Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ВСТАВКИ ПРЯМОЙ ФОРМЫ ИЗ КОМПОЗИТНОГО МАТЕРИАЛА НА МЕТАЛЛИЧЕСКОЙ ОСНОВЕ
Вид РИД
Изобретение
Настоящее изобретение относится к области композитных материалов на металлической основе и, в особенности, касается вставки, образованной из керамических волокон в металлической матрице для упрочнения металлической детали.
В области самолетостроения, в частности, постоянной проблемой является оптимизация сопротивления деталей в том, что касается массы и минимальных габаритных размеров. Некоторые детали могут теперь содержать вставку из композитного материала на металлической основе, обозначаемой далее СММ, причем деталь, кроме того, может быть монолитной. Такой композитный материал содержит основу из металлического сплава, например сплава титана Ti, внутри которого расположены волокна, например керамические волокна карбида кремния SiC. Такие волокна имеют очень высокое сопротивление растяжению по сравнению с титаном (обычно 4000 МРа против 1000 МРа). Таким образом, эти волокна воспринимают усилия, а металлическая сплавная основа выполняет функцию связи с остальной частью детали, а также защиту и изоляцию волокон, которые не должны контактировать между собой. Кроме того, керамические волокна эрозионностойки, но должны быть обязательно усилены металлом.
Такие композитные материалы могут быть использованы при изготовлении колес, валов, корпусов силовых цилиндров, кожухов, распорок, в качестве усилений монолитных деталей, таких как лопатки и т.д.
Для компрессорных колес в турбореактивном двигателе известна, например, технология упрочнения, заключающаяся во введении в деталь кольцевой намотки покрытых защитным слоем волокон. Технология изготовления вставки СММ, основанная на принципе намотки покрытых защитным слоем нитей, описана в патенте ЕР1726677 заявителя Snecma. Вставку получают из множества покрытых защитным слоем нитей, каждая из которых состоит из керамического волокна в металлической оболочке. Такой тип нити назван ниже просто нитью. Изготовление включает этап намотки пучка или слоя из покрытых защитным слоем нитей вокруг детали вращения перпендикулярно оси детали. Вставка далее поступает на этап изостатического сжатия в горячем состоянии в контейнере. Под контейнером понимают заготовку металлической детали, в которой выполняют полость для размещения вставки из материала СММ, и которая далее подвергается обработке для изостатического уплотнения в горячем состоянии. В дальнейшем эту обработку называют CIC.
Полученные таким образом детали выполнены кольцевыми и особенно подходят, кроме колес компрессора, для изготовления таких кольцеобразных деталей, как валы, корпуса силовых цилиндров или кожухи.
Другие механические детали обладают различными свойствами, присущими свойствам кольцеобразных деталей. Это, в частности, касается тяг, используемых в системах шасси или таких конструктивных деталях, как подвески двигателя. Функцией этих деталей является передача однонаправленных усилий растяжения и/или сжатия. Упрочнение этих деталей требует, таким образом, использования вставок из СММ прямолинейной формы, по меньшей мере, частично. Действительно, волокна должны быть ориентированы в направлении передачи усилий. Изготовление этих вставок промышленным способом является дорогостоящим и сложным.
Известен способ изготовления механической детали, содержащей, по меньшей мере, одну вставку из материала СММ. Способ включает изготовления заготовки вставки путем наматывания пучка или слоя, изготовленного из нитей, покрытых защитным слоем, на кольцевую оправку, часть которой является прямолинейной.
Способ, описанный в патенте FR 2919284 заявителя SNECMA и Messier-Dowty, развивает упомянутый способ и включает операцию установки представленной выше вставки в первый металлический контейнер, изостатическое уплотнение в горячем состоянии первого контейнера, за которым следует механическая обработка последнего для образования элемента прямолинейной вставки. После изготовления этого элемента вставки способ изготовления механической детали содержит следующие этапы: введение элемента вставки во второй контейнер, изостатическое уплотнение в горячем состоянии второго контейнера и механическая обработка второго контейнера для получения желаемой механической детали. Полученная таким образом механическая деталь, например соединительная тяга, позволяет, предпочтительно, передавать усилия однонаправленных растяжения и/или сжатия в направлении керамических волокон, которые в ней находятся.
Вместо того чтобы осуществить промежуточный этап уплотнения заготовки вставки, за которым следует ее разрезание на прямолинейные элементы, можно было бы осуществить разрезание кольцевой бобины, образующей заготовку, обеспечивая удержание покрытых защитным слоем нитей в пучке.
Заявка на патент FR 2925896 описывает установку такого типа пучка в прямолинейную канавку, открытую на концах.
Это решение имеет несколько недостатков, которые влияют на применение этих операций:
Теряются покрытые защитным слоем нити на уровне непрямых частей. Эта потеря является заметной, так как отходы покрытой защитным слоем нити составляют значительную часть стоимости в общей стоимости детали.
