Результат интеллектуальной деятельности: СИСТЕМА УПРАВЛЕНИЯ ОХЛАЖДАЮЩИМ СРЕДСТВОМ И ПРОТИРОМ ДЛЯ КРИСТАЛЛИЗАТОРА МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛА
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ
Данное изобретение относится к системе управления охлаждающим средством и протиром для использования в кристаллизаторе машины непрерывного литья металла, которая может включать в себя управление положением протира и убираемый элемент для лучшего управления системой.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Металлические слитки, биллеты и другие литые детали можно получать способом литья, использующим ориентированный вертикально кристаллизатор, расположенный над большим литейным проемом ниже уровня пола установки для литья металла, хотя данное изобретение можно также использовать для горизонтальных кристаллизаторов. Нижним компонентом вертикального кристаллизатора является затравочный блок. Когда начинается процесс литья, затравочные блоки находятся в своей крайней верхней позиции в кристаллизаторах. Когда расплавленный металл заливают в отверстие кристаллизатора или полость и охлаждают (обычно водой), затравочный блок медленно опускают на заданный уровень посредством гидравлического цилиндра или другого устройства. Когда затравочный блок опускают, затвердевший металл или алюминий выходит через нижнюю часть кристаллизатора, и образуются слитки, круглые заготовки или биллеты различных геометрических форм, которые также можно обозначить как литые детали.
Хотя изобретение, в целом, применяется к литью металлов, включающих в себя не в качестве ограничения алюминий, латунь, свинец, цинк, магний, медь, сталь и подобное, приведенные примеры и раскрываемый предпочтительный вариант осуществления изобретения может быть направлен на алюминий и, следовательно, термины алюминий и расплавленный металл можно использовать повсеместно для единообразия, хотя изобретение применимо к металлам в более общем смысле.
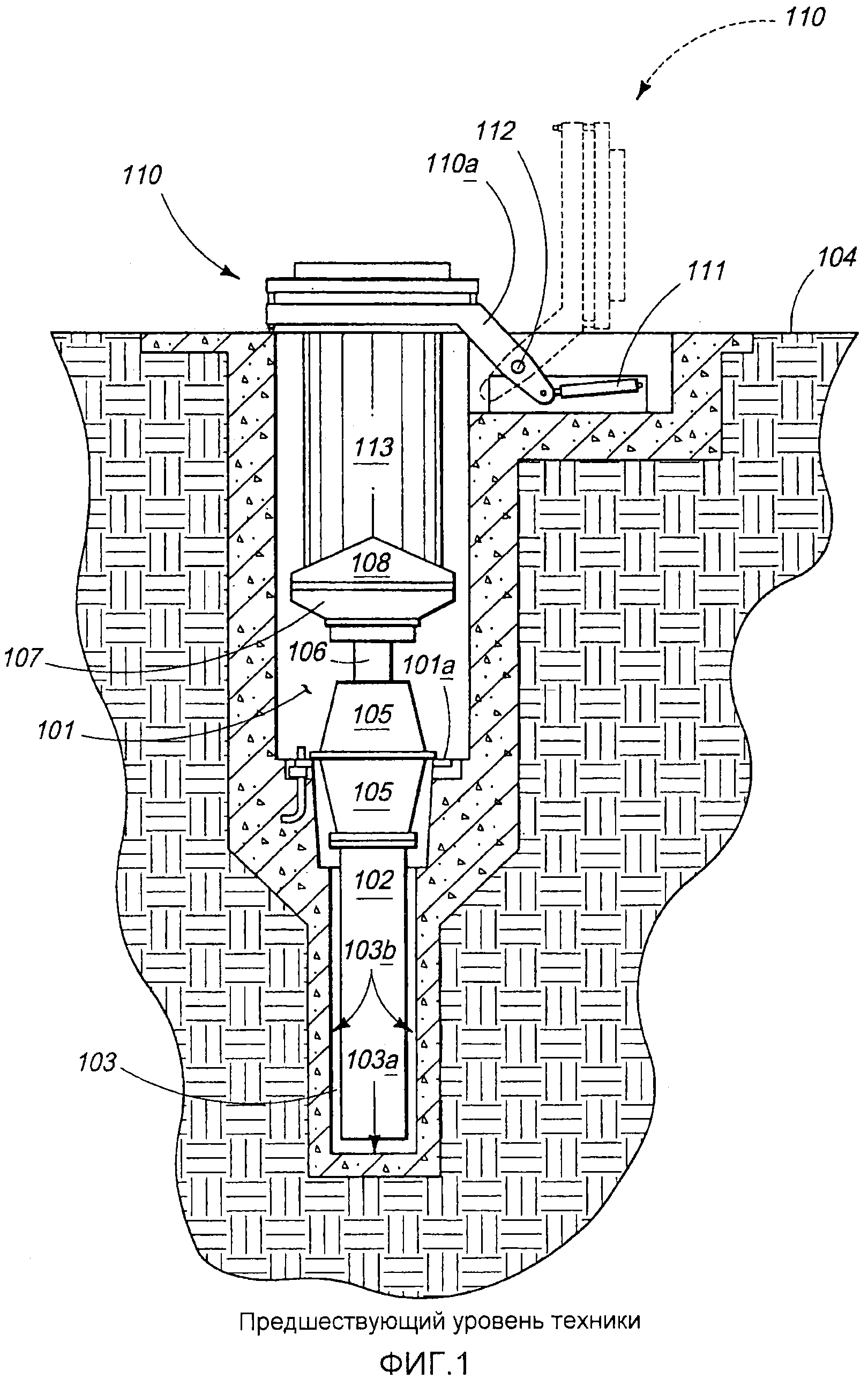
Существуют многочисленные пути обеспечения и выполнения вертикального литейного устройства, притом на Фиг. 1 показан один такой пример. На Фиг. 1 вертикальное литье алюминия, в общем, происходит в литейном проеме под уровнем отметки заводского пола. Прямо под полом 101а литейного проема имеется кессон 103, в котором размещена гильза 102 гидравлического цилиндра.
Как показано на Фиг. 1, компонентами нижнего участка типичного вертикального устройства литья алюминия, показанного внутри литейного проема 101, и кессона 103, являются гильза 102 гидравлического цилиндра, плунжер 106, кожух 105 установочной опоры основания, опорный стол 107 плунжера и основание 108 затравочного блока (также именуемое затравкой, или нижней плитой), все показано на отметках под полом 104 литейного сооружения.
Кожух 105 установочной опоры установлен на пол 101a литейного проема 101, под ним находится кессон 103. Кессон 103 ограничен своими боковыми стенками 103b и своим дном 103a.
Типичная сборка 110 литейного стола также показана на Фиг. 1, сборку можно смещать, как показано гидравлическим цилиндром 111, который толкает рычаг 110a смещения литейного стола, так что он вращается вокруг точки 112 и, при этом, поднимает и поворачивает главную сборку литейной рамы, как показано на Фиг. 1. Имеются также тележки для литейного стола, которые обеспечивают перемещение сборок литейного стола по направлению к позиции для литья над литейным проемом и от нее.
На Фиг. 1 дополнительно показан опорный стол 107 плунжера и основание 108 затравочного блока, частично опущенные в литейный проем 101 с литой деталью 113 (которая может являться слитком или биллетом). Литая деталь 113 находится на основании 108 затравочного блока, которое может включать в себя затравочную насадку или нижнюю плиту, которая обычно (но не всегда) стоит на основании 108 затравочного блока, все это известно в уровне техники, и нет необходимости по этой причине их показывать или описывать более детально. Хотя термин затравочный блок использован для позиции 108, следует отметить, что термины нижняя плита и затравочная насадка также используются в промышленности для обозначения позиции 108, нижнюю плиту обычно используют, когда отливают слиток, а затравочную насадку используют, когда отливают биллет.
Хотя основание затравочного блока 108 на фиг. 1 показано только для одного затравочного блока 108 и тумбы, как правило, несколько блоков и тумб устанавливают на каждом основании затравочного блока, при одновременной отливке биллетов, специальных конических форм или конфигураций, когда затравочный блок опускают в процессе литья.
Когда рабочую жидкость вводят в гидравлический цилиндр под достаточным давлением, плунжер 106 и, следовательно, затравочный блок 108, поднимается на заданный уровень начальной отметки, необходимой для процесса литья, при этом затравочные блоки находятся в сборке 110 литейного стола.
Опускание затравочного блока 108 выполняют с помощью дозирования выпуска рабочей жидкости из цилиндра с заданным расходом, при этом происходит опускание плунжера 106 и, следовательно, затравочного блока на заданный и регулируемый уровень. Кристаллизатор регулируемо охлаждают во время процесса, чтобы облегчить затвердевание выходящих слитков или биллетов, обычно с использованием средств водяного охлаждения. Хотя в описано использование гидравлического цилиндра, специалистам в данной области техники должно быть ясно, что возможно использование других механизмов и способов опускания стола.
