Результат интеллектуальной деятельности: СПОСОБ ОБРАБОТКИ
Вид РИД
Изобретение
Изобретение относится к технологии машиностроения, а именно к упрочняющей обработке холодным пластическим деформированием, и может быть использовано при механической обработке деталей поршневых двигателей внутреннего сгорания (ДВС).
Так для обеспечения износостойкости втулки цилиндра ДВС в большинстве случаев технологическим процессом предусматривается поверхностная закалка током высокой частоты (ТВЧ) с последующим алмазным хонингованием.
Одним из главных недостатков используемого процесса является наличие при закалке ТВЧ высокого магнитного поля превышающее нормативный показатель более чем в 200 раз. Кроме того, процесс хонингования обеспечивает в большинстве случаев 9 класс шероховатости, что также в силу специфики работы пары трения втулка цилиндра - поршневое кольцо не способствует повышению износостойкости данной пары.
Целью предлагаемого изобретения является разработка способа обработки центробежным раскатником ударного принципа действия для обеспечения высокой поверхностной твердости и класса шероховатости внутренних поверхностей деталей типа тел вращения.
Известные раскатники ударного принципа действия, основанные на использовании центробежной силы шариков, размещаемых на периферии диска раскатника, имеют тот недостаток, что в конструкции раскатника всегда должен присутствовать передаточный механизм, чаще всего электродвигатель. Кроме того, возможности варьирования силой удара также ограничены и при равных условиях зависят от частоты вращения электродвигателя. Получаемый класс шероховатости обработанных поверхностей невысокий и зависит в первую очередь от исходной твердости материала.
Известна конструкция раскатника (фиг.1), в которой раскатывающее действие роликов сочетается с ударами. Раскатник такого рода состоит из оправки 1 с конусным хвостовиком, роликов 2, сепаратора 3. Рабочая часть оправки выполняется в виде многогранника или на ней делаются продольные рифления под ролики. Недостатком указанной конструкции раскатника является невозможность одновременного вращения детали и раскатника, что при всех одинаковых конструктивных и технологических возможностях обеспечило бы более повышенные показатели качества поверхностного слоя. Кроме того, для вращения раскатника необходим дополнительный механизм.
