Результат интеллектуальной деятельности: СПОСОБ И УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ НАМОТКИ УДЛИНЕННОГО ЭЛЕМЕНТА НА ПРИЕМНУЮ БОБИНУ СО ВСТАВКОЙ ВСПОМОГАТЕЛЬНОЙ ТКАНИ
Вид РИД
Изобретение
Настоящее изобретение относится к способу и устройству для регулирования намотки удлиненного элемента на приемную бобину со вставкой вспомогательной ткани.
Удлиненным элементом в настоящем изобретении является, в частности, элемент, выполненный из эластомера, полученного обычным способом вытяжки. Такой удлиненный элемент, например, приспособленный для использования в процессе изготовления шин для колес транспортного средства, в частности для изготовления боковин и/или протекторного браслета, и/или иных составных частей шины, выполненных из эластомера.
После вытяжки и до использования при создании шины удлиненный элемент наматывают на особую приемную бобину. Такая намотка обычно производится на одной поточной линии с технологическим процессом вытяжки.
Как известно, вследствие клейкости, которую придает удлиненному элементу эластомер, из которого он состоит, намотка удлиненного элемента на приемную бобину требует одновременной намотки вспомогательной ткани на приемную бобину. Такую вспомогательную ткань помещают надлежащим образом между наложенными друг на друга витками удлиненного элемента для предотвращения взаимного прилипания таких витков.
Вспомогательную ткань берут с подающей бобины и подразумевают, что ее удаляют с удлиненного элемента перед конечным использованием последнего. Намотка удлиненного элемента на приемную бобину происходит одновременно с намоткой вспомогательной ткани.
Если не указано иное, то во всем данном описании и в последующей формуле изобретения термин "удлиненный элемент" используют для указания элемента из эластомера, имеющего основное растяжение вдоль его продольного направления. Такой удлиненный элемент предпочтительно состоит только из эластомера, хотя он может содержать также текстильный или металлический армирующий корд, включенный в состав матрицы из эластомера.
Во всем данном описании и в последующей формуле изобретения определения "расположенный выше по ходу" и "расположенный ниже по ходу" относятся, если не указано иное, к направлению подачи удлиненного элемента на приемную бобину.
Во всем данном описании и в последующей формуле изобретения выражение "исходный диаметр намотки" на приемную бобину используется для указания внешнего диаметра приемной бобины до намотки удлиненного элемента. Этот диаметр соответствует внешнему диаметру сердечника бобины, который увеличивается за счет толщины слоев вспомогательной ткани, намотанных на приемную бобину перед началом намотки удлиненного элемента. Эта толщина соответствует толщине вспомогательной ткани, когда не предусмотрена начальная намотка вспомогательной ткани на приемную бобину для создания наложенных друг на друга витков вспомогательной ткани, или к толщине вспомогательной ткани, умноженной на количество наложенных друг на друга витков, когда предусмотрена начальная намотка вспомогательной ткани на приемную бобину для создания наложенных друг на друга витков вспомогательной ткани.
С другой стороны, выражение "фактический диаметр намотки" на приемную бобину используется для указания внешнего диаметра приемной бобины в момент его определения. Этот диаметр соответствует внешнему диаметру сердцевины приемной бобины, увеличенному на толщину наложенных друга на друга витков удлиненного элемента и вспомогательной ткани, поданной на приемную бобину на тот момент времени, когда выполняют определение.
Равным образом, "фактический диаметр сматывания" с подающей бобины используется для указания внешнего диаметра катушки, с которой снимают вспомогательную ткань в момент его определения. Этот диаметр соответствует внешнему диаметру сердцевины такой катушки, увеличенному на толщину витков вспомогательной ткани, поданной на эту бобину на тот момент времени, когда выполняют определение.
В публикации GB 882503 раскрыто устройство для одновременной намотки удлиненного элемента и вспомогательной ткани на приемную бобину. Удлиненный элемент содержит армирующий корд, входящий в состав матрицы из эластомера. Этот элемент используется для изготовления слоев каркаса шины. Устройство содержит устройство подачи удлиненного элемента на приемную бобину и устройство подачи вспомогательной ткани на упомянутую приемную бобину. Вращение приемной бобины вызывает одновременную намотку удлиненного элемента и вспомогательной ткани на приемную бобину. В частности, вспомогательная ткань расположена между наложенными друг на друга витками удлиненного элемента.
Было замечено, что использование устройства, подобного описанному выше, может приводить к неравномерной или к неровной намотке удлиненного элемента на приемную бобину. Было также замечено, что при таких обстоятельствах существует риск выработки излишних отходов производственных материалов и/или образования дефектов в изготавливаемой шине.
Кроме того, при использовании устройства описанного выше типа также может происходить неравномерная или неровная намотка вспомогательной ткани. В этом случае существует риск возникновения локализованного слипания наложенных друга на друга витков удлиненного элемента, намотанного на приемную бобину, следствием чего является ухудшение свойств этого удлиненного элемента.
Неравномерная намотка удлиненного элемента и вспомогательной ткани на приемную бобину, по существу, вызвана тем фактом, что во время намотки изменяются некоторые параметры, которые определяют фактические условия намотки. Такими параметрами являются, например, диаметр намотки на приемную бобину, длина удлиненного элемента, подлежащего укладке на приемную бобину, скорость подачи удлиненного элемента, толщина удлиненного элемента, натяжение вспомогательной ткани и т.д.
Кроме того, неравномерная намотка удлиненного элемента на приемную бобину вызвана высвобождением остаточных напряжений в удлиненном элементе. Такое высвобождение напряжений может быть вызвано, например, изменениями температуры, которым подвергается тот же самый удлиненный элемент.
Для равномерной намотки удлиненного элемента и вспомогательной ткани на приемную бобину без остаточных напряжений необходимо мгновенно определять фактические текущие условия намотки и мгновенно регулировать скорость намотки и натяжение удлиненного элемента и вспомогательной ткани на основании определенных фактических условий намотки.
Далее, для получения вышеизложенного необходимо определять фактический диаметр намотки на приемную бобину.
Затем, путем регулировки скорости вращения приемной бобины в соответствии с фактическим диаметром намотки на приемную бобину предпочтительно можно получить такую намотку удлиненного элемента на ту же самую приемную бобину, которая является равномерной и не имеет остаточных напряжений. Таким образом, предотвращен риск выработки отходов производственных материалов и/или создания дефектов в конечном продукте, в котором должен использоваться такой удлиненный элемент.
Следовательно, согласно первому аспекту настоящего изобретения, оно относится к способу регулирования намотки удлиненного элемента на приемную бобину со вставкой вспомогательной ткани, при котором
- вращают приемную бобину;
- на приемную бобину одновременно наматывают удлиненный элемент и вспомогательную ткань, причем при одновременной намотке
- определяют фактический диаметр намотки на приемную бобину;
- регулируют скорость вращения приемной бобины в соответствии с фактическим диаметром намотки на приемную бобину.
По мнению заявителя, такую мгновенную регулировку намотки удлиненного элемента и вспомогательной ткани на приемную бобину осуществляют на основании фактических условий намотки. Таким образом получают равномерную и свободную от остаточных напряжений намотку.
Согласно второму аспекту настоящего изобретения, оно относится к устройству для намотки удлиненного элемента на приемную бобину со вставкой вспомогательной ткани, содержащему первую рабочую станцию, включающую в себя
- устройство для подачи удлиненного элемента на приемную бобину;
- устройство для подачи вспомогательной ткани на приемную бобину;
- устройство для приведения приемной бобины во вращение;
- устройство для регулирования скорости вращения приемной бобины,
при этом регулирующее устройство содержит
- устройство для определения фактического диаметра намотки на приемную бобину;
- устройство для регулирования скорости вращения приемной бобины в соответствии с фактическим диаметром намотки на приемную бобину.
Предпочтительно, такое устройство позволяет выполнять описанный выше способ, позволяя таким образом получать упомянутые выше полезные результаты.
Настоящее изобретение, по меньшей мере, в одном из вышеупомянутых его аспектов, может содержать, по меньшей мере, один из приведенных ниже предпочтительных признаков, по отдельности или в сочетании с другими признаками.
В предпочтительном варианте осуществления настоящего изобретения при одновременной намотке удлиненного элемента и вспомогательной ткани на приемную бобину
- определяют изменение длины участка удлиненного элемента, подлежащего укладке на приемную бобину;
- регулируют скорость вращения приемной бобины также в соответствии с изменением длины участка удлиненного элемента.
