Результат интеллектуальной деятельности: ЗАПИРАЮЩАЯ ПРОКЛАДКА ДЛЯ МНОГОПУАНСОННОГО УСТРОЙСТВА ВЫСОКОГО ДАВЛЕНИЯ И ВЫСОКИХ ТЕМПЕРАТУР
Вид РИД
Изобретение
Изобретение относится к области изготовления синтетических алмазов с использованием многопуансонных устройств высокого давления.
В процессе развития производства синтетических алмазов выявилась необходимость создания устройства высокого давления достаточно большого объема, в котором в течение длительного времени можно поддерживать постоянные давления и температуры. Наиболее перспективными устройствами высокого давления являются многопуансонные аппараты типа «разрезная сфера». Устройство содержит пуансоны, имеющие форму усеченной пирамиды, меньшие основания которых при сближении вдоль осей, сходящихся в одной точке, образуют камеру в виде правильного многогранника для размещения контейнера с реакционной ячейкой. Такое устройство позволяет осуществлять равномерное сжатие образца со всех сторон, что приводит к уменьшению градиентов по давлению в контейнере. Между боковыми поверхностями пуансонов расположены запирающие прокладки. Прокладки обеспечивают герметизацию реакционной зоны, предотвращая вытекание материала камеры в зазоры между конусными участками поверхностей пуансонов, создают объемное сжатие контейнеру, обеспечивают боковую поддержку пуансонов и выполняют роль электроизоляторов твердосплавных пуансонов. Основными требованиями, которые предъявляются к прокладкам, являются: хорошая деформируемость в процессе сжатия пуансонов для обеспечения уменьшения зазора между пуансонами, высокий коэффициент внутреннего трения для предотвращения прорыва материала контейнера в зазор между пуансонами, термостойкость и др.
Запирающие прокладки изготавливают разной конструкции и из различных материалов. Наиболее распространенными материалами для изготовления прокладок являются такие природные материалы, как пирофиллит (агальматолит), катлинит и другие. Прокладки из этих материалов широко используются в устройствах высокого давления и температур различных типов: аппараты типа «чечевица», «Белт», многопуансонные аппараты типа «разрезная сфера» и др. (US №2941242, B01J 3/06, 1960 г., US №3727028, B01J 3/06, 1973 г., US №3647331, B01J 3/06, 1975 г., US №3350743, B01J 3/06, 1967 г., US №3915605, B01J 3/06, 1975 г.). Известны устройства, в которых запирающие прокладки выполнены из упругопластичных материалов, таких как полиэтилен низкого давления (RU №2195363, кл. B01J 3/06, 2001 г.), резина (US №20030154913, B01J 3/06, 2003 г.), пластик (US №2941243, B01J 3/06, 1960 г.). Известно устройство, в котором между пуансонами устанавливают запирающую прокладку из металла с модулем упругости более 100 МПа: меди, титана или железа (RU №2343969, B01J 3/06, 2001 г.). Известны устройства, в которых используют прокладки, составленные из слоев пирофиллита и металла (US №2941246, B01J 3/06, I960 г., US №3030661, B01J 3/06, 1962 г., US №2941252, B01J 3/06, 1960 г., US №3147433, B01J 3/06, 1964 г.).
В устройствах, в которых применяются известные прокладки для получения в контейнере требуемого давления, к пуансонам необходимо прикладывать значительные дополнительные нагрузки, чтобы обеспечить деформацию контейнера и компенсировать усилие, затрачиваемое на более пластичное деформирование прокладок. При этом сокращается рабочий объем камеры высокого давления. Такие прокладки в основном используются в устройствах для получения алмазного порошка или кристаллов небольших размеров, синтез которых протекает короткое время от нескольких секунд до 10-40 минут.
Известна запирающая прокладка, которая устанавливается между пуансонами в многопуансонном устройстве типа «разрезная сфера». В камере устройства размещается контейнер с реакционной шихтой, изготовленный либо из монолитов природных минералов, например из пирофиллита или литографского камня, либо из уплотненной смеси огнеупорных окислов со связкой из хлорида натрия. В зазоре между пуансонами размещают запирающие прокладки, которые состоят из металлической пластины и двух керамических пластин, расположенных с двух сторон металлической пластины (RU №2077375, B01J 3/00, 1994 г.). Недостаток таких запирающих прокладок состоит в том, что керамические пластины достаточно хрупкие, практически не сжимаются, поэтому не могут обеспечить надежного запирания камеры.
