Результат интеллектуальной деятельности: РОЛИК ОБКАТНОЙ МУЛЬТИРАДИУСНЫЙ
Вид РИД
Изобретение
Изобретение относится к технологии обработки металлов давлением, в частности к упрочняющей обработке деталей машин поверхностным пластическим деформированием (ППД) обкатными роликами.
Известны конструкции обкатных роликов торовой формы для осуществления ППД (ГОСТ 16344-70. Ролики обкатные. Конструкция и размеры).
Все эти ролики имеют профиль рабочей поверхности, выполненный в виде радиуса постоянной величины - профильного радиуса ролика (Rпр).
По ГОСТ 16344-70 ролики торовой формы изготавливаются с Rпр величиной от 1,6 до 16 мм.
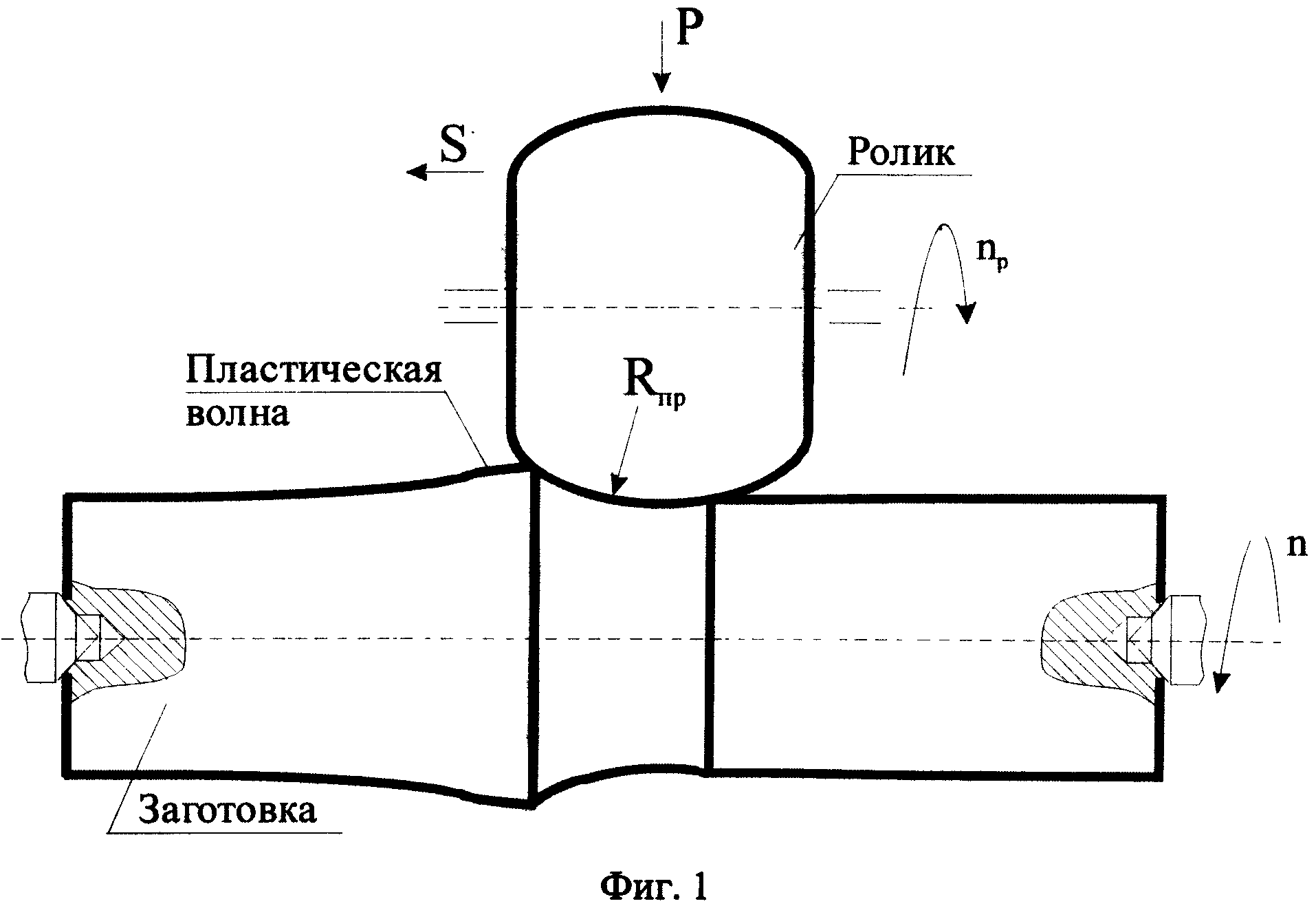
В процессе обработки ППД ролик рабочей частью прижимается к поверхности детали с некоторым усилием Р (по упругой схеме обработки) или с некоторым натягом hд (по жесткой схеме обработки). Вращение (nр) ролику сообщается посредством вращения детали n. Ролик перемещается вдоль оси детали с некоторой подачей S, в результате чего перед ним образуется волна пластически деформированного металла (фиг.1).