Имеется множество форм и технологий литья, которые подходят к литейным столам, и какая-либо специальная из них не требуется для практической реализации различных вариантов осуществления данного изобретения, поскольку они известны специалистам в данной области техники.
Верхняя сторона типичного литейного стола функционально соединена или взаимодействует с системой распределения металла. Типичный литейный стол также функционально соединен с кристаллизаторами, которые он вмещает.
Когда металл отливают с использованием кристаллизатора для непрерывной вертикальной разливки, расплавленный металл охлаждается в кристаллизаторе и непрерывно выходит с нижнего конца кристаллизатора при опускании затравочного блока. Выходящий биллет, слиток или другая конфигурация должны достаточно затвердеть, чтобы поддерживать необходимую форму. В некоторых технологиях литья может существовать воздушный промежуток между выходящим затвердевшим металлом и проницаемой кольцевой стенкой, а в других может иметь место прямой контакт. Ниже существует также воздушная полость кристаллизатора между выходящим затвердевшим металлом и нижним участком кристаллизатора и связанным с ним оборудованием.
По завершении литья литые детали, биллеты в данном примере, убирают с нижней плиты.
Процесс литья начинается вводом расплавленного металла в полость кристаллизатора и затвердевание расплавленного металла, проходящего через полость кристаллизатора, происходит с применением охлаждающей текучей среды, такой как вода. Охлаждающую текучую среду подают вокруг периметра полости кристаллизатора и способом, обеспечивающим охлаждение стенок полости кристаллизатора. При охлаждении стенки полости кристаллизатора расплавленный металл, смежный со стенкой, в общем, затвердевает и происходит усадка по периферии поверхности затвердевающей литой детали. Усадка литой детали затем обуславливает отход затвердевающей литой детали от более холодной стенки кристаллизатора, дающий в результате некоторое повторное плавление затвердевающей поверхности литой детали и расширение обратно к стенке кристаллизатора. Проходит процесс затвердевания и получающаяся в результате литая деталь выходит из полости кристаллизатора с затвердевшей наружной поверхностью или коркой и внутреннее ядро литой детали остается в расплавленном состоянии. Непрерывная подача охлаждающей текучей среды применяется по периметру затвердевающей литой детали, выходящей из полости кристаллизатора.
Объем охлаждающей текучей среды, подаваемой к выходящей литой детали, может являться значительным и, если его не регулировать, среда должна проходить вниз по наружной поверхности литой детали и обуславливать дополнительное охлаждение и затвердевание сердцевины литой детали. Воздействие на наружную поверхность литой детали капель или потока охлаждающей текучей среды после первоначального прямого охлаждения выходящей литой детали меняет параметры охлаждения литой детали и металлургические характеристики получаемой литой детали. Процесс непрерывного литья, в общем, дает в результате относительно быстрое затвердевание наружной части литой детали (в особенности для более крупных литых деталей, таких как слитки) но внутренняя часть остается в некотором промежуточном состоянии между расплавленным и затвердевшим. Это приводит к возникновению внутренних напряжений в различных местах внутри литой детали и может вызывать в результате нежелательные изъяны и дефекты.
Необходимо регулирование расхода и охлаждающего действия охлаждающей текучей среды после начального прямого резкого охлаждения литой детали. Прямое резкое охлаждение охлаждающей текучей средой, приводящее к затвердеванию наружной поверхности или корки литой детали, обуславливает возникновение внутренних напряжений в структуре металла; вместе с тем, если обеспечивать сохранение высокой температуры сердцевины затвердевающей литой детали в течение некоторого периода времени после начального прямого резкого охлаждения, происходит разупрочнение литой детали, снимающее усадочные напряжения. Это, в частности, относится к некоторым наиболее желательным сплавам, таким как сплавы, используемые в аэрокосмической отрасли, например сплавы серии 2XXX и/или 7XXX.
Если избыточная охлаждающая текучая среда недостаточно регулируется и проходит по стороне охлаждающейся литой детали, это вызывает нежелательное дополнительное охлаждение сердцевины литой детали и препятствует необходимому процессу разупрочнения литой детали.
Системы по типу протира/скребка давно используются в данной области техники для управления течением излишней охлаждающей текучей среды на поверхности охлаждения литой детали. Данные известные системы протира разработаны для управления течением и/или отводом охлаждающего средства от нижних участков затвердевающей литой детали. Протир, в общем, прилегает к наружной поверхности литой детали и находится в контакте по периметру с наружной поверхностью. Протир является некоторым аналогом скребка, используемого для мойки окон, и устанавливается относительно литой детали так, что охлаждающее средство отводится от поверхности литой детали.
В отрасли общепринятым является использование протира, выполненного из силикона, надувных резиновых протиров или того, что принято называть воздушными шаберами, для выполнения протирки или отвода нежелательной избыточной охлаждающей текучей среды. Протир, в общем, имеет кольцеобразную конфигурацию с прохождением вокруг конкретной литой детали, и выполнен с возможностью нахождения в контакте с наружной поверхностью литой детали. Протир, в общем, отводит охлаждающую текучую среду от наружной поверхности литой детали так, что текучая среда спускается в литейную яму от поверхности литой детали для исключения нежелательного охлаждения.
Традиционно используют систему протира с фиксированной или статической установкой протира достаточно далеко от кристаллизатора снизу от него для предотвращения перегрева в стационарном режиме или на втором переходном этапе и достаточно близко к кристаллизатору, так что литая деталь может удерживать достаточное тепло для обеспечения действия разупрочнения литой детали. При пуске или близко к пуску данных традиционных систем затвердевающая литая деталь должна проходить через протиры но имеется время, когда дополнительная вода задерживается между протиром, затравочным блоком или головкой и литой деталью в течение некоторого времени (в нормальных условиях, в минутном диапазоне). Данная дополнительная вода при пуске приводит к усиленному и нежелательному охлаждению литой детали и может также вызывать попадание охлаждающей текучей среды в площадь затравочного блока и увеличивать возможность формирования трещины на нижнем участке литой детали или вблизи него во время или после затвердевания. В некоторых вариантах осуществления данного изобретения протир перемещен на достаточное расстояние ниже кристаллизатора и затравочного блока литой детали для предотвращения неправильного направления охлаждающего средства к затравочному блоку или в другое место во время стадии или этапа пуска.
Поэтому задачей некоторых вариантов осуществления данного изобретения является создание нового исполнительного механизма протира и нового способа улучшенного позиционирования системы управления охлаждающей средой, или протиром, относительно длины отливки. Данная задача заключается в оптимизации синхронизации и положения системы управления охлаждающей средой или протиром, соотнесенным с кристаллизатором, обеспечивая в результате лучшее разупрочнение литой детали при минимизации отбора или захвата нежелательного охлаждающего средства в затравочный блок или стартовую головку.
Нижняя часть или основание затвердевшей литой детали можно называть основанием, и основание литой детали является областью, где имеется высокая вероятность возникновения трещин и других нежелательных возможных дефектов литой детали. Если трещины развиваются на участке основания литой детали, литая деталь, в общем, отправляется в металлолом, металл должен быть повторно расплавлен и вновь очищен. Отправка в металлолом всей отливки вследствие трещины на участке основание слитка или литой детали является весьма дорогостоящей.
Данным изобретением создана система управления охлаждающей текучей средой или протиром а, в которой более эффективно используются места установки и перемещение протира во время стадий процесса литья для создания лучше регулируемого охлаждения затвердевшей литой детали. Известные в уровне техники решения с размещением протира в одном положении относительно литой детали на все время выполнения отливки не дают эффективной оптимизации охлаждения литой детали в сравнении с данным изобретением. Важно, что осуществляют регулирование охлаждения литой детали и его оптимизацию во время пуска, переходной стадии нагрева и затем во время стационарного режима.
Поэтому задачей вариантов осуществления данного изобретения является создание системы управления охлаждающей текучей средой и протиром, более эффективно регулирующей положение протира и его перемещение во время всех трех стадий литья, а именно во время пуска, переходной стадии нагрева и второй переходной стадии.
В некоторых вариантах осуществления данного изобретения данная задача решается установкой при пуске протира вначале на расстоянии от затвердевающего металла и охлаждающей текучей среды, быстрым перемещением протира к затвердевающей литой детали во время переходной стадии нагрева и затем управлением перемещением и положением протира в направлении от кристаллизатора во время второй переходной стадии литья.
