Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ ЖАРОСТОЙКОГО ПОКРЫТИЯ НА ДЕТАЛИ ИЗ БЕЗУГЛЕРОДИСТОГО ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА
Вид РИД
Изобретение
Изобретение относится к металлургии, в частности к получению на деталях из безуглеродистых жаропрочных никелевых сплавов покрытий с барьерным слоем для защиты от газовой коррозии в условиях высоких температур (выше 900°C), и может быть использовано в авиадвигателестроении, судостроении, танкостроении и других отраслях промышленности, где используют детали из безуглеродистых сплавов на никелевой основе.
К безуглеродистым жаропрочным никелевым сплавам относят сплавы с содержанием углерода не более 0,05% (А.В. Логунов. Тенденции разработки и применения Ni- суперсплавов для лопаток ГТД в современных и перспективных силовых установках авиационного назначения // Технологии легких сплавов, №4, 2011 г., с.11-17).
С одной стороны, применение данных сплавов позволяет повысить температуру на поверхности детали (изделия), в частности, использование данных сплавов для турбинных лопаток газотурбинного двигателя позволяет повысить температуру рабочего газа перед турбиной и, как следствие, снизить удельную массу двигателя и удельный расход топлива при одновременном увеличении удельной тяги, а с другой стороны, особенности элементного состава безуглеродистых жаропрочных сплавов на никелевой основе приводят при воздействии высоких температур (выше 900°C) к формированию в поверхностном слое детали под алюминидным покрытием так называемой вторичной реакционной зоны (ВРЗ), содержащей топологически плотноупакованные (ТПУ) фазы и снижающей характеристики жаропрочности сплавов и долговечность изготавливаемых из них деталей. В связи с этим на поверхности деталей формируют барьерные покрытия, снижающие интенсивность образования ВРЗ (С.А. Мубояджян и др. Высокотемпературные жаростойкие покрытия и жаростойкие слои для теплозащитных покрытий. Авиационные материалы и технологии №1, 2013, 17-20 с.)
Известен способ получения комплексного жаростойкого покрытия на детали из безуглеродистых жаропрочных никелевых сплавов, включающий насыщение поверхности внутренней полости лопатки углеродом путем заполнения внутренней полости лопатки порошковой смесью или газовой средой, нагрева и выдержки лопатки с заполненной внутренней полостью и последующее нанесение диффузионного алюминидного покрытия (см. патент RU №2349678, кл. C23C 10/48, опубл. 20.03.2009).
Недостатки известного способа - высокая трудоемкость из-за операций очистки деталей после химико-термической обработки и недостаточная долговечность детали с покрытием, полученным данным способом, из-за недостаточной для торможения взаимной диффузии элементов покрытия и сплава толщины карбидного слоя и из-за возможности накопления на поверхности детали слоя пиролитического углерода, экранирующего металл от поступления атомов углерода в поверхностный слой детали, что приводит к нестабильным характеристикам науглероживания поверхности детали, такими как удельный привес углерода и глубина образования карбидных частиц.
Технический результат предложенного способа - снижение трудоемкости и повышение долговечности деталей из безуглеродистых жаропрочных никелевых сплавов.
Указанный технический результат достигается тем, что в способе получения жаростойкого покрытия на детали из безуглеродистого жаропрочного никелевого сплава, включающем формирование карбидного барьерного слоя на поверхности детали в газовой углеродсодержащей среде и последующее нанесение алюминидного покрытия, согласно изобретению, формирование карбидного слоя осуществляют в вакууме от 10-1 до 10-5 мм рт.ст. и при давлении газовой углеродсодержащей среды от 0,5 до 10 мм рт.ст.
Заявленная совокупность признаков является существенной, так как использование вакуумной среды при формировании карбидного барьерного слоя обеспечивает отсутствие на поверхности детали слоя пиролитического графита, экранирующего процесс науглероживания (насыщения углеродом) и не предполагает очистку деталей после химико-термической обработки.
При вакууме хуже 10-1 мм рт.ст. эффективность науглероживания снижается. Создание вакуума лучше 10-5 мм рт.ст. приводит к удорожанию процесса при незначительном улучшении насыщения поверхности углеродом.
При давлении газовой углеродсодержащей среды менее 0,5 мм рт.ст. процесс насыщения углеродом требует длительного времени. При давлении более 10 мм рт.ст. наблюдается снижение эффективности процесса науглероживания.