Намотка, в частности, на овальные формы вызывает напряжения в намотанной вставке, которая может ослабеть вследствие деформации вставки при разрезании.
Эти технологии требуют усиления систем удержания покрытых защитным слоем нитей в области зон разрезания.
Задачей настоящего изобретения является разработка технологии прямых вставок с уменьшенной стоимостью и простых в производстве.
Задача решается способом изготовления вставки прямолинейной формы, предназначенной для обработки CIC, в металлическом контейнере, содержащем пучок покрытых защитным слоем нитей заданной длины, связанных между собой, отличающимся тем, что покрытые защитным слоем нити размещают в инструменте в форме прямого лотка, накладывая их один на другой прямолинейно и связывая покрытые защитным слоем нити между собой.
Решение по изобретению позволяет, таким образом, с одной стороны, уменьшить потери покрытых защитным слоем волокон, а с другой стороны, в промышленном плане - увеличить объемы автоматизированного производства.
Точнее говоря, способ заключается в формировании упаковки слоев из покрытых защитным слоем прямолинейных нитей, полученных наложением в плоскости заданного количества этих нитей до получений заданного количества слоев и в связывании слоев между собой таким образом, чтобы они, предпочтительно, удерживались по краям.
Точнее говоря, первый слой размещают на плоской поверхности, образованной, в частности, металлическим листом, покрывают последний слой упаковки другим металлическим листом и связывают их вместе.
В соответствии с вариантом осуществления изобретения слои связывают между собой с помощью металлических поясков, расположенных поперек длины упаковки покрытых защитным слоем нитей.
Предпочтительно, слои формируют из покрытых защитным слоем нитей, которые разматывают с бобин с нитями, и, предпочтительно, формируют слой, сматывая нити слоя с отдельных бобин. Далее отрезают покрытые защитным слоем нити по упомянутой заданной длине, соответствующей длине пучка покрытых защитным слоем нитей вставки.