Другие задачи, признаки и преимущества данного изобретения должны стать ясны из подробного описания, формулы изобретения и прилагаемых чертежей. При решении задач данного изобретения следует понимать, что его существенные признаки могут меняться в части конструктивного исполнения и структуры устройства, при этом только один практичный и предпочтительный вариант осуществления показан на прилагаемых чертежах в соответствии с требованиями.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Предпочтительные варианты осуществления изобретения описаны ниже со ссылкой на прилагаемые чертежи.
На Фиг. 1 показан вид сбоку вертикального литейного проема, кессона и устройства литья металла по существующему уровню техники.
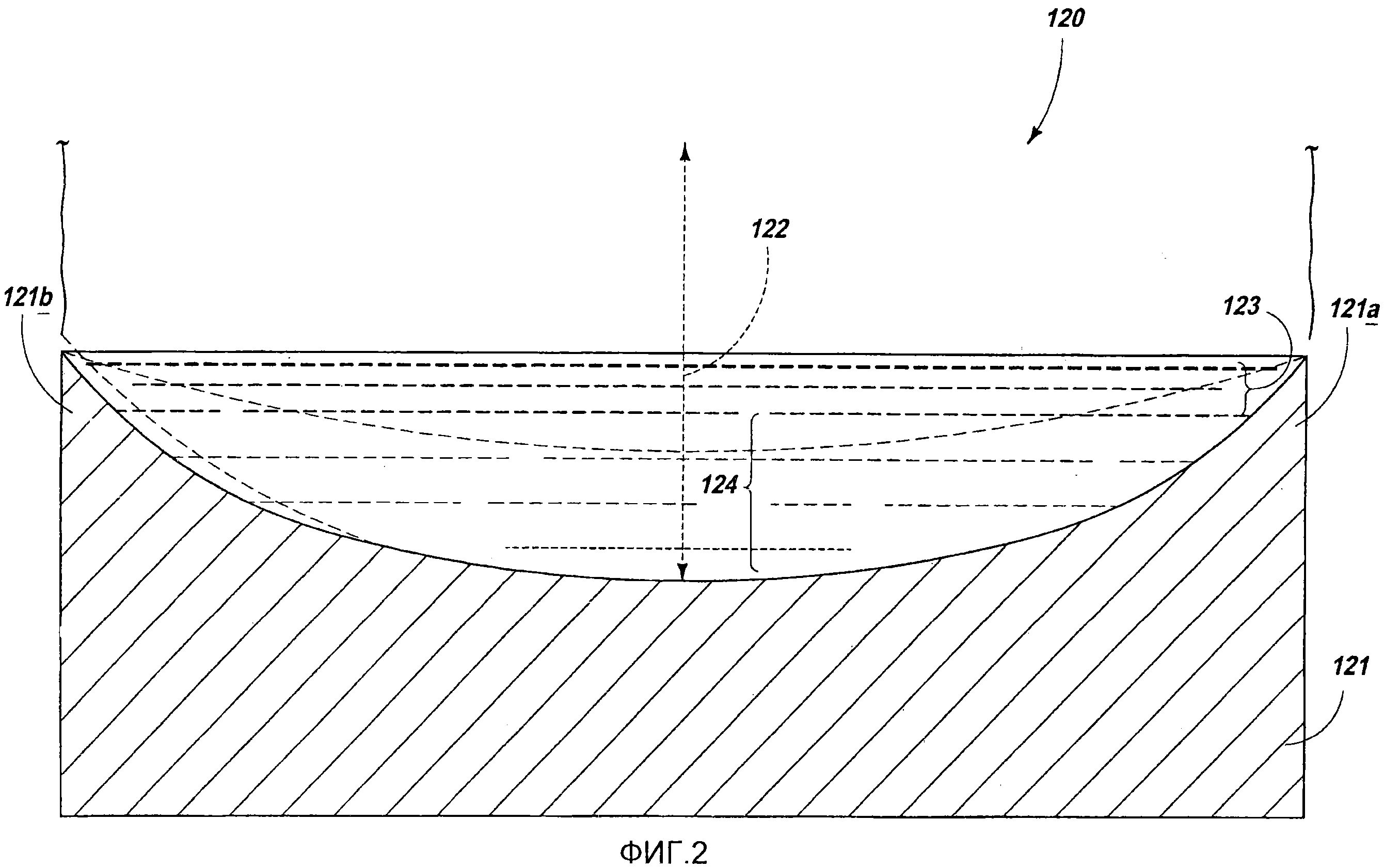
На Фиг. 2 показано сечение нижней плиты обычной конфигурации.
На Фиг. 3 показан вид сбоку кристаллизатора машины непрерывного литья при начале или вблизи начала литья, с нижней плитой, установленной на дне полости кристаллизатора, и системой управления охлаждающей средой в опущенном положении ниже нижней плиты.
На Фиг. 4 показан изометрический вид варианта осуществления данного изобретения, где рамная конструкция установлена соотнесенной с кристаллизатором машины непрерывного литья, при этом система управления охлаждающей средой содержит протир и показана в положении пуска, то есть ниже нижней плиты.
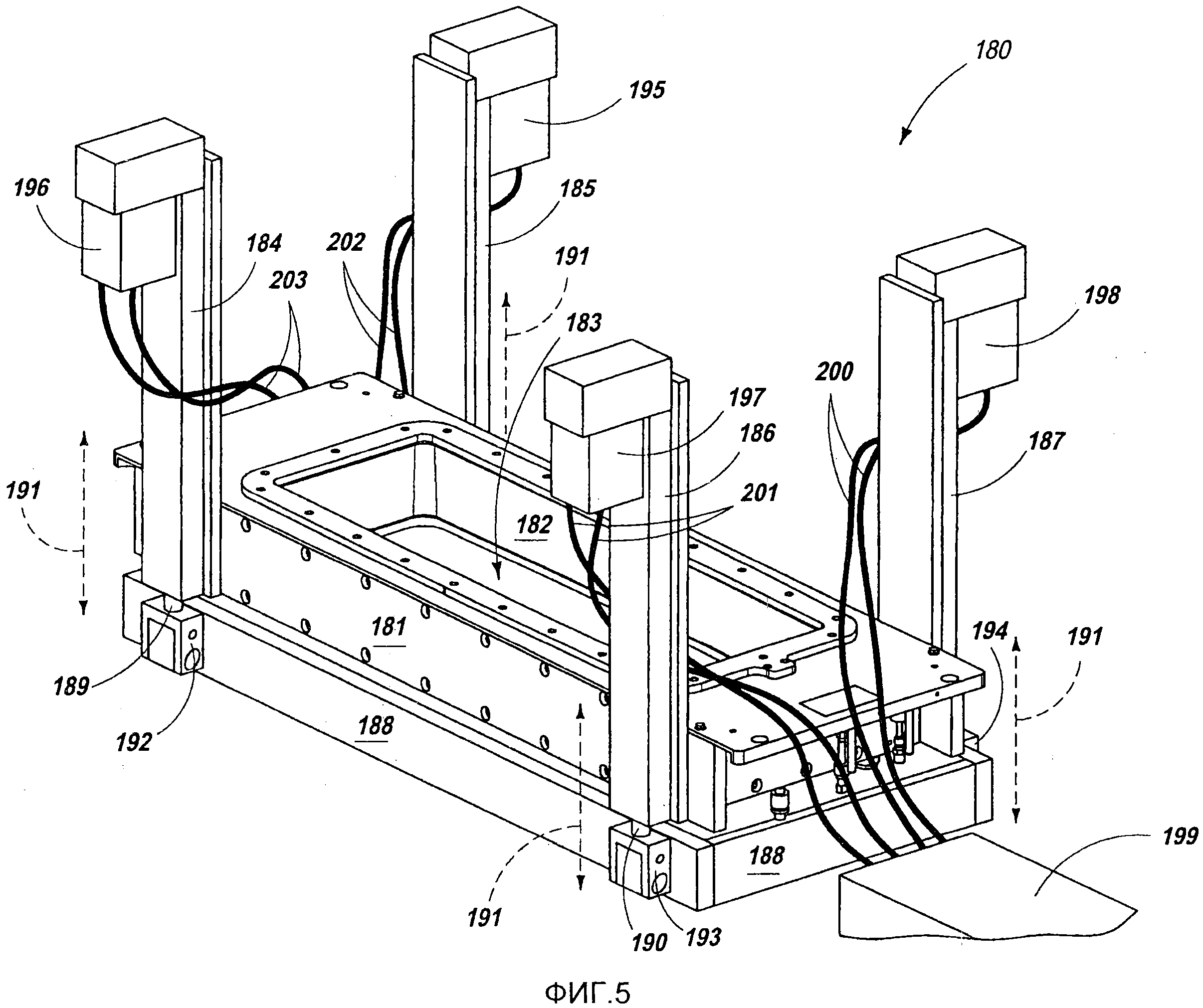
На Фиг. 5 показан изометрический вид варианта осуществления данного изобретения, где рамная конструкция установлена соотнесенной с кристаллизатором машины непрерывного литья, при этом система управления охлаждающей средой или протиром показана в положении сразу после пуска и после подтягивания назад к полости кристаллизатора.