На рисунке показана структура барьерного карбидного слоя на детали из безуглеродистого жаропрочного никелевого сплава.
Обозначения на рисунке: 1 - деталь, 2 - барьерный карбидный слой.
Реализация способа рассмотрена на примере получения жаростойкого покрытия на поверхности охлаждаемых рабочих лопаток турбины газотурбинного двигателя, изготовленных из безуглеродистого сплава ВЖМ5 следующего химического состава, мас.%: Ni - осн.; Cr - 4,5; Al - 6,0; W - 6,2; Мо - 2,0; Ti - 0,8; Та - 6,2; Со - 9,3; Re - 3,8; С - 0,07. Данное покрытие может быть получено и на других деталях, например, створках реактивного сопла газотурбинного двигателя.
Осуществляют формирование карбидного барьерного слоя в вакууме. Для этого лопатки помещают в вакуумную установку для цементации, например в известную вакуумную установку для цементации типа «FRVOQ». После загрузки лопаток вначале осуществляют вакуумирование до значения,. например, Р=10-2 мм рт.ст. После вакуумирования осуществляют нагрев лопаток до температуры, например 1000°C. Рекомендуемый диапазон температур нагрева деталей от 850 до 1050°C. После нагрева лопаток до заданной температуры осуществляют наполнение рабочего объема установки углеродсодержащей газовой смесью, например, смесью ацетилена с водородом до давления Р=0,5 мм рт.ст. и выдерживают лопатки в газовой среде при этом давлении в течение 9 минут. Рекомендуемый диапазон времени выдержки лопаток от 2 до 10 минут. После этого проводят откачку отработанной газовой среды и выдерживают лопатки в исходном вакууме 40 минут. Рекомендуемый диапазон времени выдержки от 20 до 90 минут. При этом операции заполнения углеродсодержащей газовой смесью рабочего объема установки, откачки и выдержки лопаток повторяют 5 раз. Рекомендуемый диапазон повторений данных операций от 1 до 9 раз.
В результате насыщения поверхности лопаток углеродом получают барьерный карбидный слой глубиной 15-20 мкм, состоящий из равномерно распределенных в сплаве мелких частиц карбидов легирующих элементов глобулярной формы размером менее 1 мкм (см. рисунок).
После охлаждения лопаток осуществляют их выгрузку из установки. Затем на поверхность лопаток наносят жаростойкое алюминидное покрытие известными методами: шликерным алюмосилицированием, порошковым хромоалитированием, газовым алитированием и др.
Например, на лопатки с полученным карбидным барьерным слоем наносят алюмосилицированное покрытие шликерным методом. В итоге получают покрытие, содержащее жаростойкую внешнюю зону и внутреннюю барьерную зону с карбидным слоем. Полученный карбидный слой является эффективным диффузионным барьером, существенно снижающим в составе алюминидного покрытия интенсивность взаимной диффузии элементов покрытия и сплава.
Результаты испытаний образцов на жаростойкость при температуре 1050°C в течение 850 ч показали, что под покрытием ВРЗ не образуется.
