Результат интеллектуальной деятельности: СПОСОБ ОПРЕДЕЛЕНИЯ ПАРАМЕТРОВ РЕЖУЩЕГО МИКРОРЕЛЬЕФА ЭЛАСТИЧНОГО АБРАЗИВНОГО ИНСТРУМЕНТА
Вид РИД
Изобретение
Изобретение относится к технической диагностике и может быть использовано для контроля микрорельефа эластичных материалов в машиностроении и приборостроении.
Известен способ определения параметров шероховатости методом слепков [Справочник по производственному контролю в машиностроении. Издание третье, перераб. и доп. / Под ред. А.К. Кутая. - Л.: Машиностроение (Ленигр. отд-ние), 1974. - 975 с. С. 798], заключающийся в том, что по определенному рецепту изготавливают специальную массу, которую с усилием прижимают к поверхности измеряемой детали. После того как масса застынет, она легко отделяется от поверхности. Граница соприкосновения массы с поверхностью повторяет неровности, имеющиеся на испытуемой поверхности. Измерив шероховатость поверхности слепка, можно определить параметры шероховатости проверяемой поверхности.
Общими признаками заявляемого способа с аналогами является: слепок формируют путем прижатия пластичного материала к измеряемой поверхности и по его неровностям определяют параметры шероховатости.
Недостатком данного способа является то, что в нем не предусмотрена возможность получения слепка с эластичного материала в его деформированном состоянии.
Известен способ получения реплики с поверхности эластичных материалов (RU №2068645, МПК A43D 1/00, G01N 33/36, G01N 1/28, опубликовано 10.11.1996), заключающийся в том, что реплику получают методом электродугового напыления слоя цинка на образец эластичного материала. По полученной реплике определяют параметры шероховатости.
Общими признаками заявляемого изобретения с аналогом является то, что получают реплику с поверхности эластичного материала и по ее неровностям определяют параметры шероховатости поверхности с помощью профилографа-профилометра.
Аналог имеет следующие недостатки:
- невозможность проведения напыления цинка на эластичный инструмент, находящийся в деформированном состоянии;
- материалом реплики должен быть металл, поскольку измерение параметров шероховатости предлагается проводить на профилографе-профилометре, на котором измерение осуществляется датчиком с алмазной иглой. Перемещение алмазной иглы по реплике из мягких материалов может привести к деформированию микронеровностей.
За прототип принят способ контактного измерения шероховатости поверхности однопрофильной конструкции (RU №2029225, МПК G01B 5/28, опубликовано 20.02.1995) методом слепка, заключающийся в том, что формируют слепок путем прижатия массы аморфного материала с равномерно распределенным усилием к контролируемой поверхности, затем отделяют сформированный слепок и по неровностям его контактной поверхности определяют параметры шероховатости контролируемой поверхности. По данному изобретению при формировании слепка используют гибкую металлическую пластину с наклеенной на нее упругой эластичной прокладкой, толщина которой превышает ожидаемую максимальную высоту выступов на контролируемой поверхности, наносят на прокладку координатную сетку, массу аморфного материала калибруют по объему V и перед приложением равномерной нагрузки размещают на поверхность координатной сетки, а при определении параметров шероховатости измеряют площадь S отпечатка массы на эластичной прокладке с координатной сеткой и по отношению V/S производят интегральную оценку высоты неровностей контролируемой поверхности.
Общим признаком заявленного способа с прототипом является то, что слепок формируют путем прижатия пластичного материала через металлическую пластину к контролируемой поверхности, затем отделяют сформированный слепок и по его неровностям определяют параметры режущего микрорельефа.
Недостатки прототипа заключаются в следующем:
- материал изделия, на котором определяются параметры шероховатости, не является эластичным;
- получение слепка производится при недеформированном состоянии материала изделия;
- материал слепка является аморфным и заполняемость микронеровностей зависит от вязкости этого материала. Если материал имеет низкую вязкость, то заполняемость микронеровностей будет высокой, но сохранность такого слепка при отделении его от контролируемой поверхности при измерении параметров шероховатости и хранении будет низкой;
- слепок формируется гибкой металлической пластиной с наклеенной на нее упругой эластичной прокладкой. Пластина должна быть жесткой и имитировать форму обрабатываемой поверхности, с которой находится в контакте эластичный абразивный инструмент, например плоскость, цилиндрическая наружная или внутренняя поверхности.
Задача заявляемого изобретения заключается в получении достоверных значений параметров режущего микрорельефа эластичного абразивного инструмента.