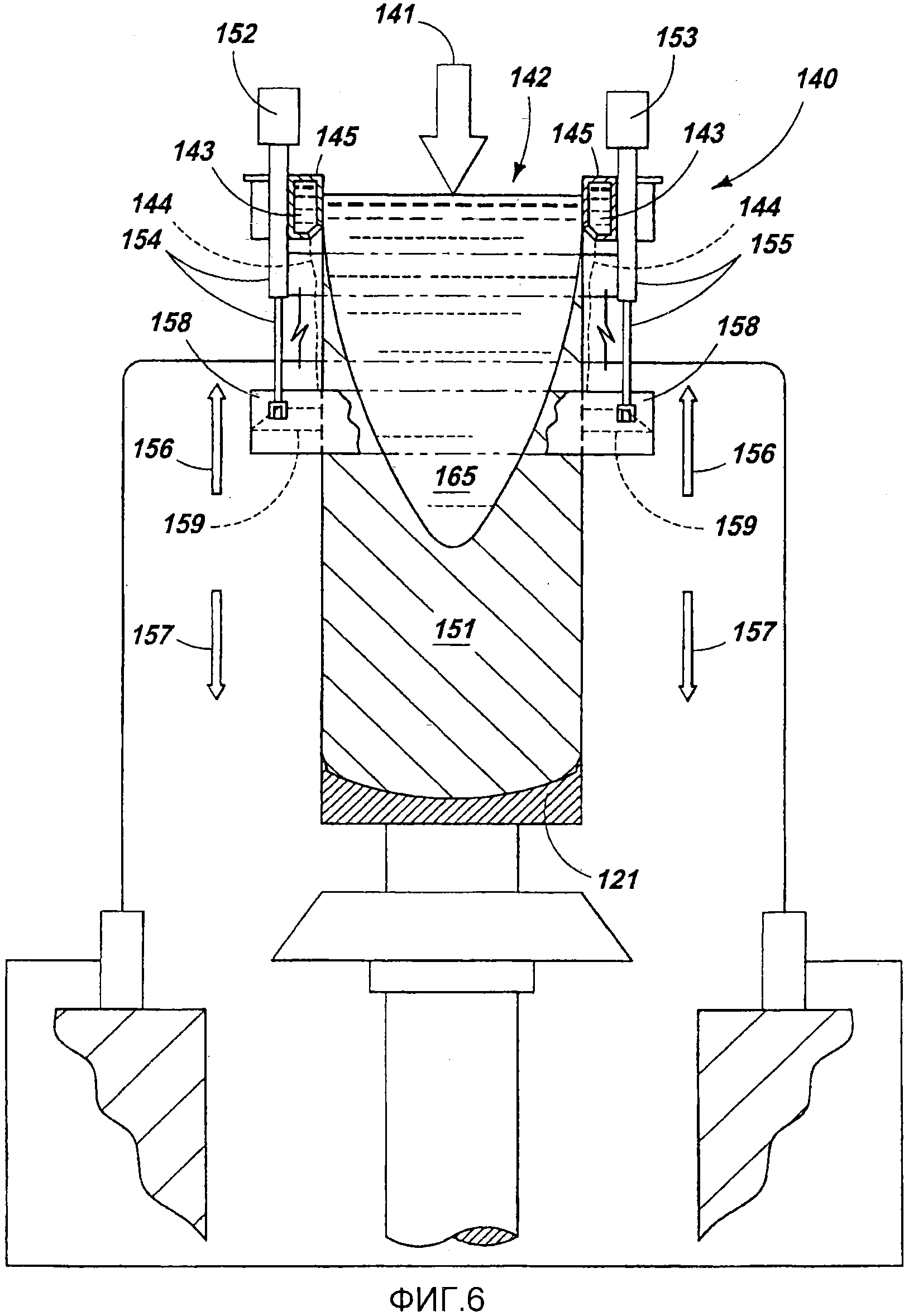
На Фиг. 6 показано сечение для одного примера конфигурации литья, которую можно использовать для практической реализации вариантов осуществления данного изобретения, показана система управления охлаждающей средой или протиром в положении над нижним уровнем расплавленного металла в литой детали.
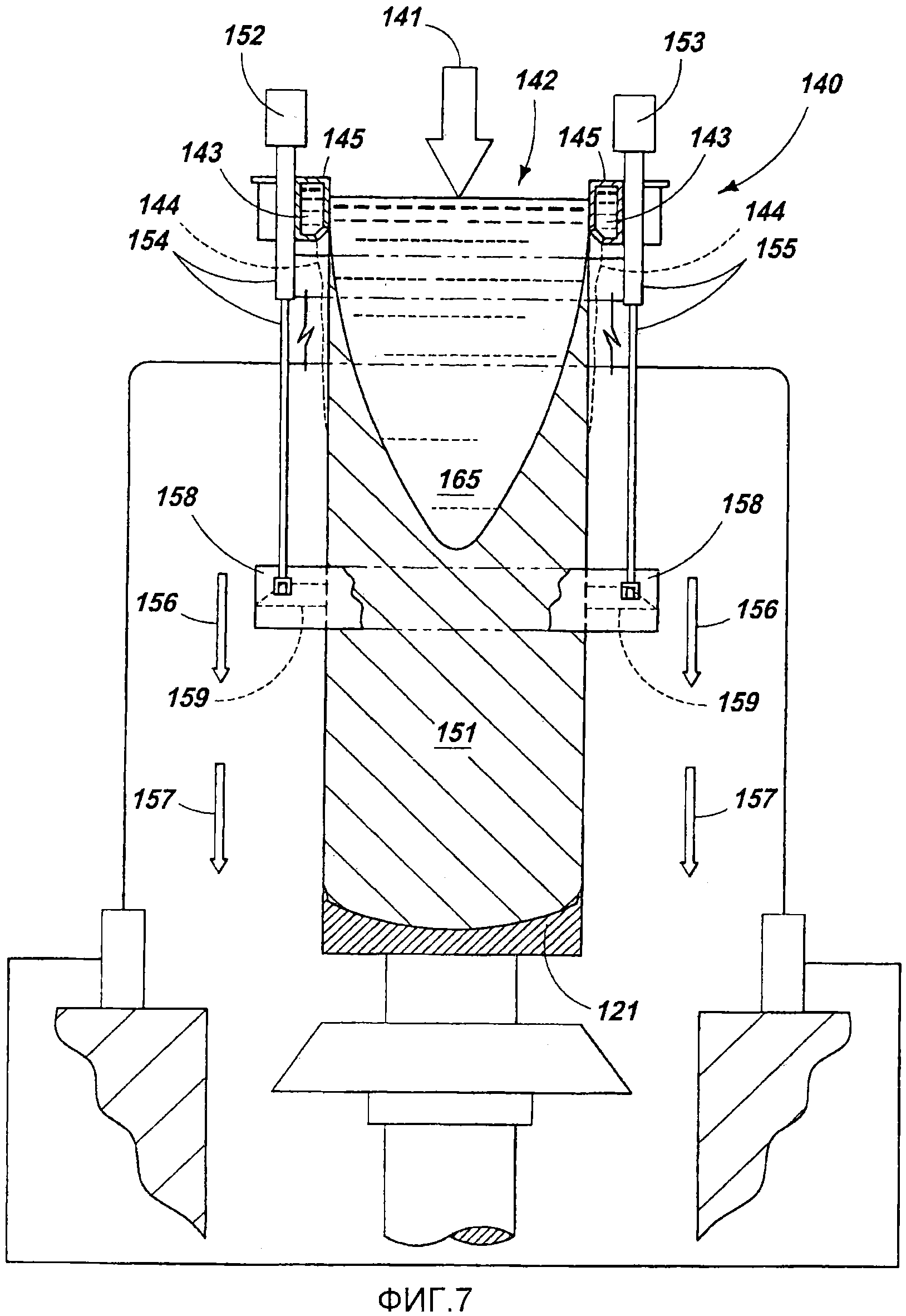
На Фиг. 7 показано сечение для одного примера конфигурации литья, которую можно использовать для практической реализации вариантов осуществления данного изобретения, показана система управления охлаждающей средой или протиром в положении ниже нижнего уровня расплавленного металла в литой детали.
