначен для прикрытия выпускного отверстия от шлака, а также тем, что фурма с многосопловым наконечником в своде печи предназначена для подачи потока инертных газов в виде струй на поверхность металлического буруна, причем наконечник и струи газа размещены над этим буруном для отсечки шлака от металла при выходе его через выпускное отверстие на летку печи, причем дуговая печь, отличающаяся тем, что радиационный пирометр на корпусе печи направлен на летку в выпускное отверстие для непрерывного измерения температуры металла и шлака, причем пирометр предназначен также для фиксации скачка температуры при появлении шлака на летке после выпуска металла, что является сигналом об окончании выпуска плавки из дуговой или другой печи, и при этом дуговая печь, отличающаяся тем, что фурма с многосопловым наконечником предназначена для подачи инертного газа в виде струй на поверхность металлического буруна для защиты металла от окисления атмосферой в печи при выпуске плавки.
В настоящем изобретении используются устройства с новым принципом выпуска металла из дуговой печи (ДСП) с отсечкой шлака перед выпускным отверстием на летке агрегата. Конструктивное новое исполнение на ДСП газодинамического устройства (фиг.1) заключается в том, что оно позволяет создавать более эффективную газодинамическую отсечку шлака от металла при выпуске плавки, на основе применения подачи в ДСП двух потоков инертных газов, например из азота или аргона, направляется на шлак с помощью фурмы, имеющей на конце многосопловый наконечник, а второй поток инертного газа направляется снизу через футерованное днище печи в жидкий металл с помощью дутьевого устройства, заканчивающегося пористым огнеупорным блоком, который вмурован в футеровку агрегата.
Предлагаемая дуговая печь для выплавки стали с использованием устройства для отсечки шлака от металла при выпуске его через отверстие на летку агрегата отличается от всех известных подобных изобретений (UA 200807495; опубл. 27.10.2008; Металлургическая и горнорудная промышленность, - 2006. - №7. - С.208-211) тем, что применены новые конструктивные решения, позволяющие за счет применения двух инертных газовых потоков создать перед выпускным отверстием печи металлический бурун, который обеспечивает первоочередной выпуск металла на летку печи, а уже после выпуска металла осуществлять выпуск требуемого количества шлака в ковш. При этом следует отметить, что организация двух потоков инертных газов на шлак сверху с помощью фурмы через свод печи и в жидкий металл снизу через футеровку агрегата позволяет путем оптимизации соотношения расходов между этими двумя потоками осуществлять выпуск металла с предварительной отсечкой шлака уже в начале внутри дуговой печи, а затем и в момент выпуска металла из отверстия на летке агрегата до требуемого уровня попадания шлака в ковш. Кроме того, в момент выхода последних порций жидкого металла из отверстия печи с помощью фурмы с многосопловым наконечником, который позволяет подавать холодные струи инертного газа на шлак, которые в некоторой степени охлаждаются, что моментально фиксируется автоматическим пирометром и по разности температур между металлом и шлаком фиксируется скачок температур, что служит сигналом на изменение наклона дуговой печи с целью оптимизации выпуска требуемого количества шлака из печи в ковш.
В рабочем пространстве дуговой печи путем изменения расхода второго потока инертного газа создается соответствующий объемный размер металлического буруна перед выпускным отверстием, а за счет струй первого потока инертного газа, подаваемого на шлак с помощью фурмы, создаются условия по очищению сверху поверхности металлического буруна от жидкого шлака, что способствует к тому же защите поверхности металлического буруна от воздействия окислительной атмосферы в рабочем пространстве печи.
Таким образом, настоящим изобретением решается задача по созданию нового типа дуговой печи для выплавки стали с применением нового принципа отсечки шлака от металла при выпуске плавки на летку агрегата, что позволяет, в частности, снизить угар раскислителей и легирующих элементов в ковше и существенно повысить качество металлопродукции. Кроме того, техническим результатом является то, что предлагаемое изобретение позволяет повысить надежность технологических операций по отсечке шлака от металла по ходу выпуска плавки из отверстия на летку дуговой печи.