Технический результат заявляемого изобретения заключается в повышении качества слепков по заполняемости неровностей и как следствие повышении точности значений параметров режущего микрорельефа эластичного абразивного инструмента, соответствующих его деформированному состоянию в процессе обработки.
Технический результат достигается тем, что способ определения параметров режущего микрорельефа эластичного абразивного инструмента, включающий формирование слепка путем прижатия пластичного материала к контролируемой поверхности с последующим отделением сформированного слепка от контролируемой поверхности и определением параметров режущего микрорельефа по неровностям контактной поверхности слепка, согласно изобретению одновременно с формированием слепка осуществляют деформирование эластичного абразивного инструмента путем прижатия разогретого пластичного материала к поверхности эластичного абразивного инструмента через жесткую, имитирующую форму обрабатываемой поверхности металлическую пластину с силой, необходимой для деформации эластичного абразивного инструмента на 0,5-5 мм.
Отличием заявленного способа от прототипа является то, что с целью получения более качественных слепков по заполняемости неровностей и более точным определением параметров режущего микрорельефа эластичного абразивного инструмента, соответствующих его деформированному состоянию в процессе обработки, пластичный материал используется в разогретом состоянии и прижимается к поверхности инструмента силой, необходимой для деформации инструмента на 0,5-5 мм, слепок отделяют после затвердевания пластичного материала, по которому на оптическом приборе, например на оптическом профилометре Contour GT-K1 компании BRUKER, измеряют требуемые параметры режущего микрорельефа. Кроме того, с целью приближения условий формирования слепка к условиям процесса обработки пластина, через которую производится прижатие пластичной массы к поверхности инструмента, является жесткой и имитирует форму обрабатываемой поверхности.
Наличие отличительных признаков позволяет сделать вывод о соответствии заявляемого изобретения условию патентоспособности «новизна».
Новые признаки способа работают на достижение технического результата заявленного технического решения следующим образом.
Разогрев пластичного материала до состояния, при котором он способен проникать в очень узкое пространство между единичными микронеровностями, позволяет получить слепок, соответствующий реальному режущему микрорельефу.
Деформация инструмента при формировании слепка, которая соответствует его деформации в процессе обработки, позволяет зафиксировать микрорельеф в рабочем состоянии. Это обеспечит получение достоверной информации о параметрах режущего микрорельефа при расчете съема материала и шероховатости обработанной поверхности.
Способность пластичного материала затвердевать после того, как слепок сформирован, повышает сохранность такого слепка при отделении его от контролируемой поверхности, при измерении параметров шероховатости и при хранении.
Жесткая металлическая пластина, на которой размещают разогретую пластичную массу и через которую производится прижатие ее к поверхности инструмента, имитирует форму обрабатываемой поверхности, например плоскости, цилиндрической наружной или внутренней поверхностей. Этим достигается приближение условий формирования слепка к условиям процесса обработки. Для получения высокой точности результатов параметров микрорельефа измерение производят в нескольких параллельных и перпендикулярных сечениях в пределах площади контакта инструмента с обрабатываемой поверхностью с последующей статистической обработкой результатов.
Совокупность признаков заявленного решения и их взаимосвязи позволяет осуществить получение достоверных значений параметров режущего микрорельефа эластичного абразивного инструмента в деформированном состоянии.
Таким образом, предложенный способ определения параметров режущего микрорельефа эластичного абразивного инструмента в деформированном состоянии позволяет по сравнению с прототипом получить более качественный слепок по заполняемости неровностей и с более точными значениями параметров режущего микрорельефа эластичного абразивного инструмента, соответствующими его деформированному состоянию в процессе обработки.
Необходимость измерения параметров режущего микрорельефа эластичного абразивного инструмента в деформированном состоянии обусловлена тем, что микрорельеф в свободном состоянии инструмента, который можно измерить существующими способами, существенно отличается от микрорельефа в рабочем (деформированном) состоянии из-за деформации не только самого инструмента, но и в связи с деформацией эластичной связки непосредственно под абразивными зернами.
Сведений по измерению параметров режущего микрорельефа эластичного абразивного инструмента в деформированном состоянии в литературных и патентных источниках нет, что доказывает соответствие заявляемого изобретения условию патентоспособности «изобретательский уровень».
