Результат интеллектуальной деятельности: ОПРАВКА СТАНА ВИНТОВОЙ ПРОКАТКИ
Вид РИД
Изобретение
Изобретение относится к трубопрокатной области и касается, в частности, усовершенствования профиля оправки прошивного стана. Может быть использовано на станах винтовой прокатки.
Известны оправки стана винтовой прошивки гильз, включающие рабочий и калибрующий участки с различной формы «гладким» профилем (И.А. Фомичев, "Косая прокатка", М., Металлургиздат, 1963, сс. 217-К227). При прошивке гильз с применением таких оправок не удается достаточно хорошо проработать литую структуру непрерывно литых заготовок (НЛЗ) в силу относительно небольшого коэффициента вытяжки металла, а также из-за того, что процесс деформации стенки протекает монотонно по закономерностям, задаваемым рабочим профилем оправок и калибровкой валка.
Технической задачей изобретения является улучшение проработки структуры металла за счет циклической деформации стенки гильзы при прошивке НЛЗ.
Техническая задача решается за счет того, что оправка стана винтовой прошивки гильз выполнена так, что на рабочем участке оправки выполнены концентрические проточки глубиной 10÷25% толщины стенки прошиваемой гильзы и шириной не менее пяти глубин на расстоянии друг от друга не менее половины шага перемещения гильзы по очагу деформации за один оборот. Угол между начальной по ходу прошивки линией проточки и осью оправки находится в диапазоне от 0° до угла наклона образующей валка в конусе прошивки к оси прокатки, а угол между выходной линией проточки и осью оправки находится в диапазоне 50°÷60°.
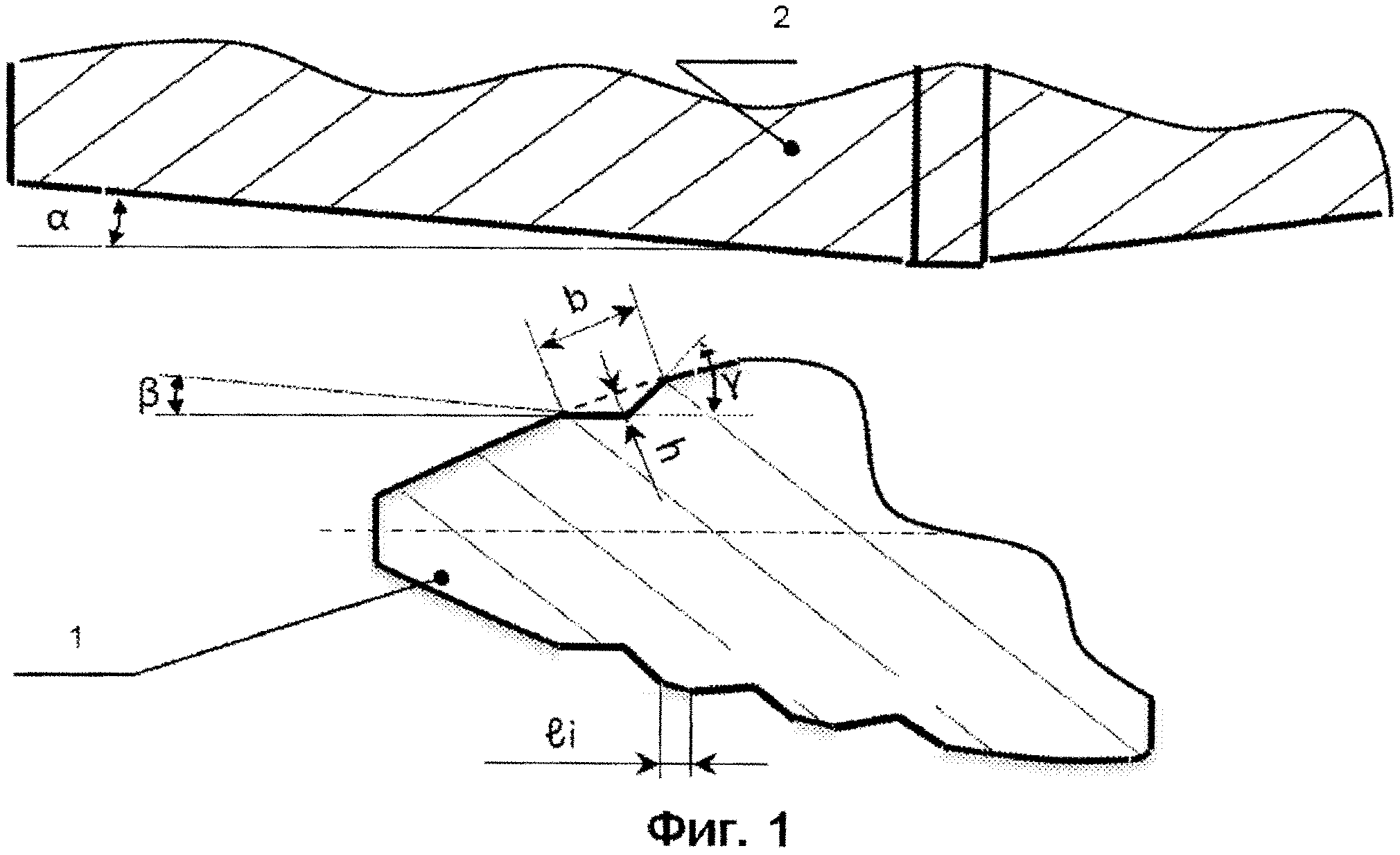
Изобретение поясняется чертежами: фиг.1, фиг 2 и фиг.3, где:
1 - оправка с предлагаемым профилем;
2 - валок прошивного стана;
h - глубина проточки;
b - ширина проточки;
α - угол наклона образующей валка в конусе прошивки к оси прокатки;
β - угол между начальной линией проточки и осью оправки;
γ - угол между выходной линией проточки и осью оправки;
li - расстояние между проточками.