Известна запирающая прокладка, предназначенная для установки между пуансонами в многопуансонном устройстве высокого давления и температуры, выполненная в форме трапеции и содержащая слой на полимерной основе, например, из поливинилхлорида, полиакрилата, полиметилакрилата полиметилметакрилата, полиэстера, полипропилена, полиэтилена, полиуретана и полоску из металла, занимающую небольшую площадь поверхности слоя на полимерной основе со стороны меньшего основания трапеции (WO №2007002339, В32В 15/04, 2007 г.). Недостаток прокладки заключается в том, что перечисленные материалы являются достаточно мягкими, при высоких температурах сильно текут, создавая опасность возникновения коротких замыканий, и не могут надежно запирать камеру на длительное время при выращивании крупных кристаллов алмаза. Узкая полоска из металла, занимающая небольшую площадь поверхности полимерного слоя прокладки, приводит к тому, что при нагружении камеры полоска металла особенно в угловых зонах сильно сжимается и рвется, при этом происходит замыкание электрического тока и происходят выстрелы. Долговечность такой камеры невысокая.
Наиболее близким техническим решением является запирающая прокладка, размещаемая между пуансонами многопуансонного устройства высокого давления и высоких температур и имеющая форму трапеции. Прокладка состоит из двух металлических слоев и слоя, выполненного из пластифицированного электроизоляционного материала, расположенного между металлическими слоями. (RU №2493012, МПК В32В 15/04, 2012 г.).
Расположенные снаружи металлические слои создают возможность плотно подгонять прокладки к пуансонам, пластифицированный электроизоляционный слой прокладки имеет высокую прочность на растяжение и в совокупности прокладка с такой слоистой структурой позволяет надежно запирать камеру при высоких давлениях и температурах на длительное время. Однако при высоких давлениях и температурах в процессе сближения пуансонов металлические слои прокладки деформируются неравномерно. Часть прокладки, которая находится ближе к контейнеру, т.е. прилегающая к меньшему основанию трапеции, является менее нагруженной, часть прокладки, находящаяся дальше от контейнера, испытывает большие нагрузки и соответственно испытывает большие деформации. Поэтому часть каждого из металлических слоев прокладки, прилегающая к большему основанию трапеции, и острые углы металлических слоев прокладки испытывают самые большие нагрузки и самую большую деформацию. При деформации, превышающей допустимое значение (для разных органических прокладок разное), металлические прокладки разрушают электроизоляцию, что приводит к короткому замыканию. Кроме того, деформированные прокладки недостаточно надежно запирают контейнер, в результате происходит вытекание контейнера из камеры.
Чем большую высоту имеет металлический слой прокладки, тем большая часть давления расходуется на деформирование металлических слоев, при этом часть величины давления, приходящаяся на сжатие контейнера, уменьшается. Такое перераспределение давления не позволяет увеличить реакционный объем контейнера для выращивания крупных кристаллов алмаза.
Технической задачей является разработка запирающей прокладки, которая обеспечит надежное запирание камеры, позволит увеличить реакционный объем контейнера и длительное время удерживать высокие давления при высоких температурах для выращивания крупных кристаллов алмаза, а также увеличить срок службы устройства.
Техническая задача решается тем, что в запирающей прокладке, размещаемой между пуансонами многопуансонного устройства высокого давления и температуры, имеющей форму трапеции и состоящей из двух металлических слоев и слоя, выполненного из электроизоляционного пластифицированного материала, расположенного между металлическими слоями, на каждом из металлических слоев в центральной зоне участка, примыкающего к большему основанию трапеции, выполнен сквозной вырез, высота которого составляет 15-20% высоты металлического слоя, а на острых углах трапеции выполнены срезы.
Сущность изобретения заключается в следующем. Было замечено, что при сдавливании прокладки та часть металлических слоев прокладки, которая находится в центральной зоне участков, примыкающих к большему основанию трапеции, а также острые углы трапеции подвергались большему сжатию, больше деформировались, в результате чего в этих местах металлических слоев нарушалась сплошность металла, нарушалась электроизоляция, что приводило к короткому замыканию. Выполнение вырезов и срезание острых углов трапеции позволило убрать наиболее деформируемые зоны металлических слоев прокладки, сохраняя ее целостность. Кроме того, при уменьшении площади поверхности металлических слоев прокладки при нагружении устройства происходит перераспределение давления в сторону увеличения части давления, которое передается на контейнер. Увеличение давления на контейнер позволяет увеличить его внутренний диаметр при сохранении других размеров устройства и параметров синтеза. Увеличение же внутреннего диаметра контейнера - реакционного объема - позволяет синтезировать более крупные кристаллы алмазов.
