Результат интеллектуальной деятельности: ШТАНГА БУРОВАЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ
Вид РИД
Изобретение
Изобретение относится к области горного дела, к буровому инструменту, а именно к штанге буровой для перфораторного бурения шпуров.
Известна шестигранная штанга буровая с центральным каналом, включающая хвостовик с высаженным буртом, а второй торец штанги выполнен с конической посадочной поверхностью (см. ГОСТ Р 51681-2000. Перфораторы пневматические. Штанги буровые).
Недостатками известного инструмента являются значительная трудоемкость изготовления из-за необходимости термообработки штанги после высадки бурта, а также недостаточные прочность и срок службы в связи с нарушением структуры стали в области бурта и с возможностью сужения центрального канала.
Известна шестигранная штанга буровая с центральным каналом, содержащая хвостовик и стержень, между которыми выполнена канавка с размещенным в ней сборным буртиком (см. патент РФ №2203382, МКИ7 E21B 17/00), которая принята за прототип.
Недостатками известного инструмента являются значительная трудоемкость изготовления, а также недостаточные прочность и срок службы в связи с выполнением бурта сборным.
Целью предлагаемого технического решения являются увеличение срока службы штанги при одновременном снижении трудоемкости изготовления.
Указанная цель достигается тем, что в штанге буровой, содержащей стержень и хвостовик, между которыми выполнена кольцевая канавка с размещенным в ней буртом, согласно техническому