В соответствии с вариантом осуществления изобретения концы нитей одного слоя жестко соединяют после формирования последнего.
В соответствии с вариантом осуществления изобретения, жестко соединяют покрытые защитным слоем нити одного слоя после его формирования. Затем отрезают на заданной длине, предпочтительно все вместе, покрытые защитным слоем нити одного слоя.
Изобретение касается также способа изготовления металлической детали, по меньшей мере, с одной полученной вставкой. В соответствии с этим способом:
В металлическом корпусе, образующем контейнер, выполняют выемку для вставки,
Упомянутую вставку размещают в выемке,
На корпусе размещают металлическую крышку для закрывания вставки,
Крышку приваривают к металлическому корпусу,
Узел из металлического корпуса с крышкой сваривают изостатическим давлением при нагревании и
Механически обрабатывают узел для получения упомянутой детали.
В дальнейшем изобретение поясняется нижеследующим описанием, не являющимся ограничительным, со ссылками на сопровождающие чертежи, на которых:
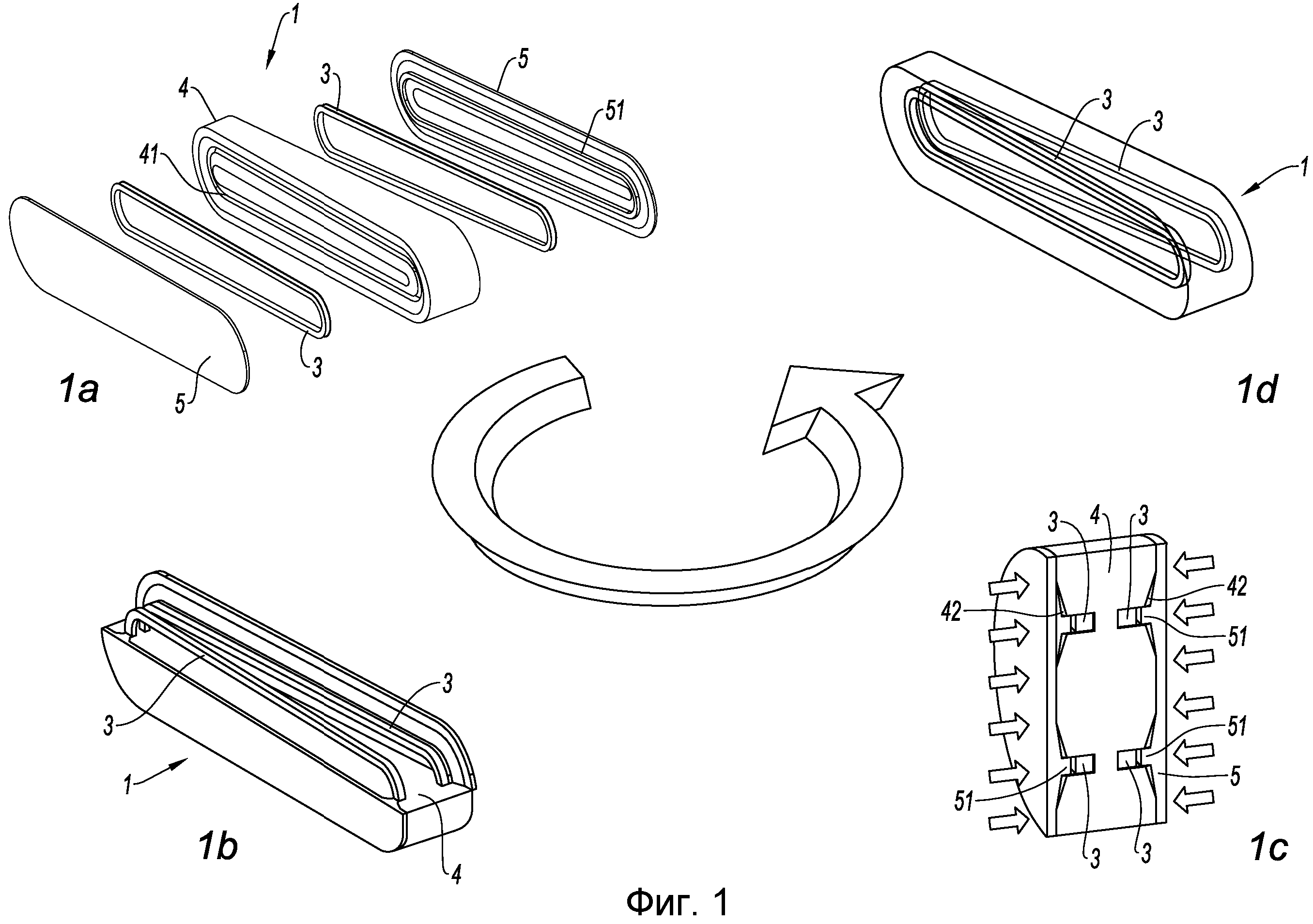
- Фиг. 1 изображает различные операции 1а-1d изготовления детали удлиненной формы по известному уровню техники;
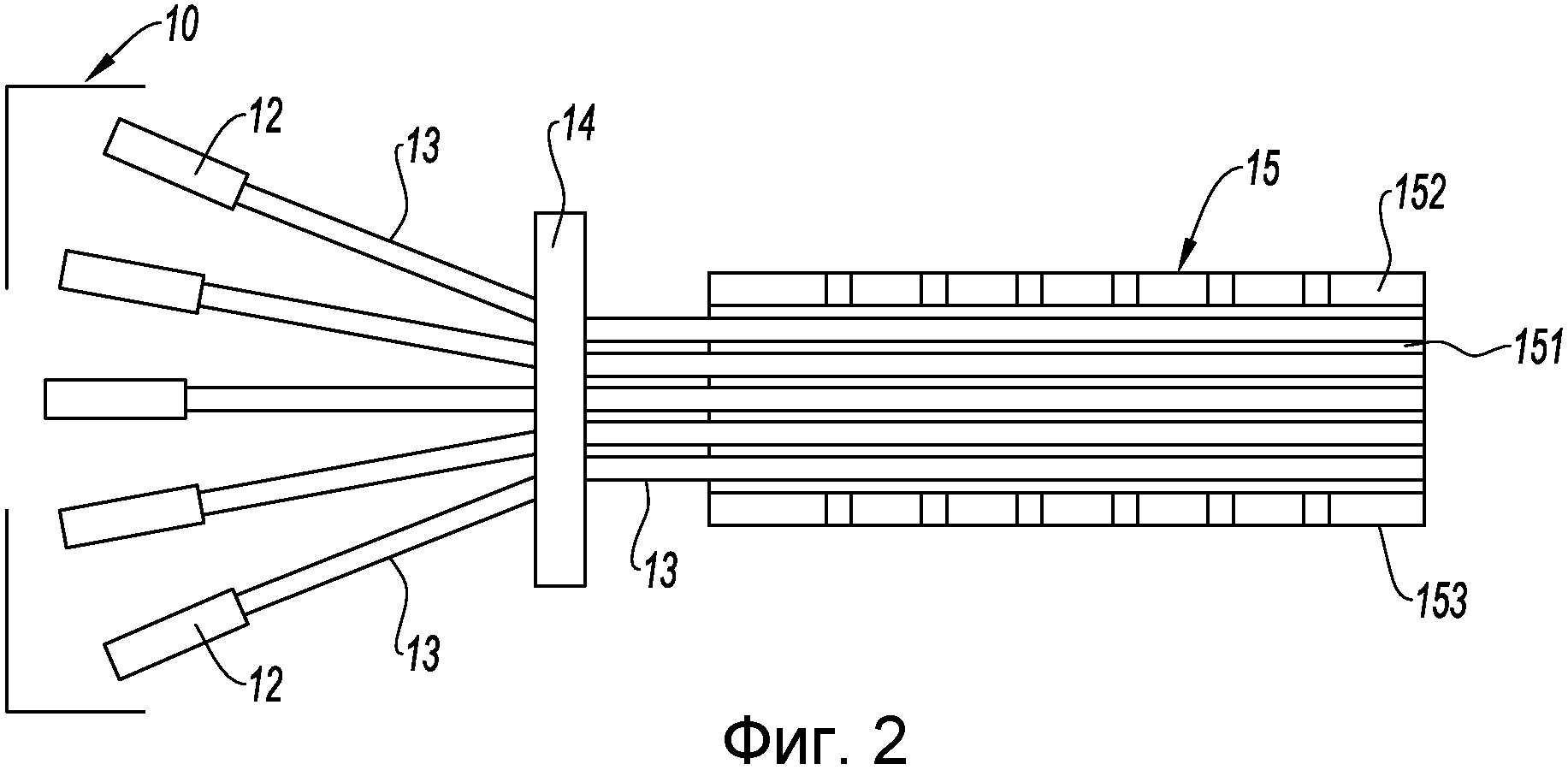
- Фиг. 2 представляет вид сверху установки для изготовления прямой вставки;
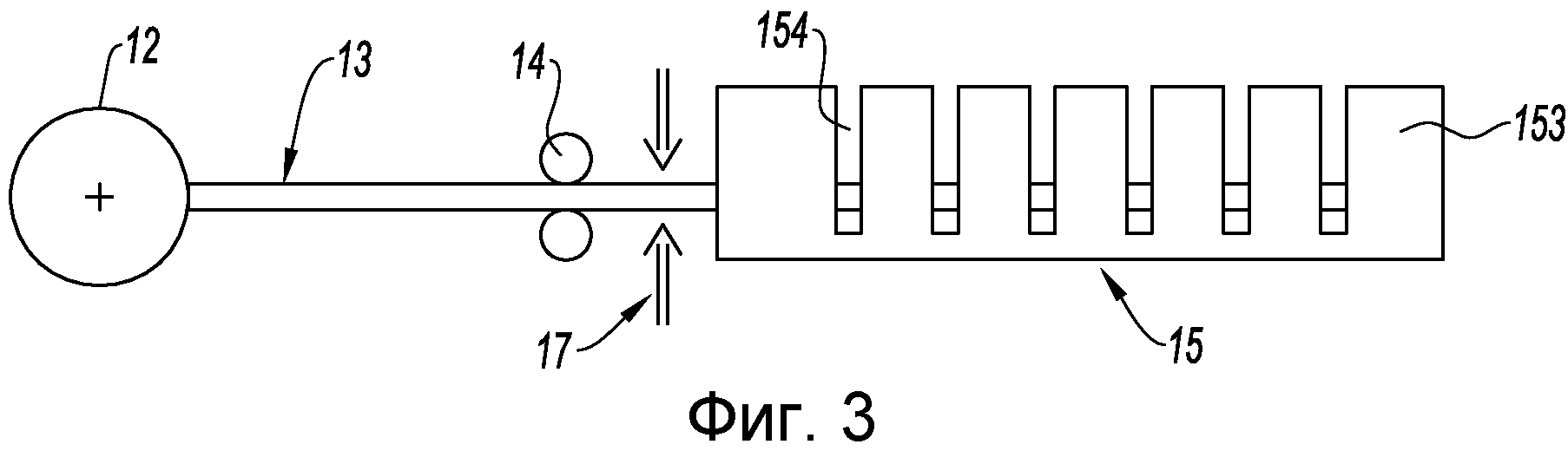
- Фиг. 3 изображает установку по фиг. 1 на виде сбоку;
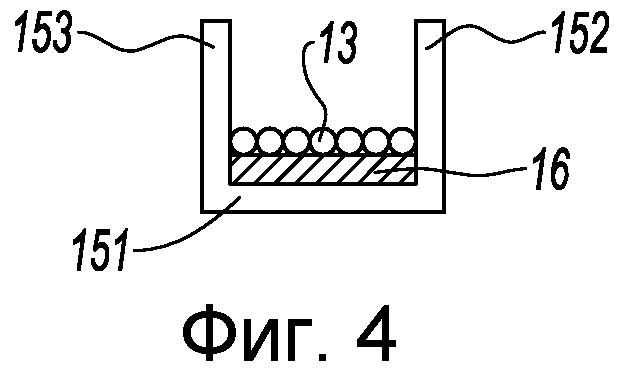
- Фиг. 4 изображает вид спереди установки и первый слой покрытых защитным слоем нитей, расположенных внутри инструмента;
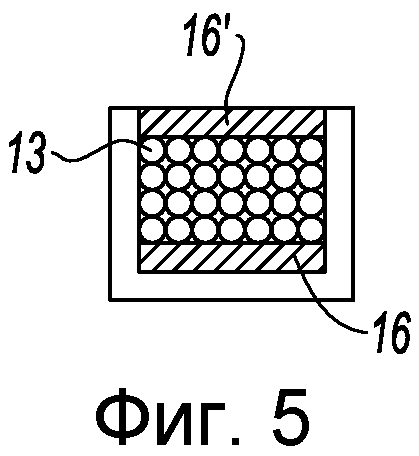
- Фиг. 5 изображает инструмент по фиг. 4, заполненный и закрытый сверху фольгой;
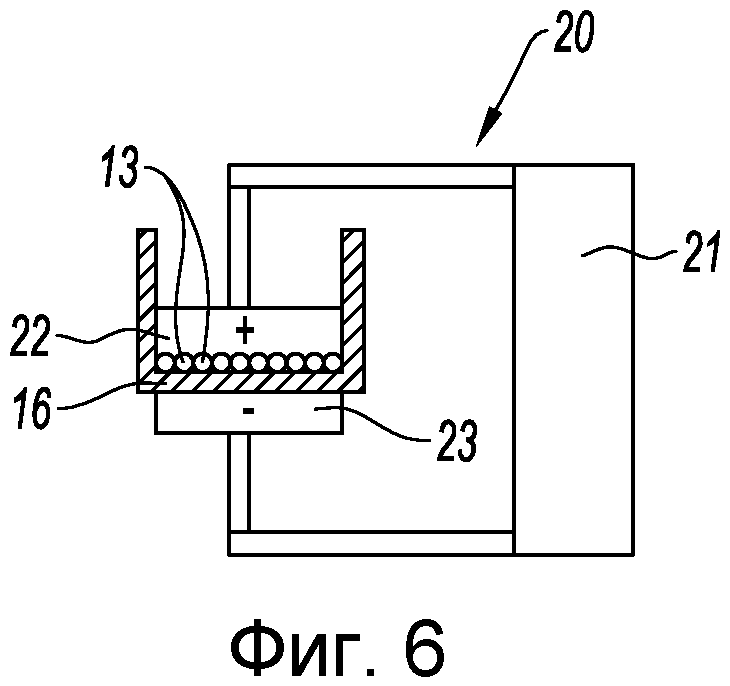
- Фиг. 6 изображает устройство сварки, предназначенное для соединения порытых защитным слоем нитей с нижележащей подложкой;
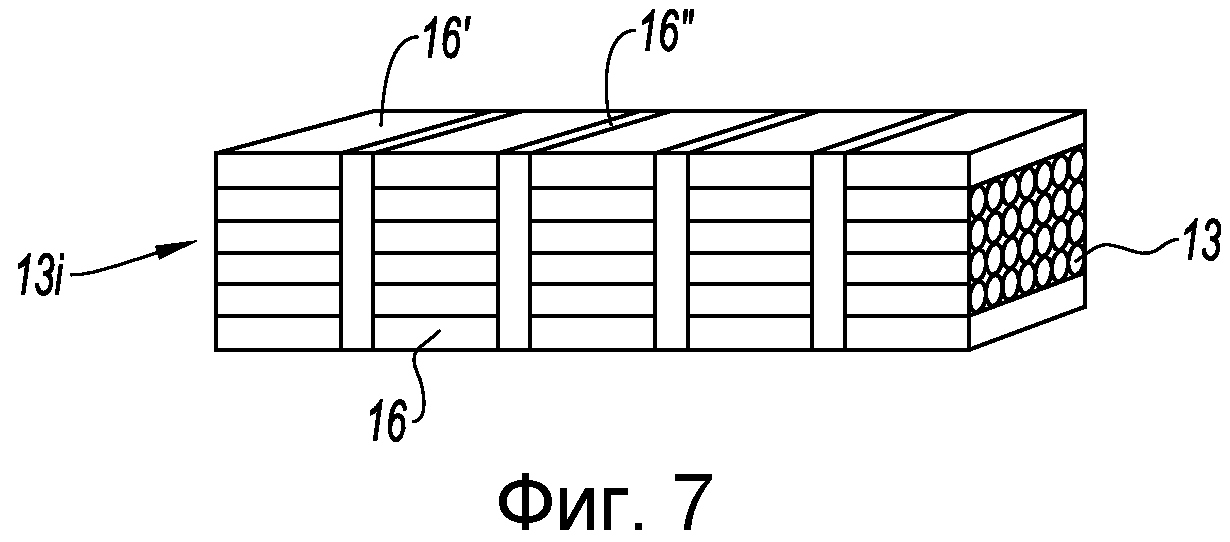
- Фиг. 7 изображает в изометрии вставку, изготовленную в соответствии с изобретением.