На фиг. 1 показаны пуансоны многопуансонного устройства, между которыми размещены запирающие прокладки.
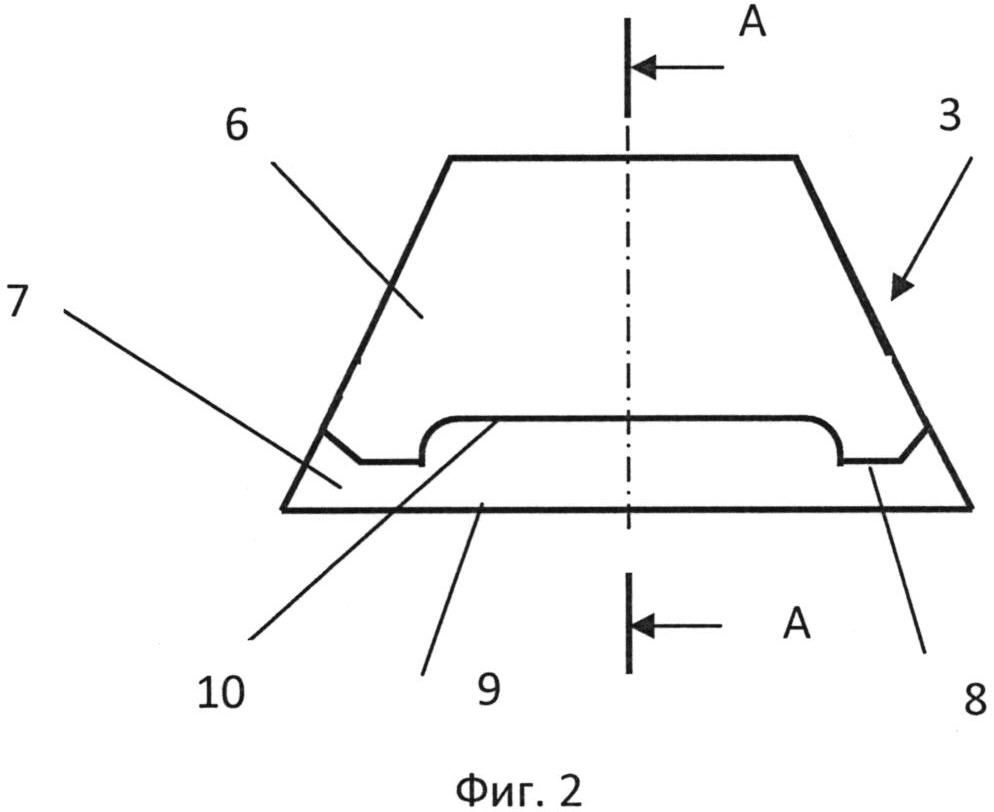
На фиг. 2 показана запирающая прокладка в форме трапеции.
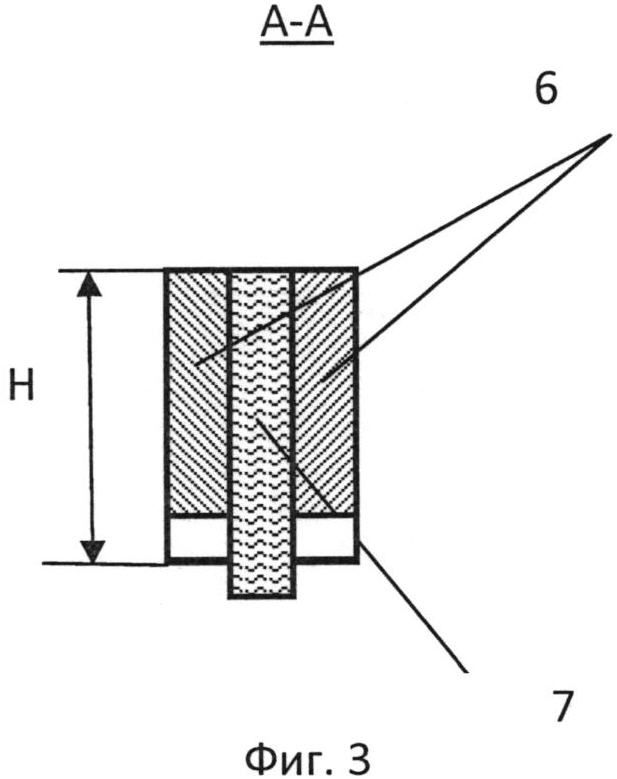
На фиг. 3 показана прокладка в разрезе по А-А.