При внедрении ролика в зоне контакта возникает асимметричный очаг деформации (ОД) ABCDEFG, характеризуемый передней внеконтактной поверхностью пластической волны (АВС), поверхностью контакта (CDE), a также задней внеконтактной поверхностью (EF). Геометрические размеры и кривизна поверхностей ОД определяются свойствами обрабатываемого материала, а также параметрами режима обработки (фиг.2).
Вследствие деформации частицы металла в ОД перемещаются вдоль некоторых линий тока (ЛТ), формируя упрочненный слой некоторой толщины (фиг.2). Начальные параметры механического состояния металла, которые частицы имели до входа в ОД, трансформируются в накопленные к моменту выхода.
В процессе перемещения вдоль ЛТ частицы металла испытывают непрерывно изменяющееся напряженное состояние, которое в совокупности может быть описано величиной гидростатического давления (величина среднего нормального напряжения, взятая с обратным знаком). При этом происходит непрерывное накопление деформации и исчерпание запаса пластичности частицами металла, которые оцениваются соответственно степенью деформации сдвига Λ и степенью исчерпания запаса пластичности Ψ.
В результате обработки формируется поверхностный слой, оцениваемый совокупностью параметров качества, ключевыми из которых при обработке ППД являются:
- степень упрочнения, (%);
- глубина упрочнения, (мм);
- градиент упрочнения, (МПа/мм).
Конструкции роликов по ГОСТ 16344-70 позволяют в зависимости от исходных свойств металла детали, условий и технологических режимов обработки ППД получать поверхностный слой (ПС) с определенными параметрами механического состояния металла.
Стремление к повышению параметров качества ПС приводит к необходимости интенсификации процесса ППД через изменение режимов обработки и увеличение таким образом объема ОД. Однако известно, что, например, величина допустимого действительного внедрения роликов по ГОСТ 16344-70 при ППД в зависимости от свойств обрабатываемого металла не превышает значений 0,05-0,15 мм - в этом отношении способы ППД имеют предел, обусловленный в первую очередь пластическими свойствами обрабатываемого металла.
При превышении этих значений полностью исчерпывается запас пластичности и происходит разрушение металла в районе вершины пластической волны (точка C на фиг.2) и, как следствие, обработанной поверхности.
Таким образом, доступный диапазон изменения достигаемых при обработке ППД параметров механического состояния ПС ограничен как исходными свойствами металла детали, так и допустимым диапазоном изменения технологических параметров режима обработки, к которым относится и форма профиля обкатного ролика.
Так, например, для обработки ППД заготовки из стали 45 в состоянии поставки роликами по ГОСТ 16344-70 наибольшая степень упрочнения, достижимая без разрушения ПС, составляет 30-40%, наибольшая глубина упрочнения при этом в зависимости от режимов обработки составляет 3-4 мм.
Из представленного примера следует, что недостатком обкатных роликов известной конструкции является недостижимость больших по величине параметров механического состояния ПС, например, степени упрочнения 45-50% без разрушения ПС детали.
Техническим результатом изобретения является расширение возможностей обработки ППД и диапазона достижимых параметров механического состояния металла ПС, за счет применения деформирующего ролика со специальной формой профиля рабочей поверхности.
Технический результат заявляемого изобретения достигается тем, что в ролике обкатном мультирадиусном, включающем профиль рабочей поверхности, выполненный в виде радиуса постоянной величины, согласно изобретению профиль рабочей поверхности представляет собой комбинацию последовательно расположенных деформирующих элементов в количестве от 2 до 10 с профильным радиусом 0,5…5 мм, выполненных в виде радиусов постоянной величины, расположенных относительно друг друга со смещением в радиальном направлении на величину 0,01…0,1 мм как к оси ролика, так и от нее, а расстояние между вершинами деформирующих элементов вдоль оси ролика составляет  , где
, где
Rпр1 - профильный радиус первого деформирующего элемента;
Rпр2 - профильный радиус второго деформирующего элемента.
Изобретение поясняется чертежами, где на фиг.1 показан процесс обработки ППД роликом, взятым за прототип, на фиг.2 - возникновение очага деформации при обработке ППД роликом, взятым за прототип, на фиг.3 - конструкция ролика обкатного из 4 инденторов.
Профиль рабочей поверхности ролика обкатного мультирадиусного представляет собой комбинацию последовательно расположенных деформирующих элементов в количестве от 2 до 10 с профильным радиусом 0,5…5 мм. Рассмотрим на примере конструкции ролика обкатного мультирадиусного из 4 инденторов. Ролик обкатной мультирадиусный перемещается вдоль оси детали с некоторой подачей S.