На фиг.1 схематически, в разрезе, показана оправка 1 с предлагаемым профилем и валок прошивного стана 2.
На фиг.2 показан режим обжатия металла заготовки при прошивке гильзы оправкой с традиционным профилем.
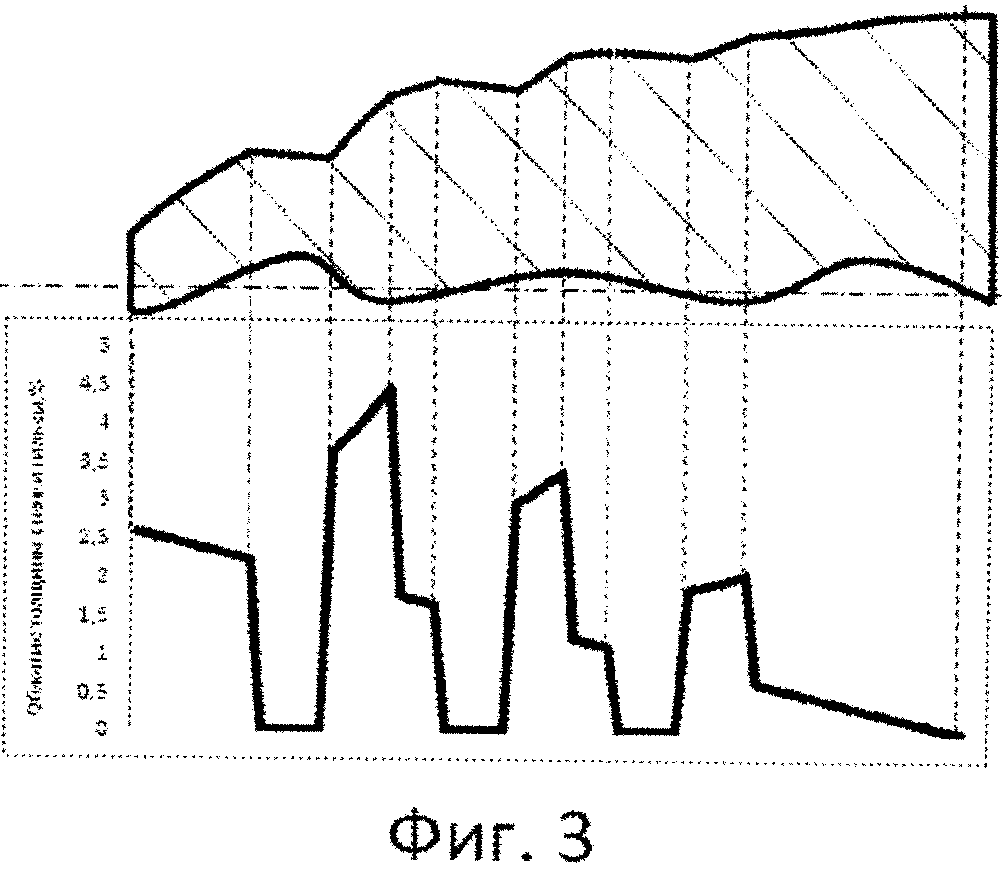
На фиг.3 показан режим обжатия металла заготовки при прошивке гильзы оправкой с предлагаемым профилем с проточками в виде угольника.