Было отмечено, что таким образом можно предотвратить любые неравномерности или неровности намотки удлиненного элемента и вспомогательной ткани вследствие, например, изменения толщины удлиненного элемента или изменения относительного положения приемной катушки относительно направления подачи удлиненного элемента, или также вследствие упругости сердцевины приемной бобины, на которую уже были намотаны некоторые слои удлиненного элемента. Кроме того, обнаружение изменения длины участка удлиненного элемента, подлежащего укладке на приемную бобину, обеспечивает полезную визуальную индикацию наличия минимального натяжения, приложенного к удлиненному элементу во время его намотки на приемную бобину. Отсутствие такого минимального натяжения фактически вызвало бы "спадание" удлиненного элемента с приемной бобины с являющимся следствием этого риском создания складок.
Предпочтительно, определение изменения длины позволяет регулировать натяжение удлиненного элемента, предотвращая таким образом упомянутое спадание.
Предпочтительно, удлиненный элемент подают на приемную бобину с известной начальной скоростью подачи, причем приемная бобина имеет известный начальный диаметр намотки.
Предпочтительно, приемную бобину вращают с начальной скоростью вращения, определяемой в соответствии с начальной скоростью подачи удлиненного элемента и с начальным диаметром намотки на приемную бобину.
Предпочтительно, вспомогательную ткань натягивают на приемную бобину за счет вращения приемной бобины.
Согласно предпочтительному варианту осуществления настоящего изобретения, фактический диаметр намотки на приемную бобину определяют путем регистрации мгновенной окружной скорости приемной бобины.
Предпочтительно, мгновенную окружную скорость приемной бобины определяют путем регистрации мгновенной линейной скорости вспомогательной ткани.
Фактически, вспомогательную ткань можно считать нерастяжимой и, когда такая вспомогательная ткань натягивается на приемную бобину за счет вращения приемной бобины, то мгновенная линейная скорость вспомогательной ткани соответствует периферийной линейной скорости приемной бобины. Таким образом, можно узнать мгновенное значение последней путем определения мгновенной линейной скорости вспомогательной ткани.
Предпочтительно, удлиненный элемент подают на приемную бобину посредством, по меньшей мере, одной конвейерной ленты, которую приводят в движение с заданной мгновенной скоростью подачи.
Предпочтительно, в настоящем изобретении предусмотрена регистрация изменения мгновенной скорости удлиненного элемента позади по ходу упомянутой, по меньшей мере, одной конвейерной ленты.
В предпочтительном варианте осуществления настоящего изобретения мгновенную скорости подачи упомянутой, по меньшей мере, одной конвейерной ленты определяют по мгновенной скорости удлиненного элемента выше по ходу упомянутой, по меньшей мере, одной конвейерной ленты. Таким образом, можно синхронизировать мгновенную скорость подачи удлиненного элемента на приемную бобину со скоростью технологического процесса, выполняемого выше по ходу конвейерной ленты (обычно, им является технологический процесс вытяжки удлиненного элемента), что позволяет выполнять способ из настоящего изобретения на одной поточной линии с вышеупомянутым технологическим процессом.
Предпочтительно, в настоящем изобретении предусмотрено регулирование относительного положения упомянутой, по меньшей мере, одной конвейерной ленты относительно приемной бобины.
В более предпочтительном варианте упомянутое регулирование приводят в действие в соответствии с фактическим диаметром намотки на приемную бобину.
В еще более предпочтительном варианте при регулировании перемещают упомянутую, по меньшей мере, одну конвейерную ленту вдоль направления подачи удлиненного элемента.
Такое устройство позволяет сохранять относительное положение конвейерной ленты относительно приемной бобины постоянным, обеспечивая в каждый момент времени совпадение той точки, в которой начинается намотка удлиненного элемента на приемную бобину, с точкой, в которой начинается намотка вспомогательной ткани на приемную бобину.
В предпочтительном варианте осуществления настоящего изобретения мгновенную скорость подачи, по меньшей мере, одой конвейерной ленты регулируют в соответствии с перемещением, по меньшей мере, одой конвейерной ленты относительно приемной бобины. Такое условие предпочтительно позволяет поддерживать длину свободного участка удлиненного элемента, выступающего из конвейерной ленты, постоянной при изменении диаметра намотки на приемную бобину. Таким образом, можно сохранять постоянные условия регистрации изменения длины участка удлиненного элемента, подлежащего укладке на приемную бобину. Кроме того, таким способом можно ограничить частоту возникновения неравномерностей или неровностей при намотке удлиненного элемента на приемную бобину вследствие скручиваний или отклонений удлиненного элемента от заданного положения, вызванного высвобождением внутренних остаточных напряжений в вышеупомянутом свободном участке удлиненного элемента.
В предпочтительных вариантах осуществления настоящего изобретения удлиненный элемент подают посредством первой конвейерной ленты, расположенной близко к приемной бобине, и второй конвейерной ленты, расположенной между первой конвейерной лентой и приемной бобиной с возможностью выполнения ее функции. Предпочтительно, вторую конвейерную ленту перемещают между исходным положением, в котором конец второй конвейерной ленты находится в дистальном положении от приемной бобины, и рабочим положением, в котором конец находится в проксимальном положении к приемной бобине.
Такое условие обеспечивает максимально возможную степень перемещения при размещении конвейерной ленты близко к приемной бобине, ограничивая таким образом растяжение свободного участка удлиненного элемента, подлежащего укладке на приемную бобину, в максимально возможной степени и, следовательно, уменьшая риск возникновения рассмотренных выше скручиваний или отклонений от заданного положения.
Предпочтительно, вспомогательную ткань снимают с подающей бобины.
Предпочтительно, в настоящем изобретении предусмотрено определение мгновенной скорости вращения подающей бобины и определения фактического диаметра сматывания с подающей бобины в соответствии с мгновенной скоростью вращения подающей бобины и с мгновенной линейной скоростью вспомогательной ткани.
Предпочтительно натяжение, приложенное к вспомогательной ткани, регулируют при изменении фактического диаметра намотки на приемную бобину.
В более предпочтительном варианте при регулировании натяжения регулируют мгновенный крутящий момент, сгенерированный тормозным усилием, приложенным к подающей бобине.
Предпочтительно, тормозное усилие приводят в действие путем приведения подающей бобины во вращение в противоположном направлении относительно направления вращения, заданного приемной бобиной. Предпочтительно, таким способом можно отрегулировать желательное натяжение, сообщаемое вспомогательной ткани во время намотки на приемную бобину, помимо вращения подающей бобины для частичного или полного извлечения вспомогательной ткани.
Предпочтительно, в настоящем изобретении предусмотрено мгновенное регулирование относительного положения приемной бобины и подающей бобины.
В предпочтительном варианте осуществления настоящего изобретения при регулировании определяют мгновенное положение вспомогательной ткани относительно приемной бобины вдоль первого направления, перпендикулярного направлению подачи удлиненного элемента на приемную бобину, и перемещают подающую бобину вдоль первого направления. Предпочтительно, таким образом может быть обеспечено автоматическое управление взаимным позиционированием между вспомогательной тканью и приемной бобиной в ходе намотки, сохраняя желательное направление натяжения вспомогательной ткани, предотвращая неправильное взаимное расположение, которое может приводить к нежелательным складкам или к деформациям на приемной бобине.
Предпочтительно, в способе из настоящего изобретения предусмотрено определение прохождения конца удлиненного элемента во время его перемещения к приемной бобине. Это позволяет автоматически управлять завершением намотки удлиненного элемента и вспомогательной ткани на приемную бобину.
Предпочтительно, в способе из настоящего изобретения предусмотрено движение второй конвейерной ленты в направлении, противоположном направлению подачи удлиненного элемента. Это техническое решение позволяет управлять завершением намотки удлиненного элемента, предотвращая возникновение нежелательных складок или деформаций на приемной бобине.
В предпочтительном варианте осуществления настоящего изобретения способ включает этапы, на которых
- завершают намотку удлиненного элемента на первую приемную бобину;
- наматывают удлиненный элемент на вторую приемную бобину со вставкой вспомогательной ткани, взятой со второй подающей бобины, причем упомянутая вторая приемная бобина и вторая подающая бобина расположены ниже по ходу, чем первая приемная бобина, относительно направления подачи удлиненного элемента;
при этом при намотке удлиненного элемента на вторую приемную бобину подают удлиненный элемент на вторую приемную бобину в обход первой приемной бобины.
Таким образом может быть выполнена намотка удлиненного элемента и вспомогательной ткани на вторую приемную бобину во время выполнения операций уборки и съема первой приемной бобины. Таким образом, получена целесообразная оптимизация технологического времени.
В наиболее предпочтительном варианте осуществления настоящего изобретения способ включает сборку, по меньшей мере, одного изделия-полуфабриката на формовочной опоре для изготовления шины для колес транспортного средства, причем это изделие-полуфабрикат получают из удлиненного элемента, смотанного с приемной бобины.