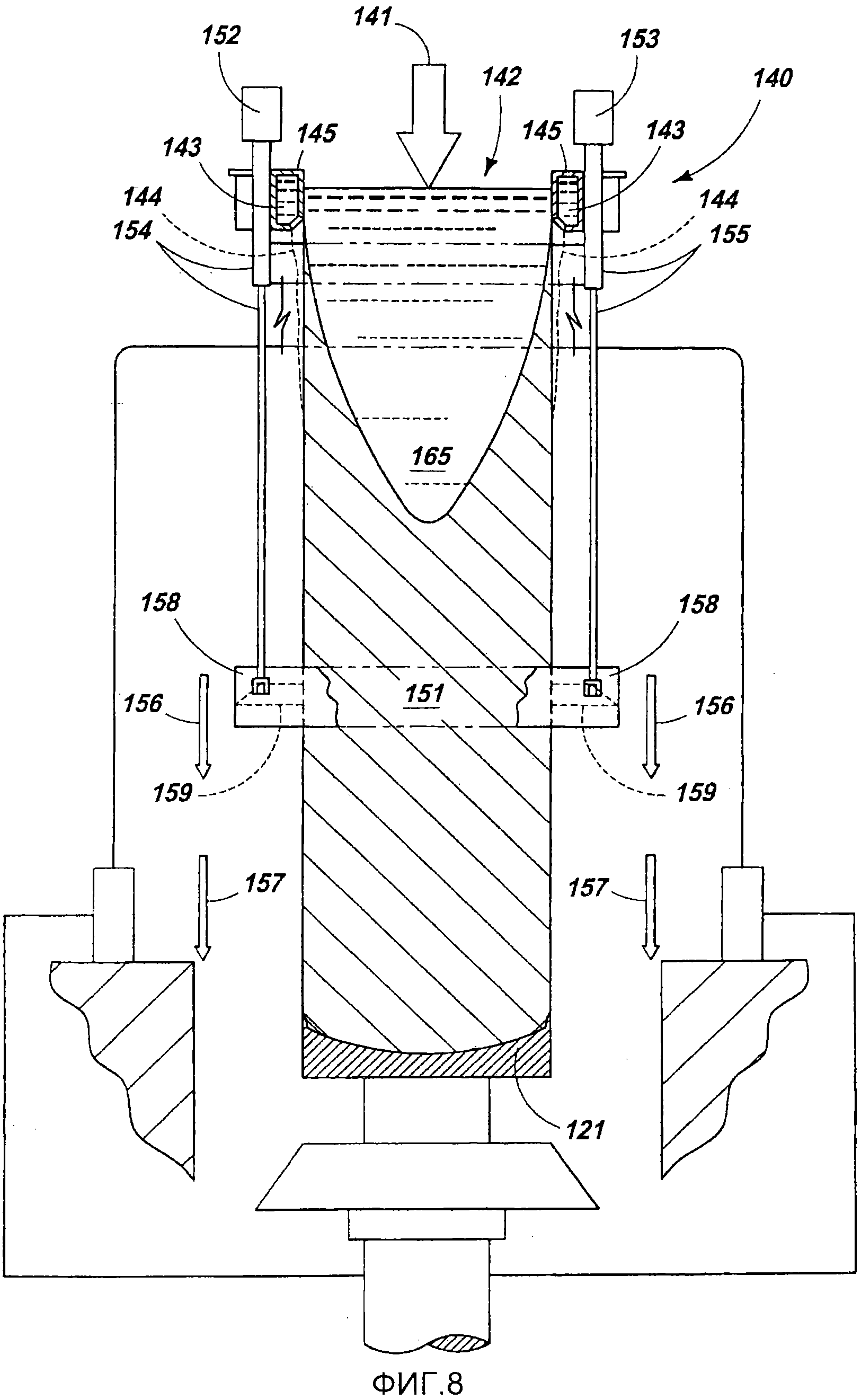
На Фиг. 8 показано сечение для одного примера конфигурации литья, которую можно использовать для практической реализации вариантов осуществления данного изобретения, показана система управления охлаждающей средой или протиром в положении дополнительно ниже нижнего уровня расплавленного металла в литой детали.
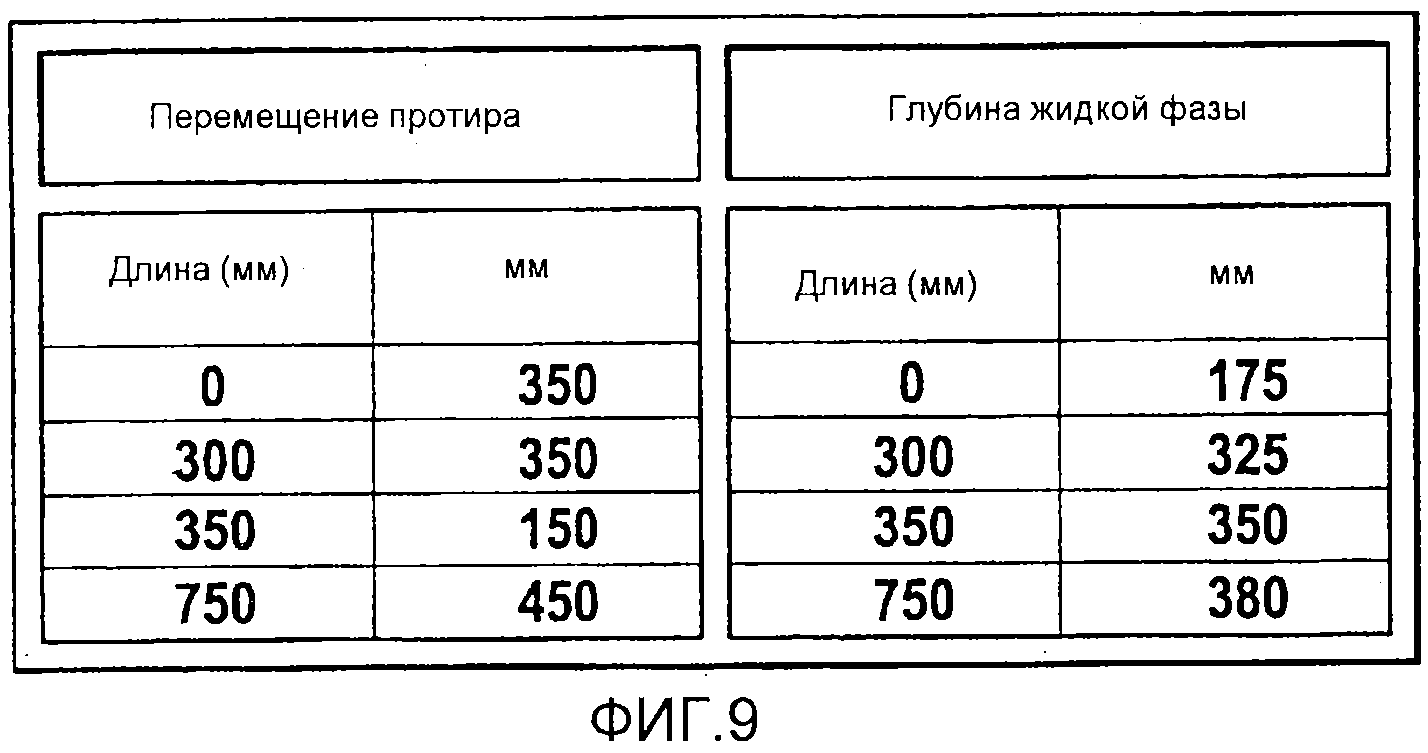
На Фиг. 9 в таблице показаны примеры перемещения протира в зависимости от глубины жидкой фазы.
