Результат интеллектуальной деятельности: СПОСОБ УПРОЧНЕНИЯ СТАЛЬНЫХ ПЛАСТИН
Вид РИД
Изобретение
Изобретение относится к машиностроению, в частности к способам поверхностного пластического деформирования (ППД) деталей дробью для повышения их долговечности при работе в условиях воздействия переменных нагрузок.
Известен способ упрочнения деталей дробью (Одинцов Л.Г. Упрочнение и отделка деталей машин поверхностным пластическим деформированием. Справочник. - М.: Машиностроение, 1987. - 328 с., стр.249-250), заключающийся в том, что предварительно упрочняют дробью заданного диаметра 5…6 партий вспомогательных пластин (по 4 пластины в каждой партии) при разных скоростях полета дроби и времени обработки, измеряют стрелу прогиба пластин, определяют оптимальное время обработки, после которого прогиб практически не увеличивается, обрабатывают дробью с установленным оптимальным временем основные пластины.
Недостатком данного способа является то, что найденный экспериментальным путем режим упрочнения оказывается справедливым только для конкретного материала пластины и не может быть распространен на пластины с иными прочностными характеристиками материала. Кроме того, получение максимального прогиба пластины приводит к возникновению под поверхностным упрочненным слоем больших по величине растягивающих остаточных напряжений, которые способствуют снижению долговечности пластины при ее работе в условиях воздействия переменных нагрузок.
Наиболее близким по технической сущности является способ упрочнения стальных пластин (патент РФ 2156683, В24С 1/00, C21D 7/06, заявлен 29.12.1998, опубликован 27.09.2000. Бюл. №27), заключающийся в том, что стальную пластину последовательно обрабатывают крупной и мелкой дробью, при этом первоначальную стадию упрочнения проводят путем обработки крупной дробью с диаметром 2,0…3,0 мм с получением заданной интенсивности пластической деформации в центре отпечатков, равной предельной равномерной деформации упрочняемого материала, и подвергают пластину однородному пластическому деформированию путем растяжения до величины остаточной деформации 0,5…1,0% с обеспечением снятия остаточных напряжений, а затем проводят вторичную стадию упрочнения мелкой дробью с диаметром 1,0…1,5 мм до получения интенсивности напряжений в центре отпечатка, равной пределу текучести упрочненного на первоначальной стадии материала пластины; при этом обработке подвергают пластины, работающие в условиях воздействия переменных нагрузок.
Недостаток данного способа заключается в том, что он не позволяет производить упрочнение однократной дробеобработкой (с использованием оптимальных параметров процесса упрочнения), которая обеспечила бы наибольшее повышение долговечности пластин, а предусматривает три различные стадии упрочнения стальных пластин. Это существенно снижает производительность процесса упрочнения и повышает временные, трудовые и материальные затраты.
Таким образом, известные способы имеют низкий технический уровень, поскольку не позволяют с использованием однократной дробеобработки одновременно обеспечить оптимальные значения как интенсивности пластической деформации на поверхности пластины, так и толщины упрочненного поверхностного слоя.
В этой связи важнейшей задачей является создание нового способа упрочнения стальных пластин, который позволял бы при однократной дробеобработке стальной пластины одновременно обеспечить оптимальные значения как интенсивности пластической деформации на поверхности пластины, так и толщины упрочненного поверхностного слоя.
Техническим результатом заявленного способа является создание новой существенно более производительной технологии упрочнения дробью стальных пластин, одновременно обеспечивающей при однократной дробеобработке оптимальные значения как интенсивности пластической деформации на поверхности пластины, так и толщины упрочненного поверхностного слоя, что позволяет обеспечить наибольшую долговечность упрочненной пластины, работающей в условиях воздействия переменных нагрузок. При этом, благодаря однократной обработке, существенно повышается производительность процесса упрочнения и снижаются затраты на ее проведение.
Указанный технический результат достигается тем, что в способе упрочнения стальных пластин, при котором стальную пластину обрабатывают дробью с получением заданной интенсивности пластической деформации в центре отпечатков, равной предельной равномерной деформации εp упрочняемого материала, измеряют исходную статическую пластическую твердость НД материала стальной пластины, при этом измеряют плотность ρ материала дроби и динамический коэффициент η пластической твердости стальной пластины, по которым определяют необходимую начальную скорость удара дроби по стальной пластине по формуле

затем при найденной начальной скорости V удара дроби определяют коэффициент k восстановления скорости дроби при ударе