Согласно предпочтительному варианту осуществления настоящего изобретения, устройство для регулирования скорости вращения приемной бобины дополнительно содержит
- устройство для определения изменения длины участка удлиненного элемента, подлежащего укладке на приемную бобину,
причем скорость вращения приемной бобины также основана на изменении длины участка удлиненного элемента. Таким образом получены упомянутые выше преимущества.
Предпочтительно, устройство для определения фактического диаметра намотки на приемную бобину содержит устройство для определения мгновенной окружной скорости приемной бобины.
Предпочтительно, устройство для определения мгновенной окружной скорости приемной бобины содержит устройство для определения мгновенной линейной скорости вспомогательной ткани.
В предпочтительном варианте осуществления настоящего изобретения устройство определения содержит кодовый датчик положения, связанный, по меньшей мере, с одним роликом, приспособленным для отклонения вспомогательной ткани к упомянутой приемной бобине. Предпочтительно кодовый датчик положения позволяет определять мгновенную скорость вспомогательной ткани, соответствующую окружной скорости приемной бобины, так что зная фактическую скорость вращения приемной бобины, может быть вычислен мгновенный диаметр намотки на нее.
Предпочтительно, устройство подачи удлиненного элемента содержит первую конвейерную ленту, расположенную вблизи приемной бобины.
В более предпочтительном варианте предусмотрено, по меньшей мере, одно устройство для определения изменения скорости подачи удлиненного элемента, расположенное выше по ходу относительно упомянутой первой конвейерной ленты.
Предпочтительно, первая рабочая станция дополнительно содержит устройство для регулирования относительного положения первой конвейерной ленты относительно приемной бобины.
Предпочтительно, регулирующее устройство содержит устройство для приведения первой конвейерной ленты в движение вдоль направления подачи удлиненного элемента.
Предпочтительно, приводное устройство соединено с возможностью выполнения его функции с устройством определения фактического диаметра намотки на приемную бобину. Предпочтительно, перемещение первой конвейерной ленты вдоль направления подачи удлиненного элемента производится в соответствии с фактическим диаметром приемной бобины. Такое условие позволяет сохранять постоянную длину свободного участка удлиненного элемента, выступающего из конвейерной ленты при изменении диаметра намотки на приемную бобину, что обеспечивает описанные выше преимущества.
Предпочтительно, первая рабочая станция дополнительно содержит устройство для регулирования скорости первой конвейерной ленты.
Предпочтительно, устройство регулирования соединенное с возможностью выполнения его функции с устройством определения изменения скорости подачи удлиненного элемента. Таким образом, способ из настоящего изобретения можно предпочтительно выполнять на одной поточной линии с технологическим процессом (обычно, процессом вытяжки), выполняемым выше по ходу конвейерной ленты.
В предпочтительном варианте осуществления настоящего изобретения устройство для подачи удлиненного элемента дополнительно содержит вторую конвейерную ленту, функционально расположенную между первой конвейерной лентой и приемной бобиной.
Предпочтительно, вторая конвейерная лента способна перемещаться между исходным положением, в котором конец второй конвейерной ленты находится в дистальном положении от приемной бобины и рабочим положением, в котором упомянутый конец находится в проксимальном положении к приемной бобине.
Предпочтительно, вторая конвейерная лента является поворотной в конце первой конвейерной ленты.
В предпочтительном варианте осуществления настоящего изобретения первая рабочая станция содержит привод, приспособленный для привода второй конвейерной ленты для ее перемещения к приемной бобине и/или от нее. Следовательно, такое перемещение может производиться автоматически с возникающими вследствие этого явными преимуществами с точки зрения функционирования.
В наиболее предпочтительном варианте осуществления настоящего изобретения вторая конвейерная лента содержит две параллельных ленты, которые могут быть перемещены друг к другу/друг от друга. Предпочтительно, относительное положение двух параллельных лент может быть отрегулировано в соответствии с шириной приемной бобины, шириной удлиненного элемента и количеством соседних витков удлиненного элемента в осевом направлении, которые должны быть получены на приемной бобине. Кроме того, использование двух параллельных лент позволяет одновременно осуществлять намотку двух различных удлиненных элементов, имеющих зеркальное расположение относительно центральной линии подающей ленты, на одну приемную бобину.
Предпочтительно, предусмотрен привод, приспособленный для регулирования относительного положения двух параллельных лент. Следовательно, такое регулирование может производиться автоматически, следствием чего являются явные преимущества с точки зрения функционирования.
В альтернативном варианте осуществления настоящего изобретения вторая конвейерная лента содержит одну ленту, рабочее положение которой является ближайшим к приемной бобине, насколько это возможно, для минимизации свободного участка удлиненного элемента, подлежащего укладке.
Предпочтительно, устройство для определения изменения длины участка удлиненного элемента, подлежащего укладке на приемную бобину, расположено ниже по ходу относительно упомянутой второй конвейерной ленты.
В еще более предпочтительном варианте устройство определения является поворотным в конце второй конвейерной ленты.
Предпочтительно, устройство определения содержит, по меньшей мере, один потенциометр.
В альтернативном варианте устройство определения содержит, по меньшей мере, один датчик.
Предпочтительно, первая рабочая станция дополнительно содержит, по меньшей мере, один привод, который действует в устройстве определения для уравновешивания веса устройства определения и участка удлиненного элемента, вес которого действует на устройство определения.
Предпочтительно, использование привода позволяет поддерживать минимальное значение натяжения, приложенного к удлиненному элементу, предотвращая его "спадание" на приемной бобине, следствием которого является риск создания складок при намотке удлиненного элемента.
В предпочтительных вариантах осуществления настоящего изобретения вспомогательную ткань берут с подающей бобины за счет вращения приемной бобины.
Предпочтительно, первая рабочая станция дополнительно содержит устройство для регулирования вращения подающей бобины.
Предпочтительно, регулирующее устройство содержит устройство для определения мгновенной скорости вращения подающей бобины и, более предпочтительно, также тормозное устройство, которое действует на подающую бобину.
В предпочтительных вариантах осуществления настоящего изобретения тормозное устройство содержит электродвигатель, приспособленный для сообщения подающей бобине вращения в противоположном направлении относительно направления вращения, сообщенного приемной бобиной.
В альтернативном варианте осуществления настоящего изобретения упомянутое тормозное устройство содержит электродвигатель, приспособленный для сообщения подающей бобине вращения в том же самом направлении, но с более низкой скоростью, относительно направления вращения, сообщенного приемной бобиной.
В предпочтительном варианте осуществления настоящего изобретения первая рабочая станция содержит устройство для регулирования относительного положения приемной бобины и подающей бобины.
Предпочтительно, устройство регулирования содержит устройство для определения мгновенного положения вспомогательной ткани относительно приемной бобины вдоль первого направления, перпендикулярного к направлению подачи удлиненного элемента, и устройство для перемещения подающей бобины вдоль первого направления.
Предпочтительно, устройство определения содержит, по меньшей мере, один датчик, приспособленный для определения положения бокового края вспомогательной ткани. Таким образом, предотвращены нежелательные отклонения от заданного положения между вспомогательной тканью и приемной бобиной, что уменьшает риск образования складок на приемной бобине.
В предпочтительных вариантах осуществления настоящего изобретения первая рабочая станция дополнительно содержит устройство для определения прохождения конца удлиненного элемента во время его перемещения к упомянутой приемной бобине.
Предпочтительно, устройство определения содержит, по меньшей мере, один датчик и один ролик, действующий при усилии в направлении регистрирующей поверхности упомянутого, по меньшей мере, одного датчика. Предпочтительно, прохождение конца удлиненного элемента определяют в реальном режиме времени посредством сигнала, сгенерированного датчиком при прямом соприкосновении последнего с вышеупомянутым роликом. Это позволяет автоматически управлять завершением намотки удлиненного элемента на приемную бобину.
В наиболее предпочтительном варианте осуществления устройства из настоящего изобретения оно содержит, по меньшей мере, одну вторую рабочую станцию, по существу, идентичную первой рабочей станции и расположенную ниже по ходу относительно первой рабочей станции в направлении подачи удлиненного элемента.
Предпочтительно, предусмотрено приводное устройство для перемещения первой конвейерной ленты второй рабочей станции к первой конвейерной ленте первой рабочей станции и от нее. Такое устройство позволяет поочередно подавать удлиненный элемент на приемную бобину первой рабочей станции или на приемную бобину второй рабочей станции, что позволяет убирать и снимать приемную бобину во время намотки удлиненного элемента и вспомогательной ткани на другую приемную бобину.