Расстояние между вершинами ДЭ вдоль оси ролика составляет  , где
, где
Rпр1 - профильный радиус первого деформирующего элемента;
Rпр2 - профильный радиус второго деформирующего элемента.
Деформирующий элемент, первым входящий в контакт с исходным (необработанным) поверхностным слоем 3 детали 2, имеет некоторый профильный радиус Rпр1=0,5…5 мм и двигается относительно поверхностного слоя 3 с некоторым натягом h∂1=0,01…0,1 мм. В результате возникает ОД, по форме и размерам типичный для ППД роликом-прототипом.
Второй деформирующий элемент также имеет некоторый профильный радиус Rпр2=0,5…5 мм и радиальное смещение относительно 1-го элемента в направлении от оси ролика на некоторую величину в пределах Δ12=0,01…0,1 мм. Таким образом, натяг 2-го элемента относительно поверхности составляет h∂2=h∂1+Δ12.
Второй ДЭ формирует свой ОД, передняя внеконтактная зона которого совпадает с задней внеконтактной зоной ОД от первого ДЭ. Таким образом, в зоне между 1-м и 2-м ДЭ происходит изменение схемы напряженного состояния, которое приводит к смене знака пластической деформации и трансформации механического состояния частиц металла при переходе от одного ДЭ к другому.
Этот же эффект наблюдается во всех зонах, расположенных между соседними деформирующими элементами.
Третий деформирующий элемент, как и предыдущие, имеет профильный радиус Rпр3=0,5…5 мм и радиальное смещение относительно 2-го элемента в направлении от оси ролика на величину Δ23=0,01…0,1 мм. Таким образом, натяг 3-го элемента относительно поверхности составил h∂3=h∂2+Δ23.
Четвертый деформирующий элемент также имеет профильный радиус Rпр4=0,5…5 мм и некоторое радиальное смещение величиной в пределах Δ12=0,01…0,1 мм относительно 3-го элемента в обратную сторону, т.е. в направлении к оси ролика величиной Δ34. Таким образом, натяг 3-го элемента относительно поверхности составил h∂4=h∂3-Δ34.
С точки зрения стабильности положения ролика относительно обрабатываемой поверхности, т.е. для снижения сил, вызывающих перекос ролика, натяг последнего ДЭ должен быть идентичным натягу первого ДЭ, т.е. h∂1=h∂4. Таким образом, смещение 4-го ДЭ (в обратном направлении) должно составлять Δ34=-(Δ12+Δ23).
В результате описанной выше конструкции профиля рабочей части металл поверхностного слоя детали при обработке, находясь в условиях сложного напряженного состояния, испытывает пластическую деформацию с неоднократной сменой знака, что приводит к частичному залечиванию дефектов и восстановлению запаса пластичности металла в зонах смены знака деформации.
Результаты исследований показали, что при обработке роликом представленной конструкции накопление деформации и исчерпание запаса пластичности происходит волнообразно, число и расположение «волн» соответствует числу ДЭ. При этом накапливаются значительно меньшие значения исчерпания запаса пластичности Ψ=0,02…0,3, в то время как при обработке деталей ППД роликами по ГОСТ 16344-70 с профильным радиусом Rпр=1,6…10 мм, значения степени исчерпания запаса пластичности находятся в диапазоне Ψ=0,1…0,9.
Проведенные исследования показывают, что описанная выше конструкция профиля рабочей части обкатного ролика позволяет накапливать большие значения деформаций без разрушения ПС и увеличить максимально достижимые значения параметров механического состояния металла ПС при обработке.
Ролик обкатной с рабочей поверхностью, имеющей радиус постоянной величины, отличающийся тем, что на рабочей поверхности ролика последовательно расположены от 2 до 10 деформирующих элементов с профильным радиусом 0,5…5 мм, смещенных относительно друг друга в радиальном направлении на величину 0,01…0,1 мм, как к оси ролика, так и от нее, при этом расстояние между вершинами упомянутых деформирующих элементов вдоль оси ролика составляет , гдеR - профильный радиус первого деформирующего элемента;R - профильный радиус второго деформирующего элемента.
Способ получения ультрамелкозернистых структур прокаткой
Способ получения топливных брикетов
Способ получения топливных брикетов
Ролик обкатной комбинированный
Ролик обкатной двухрадиусный
Датчик тока изолированный
Устройство для моделирования хлыстового повреждения шейного отдела позвоночника
Способ отработки мощных крутых угольных пластов
Проходческий комбайн
Способ обогащения угольного шлама и угля
Парогенератор и способ получения высокотемпературного водяного пара
Устройство для установления остаточной метаноносности угля
Магнитный сепаратор для тонкого разделения жидкостно-дисперсных систем
Способ оперативного определения влажности угольного пласта
Способ подогрева воздуха в шахтах
Способ получения топливных брикетов
Способ получения топливных брикетов