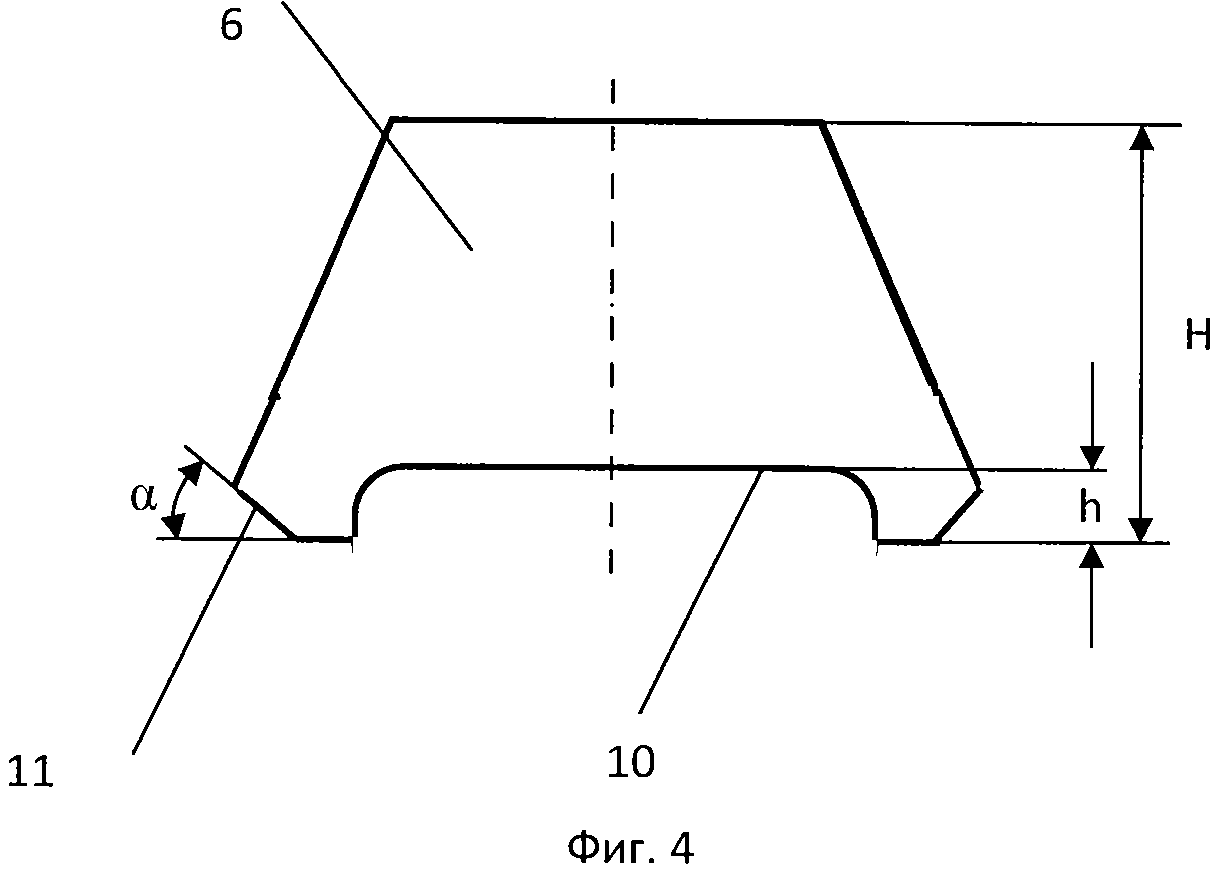
На фиг. 4 показан металлический слой прокладки.