Дополнительные признаки и преимущества настоящего изобретения станут более ясными из приведенного ниже подробного описания некоторых предпочтительных вариантов осуществления, соответственно, способа и устройства согласно настоящему изобретению, которое приведено со ссылкой на приложенные чертежи,
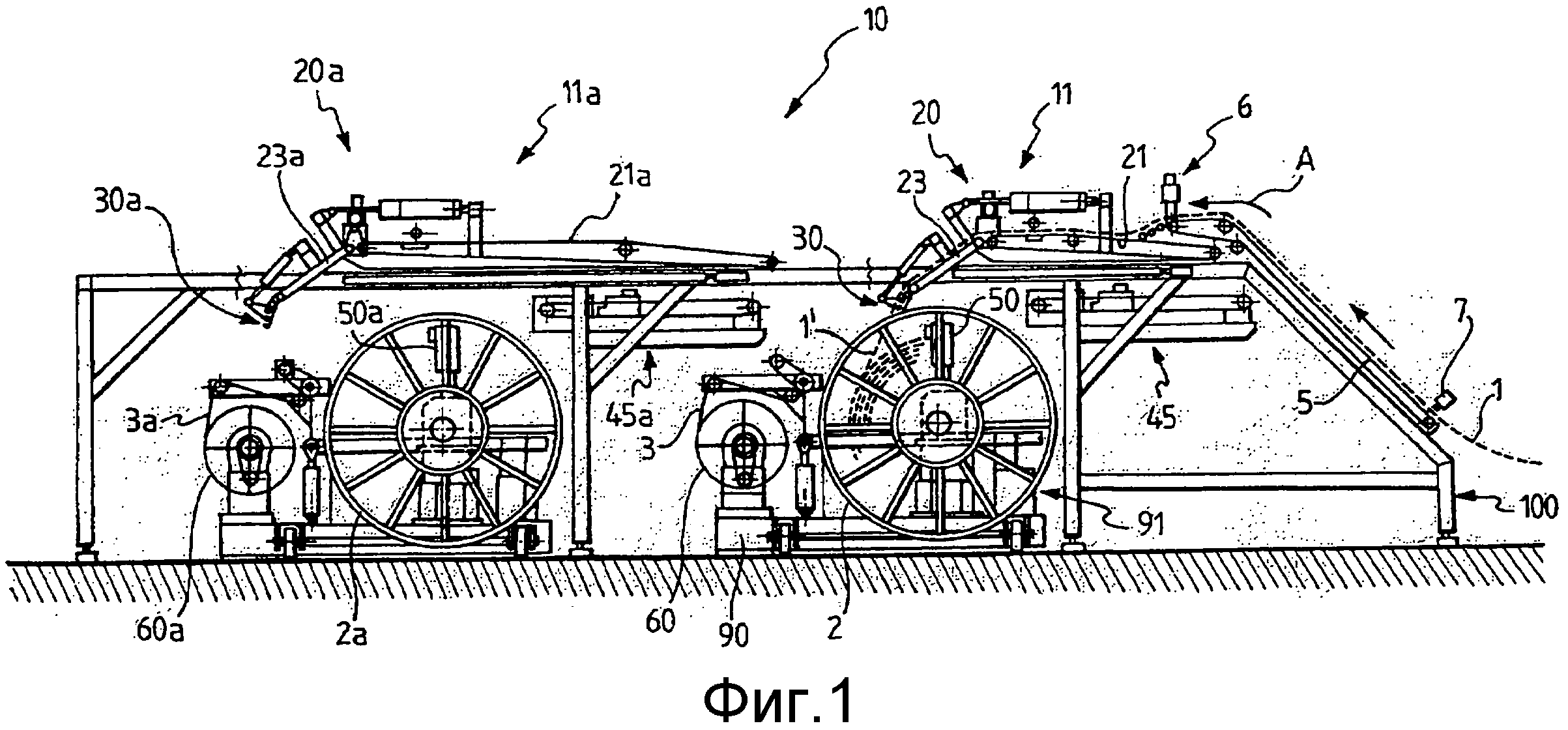
где фиг.1 - схематичный вид устройства согласно настоящему изобретению, причем это устройство показано в первой его рабочей конфигурации;