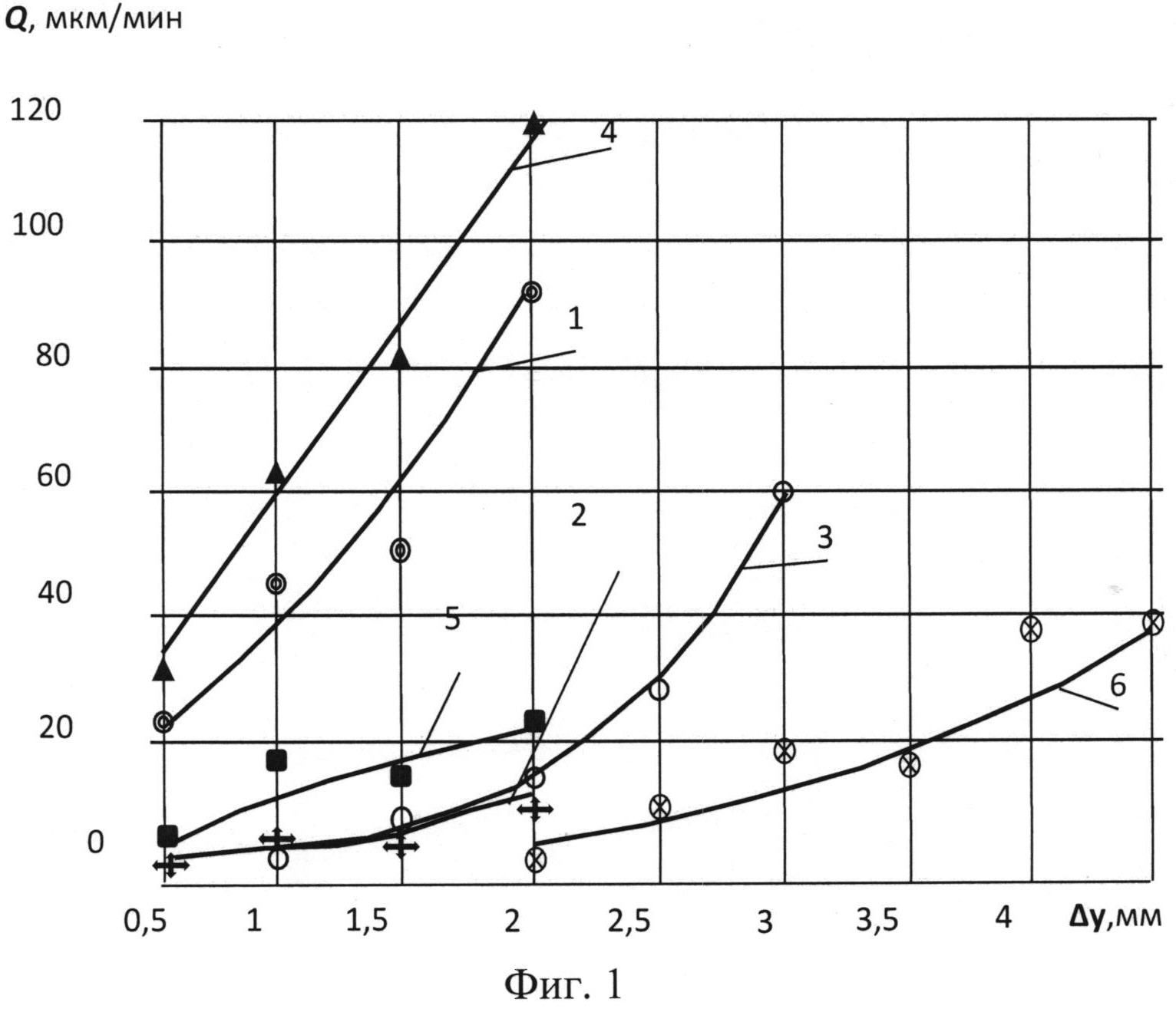
На фиг. 1 приведена зависимость относительного съема материала Q от деформации Δy для кругов: 1 - FS-WL 8А MED, 2 - FS-WL 6S FIN, 3 - FS-WL 2S CRS, 4 - DB-WL 8S MED, 5 - DB-WL 7S FIN, 6 - CF-FB 0,5A FIN.
На фиг. 2 приведены результаты измерения параметров микрорельефа круга CF-FB 0,5А FIN в свободном состоянии: Ra - среднее арифметическое отклонение профиля, мкм; Rq - среднее квадратичное отклонение профиля, мкм; Rz - высота неровностей по десяти точкам; изображение микрорельефа в формате 3D и профилограмма.