В показанном раскатнике ударного принципа действия практически нет удара, а присутствует нарастание силы прижатия роликов на обрабатываемую поверхность, что в конечном итоге может привести к заклиниванию роликов.
Целью разработанного изобретения является повышение качественных (с точки зрения износостойкости) показателей поверхностного слоя обрабатываемых внутренних поверхностей.
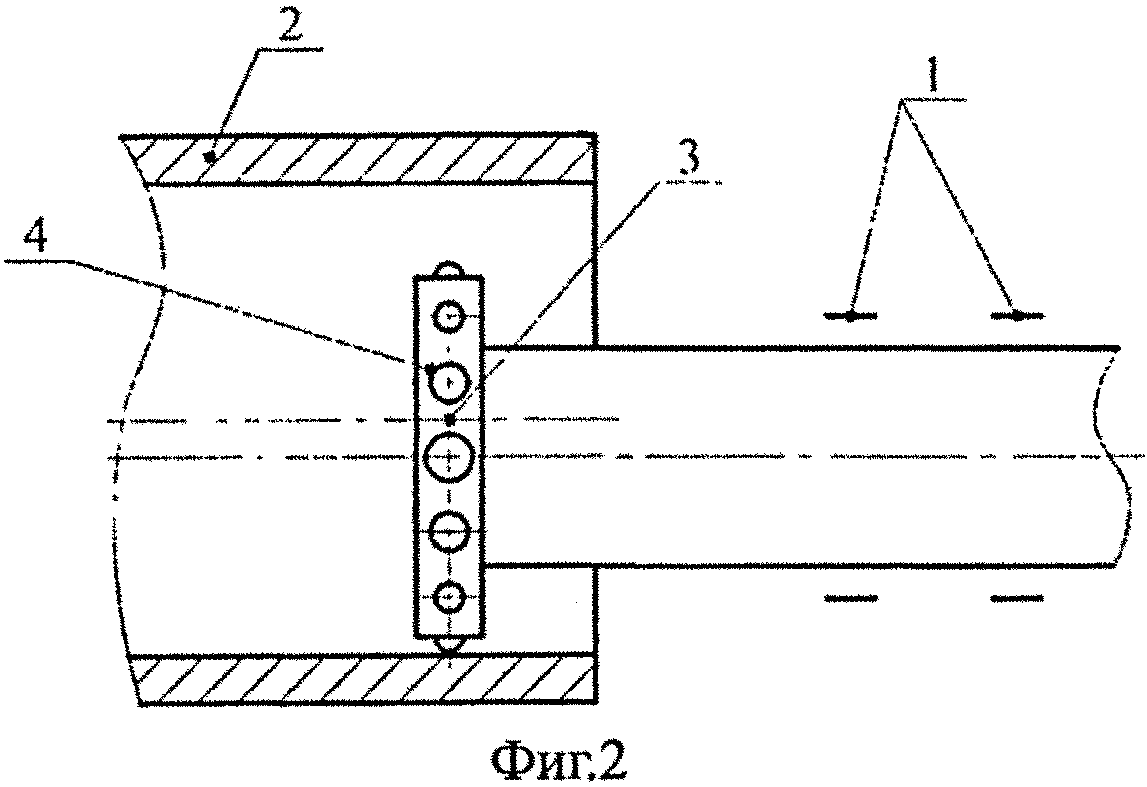
Поставленная цель достигается раскатыванием отверстий центробежным раскатником (фиг.2), который устанавливается на подшипниках 1 в резцедержателе станка. Заготовка 2, закрепленная в цанговом патроне, принудительно вращается и за счет фрикционной связи между ней и подпружиненными шариками 4, расположенными на периферии диска 3, обеспечивает самовращение раскатника.
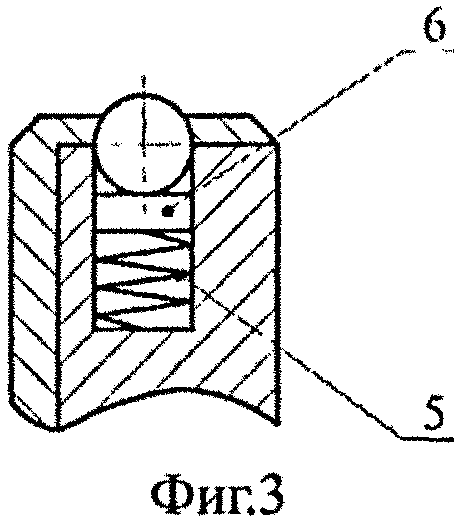
Подпружиненные шарики за счет центробежной силы ударяются об раскатываемую поверхность и тем самым ее пластически деформируют. За счет кратковременности удара шариков, их проскальзывания и раскатывающего действия класс шероховатости поверхности увеличивается в зависимости от исходной до 10-11 кл. Важное значение при этом играет жесткость пружины 5 (фиг.3), опирающейся в подпятник 6 и удерживающей шарик всегда в крайнем верхнем положении.
Разработанный способ обработки центробежным раскатником был апробирован при обработке втулок 095 мм и длиной 220 мм из чугуна марки СЧ 28-48. Обработка производилась на станке модели 16К20. Заготовка зажималась в специальном цанговом патроне. Частота вращения заготовки составляла 2500 об/мин, подача резцедержателя вместе с раскатником S=0,11-0,17 мм/об.
Литература
1. Упрочнение деталей наклепыванием ВПТИ, ОТИ, Москва, 1955.
2. Способ упрочняюще-чистовой обработки, МКИ B24B 39/00 опубл. в 1987.
3. Способ совмещенной обработки резанием и поверхностным пластическим деформированием комбинированным инструментом, МКИ B24B 39/00, опубл. в 1987.