На фиг. 1а, относящейся к заявке на патент FR 2919284 заявителя Snecma и Messier-Dowty, изображен контейнер 1 с основным корпусом 4 удлиненной формы, предназначенной для формирования, например, тяги шасси. На каждой из двух сторон корпуса 4 выполняют канавку 41. Эта канавка предназначена для размещения вставки 3, которая содержит прямолинейные параллельные или нет участки, соединенные на концах арочными частями круга. Вставки выполнены из керамических волокон, покрытых защитным слоем металла, такого как титан.
Канавки и вставки имеют дополняющие формы, так что вставка размещается в канавке без зазора. Отмечается, что канавка в контейнере и шип в крышке должны точно соединяться для исключения того, чтобы волокна, которые имеют очень малый диаметр, порядка 0,25 мм, могли выскользнуть в процессе изостатического уплотнения в горячем состоянии. Две крышки 5 снабжены выступающей частью, образующей шип 51, и закрывают стороны корпуса 4. Шип опирается на вставку, размещенную в канавке, и закупоривает последнюю. Приваривают, например, электронным пучком, крышку 5 к корпусу 4 с обеспечением зазора внутри контейнера.
Контейнер изображен на фиг. 1b; на ней частично изображен вырыв для того, чтобы показать вставки. Контейнер затем помещают в соответствующую оболочку для того, чтобы осуществить в ней изостатическое уплотнение в горячем состоянии. Целью этой обработки является обеспечение жесткого соединения контейнера, его крышки и слоев, покрытых защитным слоем нитей между собой, и образовать монолитную деталь. Поперечный разрез контейнера на фиг. 1с показывает, что края 42 канавки 41 скошены так, чтобы образовать зазор с частью крышки 5, близкой к шипу 51. В процессе операции изостатического уплотнения в горячем состоянии осуществляется давление в направлении, перпендикулярном поверхности крышки, вызывающее оседание крышки.
Давление и температура соответственно порядка 1000ºС и 1000 бар позволяют металлу основы выбрать зазоры между покрытыми защитным слоем нитями вставки. Объем вставки уменьшается, примерно, на 23%. Шип, таким образом, также перемещается в направлении днища выемки, и зазор с обеих сторон шипа исчезает. В конце процесса металл сплавляется, и контейнер уплотняется; деталь становится, таким образом, упрочненной нитями, заключенными в массе.
Фиг. 1d изображает заготовку полученной детали с изображенными видимыми насквозь двумя вставками. Заготовка далее обрабатывается для получения заданной детали. Керамические волокна заключены, таким образом, в ветвях детали, которая обеспечивает передачу усилий растяжения и сжатия.
Вставки, используемые по описанию этого патента FR 2919283, имеют кольцеобразную форму, но, как описано в заявке на патент FR 2919284, они могут быть образованы прямолинейными элементами в виде брусков. В этом последнем случае прямолинейные вставки в соответствии с технологией, изложенной в этом документе, укладываются в контейнер после предварительного уплотнения.
Выполнение прямолинейных вставок по FR 2919284 включает наматывание покрытых защитным слоем нитей вокруг оправки кольцеобразной формы с прямолинейными участками. Форма может быть скошенной с прямолинейными участками, либо многоугольной, стороны которой образованы прямолинейными участками.
После формирования намотки нити или нитей на кольцо спирали кольца фиксируются между собой с помощью металлических привариваемых поясков. Узел устанавливается в контейнер и подвергается обработке изостатическим уплотнением в горячем состоянии в соответствии с описанной выше технологией. Из полуфабриката детали изготавливают компактные вставки прямолинейной формы, которые по отдельности вставляют в контейнеры для изготовления деталей с усилителями из прямолинейных керамических волокон.
В соответствии с изобретением упрощается изготовление вставок путем формирования прямых вставок 13i, образованных непосредственно из покрытых защитным слоем прямолинейных нитей 13 в виде упаковки или пучка.
В соответствии с фиг. 2 установка для реализации способа по изобретению содержит мотовило 10, содержащее несколько бобин 12, на которые намотаны покрытые защитным слоем нити 13. Покрытые защитным слоем нити со своих соответствующих бобин поступают в систему с двумя роликами 14, к которой они сходятся. Система образована двумя роликами, приводимыми во вращение вокруг параллельных осей; по меньшей мере, один из роликов является приводящим. Покрытые защитным слоем нити расположены край в край одним слоем в пространстве между двумя роликами 14 и образуют на выходе слой покрытых защитным слоем 13, расположенных рядом нитей, параллельных между собой. Непосредственно на выходе роликов 14 слой нитей направляется в инструмент в виде прямого лотка 15 с плоским дном 151 и двумя боковыми бортами 152 и 153, перпендикулярными дну, который содержит сквозные прорези 154. Длина инструмента в форме лотка 15 соответствует длине вставки 13i, которую необходимо изготовить. Слой поступает в инструмент 15 на длину, эквивалентную желаемой длине вставки 13i.