решению выполнена как минимум одна дополнительная кольцевая канавка, а бурт выполнен высадкой на кольцевые канавки, при этом образующие крайних канавок, примыкающие к хвостовику и стержню, образуют с ними тупой угол, а диаметр штанги, размеры канавок и бурта должны удовлетворять следующему соотношению
где h и a - соответственно глубина и ширина кольцевой канавки;
Ds и B0 - минимальный наружный диаметр штанги и высота бурта.
Образующие кольцевых канавок выполнены в форме дуг окружности.
Кольцевые канавки и выступы между ними образованы витками резьбы.
В шестигранной штанге минимальный диаметр канавки находится между диаметрами описанной и вписанной окружности стержня шестигранного стержня.
Способ изготовления штанги буровой, заключающийся в выполнении кольцевых канавок в теле штанги между стержнем и хвостовиком с образованием выступов между ними, нагреве кольцевой заготовки бурта и высадки в бурт нагретой заготовки на кольцевую проточку, согласно техническому решению внутреннее отверстие заготовки бурта выполнено ответно сечению стержня штанги, а высота заготовки бурта больше суммарной ширины кольцевых канавок и выступов между ними.
Высота кольцевой заготовки больше суммарной ширины кольцевых канавок и образованных между ними выступов.
Конструкция и способ изготовления предлагаемой штанги поясняются чертежом.
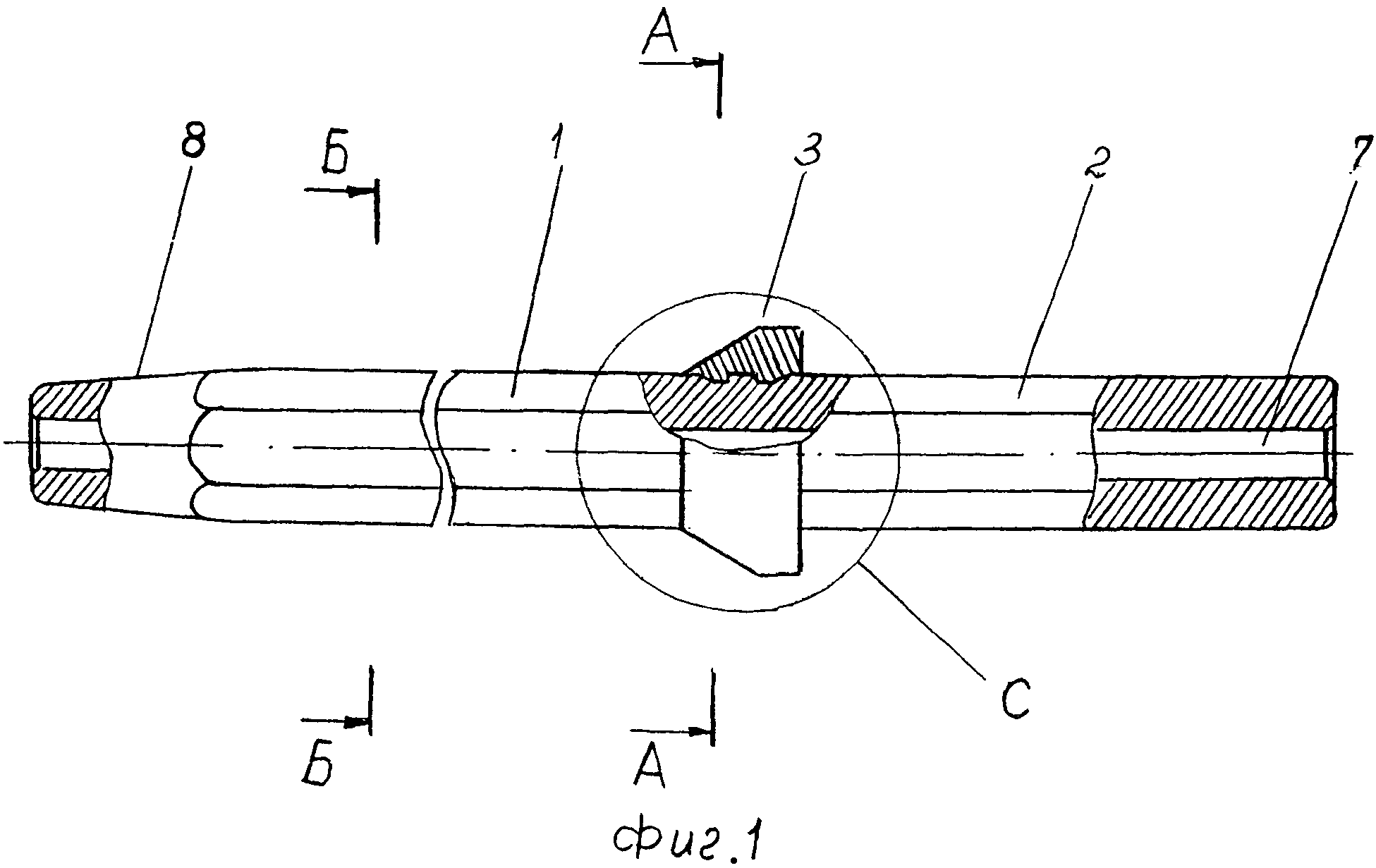
На фиг. 1 представлен общий вид штанги;
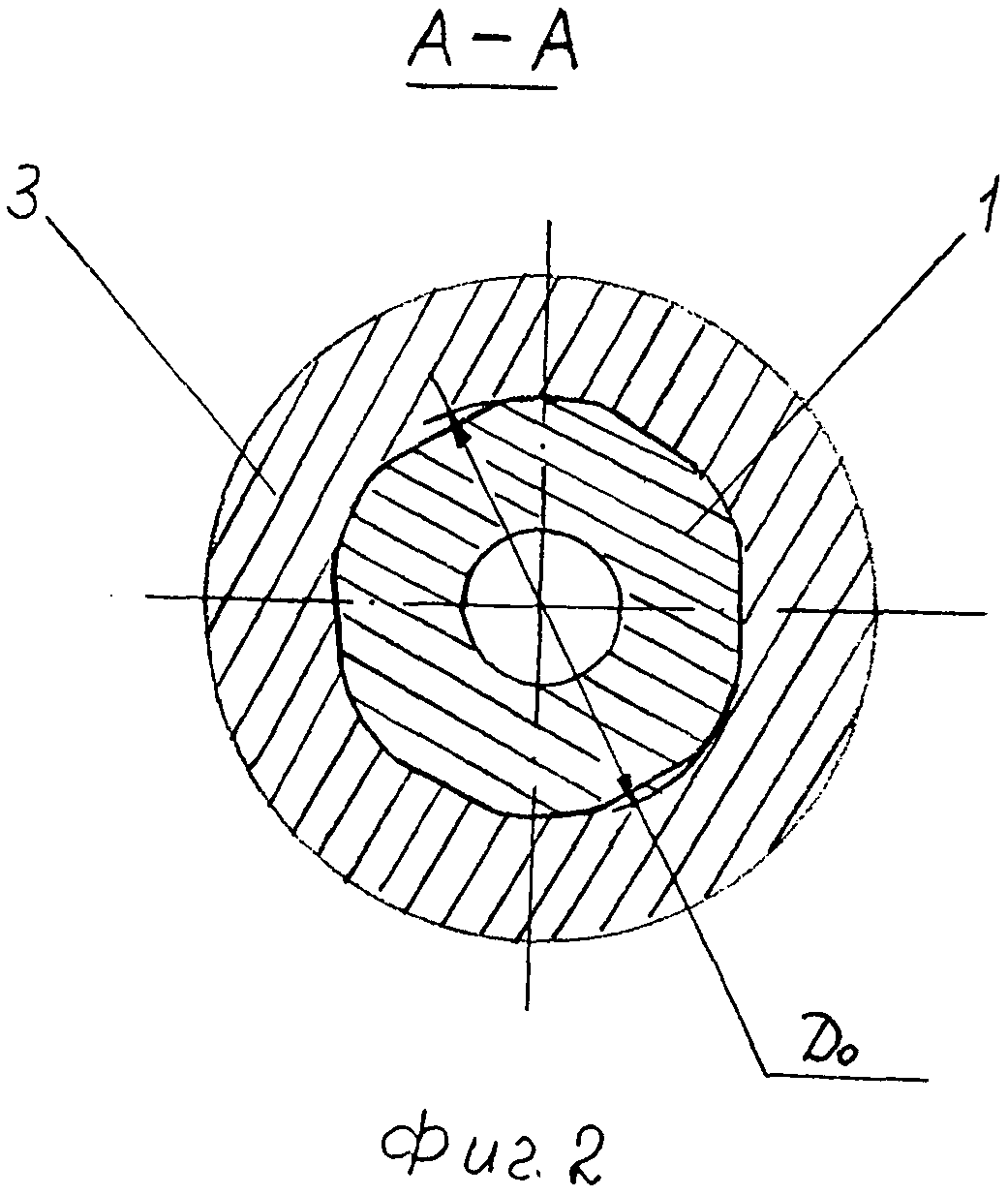
На фиг. 2 - разрез А-А по бурту на фиг. 1;