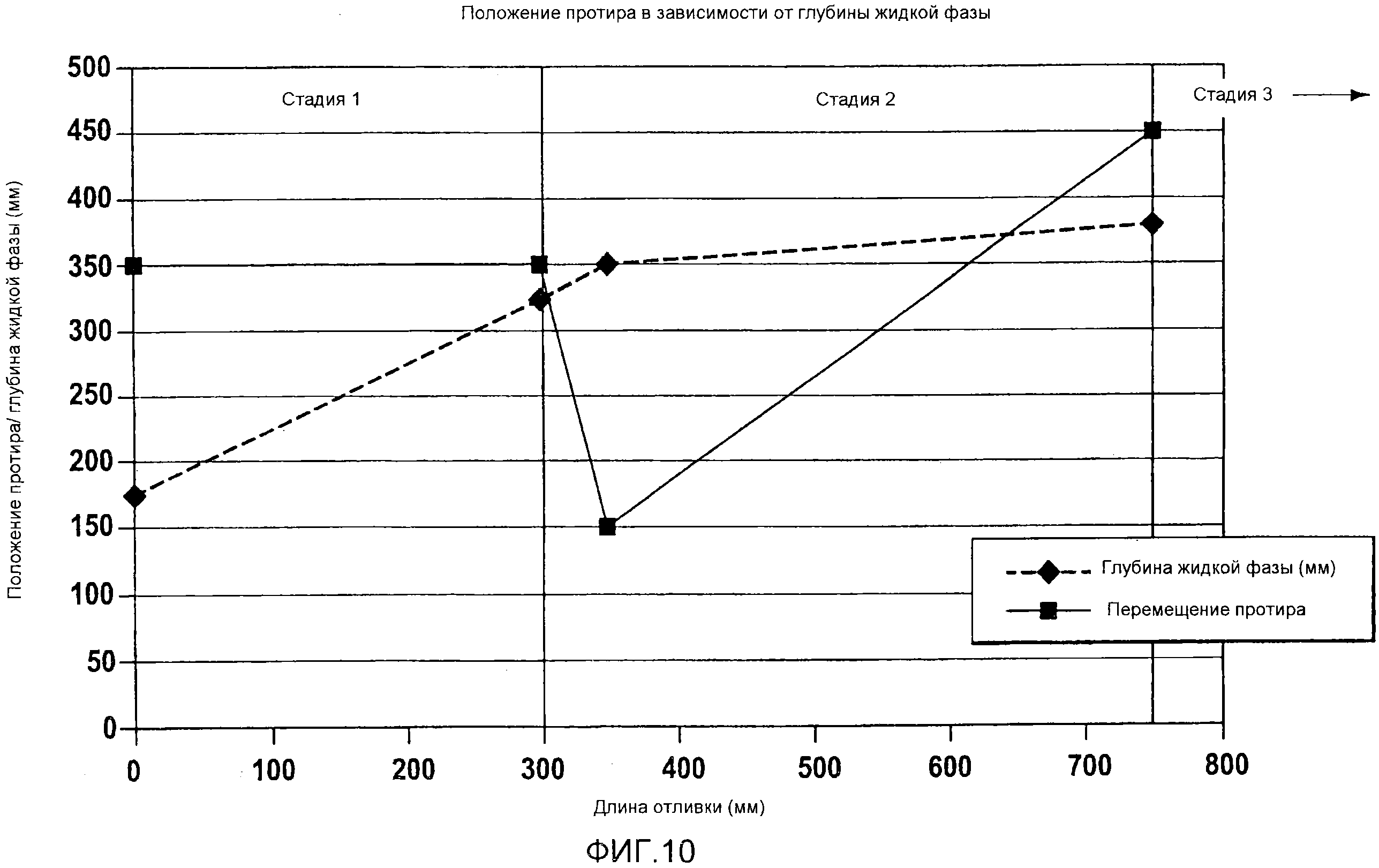
На Фиг. 10 на графике показаны примеры перемещения протира в зависимости от глубины жидкой фазы для некоторых вариантов осуществления данного изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Многие из крепежных, соединяющих, изготовляющих и других средств и компонентов, используемых для описанного изобретения, являются широко известными и используемыми в области техники описываемого изобретения, и указание на их точную суть или тип не обязательны для понимания и использования данного изобретения специалистами в данной области техники или науки, поэтому они не будут рассматриваться подробно. Кроме того, различные компоненты, показанные или описанные в данном документе, для любого конкретного применения данного изобретения можно изменять или менять, как предлагает данное изобретение и практическое конкретное применение, или вариант осуществления любого элемента может быть широко известным или используемым в технике или специалистами в данной области техники или науки; поэтому каждый из них не должен рассматриваться с существенными деталями.
Указание на единственное или множественное число при использовании в формуле изобретения в данном документе используются согласованно со сложившейся практикой сокращения формулы изобретения и не для ограничения. Если иное специально не установлено в данном документе, такие указания не предусматривают ограничения одним таким элементом, но вместо этого означают «по меньшей мере».
Следует понимать, что данное изобретение можно использовать в соединении с различными технологиями литья металла и конфигурациями. Кроме того, следует понимать, что данное изобретение можно использовать в устройствах горизонтального или вертикального литья.
Кристаллизатор или рамная конструкция кристаллизатора, которую можно использовать в вариантах осуществления данного изобретения, должен быть способен принимать расплавленный металл из источников расплавленного металла, принадлежащих к различным конкретным типам. Полости в кристаллизаторе должны, при этом, ориентироваться в положение приема текучей среды или металла кристаллизатором относительно источника расплавленного металла.
Специалисту в данной области техники должно быть также ясно, что варианты осуществления данной системы управления охлаждающей средой и протиром могут и должны объединяться с существующими системами и/или модернизировать существующие работающие системы литья, все в объеме данного изобретения.
В некоторых вариантах осуществления настоящего изобретения технологическая или управляющая система могут представлять возможность выполнения процесса литья в три стадии: (1) при пуске протир может быть установлен непосредственно под стартовой головкой и литой деталью для предотвращения захвата избыточной или нежелательной охлаждающей текучей среды (в нормальных условиях, вода) под основанием литой детали во время пуска литья. Это следует называть стадией или этапом пуска или стадией без помех. (2) Во время следующей стадии литья, переходной стадии нагрева, система управления охлаждающей средой или протиром может перемещаться к полости кристаллизатора мимо участка основания литой детали в ускоренном режиме, так что вода не удерживается между протиром, литой деталью основания и стартовой головкой или нижней плитой. Данное быстрое перемещение к полости кристаллизатора можно относить к перемещению вверх, но специалисту в данной области техники должно быть ясно, что данная система не ограничена, по существу, вертикальными системами. Системы управления охлаждающей средой или протиром, предложенные данным изобретением, могут продвигаться или перемещаться выше конца жидкой фазы и выреза затравки, что обеспечивает чистое вытирание воды с поверхностей литой детали вначале процесса.
Имеются возможности достижения поставленных целей управления охлаждающей средой на третьей стадии, которую можно также отнести к стационарному режиму или стадии разупрочнения. На данной стадии система управления охлаждающей средой или протиром медленно перемещается вдоль затвердевшей литой детали и в направлении ухода от полости кристаллизатора (вертикально вниз в вертикальном устройстве непрерывного литья). Система управления охлаждающей средой может опускаться в любое необходимое положение стационарного режима, в зависимости от литья. Одним примером такого перемещения является перемещение протира под конец жидкой фазы для предотвращения перегрева литой детали, когда литая деталь перемещается в стационарном режиме. Данный тип управления обеспечивает необходимое разупрочнение для снятия напряжений в литой детали в результате отвода протиром жидкого охлаждающего средства от наружной поверхности литой детали.
Показанное на Фиг. 1 описано выше в разделе предпосылки изобретения, описание здесь не повторяется.
На Фиг. 2 показано сечение по высоте конструкции 120 обычной нижней плиты, причем нижняя плита 121 имеет стороны 121а и 121b, и высота 122 участка основания литой детали. Зона 124 в нижней части литой детали является уязвимой для растрескивания и других проблем качества, если охлаждение и применение охлаждающего средства должным образом не регулируется, в особенности в сплавах аэрокосмического типа, таких как 2XXX и 7XXX.