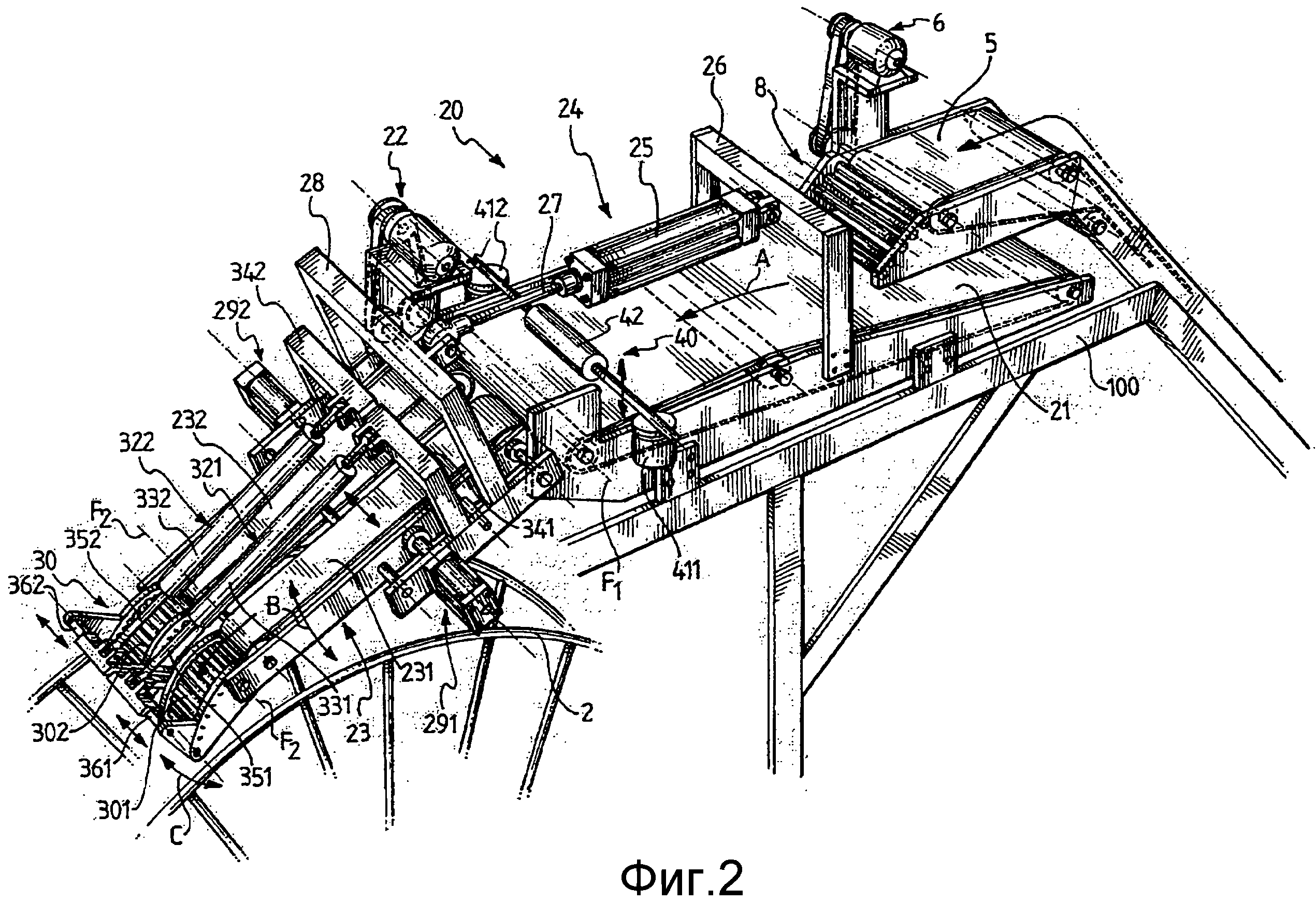
фиг.2 - схематичный вид в перспективе первой части устройства с фиг.1;
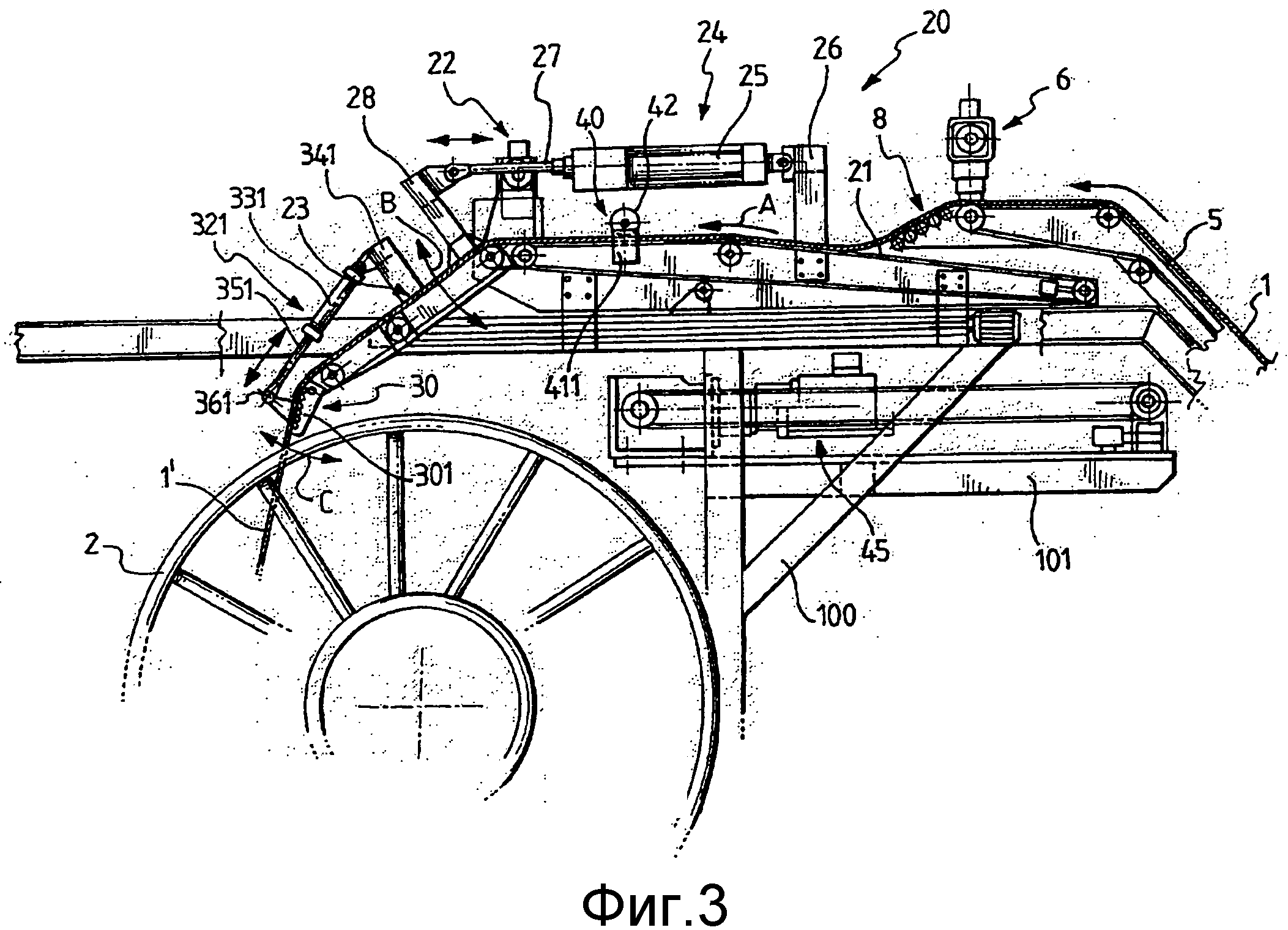
фиг.3 - схематичный вид сбоку части устройства с фиг.2;
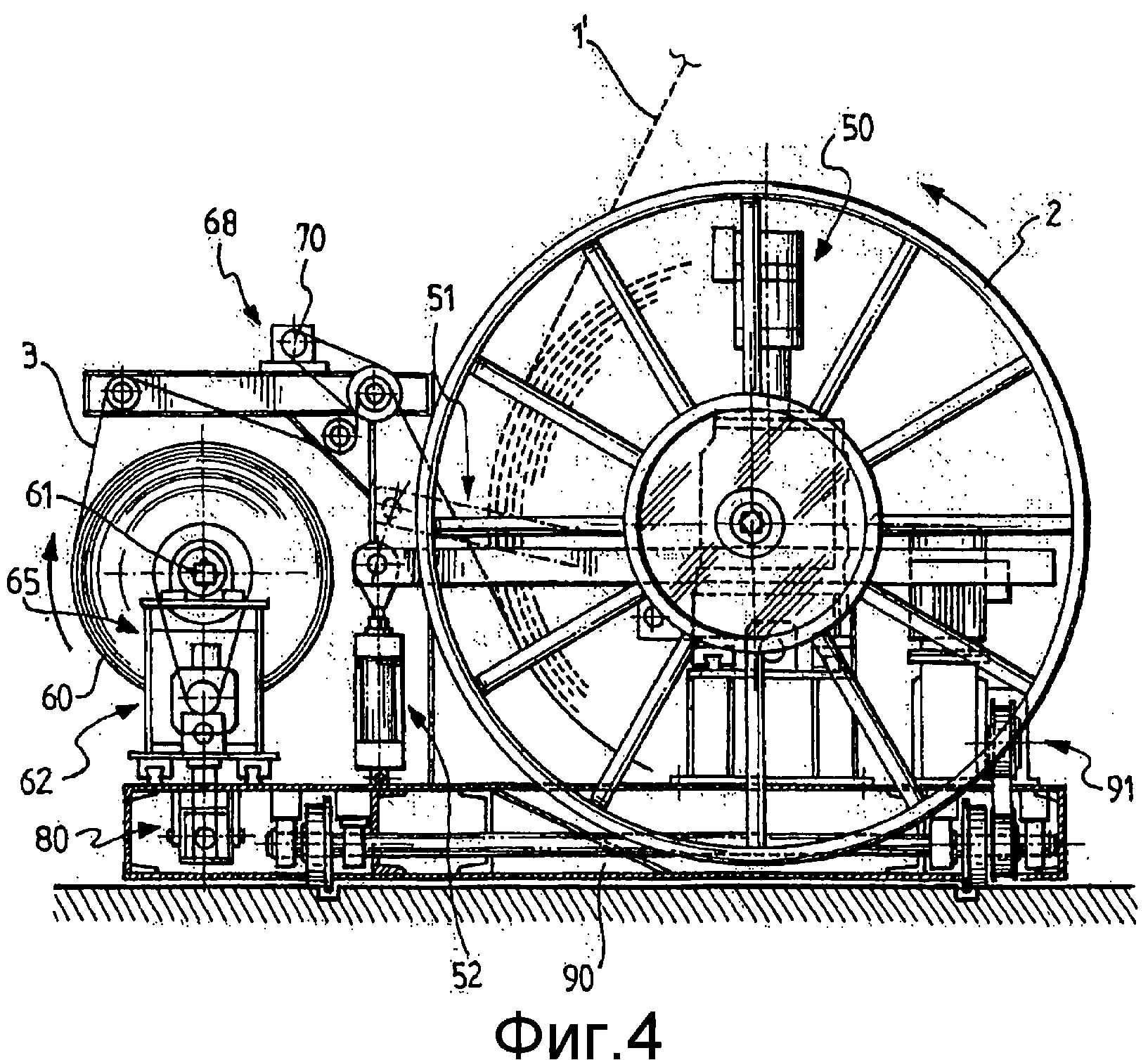
фиг.4 - схематичный вид сбоку второй части устройства с фиг.1; и
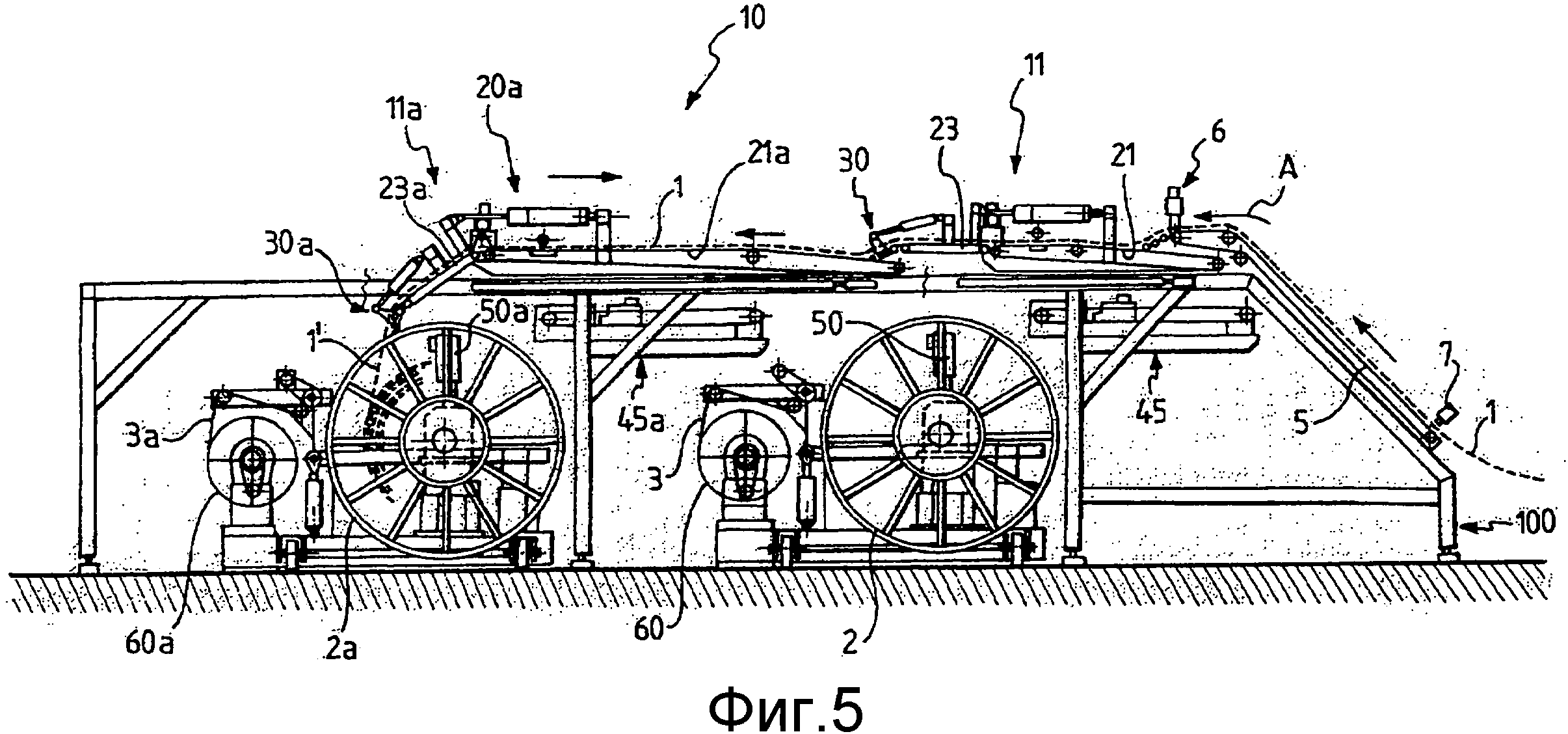
фиг.5 - схематичный вид устройства с фиг.1 в другой рабочей конфигурации.