В соответствии с вариантом осуществления изобретения, представленным на фиг. 2-5, фольгу или тонкий металлический лист 16 размещают на дне инструмента в форме лотка 15, и первый слой располагается на фольге. Ширина слоя такая же, как ширина фольги. Металл фольги является, предпочтительно, тем же, что и металл металлической детали, для которой предназначена вставка. Речь идет, например, о титановом сплаве.
Количество нитей слоя не ограничено, оно зависит от изготавливаемой детали, а изображение на фиг. 3-5 является примерным, диаметр нитей не представлен в том же масштабе, что и лоток. Нити в слое расположены рядом без зазора между ними.
В соответствии с вариантом соединения по изобретению покрытые защитным слоем нити укрыты фольгой 16 с обеих сторон лотка.
Возможно два варианта технологии - механический и с помощью сварки. В последнем случае речь, предпочтительно, идет о средстве, содержащем среднечастотный генератор, представленном в описании к патенту Заявителя EP 1726677. Эта технология рассмотрена ниже.
В случае механической обработки на концах предусматривают излишек длины, чтобы иметь возможность удержать слой. Этот излишек длины отрезается и становится, в конечном итоге, отходом. Этот вариант воплощения не рассматривается.
В соответствии с искомой длиной возможны промежуточные соединения.
Закрепленный таким образом на подложке слой отрезается на входе лотка соответствующим средством 17 для резки, таким, как ножницы.
Удерживаемый роликовой системой 14 слой может быть вновь вытянут для образования следующего слоя, который накладывают на первый. Покрытые защитным слоем нити, таким образом, все имеют одинаковую длину.
Операция вновь повторяется до достижения высоты, соответствующей желаемым размерам вставки 13i. В конце сверху накладывают вторую фольгу 16', см. фиг. 5.
На уровне сквозных зон 154 инструмента 15 размещают далее боковые малые участки фольги 16", образующие пояски в виде хомутов, делающих оборот вокруг пучка из покрытых защитным слоем нитей, для удержания узла и исключения значительного увеличения в объеме этих покрытых защитным слоем нитей. Вставка 13i в готовом виде изображена на фиг. 7.
В случае не изображенного на чертеже механического удержания концов предусмотрена дополнительная операция обрезки концов.
В соответствии с другим, не представленным вариантом осуществления изобретения, слой покрытых защитным слоем нитей удерживается на месте сваркой на концах, а также линиями сварки вдоль вставки. Следующие слои привариваются к нижнему слою.
В соответствии с этим вариантом осуществления изобретения исключают системы механического удержания концов, верхнюю фольгу и малые боковые части фольги.
В соответствии с другим, не представленным вариантом осуществления изобретения, когда форма полости контейнера это позволяет, вставку формируют непосредственно в полости контейнера. Первый слой удерживается на месте путем сварки концов, а также, при необходимости, линиями сварки вдоль вставки. Следующие слои привариваются к нижележащему слою. Такая конфигурация позволяет исключить инструмент U-образной формы, а также различные части фольги.
Настоящий способ позволяет также изготавливать одновременно множество вставок, причем вставки отрезают по длине полученной таким образом пачки.
Изготовленная вставка, представленная на фиг. 7, вставляется в металлический контейнер в соответствии с известным способом, описанным выше для формирования металлической детали.
В соответствии с особым вариантом осуществления изобретения металлической детали один из слоев фольги используется одновременно как суппорт и как крышка металлического контейнера, в котором расположена вставка. Крышка приварена к контейнеру, при этом в детали остаются полости перед обработкой изостатическим уплотнением в горячем состоянии.
Ниже представлены способ и устройство для локальной сварки покрытой защитным слоем нити, или связанного слоя, или пучка покрытых защитным слоем нитей с металлической подложкой. Под подложкой понимают или собственно металлическую подложку, в данном случае фольгу, размещенную на дне лотка, или собственно дно самого лотка, или другую покрытую защитным слоем нить, или другой слой, или другой пучок покрытых защитным слоем нитей.
Этот способ и это устройство позволяют получить жесткое соединение нити, или слоя, или пучка с подложкой при сохранении целостности керамических волокон, расположенных внутри одной нити или нитей. Способ и устройство обеспечивают также ремонт нитей в случае разрыва в процессе намотки или наложения защитной фольги.
Изображенный на фиг. 5 слой 13 покрытых защитным слоем нитей нужно жестко прикрепить к подложке 16 по краям слоя. Для этого используют устройство 20 для контактной сварки между двумя электродами путем пропускания тока средней частоты. Покрытые защитным слоем нити 13, в данном случае, изображены в разрезе.