с последующим определением необходимого диаметра дроби

где εp - предельная равномерная деформация при растяжении материала стальной пластины,
НД - исходная статическая пластическая твердость материала стальной пластины,
η - динамический коэффициент пластической твердости стальной пластины,
D - диаметр дроби,
ρ - плотность материала дроби,
V - начальная скорость удара дроби по стальной пластине,
k - коэффициент восстановления скорости дроби при ее ударе,
hs - толщина упрочненного слоя на поверхности стальной пластины.
Существенным отличием предлагаемого способа является то, что измеряют плотность ρ материала дроби. Это позволяет при известных значениях интенсивности пластической деформации в центре отпечатков (в данном случае задаваемой равной предельной равномерной деформации εp упрочняемого материала) и исходной статической пластической твердости НД материала стальной пластины определить необходимую начальную скорость удара дроби по стальной пластине, которая обеспечивает получение в центре отпечатка этой интенсивности пластической деформации.
Существенным отличием является и то, что измеряют динамический коэффициент η пластической твердости стальной пластины. Это позволяет учесть динамический характер контактного взаимодействия дроби с поверхностью стальной пластины, что приводит к повышению (по сравнению со статическим внедрением дроби) сопротивления материала пластины внедрению в него дроби и позволяет внести соответствующие изменения в величину начальной скорости удара (приводящие к увеличению скорости) дроби по стальной пластине.
Существенным отличием является предложение авторов определять новый параметр при упрочнении дробью - коэффициент k восстановления скорости дроби при ударе. Это позволяет определить необходимый диаметр D дроби, который при найденной скорости V обеспечивает одновременное получение оптимальных значений как интенсивности пластической деформации в центре отпечатков (равной предельной равномерной деформации упрочняемого материала) на поверхности пластины, так и толщины hs упрочненного поверхностного слоя.
Совокупность отличительных признаков предлагаемого способа и новые взаимосвязи, установленные авторами между ними, позволили предложить новые зависимости для определения начальной скорости удара дроби по стальной пластине и диаметра дроби. Это позволяет при определении параметров дробеобработки одновременно учитывать исходную статическую пластическую твердость НД материала стальной пластины, плотность ρ материала дроби, динамический коэффициент η пластической твердости стальной пластины, а также коэффициент k восстановления скорости дроби при ударе. Таким образом, предложенные зависимости в новой форме устанавливают взаимосвязи между всеми указанными выше существенными факторами, определяющими основные параметры дробеобработки (начальную скорость удара дроби по стальной пластине и диаметр дроби). Это позволяет при однократной дробеобработке стальной пластины обеспечить наибольшую долговечность упрочненной пластины, работающей в условиях воздействия переменных нагрузок.
Дополнительно отметим, что предлагаемый способ позволяет исключить весьма трудоемкую многостадийную технологию упрочнения (в способе-прототипе - три стадии), обеспечивая при этом наибольшую долговечность упрочненной пластины, работающей в условиях воздействия переменных нагрузок.
Способ упрочнения стальных пластин реализуется следующим образом.
Определяют предельную равномерную деформацию εp упрочняемого материала стальной пластины. Величину εp можно определить как по результатам стандартных испытаний образцов на растяжение, так и по величине статической пластической твердости НД по формуле, приведенной в книге М.С. Дрозда, М.М. Матлина, Ю.И. Сидякина «Инженерные расчеты упругопластической контактной деформации». - М.: Машиностроение, 1986. - 221 с., стр.109

где НД (МПа) определяют по ГОСТ 18835-73 (см. указанную выше книгу М.С. Дрозда, стр.16-18).
Измеряют плотность ρ (кг/м3) материала дроби как отношение массы дробинки к ее объему. При известном материале дроби ее плотность можно определить по справочной литературе, например плотность стальной дроби 7700-7900 кг/м3.
Измеряют динамический коэффициент η пластической твердости стальной пластины как отношение динамической пластической твердости НДд к статической пластической твердости НД. При начальной скорости удара до 10 м/с динамический коэффициент η пластической твердости стальной пластины можно определить по формуле (см. указанную выше книгу М.С. Дрозда, стр.179)
Из этой формулы динамический коэффициент η пластической твердости можно определить методом последовательных приближений (методом итераций), предварительно задавая значения начальной скорости удара V. Для больших начальных скоростей удара V (20…120 м/с), обычно используемых для упрочняющей дробеобработки, динамический коэффициент η пластической твердости с достаточной для инженерной практике точностью можно принять равным 1,5.
Определяют необходимую начальную скорость удара дроби по стальной пластине по формуле (1)
Определяют коэффициент k восстановления скорости дроби при ударе