На фиг.1 приведенный в качестве примера вариант осуществления устройства для укладки удлиненного элемента 1 на приемную бобину 2 со вставкой вспомогательной ткани 3 обозначен в целом ссылочной позицией 10.
Такое устройство 10 используют, в частности, в технологическом процессе изготовления шин для колес транспортного средства совместно с другими устройствами. Такой технологический процесс предназначен, в частности, для изготовления из эластомера боковых стенок и/или протекторного браслета, и/или других составных частей шины.
Удлиненный элемент 1 представляет собой удлиненный элемент из эластомера, полученный обычным способом вытяжки. Технологический процесс вытяжки выполняют выше по ходу относительно устройства 10 и, предпочтительно, на одной поточной линии с намоткой, выполняемой устройством 10.
Когда удлиненный элемент 1 используется для изготовления боковых стенок протекторного браслета шины для колес транспортного средства, такой удлиненный элемент 1 предпочтительно имеет минимальную толщину 3 мм, более предпочтительно от 4 мм до 15 мм, и ширину, предпочтительно, от 60 мм до 320 мм.
Устройство 10 содержит две рабочие станции, соответственно обозначенные позициями 11 и 11a. Эти две рабочие станции 11, 11a являются, по существу, идентичными (за исключением некоторых подробностей конструкции, которые станут ясными из приведенного ниже описания настоящего изобретения), и расположены так, что одна из них расположена ниже по ходу относительно другой в направлении подачи удлиненного элемента 10 (это направление указано на фиг.1 стрелкой A).
Во всем данном описании, в котором должна быть подробно описана рабочая станция 11, понятно, что рабочая станция 11a имеет те же самые элементы конструкции, что и станция 11, если не указано иное.
Как схематично показано на фиг.1, выше по ходу рабочей станции 11 предусмотрена подающая лента 5, предназначенная для доставки удлиненного элемента 1 из устройств вытяжки (не показаны), предусмотренных выше по ходу относительно устройства 10 по направлению к последнему.
Управление перемещением подающей ленты 5 осуществляет особая группа 6 электродвигателей.
На подающей ленте 5 расположено множество фотоэлементов 7 (или иных обычных датчиков присутствия), предпочтительно четыре, приспособленных для определения изменения скорости подачи удлиненного элемента 1 выше по ходу относительно рабочей станции 11.
Рабочая станция 11 из устройства 10 содержит устройство 20 для подачи удлиненного элемента 1 на приемную бобину 2.
Как лучше показано на фиг. 2 и 3, устройство 20 подачи содержит первую конвейерную ленту 21, расположенную ниже по ходу относительно подающей ленты 5 и близко к приемной бобине 2 со ссылкой на направление подачи удлиненного элемента 1.
Обе ленты: подающая лента 5 и конвейерная лента 21 установлены на опорной раме 100.
Хвостовой участок подающей ленты 5, по меньшей мере, частично перекрывается с головным участком конвейерной ленты 21, позволяя обеспечивать прохождение удлиненного элемента 1 с подающей ленты 5 на конвейерную ленту 21. Такое прохождение имеет место при помощи множества роликов (обозначенных в целом позицией 8), надлежащим образом расположенных ниже по ходу относительно хвостового участка подающей ленты 5.
Управление перемещением подающей ленты 21 осуществляет особая группа 22 электродвигателей.
Из изложенного ниже в настоящем описании станет ясно, что скорость конвейерной ленты 21 регулируют в соответствии со скоростью подачи удлиненного элемента 1 выше по ходу конвейерной ленты 21, причем последнюю скорость вычисляют по разности скорости подачи удлиненного элемента 1, определенной посредством фотоэлементов 7.
Вторая конвейерная лента 23 расположена между первой конвейерной лентой 21 и приемной бобиной 2. Управление перемещением подающей ленты 23 осуществляет та же самая группа 22 электродвигателей, приспособленная для регулирования перемещения первой конвейерной ленты 21.
Конвейерная лента 23 является поворотной вокруг оси F1 (см. чертеж фиг.2), заданной в конце конвейерной ленты 21. Таким образом, конвейерная лента 23 может колебаться между исходным положением, в котором ее конец находится в дистальном положении от приемной бобины 2 (это положение показано на фиг.5), и рабочим положением, в котором упомянутый конец находится в проксимальном положении к приемной бобине 2 (последнее положение показано на фиг.1-3). Колебание конвейерной ленты 23 указано на фиг.2 и 3 стрелкой B.
Приводом для колебания конвейерной ленты 23 служит пневматический привод 24. Такой привод 24 содержит, в частности, цилиндр 25, связанный с поперечиной 26, выполненной в виде единого целого с опорной рамой 100, и поршень 27, связанный с поперечиной 28, выполненной в виде единого целого с конвейерной лентой 23.
В варианте осуществления изобретения, показанном на фиг.2, конвейерная лента 23 содержит пару параллельных лент 231, 232, которые могут быть отодвинуты друг от друга/придвинуты друг к другу посредством двух пневматических цилиндров 291, 292. Такие цилиндры 291, 292 обеспечивают возможность автоматического регулирования относительного положения двух параллельных лент 231, 232 в соответствии с шириной удлиненного элемента 1 и шириной приемной бобины 2. Взаимное перемещение двух параллельных лент 231, 232 показано на фиг.2 двойной стрелкой, указанной на двух лентах 231, 232.
В альтернативном варианте осуществления изобретения, который не показан, конвейерная лента 23 содержит одну ленту, установленную с возможностью колебания вокруг оси F1 поворота. Рабочее положение такой ленты является ближайшим к приемной бобине 2, насколько это возможно, для минимизации свободного участка удлиненного элемента 1, подлежащего укладке на приемную бобину 2.
Как показано на фиг.2 и 3, между конвейерной лентой 23 и приемной бобиной 2 расположено устройство 30 определения для определения изменения длины участка 1' удлиненного элемента 1, подлежащего укладке на приемную бобину 2. Этот участок 1' удлиненного элемента 1 практически определяется тем участком удлиненного элемента, который выступает из конвейерной ленты 23.
Как показано на фиг.2, устройство 30 определения содержит, в частности, два потенциометра 301, 302 (по одному на соответствующей ленте 231, 232). Эти два потенциометра 301, 302 являются подвижными в направлении друг от друга или в направлении друг к другу как единое целое с лентами 231, 232. В том случае, если конвейерная лента 23 содержит одну ленту, то используют один потенциометр.