Способ получения жаростойкого покрытия на детали из безуглеродистого жаропрочного никелевого сплава, включающий формирование карбидного барьерного слоя путем насыщения поверхности детали в газовой углеродсодержащей среде и последующее нанесение алюминидного покрытия, отличающийся тем, что насыщение поверхности детали осуществляют в вакууме от 10 до 10 мм рт.ст. и температуре детали от 850 до 1050°С, при давлении газовой углеродосодержащей среды от 0,5 до 10 мм рт.ст. и выдержке в ней от 2 до 10 мин.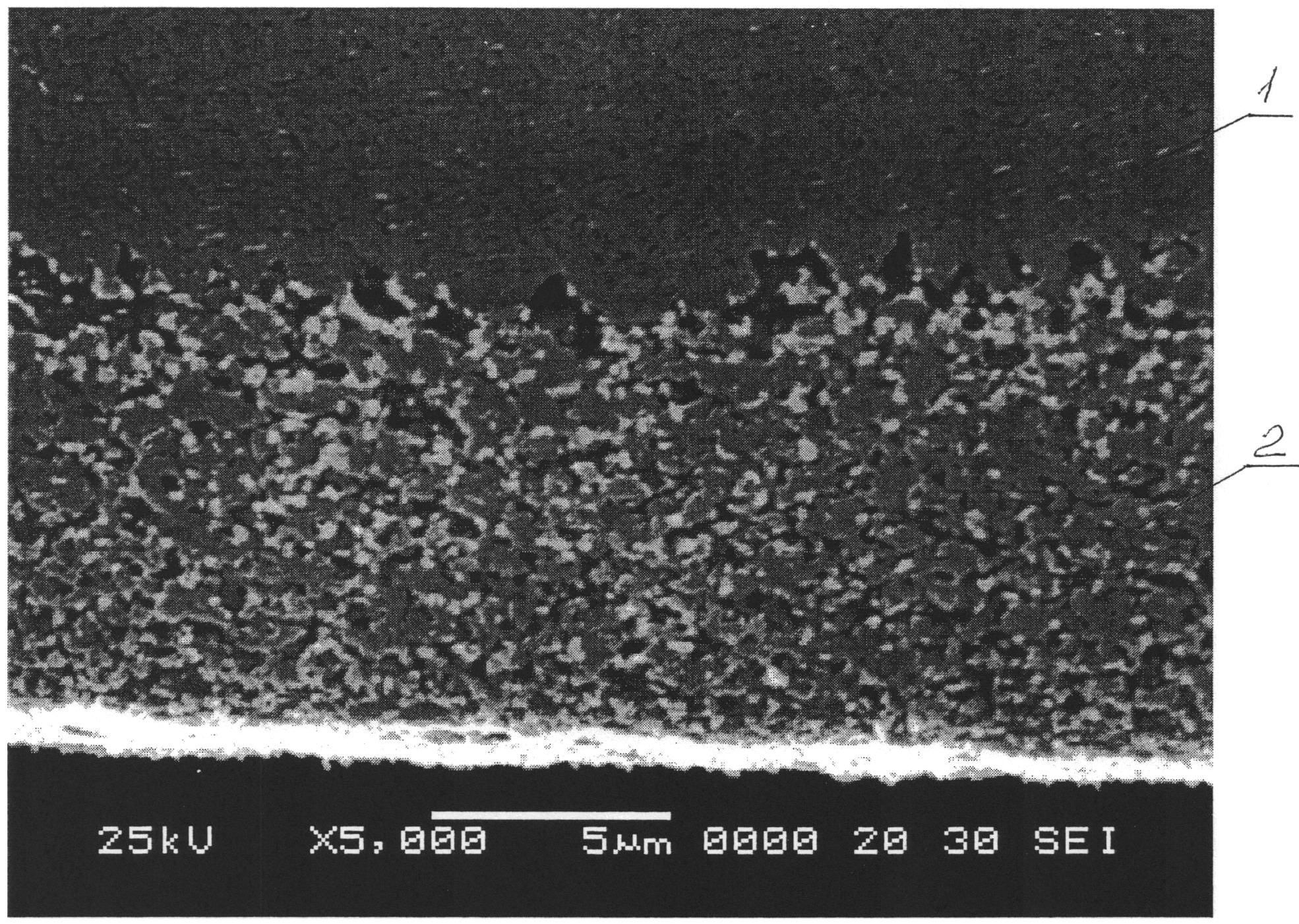
Способ восстановления бандажных полок лопаток компрессора газотурбинных двигателей (гтд)
Способ защиты внутренних поверхностей реактора от насыщения компонентами рабочей среды при химико-термической обработке деталей
Способ нанесения износостойкого покрытия на бандажную полку лопатки турбомашин из никелевых сплавов
Способ восстановления бандажных полок лопаток компрессора газотурбинных двигателей (гтд)
Способ защиты внутренних поверхностей реактора от насыщения компонентами рабочей среды при химико-термической обработке деталей
Способ нанесения износостойкого покрытия на бандажную полку лопатки турбомашин из никелевых сплавов
Способ восстановления бандажных полок лопаток турбомашин из жаропрочных никелевых сплавов
Способ получения многослойного защитного покрытия лопаток турбомашин из титановых сплавов
Установка для получения диффузионных покрытий в циркулирующей газовой среде
Способ получения защитного покрытия на деталях
Способ устранения трещин в поверхностном слое детали
Способ нанесения покрытий на сплавы
Способ диффузионного хромоалитирования поверхности детали