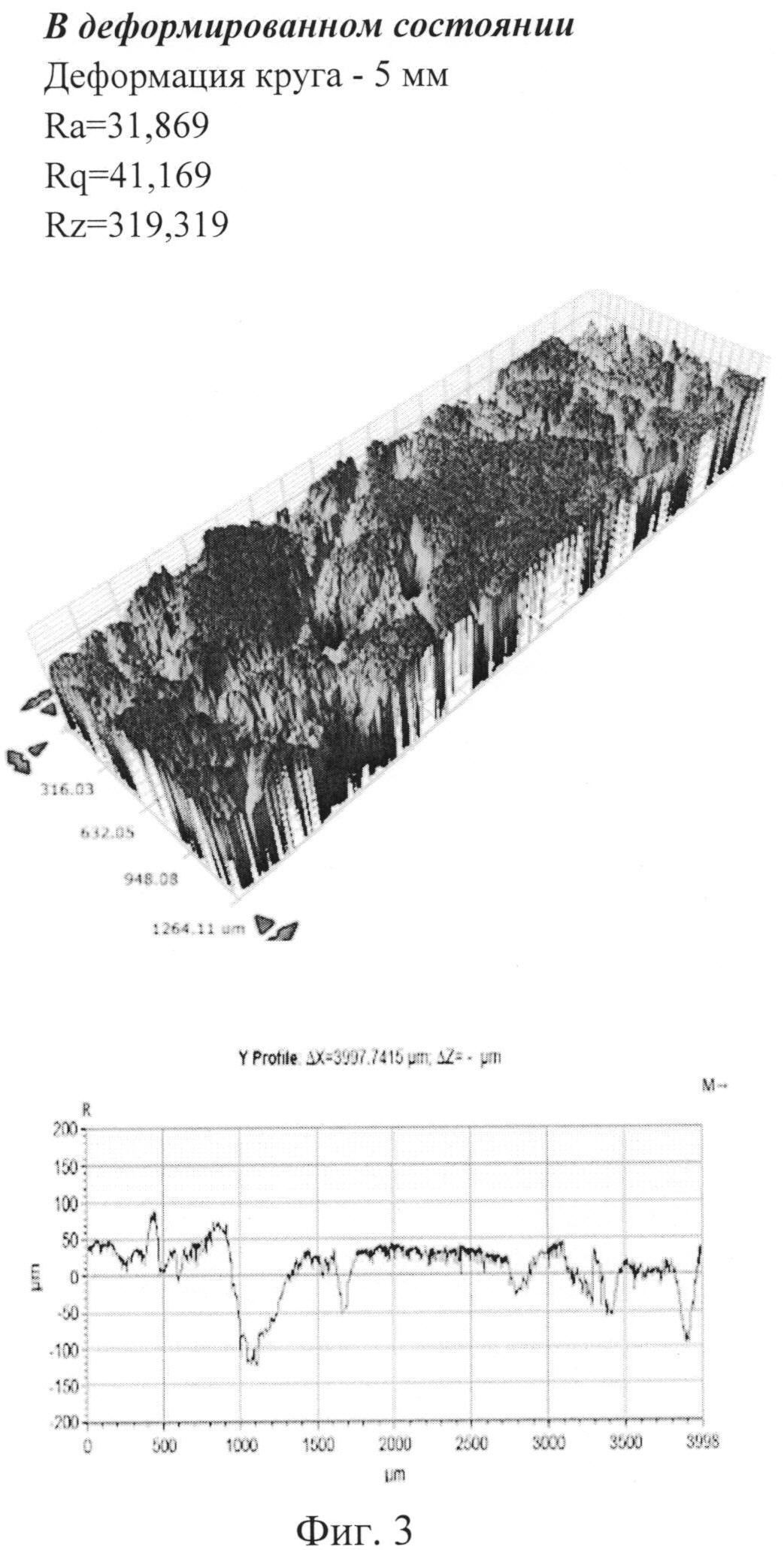
На фиг. 3 приведены результаты измерения параметров микрорельефа круга CF-FB 0,5А FIN в деформированном состоянии: Ra, Rq, Rz; изображение микрорельефа в формате 3D и профилограмма.
Как видно из фиг. 2 и фиг. 3, значения параметров режущего микрорельефа в свободном и деформированном состоянии отличаются, следовательно, для более точного определения значений параметров режущего микрорельефа эластичного абразивного инструмента их необходимо определять в деформированном состоянии.
Способ реализуется следующим образом.