Каждый из потенциометров 301, 302 (или в альтернативном варианте один потенциометр) соединен с пневматическим приводом 321, 322, содержащим цилиндр 331, 332, связанный с поперечиной 341, 342, выполненной в виде единого целого с конвейерной лентой 231, 232, и поршень 351, 352, связанный с поперечиной 361, 362 которая связана с соответствующим потенциометром 301, 302 (или с одним потенциометром). Пневматические приводы 321, 322 действуют на потенциометры 301, 302 (или на один потенциометр) для определения изменения длины участка 1' удлиненного элемента 1, вес которого действует на потенциометры 301, 302 (или на одиночный потенциометр), и приводятся в действие посредством пропорциональных клапанов для уравновешивания веса потенциометров 301, 302 и участка 1' удлиненного элемента 1, вес которого действует на потенциометры 301, 302 (или на один потенциометр), при изменении геометрических размеров (например, толщины) и веса погонного метра удлиненного элемента 1.
При работе потенциометры 301, 302 (или один потенциометр) совершают колебания вокруг оси F2 поворота, что обозначено на фиг.2 и фиг.3 стрелкой C.
Как показано на фиг.2 и 3, на конвейерной ленте 21 устройство 10 содержит устройство 40 для определения прохождения конца удлиненного элемента 1 во время его движения к приемной бобине 2.
Такое устройство 40 содержит два датчика 411, 412, расположенные на боковых сторонах конвейерной ленты 21, и ролик 42, расположенный над конвейерной лентой 21. Концы ролика 42 действуют при усилии в направлении регистрирующих поверхностей датчиков 411, 412.
Во время намотки удлиненного элемента 1 на приемную бобину 2 ролик 42 соприкасается с верхней поверхностью удлиненного элемента 1. Прямой контакт между концами ролика 42 и датчиками 411, 412 свидетельствует о прохождении хвостового участка удлиненного элемента 1.
Сборочный узел, определяемый конвейерной лентой 21, конвейерной лентой 23 и устройством 30 определения, может перемещаться относительно приемной бобины 2 вдоль направления А подачи удлиненного элемента 1. Такое смещение происходит под управлением элемента 45, представляющего собой электродвигатель (см. фиг.1 и 3), надлежащим образом размещенный на специальной опорной поперечине 101, предусмотренной под конвейерной лентой 21. Для простоты изображения элемент 45, представляющий собой электродвигатель, и опорная поперечина 101 не показаны на фиг.2.
Из изложенного ниже в данном описании ясно, что вышеупомянутое смещение происходит в соответствии с фактическим диаметром намотки на приемную бобину 2 для сохранения постоянной длины свободного участка удлиненного элемента 1, выступающего из устройства 30 определения, при изменении фактического диаметра намотки. Скорости подающей ленты 5 и конвейерных лент 21 и 23 поочередно корректируют в соответствии с упомянутым смещением, чтобы не создавать нежелательных деформаций или накоплений.
Как показано на фиг.1 и 4, приемную бобину 2 приводит во вращение особая группа 50 электродвигателей. Система 51 рычагов (см. фиг.4), которую приводит в действие особый пневматический привод 52, позволяет поднимать приемную бобину 2 для приведения ее в рабочее положение.
Вспомогательную ткань 3 берут с особой подающей бобины 60. Такая подающая бобина 60 установлена близко к приемной бобине 2 на стержне 61 квадратного сечения, который, в свою очередь, установлен на опоре 62.
Вспомогательную ткань 3 сматывают с подающей бобины 60 и наматывают на приемную бобину 2 за счет тягового усилия, сообщаемого последней при приведении ее во вращение.
Группа 65 электродвигателей действует на подающую бобину 60 для управления вращением в противоположном направлении (или, в альтернативном варианте, в том же самом направлении, но с пониженной скоростью) относительно вращения, управляемого приемной бобиной 2. В таком случае группа 65 электродвигателей действует в качестве тормоза. Такая группа электродвигателей 65 является ограниченной по крутящему моменту и позволяет регулировать тормозной момент и, как следствие этого, усилие рабочего тормоза 3.
Между подающей бобиной 60 и приемной бобиной 2 имеется множество отклоняющих роликов (обозначенных в целом номером позиции 68), приспособленных для подачи вспомогательной ткани 3 с подающей бобины 60 на приемную бобину 2.
На одном из таких отклоняющих роликов 68 установлен кодовый датчик 70 положения, приспособленный для определения мгновенной линейной скорости вспомогательной ткани 3 во время намотки на приемную бобину 2.
Когда известна мгновенная линейная скорость вспомогательной ткани 3, можно вычислить мгновенную окружную скорость приемной бобины 2 и, в результате, фактический диаметр намотки на приемную бобину 2.
Когда известна мгновенная линейная скорость вспомогательной ткани 3, то дополнительно можно вычислить мгновенную скорость вращения подающей бобины 60 и, в результате, фактический диаметр сматывания с подающей бобины 60. Таким образом, можно осуществлять управление и мгновенное регулирование скорости вращения приемной бобины 2 и натяжения, приложенного к вспомогательной ткани 3 при изменении диаметра намотки на приемную бобину 2 и диаметра сматывания с подающей бобины 60.
Подающая бобина 60 и группа 65 электродвигателей могут перемещаться в поперечном направлении относительно направления натяжения вспомогательной ткани 3, чтобы вспомогательная ткань 3 натягивалась на приемную бобину 2 вдоль заданного направления натяжения. Это сделано для того, чтобы сохранять центровку вспомогательной ткани 3 и ее соосность с удлиненным элементом 1 во время намотки на приемную бобину 2. Приводом для такого перемещения в поперечном направлении является привод 80, действующий в результате поступления сигнала, сгенерированного датчиком положения (не показан), приспособленным для определения положения бокового края вспомогательной ткани 3.
Приемная бобина 2, подающая бобина 60 и соответствующие элементы привода и опорные элементы, которые описаны выше, все установлены на основании 90, которое может перемещаться, будучи приводимым в движение особой группой 91 электродвигателей, в поперечном направлении относительно направления подачи удлиненного элемента 1. Это сделано для перемещения его в зону погрузки/вызгрузки бобин.
Рабочая станция 11a полностью идентична рабочей станции 11, описанной выше, за исключением того, что касается конвейерной ленты 21a, соответствующей конвейерной ленте 21 рабочей станции 11. Следовательно, остальные элементы конструкции рабочей станции 11a обозначены теми же самыми ссылочными позициями, что и соответствующие элементы конструкции рабочей станции 11, но с добавлением буквы "a". Для ясности иллюстрации на фиг.1 и 5 показаны только некоторые из таких номеров ссылочных позиций.
Как показано на фиг.1 и 5, конвейерная лента 21a имеет большее продольное растяжение, чем конвейерная лента 21, и может быть отодвинута от конвейерной ленты 21 под контролем особой группы 45a электродвигателей, соответствующей группе 45 электродвигателей первой рабочей станции 11.
Работой устройства 10 управляет особое управляющее устройство (не показано). Такое управляющее устройство регулирует скорость вращения приемной бобины 2 в соответствии с фактическим диаметром намотки на приемную бобину 2 и регулирует натяжение, как описано выше.
Теперь будет приведено описание способа одновременной намотки удлиненного элемента 1 и вспомогательной ткани 3 на приемную бобину 2.
При предварительной операции подготовки устройства 10 оператор устанавливает приемную бобину 2 в рабочую станцию 11, перекатывая ее по земле.
Расстояние между противоположными рычагами системы 51 рычагов отрегулировано согласно ширине приемной бобины 2. Такое регулирование производится посредством особого пневматического цилиндра.
Приемную бобину 2 затем поднимают и перемещают в рабочее положение посредством системы 51 рычагов, приводимой в действие пневматическим приводом 52 (см. фиг.4).
В этот момент оператор наматывает несколько витков вспомогательной ткани 3 на приемную бобину 2, вручную стягивая эту вспомогательную ткань 3 с подающей бобины 60.
Устройство 30 определения отсоединяют, высвобождая пропорциональный клапан каждого пневматического привода 321, 322. Таким образом потенциометры 301 и 302 (или один потенциометр) перемещают близко к приемной бобине 2.
Относительное положение двух параллельных лент 231, 232 из второй конвейерной ленты 23 регулируют посредством приводов 291, 2 92 в соответствии с шириной приемной бобины 2 и с шириной удлиненного элемента 1.
Головную часть удлиненного элемента 1 затем размещают по касательной к сердцевине приемной бобины 2. Такое позиционирование получают путем приведения в действие группы 6 электродвигателей, приспособленной для перемещения подающей ленты 5, и группы 22 электродвигателей, приспособленной для перемещения конвейерных лент 21 и 23.
Затем устройство 30 определения повторно приводят в действие, подавая питание на пропорциональный клапан каждого пневматического привода 321, 322. Таким образом потенциометры 301 и 302 (или один потенциометр) поднимают до контактирующего участка 1' удлиненного элемента 1, который выступает из конвейерной ленты 23.
Затем начинают регулируемую намотку удлиненного элемента 1 и вспомогательной ткани 3 на приемную бобину 2 (эта конфигурация показана на фиг. 1 и более подробно на фиг. 2-4).