Устройство для электросварки 20 содержит среднечастотный генератор 21, соединенный с одним положительным электродом 22 и одним отрицательным электродом 23. Сварочное устройство содержит также модуль, управляющий силой, воздействующей на электроды. В варианте воплощения по фиг. 5 положительный электрод 22 и отрицательный электрод 23 расположены поперечно слою 13 покрытых защитным слоем нитей. Их форма в разрезе является одинаковой по всей ширине.
Положительный электрод 22, который может быть выполнен, например, из меди или вольфрама, содержит скошенную крайнюю часть. Эта крайняя часть выполнена таким образом, что линии прохождения тока максимально сходятся таким образом, чтобы проходить вдоль одной линии или зоны контакта между положительным электродом 22 и слоем 16 нитей, покрытых защитным слоем. Эта крайняя часть скруглена таким образом, чтобы не царапать покрытые защитным слоем нити, так как это могло бы их повредить. Радиус этой крайней части выбран таким образом, чтобы получить наилучшее схождение линий прохождения тока и быть не очень малым, чтобы не резать нити, покрытые защитным слоем.
Такое выполнение электродов обеспечивает последующую приварку слоя нитей, покрытых защитным слоем к подложке, которую образует фольга 16, вдоль очень узкой зоны. Сила тока в этой зоне является постоянной.
Особенностью способа электродной сварки является комбинация нагрева металла слоя нитей, покрытых защитным слоем, с легкой ковкой, получаемой вследствие давления электродами. Мощность и время нагрева, а также давление, предпочтительно, управляются для получения минимального нагрева металла, его ковки и достижения в процессе ковки твердого состояния.
Нагрев слоя нитей, покрытых защитным слоем, обеспечивается прохождением тока между положительным электродом и отрицательным электродом вследствие управления силой тока, генерируемого среднечастотным генератором 21. Давление на слой в данном случае обеспечивается подачей давления на положительный электрод 22, который выполняет, таким образом, вторую функцию давления. Скругленная форма его крайней части является особенно важной для выполнения этой функции, так как нельзя разрезать слой нитей, покрытых защитным слоем.
Способ электродной сварки, в данном случае, осуществляется следующим образом. Как только что было уточнено, речь идет о процессе сварки в твердом состоянии. Положительный электрод и отрицательный электрод контактируют соответственно со слоем нитей, покрытых защитным слоем, и нижней поверхностью лотка. В первой фазе между двумя электродами на нити, покрытые защитным слоем, осуществляется только давление. Давление достигает величины Р1, предпочтительно, составляющей от 5 до 13 кг. Функцией этой фазы является осуществление "холодного" давления и обеспечение хорошего контакта нитей, покрытых защитным слоем, одновременно между ними и с поверхностью их подложки. В случае, когда речь идет о нитях второго слоя, обеспечивают осуществление контакта всех нитей между собой (один слой нитей выполняет функцию подложки для другого слоя). Такое надежное контактирование гарантирует хорошее прохождение тока в процессе следующей фазы. Сила тока достигает величины, составляющей, предпочтительно, от 500 до 1500 А. Это приводит к нагреву металла, покрывающего керамические волокна покрытых защитным слоем нитей, и началу сварки.
Давление затем поднимается до большей величины для осуществления дополнительной ковки слоя нитей, покрытых защитным слоем. Затем оно возвращается до первоначальной величины на время охлаждения места сварки.
Установка для погрузочно-разгрузочных операций, выполняемых с модулем двигателя летательного аппарата
Деталь, содержащая подложку со слоем керамического покрытия
Изоляция окружного выступающего края внешнего корпуса турбомашины относительно соответствующего кольцевого сектора, ступень турбомашины и турбомашина
Устройство неразрушающего контроля детали
Контур обнаружения положений контакторов в турбомашине
Способ изготовления композитной металлической детали с внутренними изготовленными из волокон усиливающими элементами, заготовка для его осуществления и полученная металлическая деталь
Предварительный нагрев свечи зажигания
Турбинная лопатка с обеспыливающим отверстием в основании лопасти
Способ изготовления кованой детали с адаптивной шлифовкой
Система винтов противоположного вращения для турбомашины летательного аппарата
Способ уменьшения диаметра отверстия
Элемент электрического соединения турбомашины
Передняя опора шасси летательного аппарата с единым устройством управления для подъема и направления
Способ получения на поверхности металлической детали защитного покрытия, содержащего алюминий
Тележка для перемещения модуля авиационного двигателя
Установка для погрузочно-разгрузочных операций, выполняемых с модулем двигателя летательного аппарата
Деталь, содержащая подложку со слоем керамического покрытия
Изоляция окружного выступающего края внешнего корпуса турбомашины относительно соответствующего кольцевого сектора, ступень турбомашины и турбомашина
Устройство неразрушающего контроля детали
Контур обнаружения положений контакторов в турбомашине