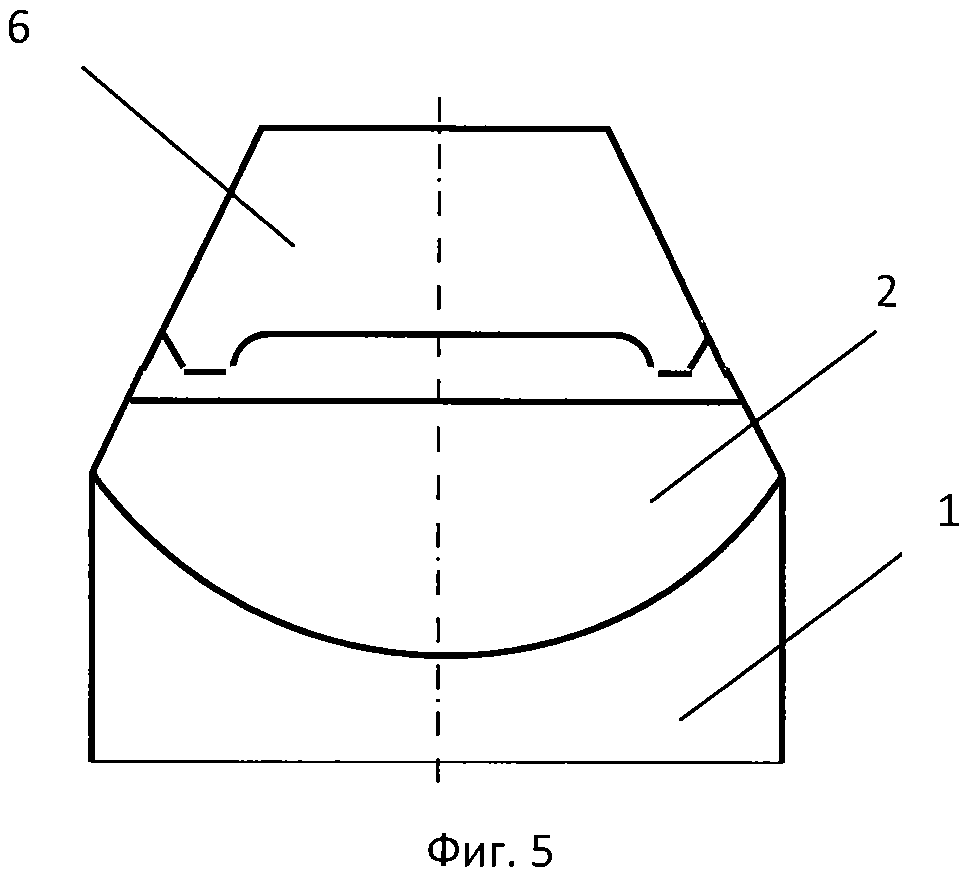
На фиг. 5 показано расположение прокладки на грани пуансона.
Многопуансонное устройство содержит твердосплавные пуансоны 1, представляющие собой правильную пирамиду с усеченной вершиной. Грани 2 усеченной пирамиды имеют контур трапеции. Запирающие прокладки 3 размещаются на гранях пуансонов, образующих рабочую камеру 4 для размещения контейнера 5 с реакционной шихтой. Запирающая прокладка 3 состоит из двух металлических слоев 6 и расположенного между ними слоя, выполненного из электроизоляционного пластифицированного материала поз 7. Так же как и грани усеченной пирамиды пуансонов, прокладки имеют форму трапеции: металлические слои имеют большее основание трапеции 8, а слой из электроизоляционного пластифицированного материала имеет большее основание трапеции 9. В каждом металлическом слое прокладки в центральной зоне участка, примыкающего к большему основанию трапеции, выполнен сквозной вырез 10. Высота выреза h составляет 15-20% высоты металлического слоя прокладки H. Вырезы выполнены в той части металлических слоев прокладки, которые подвержены деформации в большей степени. При такой высоте выреза с учетом трапецеидальной формы прокладки в ней будут отсутствовать зоны, которые будут испытывать повышенную деформацию, приводящую к нарушению ее целостности, и в то же время будет обеспечиться перераспределение давления в сторону увеличения части давления, приходящейся на контейнер. На острых углах трапеции выполнены срезы 11, которые, так же как и вырез 10, удаляют наиболее деформируемые части прокладки. Срезы выполнены под углом α=40-50° к большему основанию трапеции 8.