Это достигается тем, что применяемые в дуговой печи устройства позволяют осуществлять подачу двух потоков инертных газов одновременно на шлак и жидкий металл. В результате в объеме жидкого металла создается металлический бурун высотой более толщины шлака в ванне печи, что позволяет отсекать шлак от металла перед выпускным отверстием, т.е. осуществлять первоочередной выпуск металла из дуговой печи, а затем выпуск требуемого количества шлака на летку агрегата, причем момент окончания выпуска металла из печи фиксируется пирометром по скачку температур между металлом и шлаком.
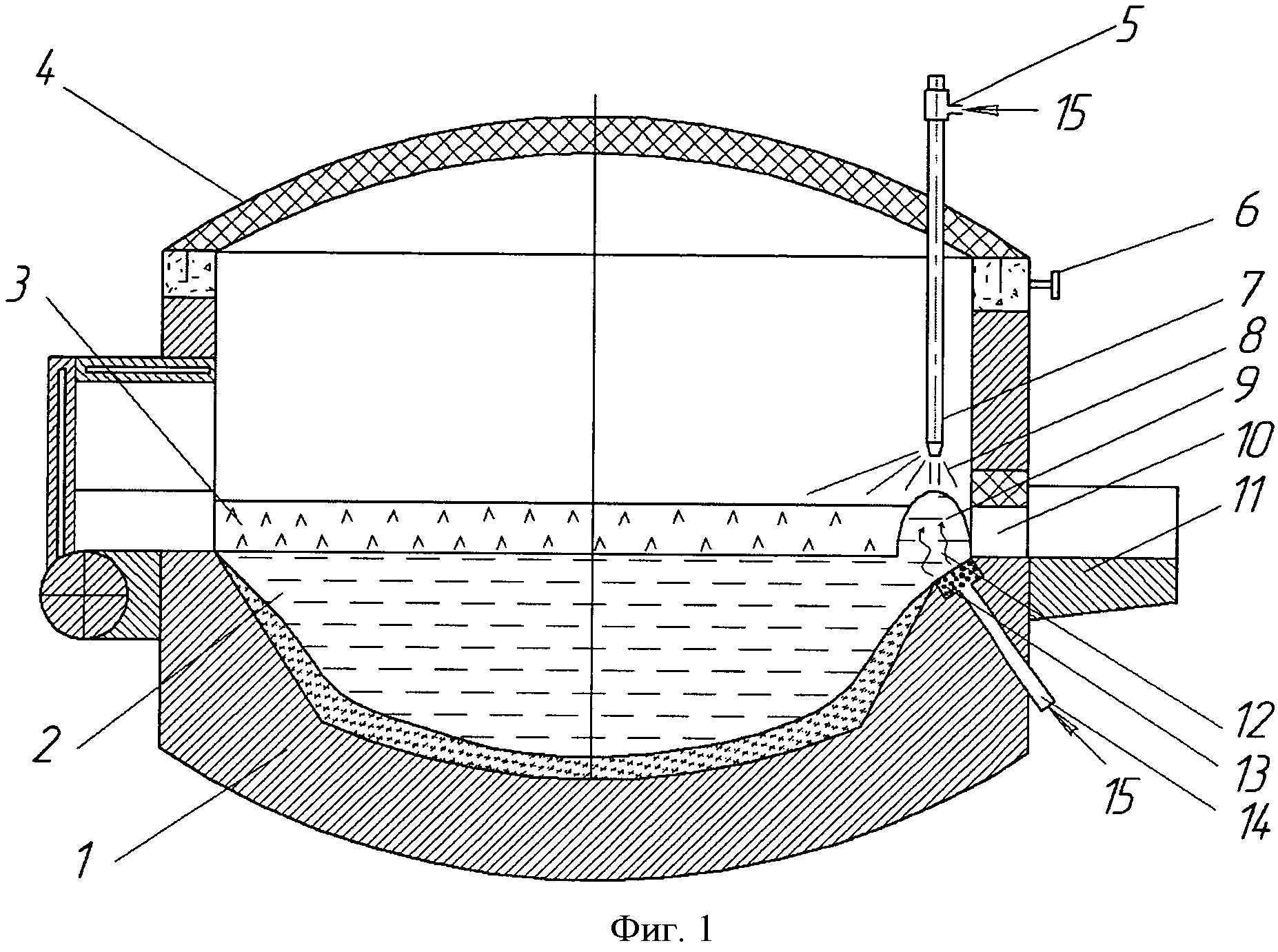
Работа дуговой сталеплавильной печи осуществляется (см. фиг.1) следующим образом.