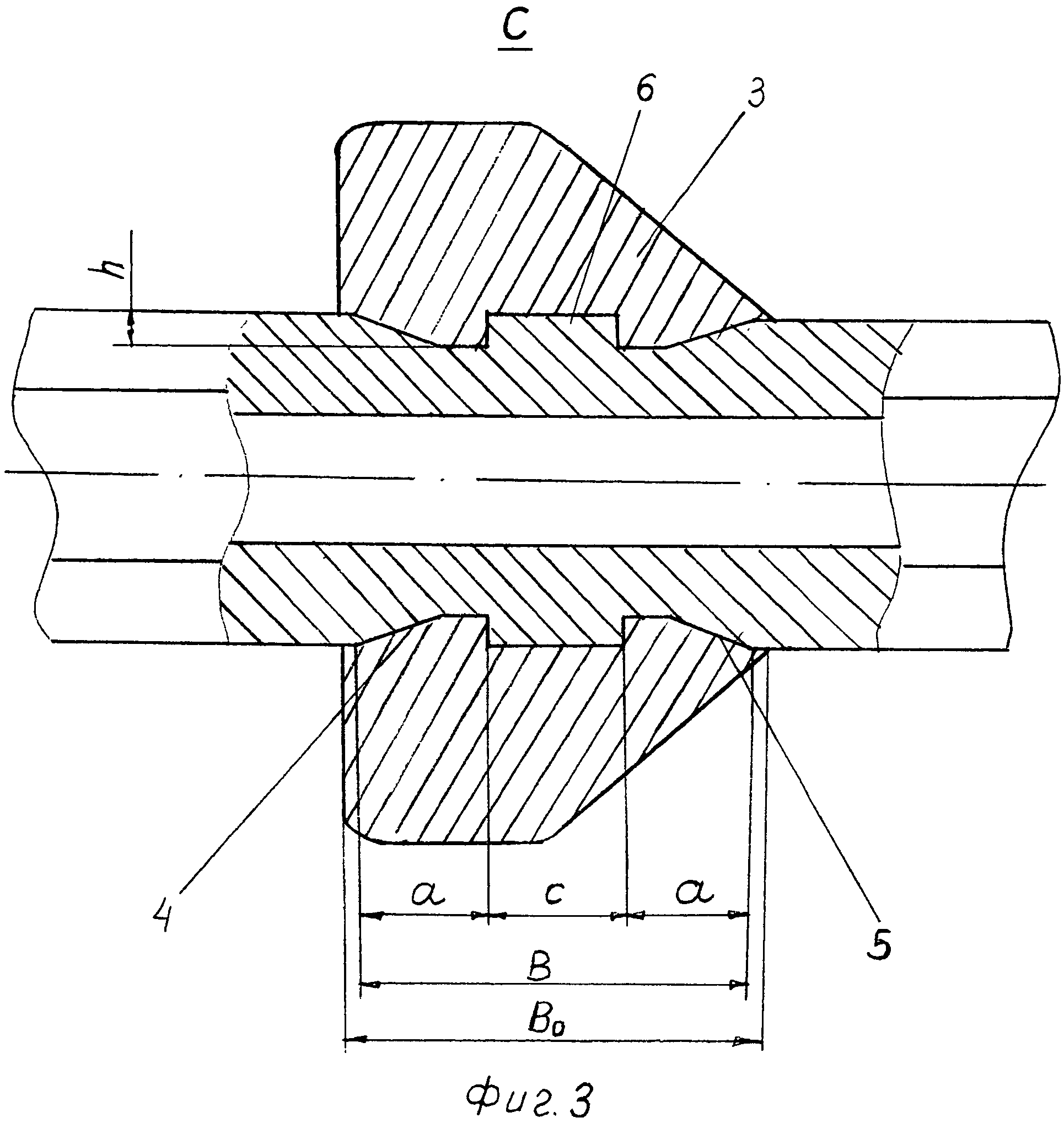
На фиг. 3 - посадка бурта на штангу, узел C на фиг. 1;
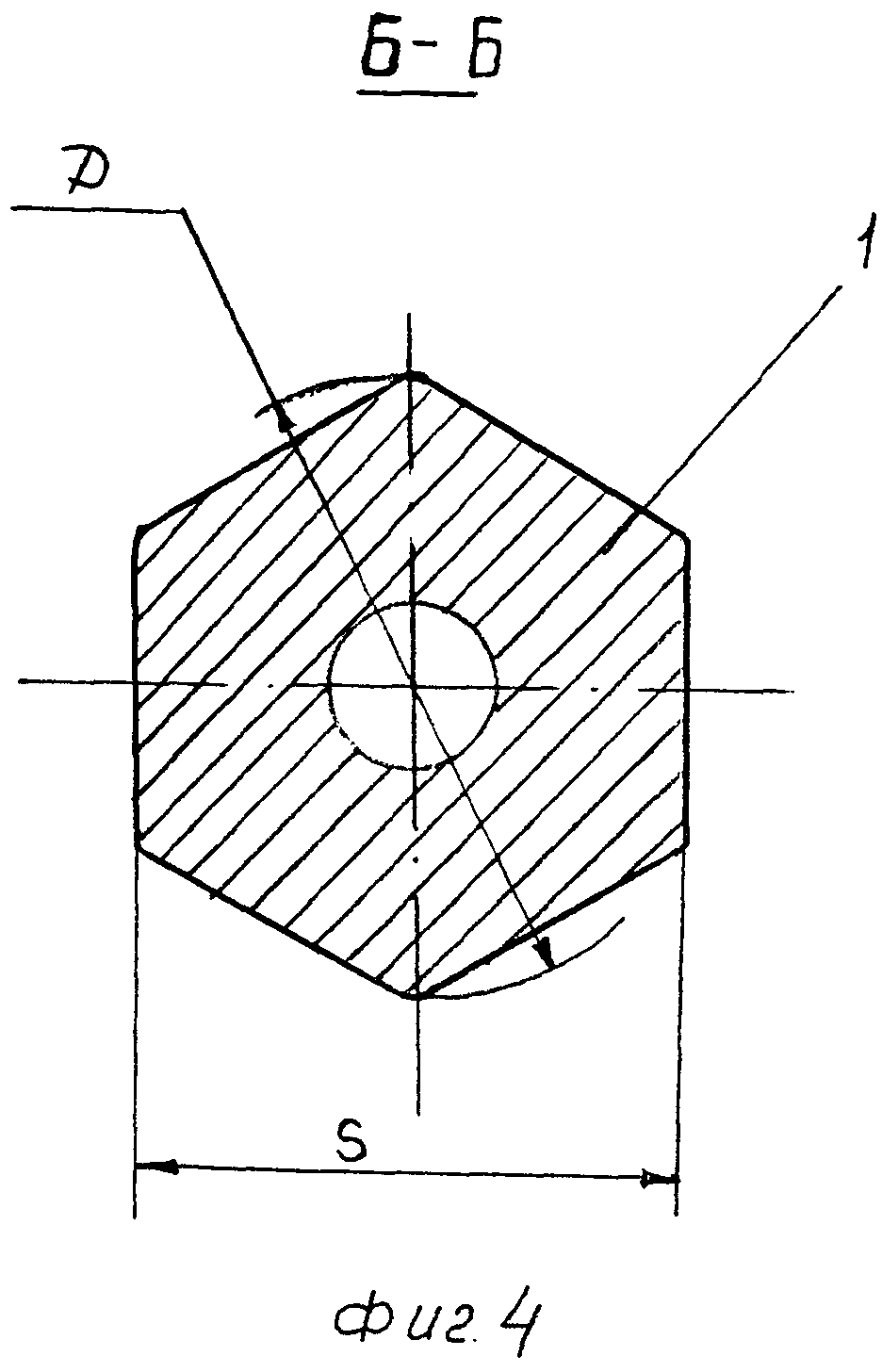
На фиг. 4 - разрез Б-Б по телу стержня штанги на фиг. 1;
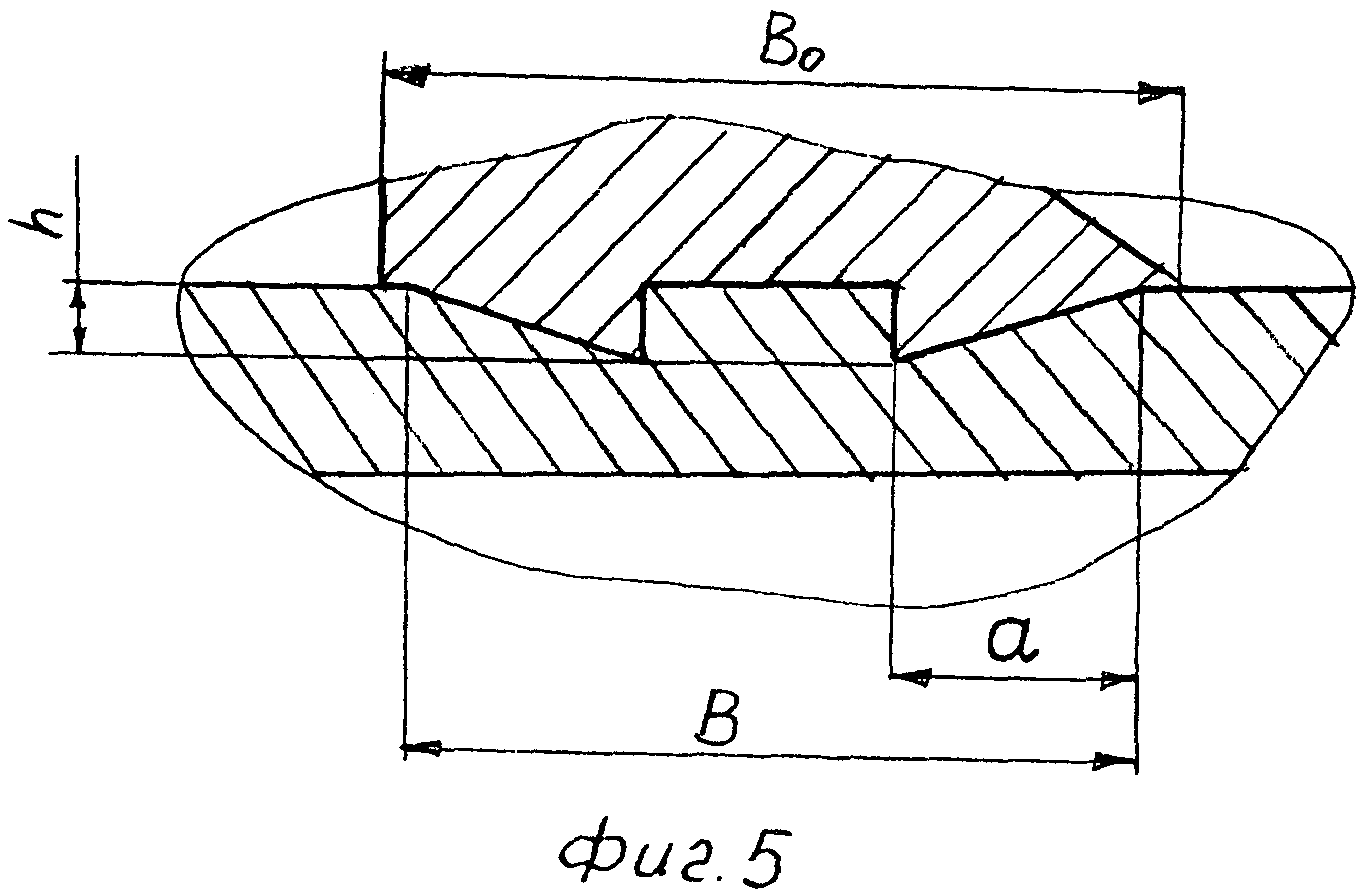
На фиг. 5 - вариант посадки бурта на канавки с образующими в форме треугольника;
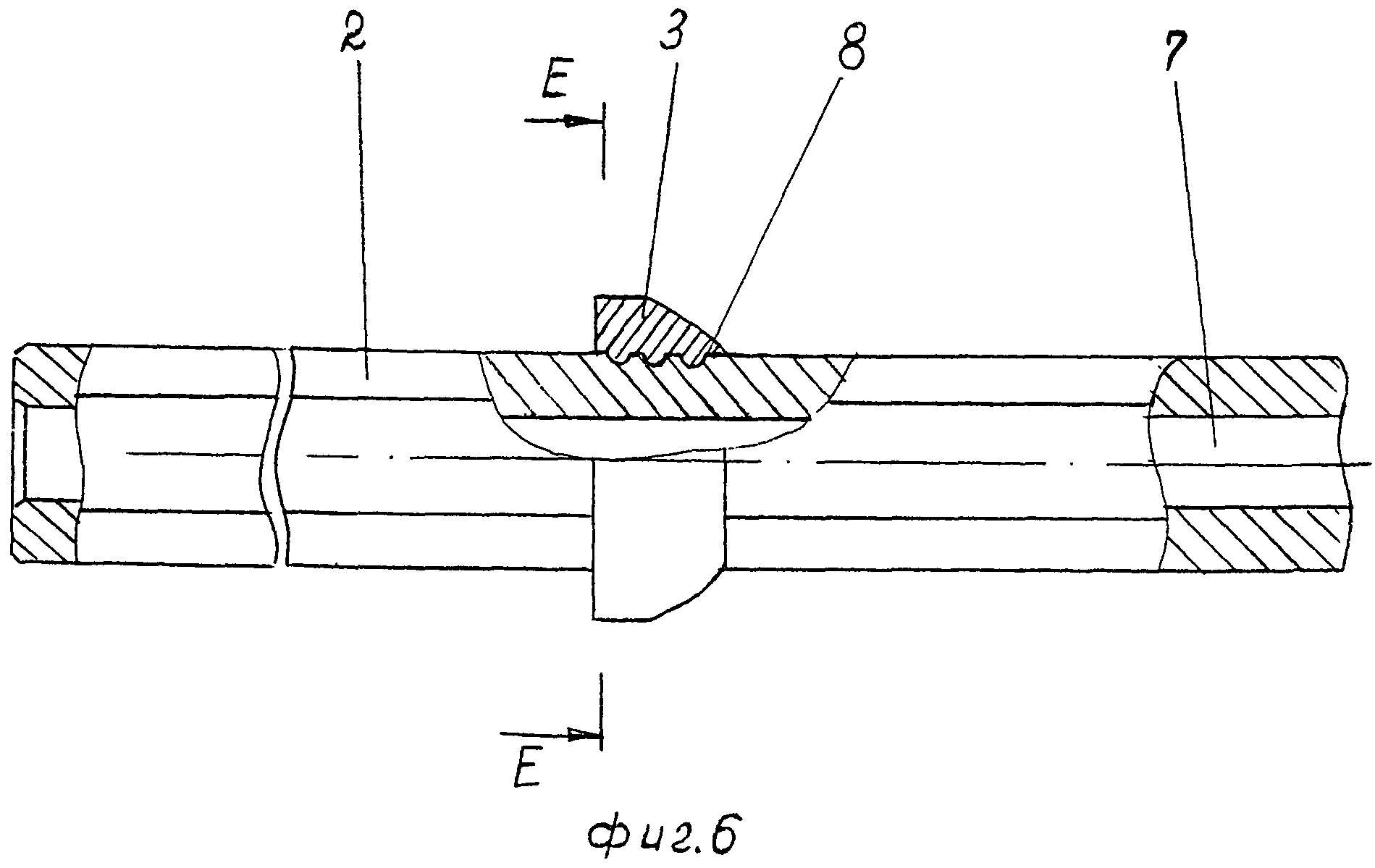
На фиг. 6 - вариант посадки бурта на штангу с мелкими канавками;
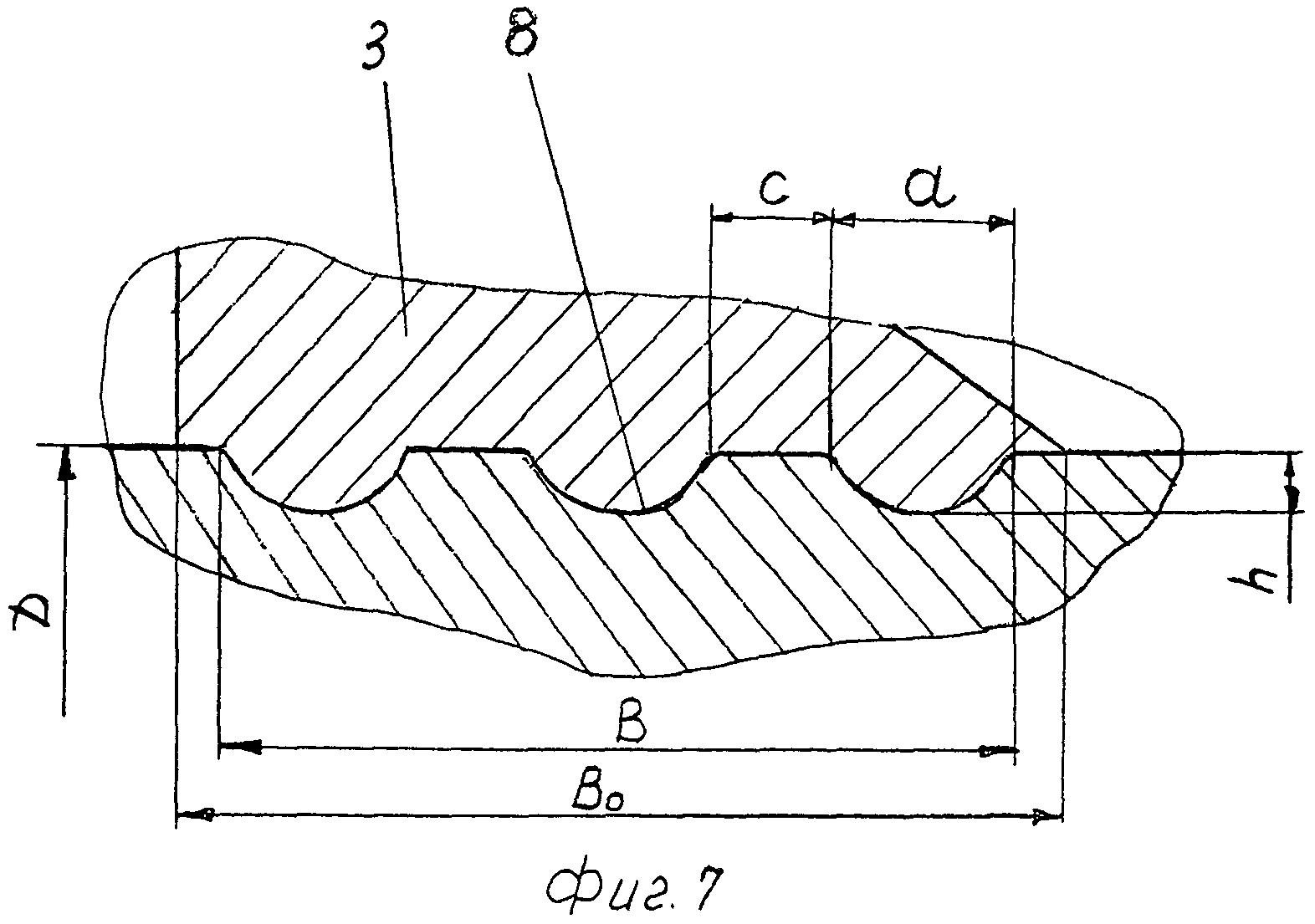
На фиг. 7 - кольцевые канавки в штанге с образующими в виде дуг окружности (узел Г на фиг. 6);
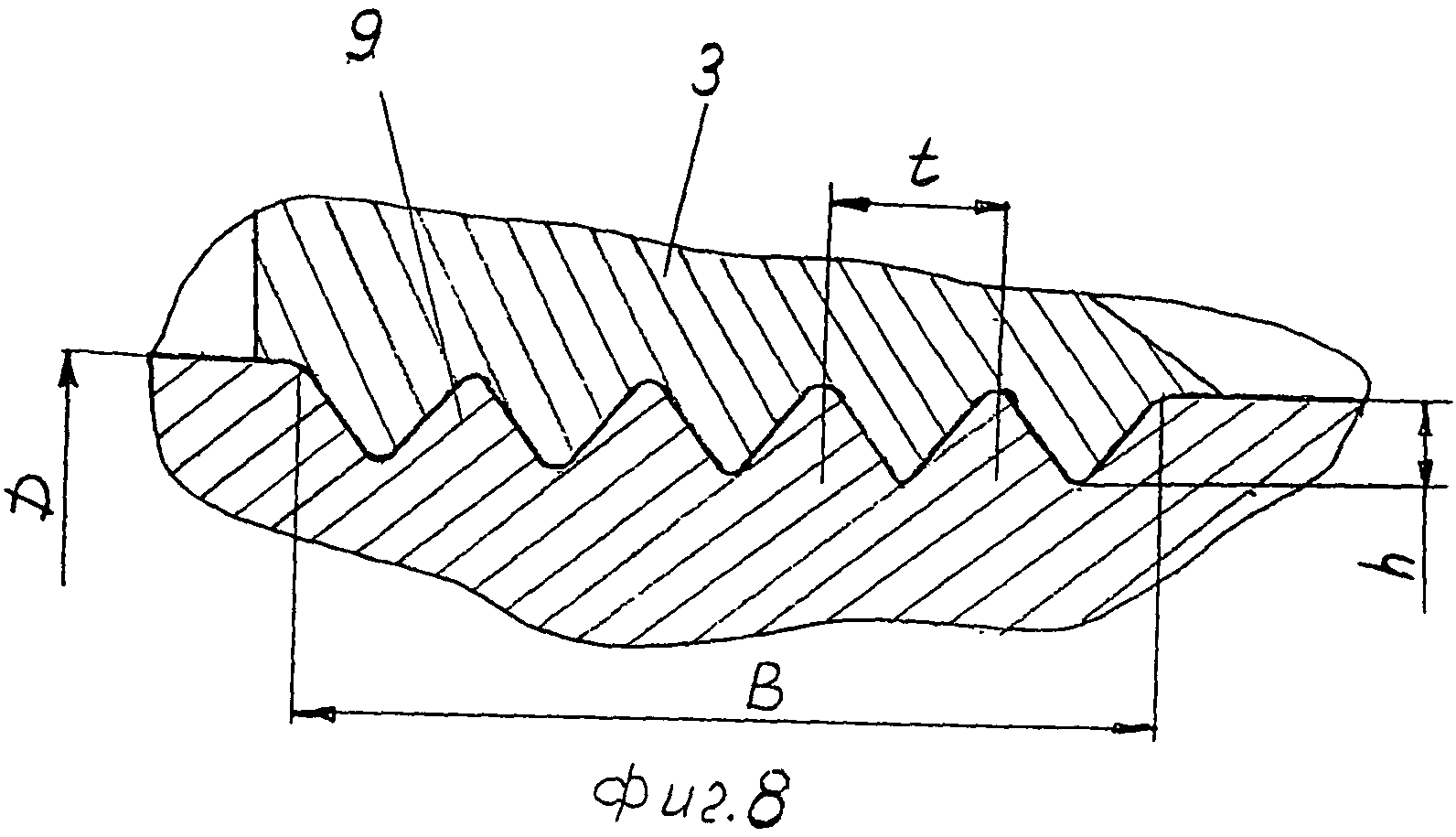
На фиг. 8 - кольцевые канавки в штанге в виде резьбы (узел Г на фиг. 6);
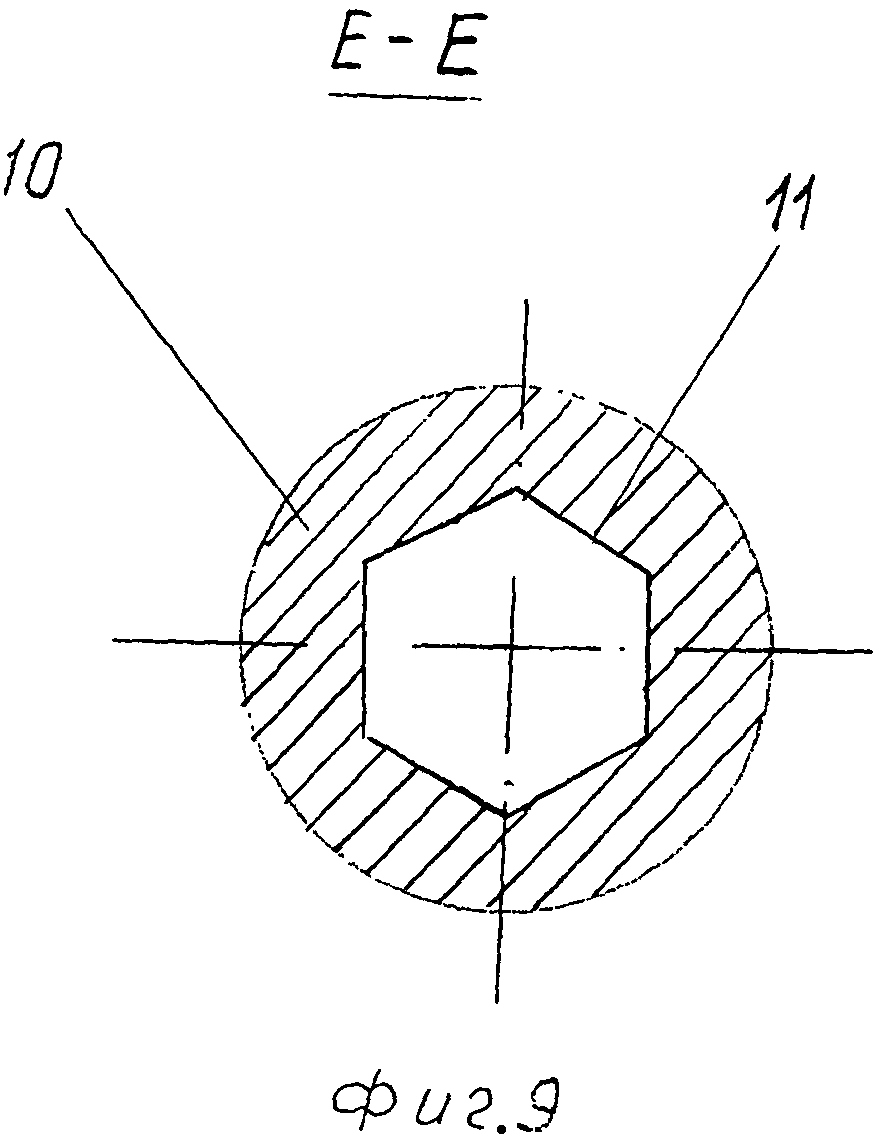
На фиг. 9 - кольцевая заготовка бурта с шестигранным внутренним отверстием.