Процесс получения слепка (например, из стеарина), осуществляли следующим образом.
В сосуде стеарин разогревали до температуры 70-80°C (температура плавления 53-65°C), добавляли 10% по массе красителя (например, синьки по ОСТ 6-15-1003 - 83) для обеспечения непрозрачности слепка (это необходимо для измерений на оптическом профилометре), смесь тщательно перемешивали и охлаждали до температуры 50°C. Вязко-текучая масса ровным слоем размещалась на жесткой металлической пластине по форме, соответствующей обрабатывающей поверхности. Пластина с вязко-текучей массой устанавливалась на деформирующее устройство, на котором уже был закреплен исследуемый эластичный инструмент, затем создавали необходимую деформацию инструмента и выдерживали в таком состоянии до принятия слепком температуры окружающей среды. После освобождения из деформирующего устройства слепок отделяли от инструмента и от пластины и производили измерение параметров микрорельефа, например, на оптическом профилометре Contour GT-K1 компании BRUKER.
Обработку образцов размерами 3×20×100 мм, выполненных из материала В95пчТ2, проводили на универсально-фрезерном станке модели 676 эластичным кругом CF-FB-0,5AFIN при деформации круга Δy=0,5 мм, скорости резания 606 м/мин, продольной подаче 130 мм/мин.
Относительный съем рассчитывали по формуле:
где γ=2,85·10-3 г/мм3 - плотность для материала В95пчТ2;
Т - время обработки в мин  ;
;
l - длина образца, мм;
S - продольная подача, мм/мин;
b - ширина круга, мм;
G1 и G2 - масса в граммах до и после обработки соответственно, измеренная на электронных весах с точностью 0,1 мг.
Полученные результаты показали незначительный съем материала, зафиксированный в пределах погрешности электронных весов. Следовательно, дальнейшее уменьшение деформации круга нецелесообразно. Поэтому нижний предел деформации круга Δy, был принят равным 0,5 мм.
При тех же условиях эксперимента, но при деформации круга Δy=3 мм съем материала составил Q=18 мкм/мин.
Проведено также исследование износа инструмента при указанных выше параметрах обработки.
Величина износа t в мм/мин рассчитывалась по формуле:
где ρ - плотность материала круга в г/мм3;
D - диаметр круга, мм;
G1 и G2 - масса до и после обработки соответственно в г определялась на электронных весах с точностью 0,01 г.
Износ круга при указанных параметрах обработки составил t=0,007 мм/мин. При допустимой величине износа данного круга в 25 мм его стойкость составит 59,5 ч. Учитывая даже высокую стоимость круга такой режим обработки для машиностроительного предприятия вполне приемлем.
При тех же условиях эксперимента, но при деформации круга Δy=5 мм съем материала составил Q=40 мкм/мин, а износ - t=0,022 мм/мин. При допустимой величине износа данного круга в 25 мм его стойкость составит 18,94 ч. Учитывая высокую стоимость круга, такие параметры обработки для машиностроительного предприятия являются критическими, а дальнейшее увеличение деформации круга, как показали эксперименты, приводит к катастрофическому износу круга.
Использование заявляемого изобретения позволяет повысить качество слепков по заполняемости неровностей и как следствие повысить точность значений параметров режущего микрорельефа эластичного абразивного инструмента, соответствующих его деформированному состоянию в процессе обработки.