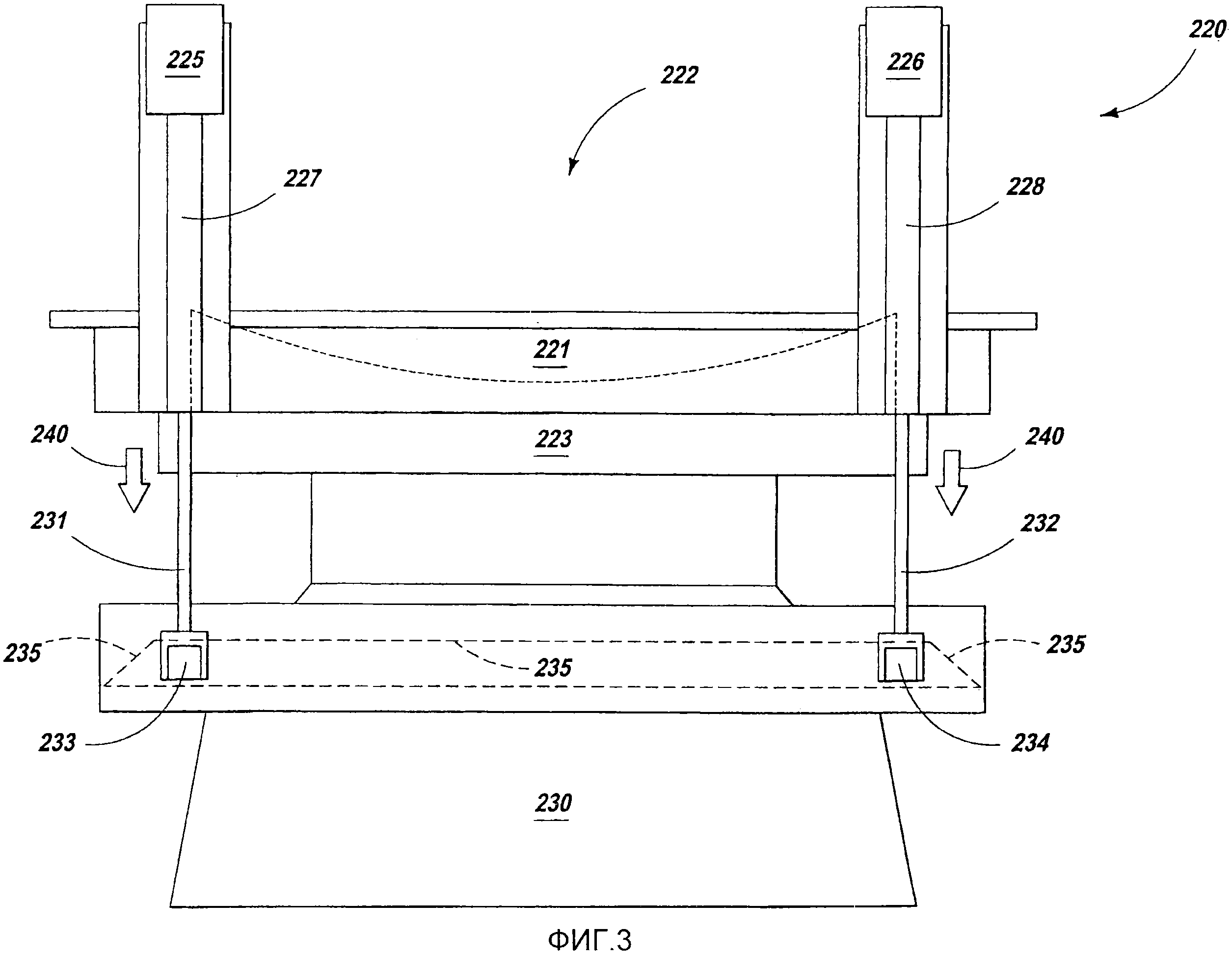
На Фиг. 3 показан вид сбоку кристаллизатора 222 машины непрерывного литья около начала литья в одном варианте осуществления данного изобретения с нижней плитой 223, установленной сверху на дно полости кристаллизатора, и системой 220 управления охлаждающим составом, установленной в выдвинутом положении ниже нижней плиты. На Фиг. 3 показана рамная конструкция 221 кристаллизатора, зазор 224 между нижней плитой 223 и полостью кристаллизатора перед вводом расплавленного металла. На Фиг. 3 также показана система опорных конструкций 227 и 228 для протира, толкатели 231 и 232, выходящие из нее и функционально прикрепленные узлами 233 и 234 крепления протира к протиру 235 для литой детали. Как известно в технике, величина и форма протира должны быть выполнены в соответствии с формой сечения литой детали в конкретном варианте осуществления.
Стрелки 240 указывают, что нижняя плита должна перемещаться в направлении вниз, когда начинается литье, и стол 230 показан ниже и поддерживает нижнюю плиту 223. На Фиг. 3 также показана установка протиров или лезвия протира в стороне от пути начального пуска для предотвращения создания условий непредусмотренной подачи охлаждающего средства на нижнюю плиту 223. В некоторых вариантах осуществления изобретения при переходном нагреве протир литой детали может перемещаться вверх в положение в нижней части кристаллизатора или вблизи нее, находящееся в некоторых вариантах осуществления данного изобретения над свесом стартовой головки и вырезом в основании затравки.
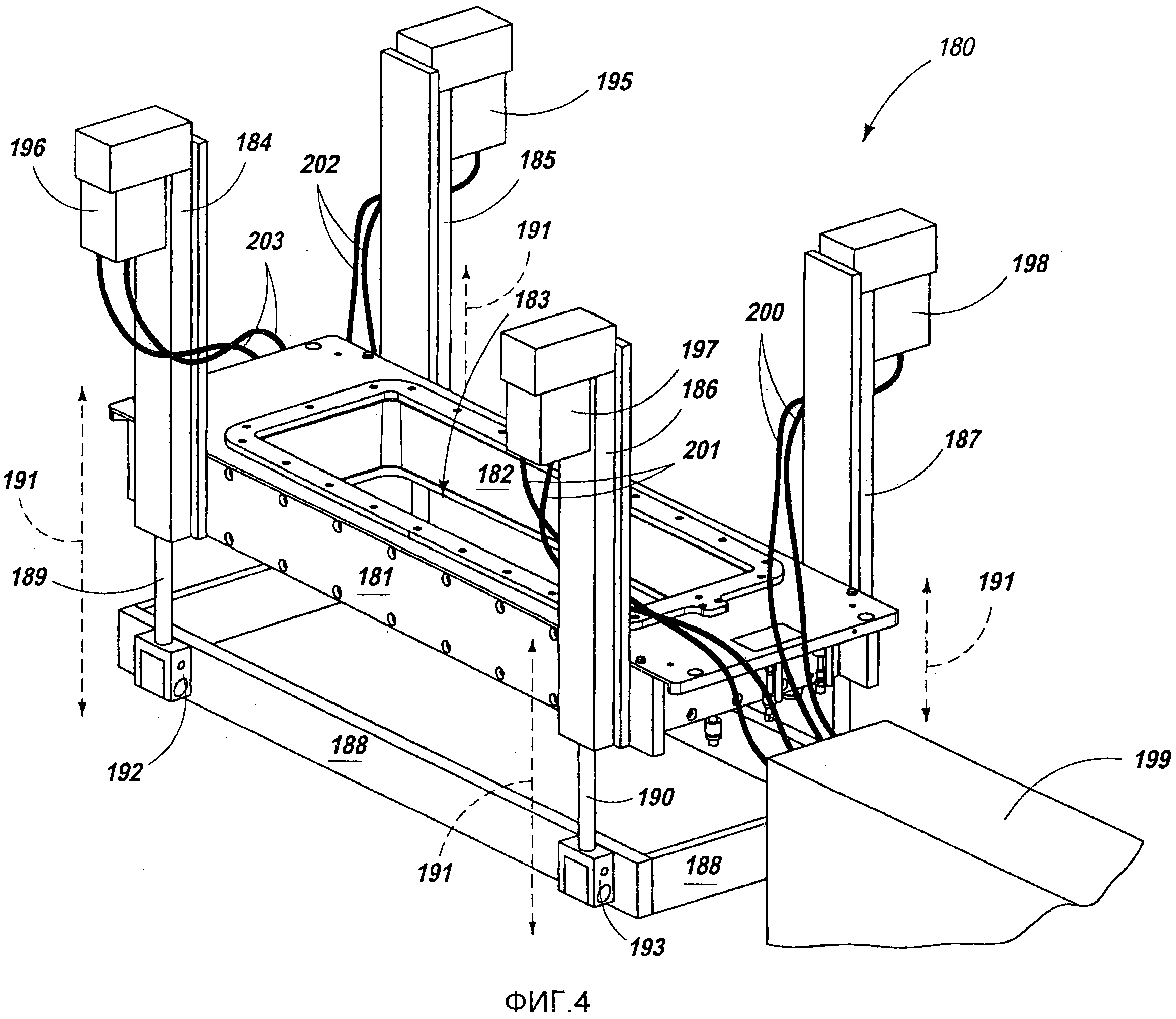
На Фиг. 4 показан изометрический вид варианта осуществления данного изобретения, система 180 управления охлаждающей средой установлена связанной с рамной конструкцией 181 кристаллизатора машины непрерывного литья, в одной возможной конфигурации, необходимой при пуске. На Фиг. 4 протир показан опущенным и убранным с пути затравочного блока или нижней плиты (не показано на данной Фигуре), что может являться предпочтительным местоположением во время пуска для содействия предотвращению попадания дополнительной охлаждающей текучей среды в затравочный блок. Если протир располагается непосредственно у или вблизи затравочного блока и полости кристаллизатора во время пуска, это может увеличить поступление охлаждающей текучей среды в области затравочного блока и увеличить возможность возникновения трещин на или вблизи участка основания литой детали во время или после затвердевания.
Стрелки 191 показывают, как гидравлические штоки 189 и 190 (другие не показаны) могут выдвигаться и втягиваться для перемещения системы 180 управления протиром. Выдвижение гидравлических штоков 189 и 190 данным способом (от кристаллизатора) создает более предпочтительные условия пуска, как указано выше. На Фиг. 4 показана рама 188 протира, узлы 192 и 193 крепления для рамы протира к штокам 189 и 190.