В дуговой печи (1) перед выпуском плавки жидкий металл (2) и шлак (3) имеют соответствующую температуру (1600-1700°С). В своде печи (4) имеется отверстие, в котором размещена водоохлаждаемая фурма (5) для подачи струй (8) инертного газа (15) через многосопловый наконечник (7) на расплав шлака (3) и на поверхность металлического буруна (9) в дуговой печи. При выпуске металла и шлака из отверстия печи на летке (2) автоматически пирометром (6) измеряется температура металла, а затем и шлака. Учитывая охлаждающее действие струй инертного газа (8) на шлак (3), то на выходе из отверстия печи радиационный пирометр (6) фиксирует разность температур между металлом и шлаком, что служит импульсом начала выхода шлака на летку.
Жидкий металл (2) и расплав шлака (3) по окончании электроплавки стали выпускают из отверстия (10) на летке (11) дуговой печи (1). Причем жидкий металл вытекает из выпускаемого отверстия (10) раньше шлака (3) за счет того, что перед отверстием (10) образуется металлический бурун (9) вследствие влияния инертных струйных потоков (12) на подъем части объема металла (9), который загораживает проход шлаку (3) в отверстие (10) на летке (11) печи. Газоструйные потоки (12) выходят в объем жидкого металла из отверстий пористого огнеупорного блока (13), который является частью устройства (14) для подачи инертного газа (15) в объем жидкого металла дуговой печи или другого плавильного агрегата.
Созданная в лабораторных условиях по схеме фиг.1 установка подтверждает возможность реализации данного изобретения в условиях производства. Эффективность предлагаемого устройства с использованием газодинамической отсечки шлака от металла при выпуске плавки на дуговой или другой плавильной печи также подтверждается результатами эксплуатации (Черные металлы №4. 23.02.1981 г., с.8-18; Вести ВУЗ «Черноземья» №2 (20), 2010 г., с.81-86; Современная металлургия начала нового тысячелетия: Сб. научн. труд. Часть 2. Липецк, ЛГТУ, 2008. - С.241) подобных устройств и способов в производственных условиях.
Электрохимический способ получения покрытий на металлическом изделии
Высокопрочный экономнолегированный сплав на основе алюминия
Способ изготовления режущих элементов из сверхтвердых материалов
Способ переработки окисленных золотомышьяковистых руд
Способ получения металломатричного композита с наноразмерными компонентами
Способ получения изделий из композиционных материалов с наноразмерными упрочняющими частицами
Металлический наноструктурный сплав на основе титана и способ его обработки
Литейный алюминиевый сплав
Способ "гибридного" получения износостойкого покрытия на режущем инструменте
Электролизер для производства алюминия
Способ защиты поверхности сляба из низколегированной стали перед его нагревом в методической печи под прокатку
Электрохимический способ получения покрытий на металлическом изделии
Высокопрочный экономнолегированный сплав на основе алюминия
Способ изготовления режущих элементов из сверхтвердых материалов
Способ переработки окисленных золотомышьяковистых руд
Способ получения металломатричного композита с наноразмерными компонентами
Способ получения изделий из композиционных материалов с наноразмерными упрочняющими частицами
Металлический наноструктурный сплав на основе титана и способ его обработки
Литейный алюминиевый сплав
Способ "гибридного" получения износостойкого покрытия на режущем инструменте