Металлический слой прокладки изготавливается из металла или сплава, характеризующегося высокой твердостью и прочностью. Подходящим материалом для металлического слоя являются углеродистые, конструкционные стали. Наиболее предпочтительной сталью является пружинная сталь 65Г. В качестве электроизоляционного пластифицированного материала могут быть использованы паронит, текстолит, гетинакс и др. Предпочтительным материалом является стеклотекстолит, состоящий из стеклоткани, стекловолокна и т.п., пропитанных синтетической смолой. Стеклотекстолит удовлетворяет требованиям к запирающим прокладкам по электрофизическим, прочностным и термостойким свойствам. Кроме того, оба материала имеют одинаковое течение в условиях высоких давлений и температур. По уровню деформации такая композиционная прокладка соответствует керамическому контейнеру повышенной плотности, обеспечивает его надежное запирание и удерживает температуру и давление длительное время. В процессе нагружения камеры, в которой располагается контейнер с реакционной шихтой, зона вытекания материала контейнера между твердосплавными пуансонами не превышала 2 мм, что позволяет создавать в камере необходимое давление при меньших усилиях нагружения пуансонов и полностью использовать реакционный объем КВД.
Запирающие прокладки изготавливают следующим образом: из листа стали и пластифицированного материала вырубают заготовки в форме трапеции с размерами, соответствующими размерам поверхности пуансонов. Полученные заготовки склеивают в пакет и устанавливают между твердосплавными пуансонами. Для удобства установки прокладок делают две заготовки, каждая из которых содержит два слоя: слой из металла и слой из пластифицированного материала. К каждой поверхности пуансона приклеивают двухслойную заготовку так, чтобы металлический слой примыкал к поверхности пуансона. При сборке пуансонов слой из пластифицированного материала образовывает единый слой, расположенный между металлическими слоями.
После сборки устройства осуществляют нагружение камеры, при котором в начальный период нагружения до момента соприкосновения пуансонов с контейнером, а также в процессе «выбирания» пористости контейнера, прокладки легко деформируются, в результате чего происходит сближение пуансонов. В дальнейшем деформирование прокладок уменьшается и прокладка начинает препятствовать вытеканию материала контейнера в зазоры между пуансонами. В контейнере при этом генерируется давление до требуемой величины и удерживается в течение времени, необходимого для протекания синтеза алмаза. При достижении необходимого давления производят нагрев реакционной шихты. После окончания рабочего цикла прекращают подачу электрического тока, снижают давление на пуансоны, контейнер извлекают из устройства.
Были изготовлены прокладки, содержащие слой из стеклотекстолита и два металлических слоя из стали 65Г, расположенных с двух сторон слоя из стеклотекстолита. Прокладки имели размер по высоте Н=8,5 мм. На большем основании трапеции металлических слоев прокладки были выполнены сквозные вырезы высотой 1,5 мм. Острые углы трапеции были срезаны. Прокладки были использованы в многопуансонном устройстве «разрезная сфера». При давлении Р=6,5 ГПа и температуре Т=1500°С в течение 120 часов были выращены монокристаллы алмаза размером 2,5 карата. Это достигнуто за чет увеличения реакционного объема в 1,21 раза (диаметр реакционной зоны увеличен с 10 до 11 мм). Количество выстрелов составило менее 1%, что свидетельствует о высокой надежности разработанной КВД. Таким образом, выполнение выреза на металлических слоях прокладки и выполнение срезов на острых углах трапеции позволило стабилизировать работу КВД при длительных рабочих выдержках и увеличить размер синтезируемого монокристалла алмаза.