определяют необходимый диаметр дроби по формуле (2)
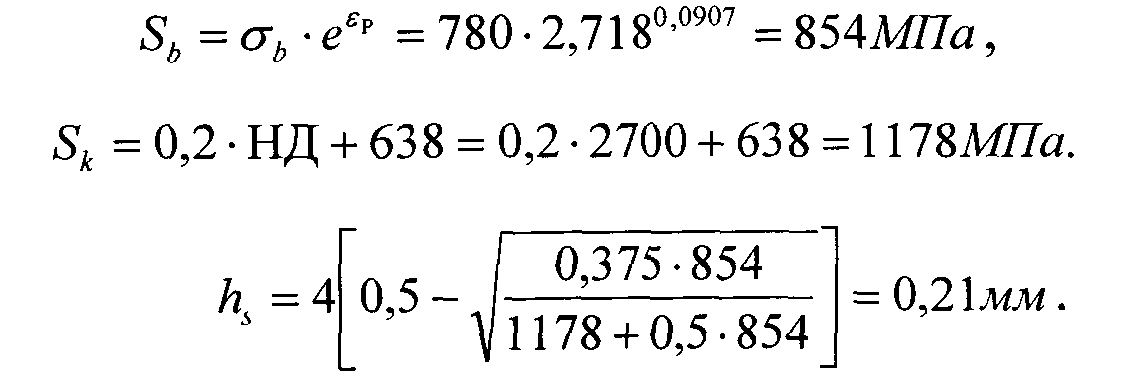
При этом задают оптимальное значение толщины hs упрочненного слоя на поверхности стальной пластины. Для деталей типа пластины, работающих в условиях воздействия переменных нагрузок, можно рекомендовать следующую зависимость, предложенную в а.с. 1400862 СССР, МКИ В24В 39/00 (Способ упрочнения деталей поверхностным пластическим деформированием / М.С. Дрозд, С.Л. Лебский, М.М. Матлин, Ю.И. Сидякин. - Опубл. 07.06.88. Бюл. №21)

где b - толщина упрочняемой стальной пластины; Sb - истинный предел прочности материала стальной пластины; Sk - истинное сопротивление разрыву материала стальной пластины. Прочностные характеристики Sb и Sk материала стальной пластины определяют по результатам стандартных испытаний образцов на растяжение. Истинный предел прочности Sb материала стальной пластины можно также вычислить по известной формуле (см. способ-прототип патент РФ 2156683)

а истинное сопротивление разрыву Sk материала стальной пластины можно вычислить по формуле, приведенной в книге М.С. Дрозда «Определение механических свойств металла без разрушения» ». - М.: Металлургия, 1965. - 171 с., стр.106

где дополнительно σb - предел прочности материала стальной пластины (МПа); е=2,718 основание натурального логарифма.
Пример. Проведена экспериментальная проверка предложенного способа.
В качестве образцов использовали пластины из конструкционных сталей. Ниже представлены результаты проверки на примере стали 30ХГСА в состоянии поставки толщиной b=4 мм и шириной 20 мм: предел текучести σт=570 МПа, предел прочности σb=780 МПа, статическая пластическая твердость НД 2700 МПа. Долговечность пластин оценивали по числу N до разрушения (см. таблицу). Каждая партия образцов состояла из 5…6 пластин.
Определили предельную равномерную деформацию εp упрочняемого материала стальной пластины по формуле (3)
εp=245/НД=245/2700=0,0907.
Определили по справочным данным плотность ρ материала дроби из стали: ρ=7800 кг/м3.
Динамический коэффициент η пластической твердости для начальной скорости удара V, большей 20 м/с (обычно используемой для упрочняющей дробеобработке), приняли равным 1,5.
Определили по формуле (1) необходимую начальную скорость удара дроби по стальной пластине

Отметим, что в последней формуле все параметры следует подставлять в системе единиц СИ, то есть статическая пластическая твердость НД=2700 МПа=2700·106 Па.
Величину коэффициента k восстановления скорости дроби определили по формуле (5)

Определили по формуле (6) оптимальное значение толщины hs упрочненного слоя на поверхности стальной пластины. При этом величины значения прочностных характеристик Sb и Sk предварительно определили по формулам (7) и (8)
Определили по формуле (2) необходимый диаметр дроби