При переходном процессе в момент пуска приемную бобину 2 приводят во вращение соответствующей группой электродвигателей 50 с начальной скоростью вращения, вычисленной в соответствии с начальным диаметром, предварительно определенным путем намотки только лишь участка вспомогательной ткани 3 и в соответствии с линейной окружной скоростью приемной бобины 2. Эту линейную окружную скорость определяют путем определения линейной скорости вспомогательной ткани 3 посредством кодового датчика 70 положения. Последнюю натягивают на приемную бобину 2 за счет вращения этой бобины, обеспечивая таким образом намотку на ней вместе с удлиненным элементом 1.
Когда известна окружная скорость приемной бобины 2, вычисляют фактический диаметр намотки на приемную бобину 2.
При работе после переходного процесса в момент пуска скорость вращения приемной бобины 2 мгновенно регулируют в соответствии с упомянутым фактическим диаметром намотки так, чтобы мгновенная окружная скорость приемной бобины 2 была равной мгновенной скорости подачи удлиненного элемента 1. Последняя является изначально известной в качестве исходных данных позади по ходу подающей ленты 5, и впоследствии ее вычисляют путем регистрации, выполняемой фотоэлементами 7, предусмотренными на этой же самой подающей ленте 5.
Скорость вращения приемной бобины 2 дополнительно мгновенно регулируют за счет передачи по линии обратной связи сигнала, сгенерированного устройством 30 определения изменения длины участка 1' удлиненного элемента 1, подлежащего укладке. В частности, увеличивают или уменьшают скорость вращения приемной бобины 2 в соответствии с тем, определено ли устройством 30 определения, соответственно, уменьшение или увеличение длины участка 1' удлиненного элемента 1, подлежащего укладке.
В то же самое время элемент 45, представляющий собой электродвигатель, приводит в движение сборочный узел, определяемый конвейерной лентой 21, конвейерной лентой 23 и устройством 30 определения, заставляя его смещаться относительно приемной бобины 2 вдоль направления А подачи удлиненного элемента 1, причем это перемещение регулируют в соответствии с фактическим диаметром намотки на приемную бобину 2 для сохранения постоянной длины свободного участка удлиненного элемента 1, выступающего из устройства 30 определения. Скорости конвейерных лент 21 и 23 корректируют в соответствии с вышеупомянутым смещением.
Во время намотки удлиненного элемента 1 и вспомогательной ткани 3 на приемную бобину 2 группа 65 электродвигателей приводит подающую бобину 3 в движение в противоположном направлении (или, в альтернативном варианте, в том же самом направлении, но с меньшей скоростью) относительно вращения, управляемого приемной бобиной 2, которое в этом случае действует как тормоз. Когда известна скорость вращения подающей бобины 3 и ее окружная скорость (последнюю определяют посредством кодового датчика 70 положения), то мгновенно вычисляют фактический диаметр сматывания с этой бобины.
Когда известен фактический диаметр сматывания с подающей бобины 60 и фактический диаметр намотки на приемную бобину 2 и учтено желательное натяжение вспомогательной ткани 3, предельное значение крутящего момента в группе 65 электродвигателей обновляют для регулирования натяжения вспомогательной ткани 3 в течение всего технологического процесса.
Во время намотки удлиненного элемента 1 и вспомогательной ткани 3 на приемную бобину 2 подающую бобину 60 дополнительно перемещают перпендикулярно направлению подачи удлиненного элемента 1, удерживая вспомогательную ткань 3 ориентированной вдоль заданного направления натяжения. Приводом для такого перемещения служит привод 80, действующий в соответствии с сигналом, сгенерированным датчиком положения (не показан), приспособленным для определения положения бокового края вспомогательной ткани 3.
Кроме того, основание 90, на котором установлена приемная бобина 2 и подающая бобина 60, перемещают в поперечном направление относительно направления подачи удлиненного элемента 1, а приводом для этого служит группа 91 электродвигателей. Кроме того, такое поперечное перемещение имеет место при операции начальной настройки устройства 10 в соответствии с шириной используемой приемной бобины 2, или также для перемещения приемной бобины для ее вывода из производственной линии при операции загрузки/выгрузки, облегчая таким образом манипуляции оператора, выполняемые вручную.
Намотку удлиненного элемента 1 и вспомогательной ткани 3 на приемную бобину 2 выполняют до тех пор, пока датчиками 411, 412 не будет сгенерирована соответствующий сигнал опознавания, свидетельствующий о прохождении концов удлиненного элемента 1. Этот сигнал генерируется при прямом соприкосновении концов ролика 42 (который при работе соприкасается с верхней поверхностью удлиненного элемента 1) с регистрирующими поверхностями датчиков 411, 412.
После обнаружения упомянутого сигнала и по истечении заданного времени задержки, отрегулированного для обеспечения возможности завершения укладки удлиненного элемента 1 на приемную бобину 2, устройство 30 определения и соответствующую линию обратной связи на скорости вращения приемной бобины 2 отключают, и приводят в действие обратное смещение конвейерных лент 21 и 23 для укладки конца удлиненного элемента 1 на приемную бобину 2.
Затем выполняют операции выгрузки приемной бобины 2 и подающей бобины 60 из рабочей станции 11. Эти операции выполняют согласно процедуре, обратной описанной выше процедуре загрузки.
Между тем, конвейерная лента 21a рабочей станции 11a может быть приведена в положение, показанное на фиг.5, для возобновления намотки удлиненного элемента 1 на приемную бобину 2a. Эта намотка производится одновременно с намоткой вспомогательной ткани 3a, собранной на подающей бобине 60a, которая расположена на стороне приемной бобины 2a.
Следовательно, настройка устройства 10 в рабочей конфигурации с фиг.5 происходит автоматически в конце намотки на приемную бобину 2 рабочей станции 11 (конфигурация с фиг.1), и наоборот.
Когда конвейерная лента 21a находится в рабочем положении, показанном на фиг.5, то конвейерная лента 23 и устройство 30 определения из рабочей станции 11 находятся в соответствующих дистальных положениях относительно приемной бобины 2, вследствие чего головной конец конвейерной ленты 21a может быть расположен под устройством 30 определения. В этой рабочей конфигурации удлиненный элемент 1 направляют в обход рабочей станции 11 и подают на приемную бобину 2a для намотки на нее одновременно со вспомогательной тканью 3a. Такую намотку производят способом, полностью аналогичным тому способу, который был описан выше со ссылкой на рабочую станцию 11.
В особом варианте осуществления настоящего изобретения при переходном процессе в момент пуска скорость вращения приемной бобины 2, 2a составляет от 3 метров в минуту (м/мин) до 45 м/мин, тогда как при работе после переходного процесса в момент пуска она составляет от 30 м/мин до 45 м/мин.
Из приведенного выше описания ясно, что способ и устройство согласно настоящему изобретению позволяют выполнять одновременную намотку удлиненного элемента 1 на приемную бобину 2, 2a со вставкой вспомогательной ткани 3, 3a, обеспечивая автоматическое регулирование скорости намотки и натяжения как удлиненного элемента 1, так и вспомогательной ткани 3, 3a. Таким образом получена равномерная намотка без растягивающих напряжений при изменении условий работы, таких как, например, толщина и/или ширина, и/или вес/объем удлиненного элемента 1, диаметр и/или ширина приемной бобины 2, 2a. Кроме того, обеспечена возможность регулирования намотки хвостового участка удлиненного элемента 1 и автоматического управления центровкой вспомогательной ткани 3, 3a относительно удлиненного элемента 1.
Очевидно, что специалист в данной области техники может создать дополнительные изменения и варианты к описанного выше изобретения, удовлетворяющие конкретным и непредвиденным эксплуатационным характеристикам, причем эти изменения и варианты в любом случае не выходят за пределы объема охраны, определяемого прилагаемой ниже формулой изобретения.
Пневматическая шина
Способ и установка для производства покрышек
Способ и устройство для сборки шин
Способ и установка для сборки невулканизированных шин для колес транспортных средств
Способ и установка для производства шин для колес транспортного средства
Способ конструирования шипованной шины и шипованная шина, полученная этим способом
Покрышка для колес большегрузных транспортных средств
Шина для автомобиля
Зимняя шина
Способ и установка для сборки шин для колес транспортных средств
Пневматическая шина
Способ и установка для производства покрышек
Способ и устройство для сборки шин
Способ и установка для сборки невулканизированных шин для колес транспортных средств
Способ и установка для производства шин для колес транспортного средства
Способ конструирования шипованной шины и шипованная шина, полученная этим способом
Покрышка для колес большегрузных транспортных средств
Шина для автомобиля
Зимняя шина
Способ и установка для сборки шин для колес транспортных средств