Способ определения параметров режущего микрорельефа эластичного абразивного инструмента, включающий формирование слепка путем прижатия пластичного материала к контролируемой поверхности с последующим отделением сформированного слепка от контролируемой поверхности и определением параметров режущего микрорельефа по неровностям контактной поверхности слепка, отличающийся тем, что одновременно с формированием слепка осуществляют деформирование эластичного абразивного инструмента путем прижатия разогретого пластичного материала к поверхности эластичного абразивного инструмента через жесткую, имитирующую форму обрабатываемой поверхности металлическую пластину с силой, необходимой для деформации эластичного абразивного инструмента на 0,5-5 мм.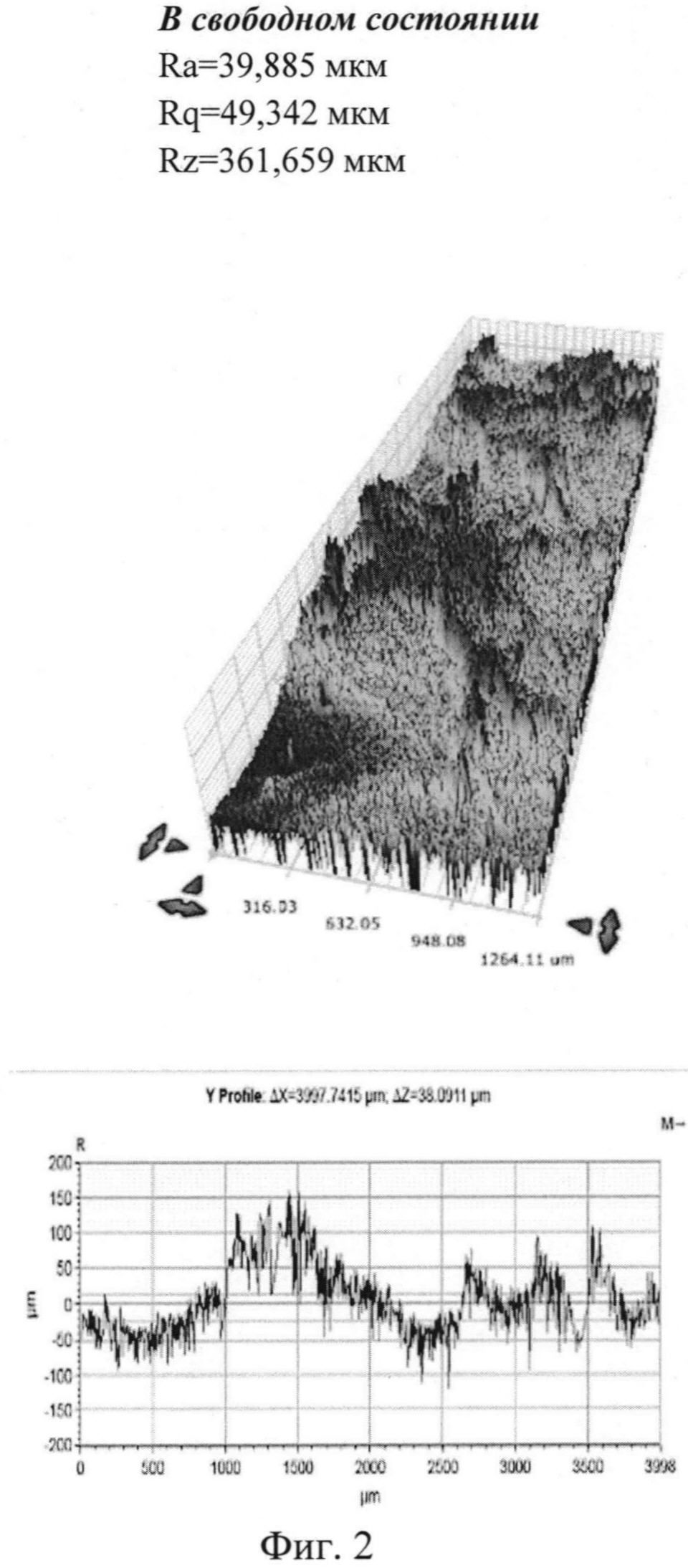
Способ изготовления деталей остекления
Устройство для обкатывания ребер панелей с регулируемой нагрузкой
Способ определения остаточных закалочных напряжений
Фреза концевая для обработки труднообрабатываемых материалов
Способ сборки изделия на нескольких рабочих этапах, комплекс сборочных приспособлений и используемое в них переносное сборочное приспособление
Способ определения остаточного коммутационного ресурса высоковольтного выключателя
Микроструктурированный волоконный световод
Способ определения угла сдвига фаз между синусоидальными сигналами (варианты)
Способ правки длинномерной подкреплённой рёбрами детали и устройство для его осуществления (варианты)
Устройство для обкатывания ребер панелей с регулируемой нагрузкой
Малогабаритная беспилотная авиационная система
Способ изготовления деталей остекления
Устройство для обкатывания ребер панелей с регулируемой нагрузкой
Способ определения остаточных закалочных напряжений
Фреза концевая для обработки труднообрабатываемых материалов
Способ сборки изделия на нескольких рабочих этапах, комплекс сборочных приспособлений и используемое в них переносное сборочное приспособление
Способ определения остаточного коммутационного ресурса высоковольтного выключателя
Микроструктурированный волоконный световод
Способ определения угла сдвига фаз между синусоидальными сигналами (варианты)
Способ правки длинномерной подкреплённой рёбрами детали и устройство для его осуществления (варианты)