На Фиг. 4 также показан один путь практической реализации аспекта управления согласно настоящему изобретению с помощью исполнительных механизмов 195, 196, 197 и 198, электрически соединенных с контроллером 199 электрическими кабелями или проводами 200, 201, 202 и 203. На Фиг. 4 также показана стенка 182 полости кристаллизатора, полость 183 кристаллизатора, рамные конструкции 184, 185, 186 и 187 приведения в действие протира, каждая функционально установленная на рамной конструкции 181 кристаллизатора или соотнесенная с ней. Специалисту в данной области техники должно быть ясно, что любой из ряда контроллеров и исполнительных механизмов можно использовать в практической реализации данного изобретения, при этом не требуется реализации каждого конкретно во всех вариантах осуществления данного изобретения.
На Фиг. 5 показан изометрический вид варианта осуществления данного изобретения, система 180 управления охлаждающей средой установлена связанной с рамной конструкцией кристаллизатора машины непрерывного литья, система находится в положении сразу после пуска и после своего перемещения обратно к кристаллизатору 181. Позиции, аналогичные показанным Фиг. 4, не должны здесь повторяться. Данную стадию литья может называть переходной стадией нагрева. После начала отхода от нижней плиты во время пуска предпочтительным в некоторых вариантах осуществления данного изобретения является быстрое перемещение рамной конструкции 188 протира литой детали в положение на или вблизи выхода полости 183 кристаллизатора. Данная мера должна уменьшать нежелательное охлаждение литой детали во время переходной стадии нагрева.
На Фиг. 6 показано сечение для одного примера конфигурации литья, которую можно использовать для практической реализации вариантов осуществления настоящего изобретения, при этом показана система 140 управления охлаждающей средой или протиром, где протир 158 литой детали установлен над нижним уровнем еще расплавленного металла 165 в центре затвердевающей литой детали 151 и в положении после переходного участка нагрева. На Фиг. 6 показан стрелкой 141 поток расплавленного металла 142 в полость кристаллизатора, рамная конструкция 145 кристаллизатора с водным трубопроводом 143 в нем, охлаждающий состав 144, примененный на затвердевающей литой детали 151, гидравлические приводы 152 и 153 штоков, гидравлические штоки 154 и 155 для перемещения рамной конструкции 158 с протиром 159, установленным на ней. Стрелки 156 и 157 показывают возможное перемещении рамной конструкции 158 протира относительно литой детали, и затравочный блок 121 показан под литой деталью 151. Когда протир литой детали перемещается от полости кристаллизатора во время второй переходной стадии литья, он может перемещаться от кристаллизатора с определенной скоростью для получения в результате температуры слитка, достаточной для снятия напряжения затвердевания, при этом с получением максимальной прочности слитка для данной температуры. Протир, в общем, останавливается в конечном положении ниже кристаллизатора, в котором поддерживает данный баланс в стационарном режиме.
На Фиг. 7 показано сечение для одного примера конфигурации литья, которую можно использовать для практической реализации вариантов осуществления данного изобретения, при этом показана система 140 управления охлаждающей средой или протиром в положении ниже жидкой сердцевины 165 металла в литой детали 151. Описание позиций, аналогичных показанным на Фиг. 6, не должно здесь повторяться. На Фиг. 7 показано, что рамная конструкция 159 протира и протир 158 располагаются ниже уровня жидкой сердцевины 165 металла. Рамная конструкция 159 протира может управляться для удержания неподвижного положения, для перемещения в направлении вниз на скорости меньше или равной скорости, с которой нижняя плита 121 опускается во время литья, и/или больше скорости, с которой нижняя плита 121 опускается, в зависимости от варианта применения и необходимого действия охлаждения.
На Фиг. 8 показано сечение для одного примера конфигурации литья, которую можно использовать для практической реализации вариантов осуществления данного изобретения, показана система управления охлаждающей средой или протиром в положении еще ниже сердцевины 165 расплавленного металла в литой детали 151, чем показано на Фиг. 7. Описание позиций, аналогичных показанным на Фиг. 6 и 7, не должно здесь повторяться. На Фиг. 8 показано, что рамная конструкция 159 протира и протир 158 установлены дополнительно ниже уровня сердцевины расплавленного металла 165, ниже конца жидкой фазы.
На таблице Фиг. 9 показаны примеры положений для перемещения протира в зависимости от глубины жидкой фазы для некоторых вариантов осуществления изобретения.
Фиг. 10 - на графике показаны примеры положения протира в зависимости от глубины жидкой фазы для некоторых вариантов осуществления данного изобретения.
Как должно быть ясно специалистам в данной области техники, существуют многочисленные варианты осуществления данного изобретения и вариации элементов и компонентов, которые можно использовать, все в объеме данного изобретения.
В одном варианте осуществления, например, создана система управления протиром для охлаждающего средства в кристаллизаторе машины непрерывного литья, которая включает в себя кристаллизатор машины непрерывного литья с полостью кристаллизатора, выполненной с возможностью получения литой детали; конструкцию, несущую протир для литой детали, установленную соотнесенной с полостью кристаллизатора; протир литой детали, выполненный с возможностью прилегания по периметру к наружной поверхности литой детали для управления потоком охлаждающего средства, уходящим от наружной поверхности литой детали, причем протир литой детали установлен перемещающимся на конструкции, несущей протир, между положениями относительно полости кристаллизатора, так что задается положение пуска достаточно ниже кристаллизатора и затравочного блока литой детали для предотвращения неправильного направления охлаждающего средства во время стадии пуска литья, задается положение для переходного нагрева непосредственно у или ниже полости кристаллизатора, и задается подвижное положение во второй переходной стадии таким образом, что протир перемещается от кристаллизатора с определенной скоростью для получения в результате заданного эффекта затвердевания литой детали.
В дополнительных вариантах осуществления, описанных в предыдущем разделе, предложена система для охлаждающего средства в кристаллизаторе машины непрерывного литья, описанная в предыдущем разделе, и дополнительно, при этом, создано три отдельных конфигурации, а именно первая, где во время прохождения второй переходной стадии местоположение находится на расстоянии от полости кристаллизатора и предусмотрено отдаление со скоростью, приблизительно равной скорости перемещении литой детали; вторая, где во время прохождения второй переходной стадии от полости кристаллизатора местоположение задается на расстоянии от полости кристаллизатора и предусмотрено отдаление со скоростью перемещения литой детали; и третья, где во время прохождения второй переходной стадии положение протира задается на расстоянии от полости кристаллизатора и предусмотрено отдаление со скоростью больше скорости перемещения литой детали.
Должно также быть ясно, что имеются варианты осуществления способов данного изобретения, таких как способ управления протиром для охлаждающего средства в кристаллизаторе машины непрерывного литья, содержащий следующее: обеспечение кристаллизатора машины непрерывного литья с полостью кристаллизатора, выполненной с возможностью отливки литой детали; обеспечение протира литой детали, выполненного с возможностью прилегания по периметру к наружной поверхности литой детали и, при этом, направления потока охлаждающего средства от наружной поверхности литой детали; установку протира литой детали на достаточном расстоянии ниже кристаллизатора и затравочного блока литой детали для предотвращения неправильного направления охлаждающего средства во время стадии пуска литья; начало литья и подачу охлаждающего средства в литейную форму; быстрое перемещение протира литой детали в положение непосредственно у или ниже полости кристаллизатора во время переходной стадии нагрева; и перемещение протира литой детали от полости кристаллизатора во время второй переходной стадии литья со скоростью, определяемой для получения в результате заданного эффекта затвердевания литой детали.
В дополнительных вариантах осуществления, описанных в предыдущем разделе, обеспечиваются способ управления протиром для охлаждающего средства в кристаллизаторе машины непрерывного литья, предложенный в предыдущем разделе, и дополнительно три отдельных конфигурации, а именно первая, в которой во время второй переходной стадии литья протир литой детали перемещается от кристаллизатора со скоростью, приблизительно равной скорости перемещения литой детали; вторая, в которой во время второй переходной стадии литья протир литой детали перемещается от кристаллизатора со скоростью меньше скорости перемещения литой детали; и третий, в котором во время второй переходной стадии литья протир литой детали перемещается от кристаллизатора со скоростью больше скорости перемещения литой детали.
Форма для непрерывного литья расплавленного металла и система литья
Управляющая система из стержня и питающей трубки для нагрева распределительных трубчатых конструкций, используемых при литье металла
Система обнаружения утечек
Сенсорная и автоматизированная система литейного стола
Система управления оксидом для пресс-формы для непрерывного литья расплавленного металла
Система регулирования расхода газа для литейных форм для расплавленного металла с проницаемыми стенками периметра
Динамическое управление геометрической формой кристаллизатора для литья с прямым охлаждением
Форма для непрерывного литья расплавленного металла и система литья
Управляющая система из стержня и питающей трубки для нагрева распределительных трубчатых конструкций, используемых при литье металла
Система обнаружения утечек