Предлагаемая оправка стана винтовой прокатки работает следующим образом. Новый профиль оправки принципиально меняет условия деформации стенки гильзы в процессе прошивки заготовки. При осуществлении вторичного захвата заготовки валками деформация стенки на оправке происходит как обычно. При прохождении металла по зонам проточки деформация стенки отсутствует на участках, где угол между начальной линией проточки и осью оправки равен углу наклона образующей валка в конусе прошивки к оси прокатки, или минимальна при параллельности начальной линии проточки с осью оправки, а затем на выходных участках проточек резко возрастает. Таким образом, знакопеременная деформация заготовки обеспечивает лучшую проработку литой структуры, особенно металла, ее центральной зоны.
Использование изобретения обеспечивает лучшую проработку литой структуры при прошивке гильз на станах винтовой прокатки и получение труб со структурой металла, отвечающей требованиям нормативно-технической документации, снижение потерь металла из-за несоответствия требований по механическим свойствам и из-за внутренних дефектов.
Оправка стана винтовой прошивки гильз, содержащая рабочий и калибрующий участки, отличающаяся тем, что на рабочем участке оправки выполнены концентрические проточки глубиной 10÷25% толщины стенки прошиваемой гильзы и шириной не менее пяти глубин на расстоянии друг от друга не менее половины шага перемещения гильзы по очагу деформации за один оборот, при этом угол между начальной по ходу прошивки линией проточки и осью оправки находится в диапазоне от 0° до угла наклона образующей валка в конусе прошивки к оси прокатки, а угол между выходной линией проточки и осью оправки составляет 50°÷60°.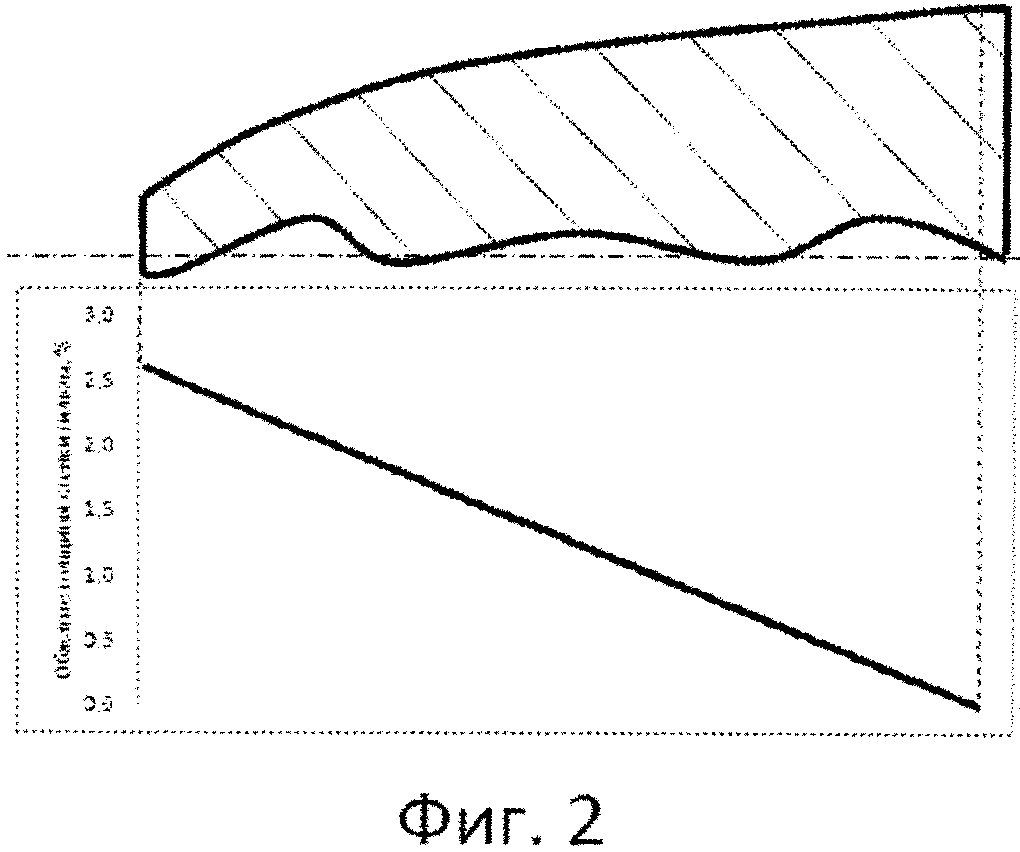
Способ производства трубной стали
Способ восстановления валков прошивного стана
Линейка валкового прошивного стана
Способ припасовки рабочих резьбовых калибров
Дорновое устройство стана периодической прокатки труб
Способ прокатки гильзы на прошивном стане
Способ изготовления труб на непрерывных трубосварочных агрегатах
Оправка прошивного стана
Способ прокатки гильзы на прошивном стане
Способ изготовления гильзы из литой заготовки
Способ калибровки лазерного толщиномера