4. Устройство для поверхностного пластического деформирования внутренних цилиндрических поверхностей деталей, МКИ B24B 39/00, 1988.
Способ поверхностного пластического деформирования внутренней поверхности детали, включающий закрепление детали в патроне и раскатку детали посредством установленного на подшипниках в резцедержателе станка центробежного раскатника, содержащего диск с хвостовиком и расположенные на периферии диска подпружиненные шарики, при этом закрепленную в патроне деталь принудительно вращают с обеспечением самовращения центробежного раскатника посредством фрикционной связи между упомянутыми подпружиненными шариками и обрабатываемой поверхностью детали для раскатывающего воздействия на поверхность детали ударами шариков и их проскальзывания.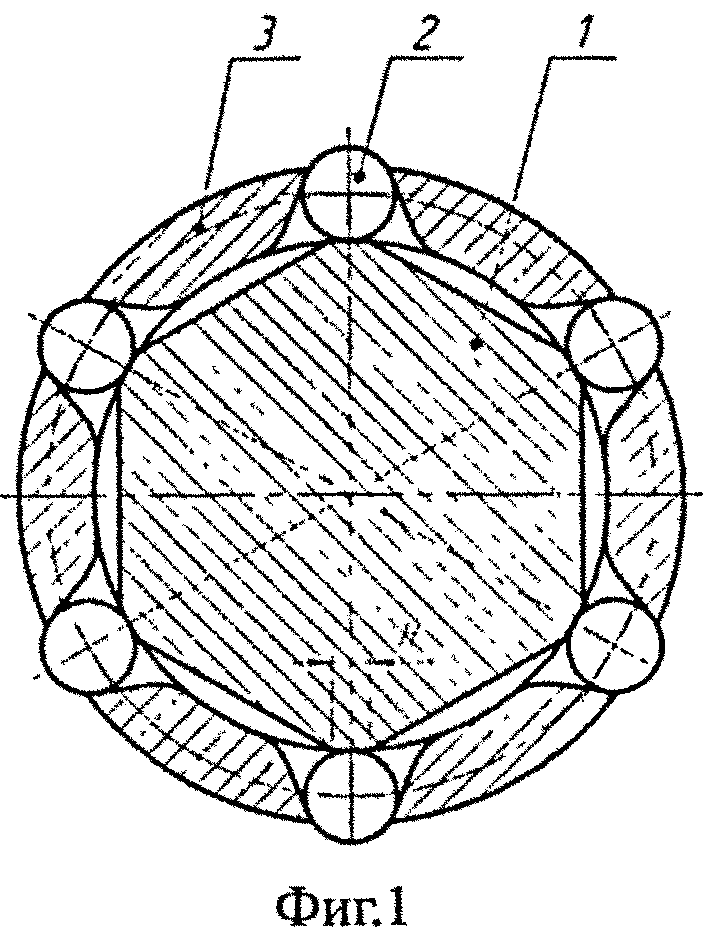
Способ протравного крашения шерстяной ткани растительным красителем чертополоха поникающего
Реанимационный комплекс для новорожденных
Способ получения купажированного сублимированного сока из овощей
Конструкция статора трехфазного асинхронного двигателя малой мощности
Устройство для получения талой воды
Наливка "рубин дагестана"
Наливка "пурпурная фантазия"
Светотранзистор с высоким быстродействием
Бункер с наклонными электродами для электроразогрева бетонной смеси
Система сейсмозащиты каркасных зданий
Способ протравного крашения шерстяной ткани растительным красителем чертополоха поникающего
Реанимационный комплекс для новорожденных
Способ получения купажированного сублимированного сока из овощей
Малотоннажная установка по утилизации ресурсов малых месторождений природного газа
Способ изготовления линз для стоматологических очков
Конструкция статора трехфазного асинхронного двигателя малой мощности
Устройство для получения талой воды
Наливка "рубин дагестана"
Наливка "пурпурная фантазия"
Конденсационный термоэлектрический шкаф