Запирающая прокладка, размещаемая между пуансонами многопуансонного устройства высокого давления и температуры, имеющая форму трапеции и состоящая из двух металлических слоев и слоя, выполненного из электроизоляционного пластифицированного материала, расположенного между металлическими слоями, отличающаяся тем, что на каждом из металлических слоев прокладки в центральной зоне участка, примыкающего к большему основанию трапеции, выполнен сквозной вырез, высота которого составляет 15-20% высоты металлического слоя, а на острых углах трапеции выполнены срезы.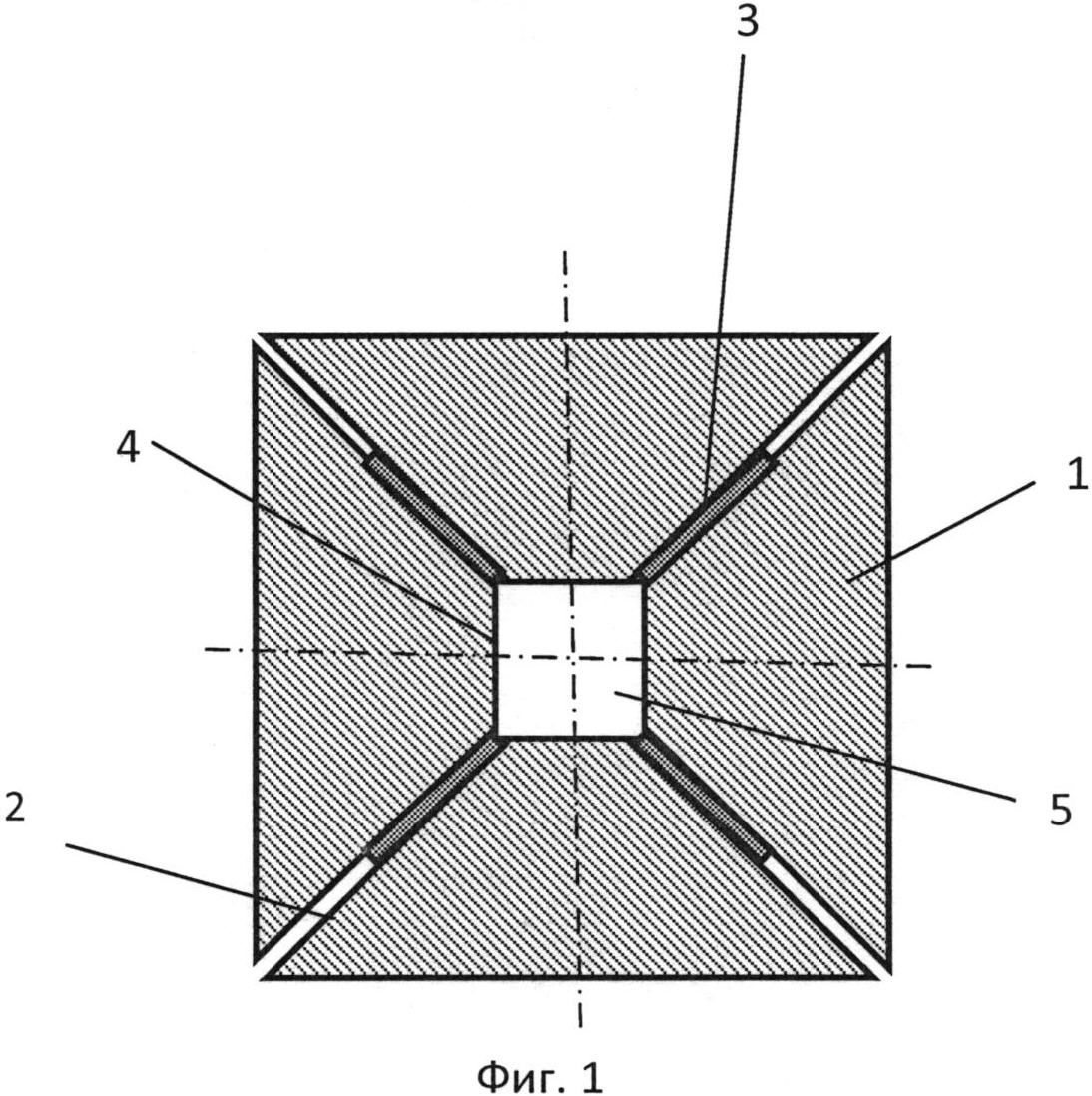
Электролизер для производства алюминия
Способ прокатки металлических полос
Способ изготовления сварных труб большого диаметра
Связка на основе меди для изготовления режущего инструмента со сверхтвердым материалом
Связка на основе меди для изготовления режущего инструмента со сверхтвердым материалом
Способ загрузки металлизованных окатышей в дуговую печь (варианты)
Способ электрошлакового переплава металлосодержащих отходов
Способ получения гальванического композиционного покрытия, содержащего наноалмазные порошки
Устройство для загрузки металлизованных окатышей в дуговую печь
Пневматическая флотационная машина
Способ "гибридного" получения износостойкого покрытия на режущем инструменте
Электролизер для производства алюминия
Способ прокатки металлических полос
Способ изготовления сварных труб большого диаметра
Связка на основе меди для изготовления режущего инструмента со сверхтвердым материалом
Связка на основе меди для изготовления режущего инструмента со сверхтвердым материалом
Способ загрузки металлизованных окатышей в дуговую печь (варианты)
Способ электрошлакового переплава металлосодержащих отходов
Способ получения гальванического композиционного покрытия, содержащего наноалмазные порошки
Устройство для загрузки металлизованных окатышей в дуговую печь