Упрочнение дробью проводили с помощью дробемета роторного типа с обеспечением найденных выше значений параметров:
- начальная скорость удара дроби по стальной пластине - V=90,69 м/с,
- диаметр стальной дроби - D≈0,5 мм.
Дробью упрочняли обе стороны пластины до получения покрытия, близкого к однократному (вся поверхность пластины была покрыта отпечатками от удара дроби).
После упрочнения пластин определяли долговечность материала пластин при воздействии переменных нагрузок. Усталостные испытания проводили по схеме симметричного консольного изгиба по ГОСТ 25502-79 на машине резонансного типа при жестком цикле нагружения, который контролировали по прогибу пластины. В качестве критерия усталостной прочности было выбрано число циклов N до полного разрушения стальной пластины от усталостного излома. Амплитудное значение напряжений изгиба соответствовало пределу текучести неупрочненного материала стальной пластины. Результаты сравнительных усталостных испытаний стальных пластин приведены в таблице.
Как видно из таблицы, при использовании предлагаемого способа упрочнения стальных пластин, который предусматривает определение таких значений начальной скорости удара дроби и ее диаметра, которые обеспечивают одновременное получение оптимальных значений основных упрочняющих факторов (интенсивности пластической деформации в центре отпечатков, равной предельной равномерной деформации εp упрочняемого материала, а также толщины hs упрочненного слоя на поверхности стальной пластины), среднее число циклов до разрушения составляет N=1730000 (серия пластин №1). При этом число циклов до разрушения пластин, упрочненных предлагаемым способом, более чем в 10 раз превышает число циклов до разрушения неупрочненной пластины (серия пластин №2) и в среднем в 1,16 раза превышает число циклов до разрушения пластин, упрочненных по способу-прототипу (серия пластин №2).
|
Использование предлагаемого способа по сравнению с известными обеспечивает следующие преимущества.
Способ позволяет существенно повысить долговечность (число циклов до разрушения) стальных пластин, работающих в условиях воздействия переменных нагрузок: например, по сравнению с прототипом долговечность выше в 1,16 раза.
Способ позволяет назначать оптимальные режимы упрочнения в зависимости от физико-механических свойств исходного материала пластины.
Способ позволяет повысить производительность упрочнения и снизить материальные и временные затраты, благодаря созданной возможности при однократной дробеобработке стальной пластины обеспечить наибольшую долговечность упрочненной пластины, работающей в условиях воздействия переменных нагрузок.
Предлагаемый способ может быть непосредственно использован в промышленности с применением существующих дробеструйных установок.
Таким образом, способ, воплощающий заявленное изобретение, предусматривает, что стальную пластину обрабатывают дробью с получением заданной интенсивности пластической деформации в центре отпечатков, равной предельной равномерной деформации упрочняемого материала, измеряют исходную статическую пластическую твердость материала стальной пластины, при этом измеряют плотность ρ материала дроби и динамический коэффициент пластической твердости стальной пластины, по которым определяют необходимую начальную скорость удара дроби по стальной пластине, затем при найденной начальной скорости удара дроби измеряют скорость отскока дроби от стальной пластины и определяют коэффициент восстановления скорости дроби при ударе, с последующим определением необходимого диаметра дроби.
Способ предназначен для использования в промышленности для упрочнения деталей типа пластин, рессор, листовых изделий и т.п. в процессе их производства, эксплуатации и ремонта.
Способ упрочнения стальных пластин, включающий обработку стальной пластины дробью с получением интенсивности пластической деформации в центре отпечатков дроби, равной предельной равномерной деформации при растяжении материала стальной пластины, ε, и с толщиной упрочненного слоя на поверхности стальной пластины, h, отличающийся тем, что обработку осуществляют дробью, диаметр D которой и начальную скорость удара которой по стальной пластине V определяют по зависимостям: и где D - диаметр дроби, мм,V - начальная скорость удара дроби по стальной пластине, м/с,НД - исходная статическая пластическая твердость материала стальной пластины, Па,h - толщина упрочненного слоя на поверхности стальной пластины, мм,k - коэффициент восстановления скорости дроби при ее ударе, равный 0,909,ε - предельная равномерная деформация при растяжении материала стальной пластины,η - динамический коэффициент пластической твердости стальной пластины, равный 1,5,ρ - плотность материала дроби, кг/м.
Способ получения адамантилсодержащих спирогетероциклов
Способ получения 1-(3-феноксифенил)бутан-1,3-диона
Способ гидрирования альфа, бета-ненасыщенных кетонов
Способ гидрирования α, β-ненасыщенных кетонов
Способ получения 2-гидрокси-2-карбоксиалкиладамантанов
Способ получения n-замещенных (2-бензолсульфонил-2-диалкоксифосфорил)ацетамидинов
Способ получения n-(2-гетероциклоалкил-1-илэтил)адамантан-2-аминов
Способ комбинированного упрочнения поверхности деталей
Антикоррозионная композиция и способ получения покрытий на ее основе
Способ измельчения изношенных автомобильных шин
Способ модификации поверхности гранулята полиэтилентерефталата
Способ модификации поверхности гранулята полиэтилентерефталата
Композиция для покрытий
Композиция для покрытий
Способ получения 2-(2-амино)алкиладамантанов
Самоходная шагающая тележка многоопорной многосекционной дождевальной машины кругового действия
Способ получения водорастворимого реагента для очистки природных и сточных вод (варианты)
Способ получения линейных алканов
Способ получения алкилбензолов
Способ модификации поверхности гранулята полиэтилентерефталата