Штанга буровая содержит стержень 1 (фиг. 1-4), выполненный, например, из шестигранника, хвостовик 2, высаженный бурт 3, установленный, например, на двух кольцевых канавках 4 и 5 (фиг. 3) с образованием выступа 6. Образующие (на фиг. не указаны) кольцевых канавок 4 и 5, сопрягаемые с выступом 6 и образующими стержня 1, соответственно оставляют прямой и тупой (более 90 градусов) углы. Штанга включает центральный канал 7, а передний торец 8 штанги выполнен, например, с конической поверхностью.
Размер шестигранного стержня 1 или диаметр вписанной окружности - «S», а диаметр описанной окружности - «D» (Фиг. 4).
Наименьший диаметр кольцевой канавки D0 штанги из шестигранного стержня 1 с целью обеспечения требуемой прочности соединения и исключения ослабления прочности выбирается из условия S≤D0≤D, т.е. находится в пределах максимального (D) и минимального размера (S) шестигранника. Высота «B0» бурта 3 (фиг.3) больше суммарной ширины кольцевых канавок «a» и бурта «c».
Образующая кольцевых канавок 4 и 5 (Фиг. 5) может быть выполнен в форме треугольника.
В буровой штанге между хвостовиком 2 и стержнем 1 могут быть выполнена более двух кольцевых канавок 8 (фиг. 6 и 7), на которые высаживается бурт 3.
Кольцевые канавки в стержне 1 могут быть выполнены в виде резьбы 9 (фиг. 8) с шагом «t» и высотой витка «h».
В заготовке 10 (фиг. 7) бурта 3 внутреннее отверстие 11 может быть выполнено ответно поперечному сечению стержня 1, например, в виде шестигранника, при изготовлении штанги из шестигранной заготовки.
Способ изготовления штанги
Способ изготовления буровой штанги с высаживаемым буртом 3 (фиг. 1-3) включает выполнение, как минимум, двух кольцевых канавок 4 и 5 между стержнем 1 и хвостовиком 2, изготовление кольцевой заготовки 10 (фиг. 9) бурта 3 наружным и внутренним диаметрами соответственно больше диаметра бурта 3 и стержня 1, а высотой не больше высоты бурта 3. Далее осуществляется нагрев заготовки 10 бурта и ее высадка на кольцевые канавки 4 и 5.
Монтаж штанги осуществляется следующим образом. В теле штанги между стержнем 1 и хвостовиком 2 выполняются, как минимум, две кольцевые канавки 4 и 5 (фиг. 1-4). Нагретая до температуры, например, 700-800°C заготовка 10 (фиг. 9) бурта 3 устанавливается напротив канавок 4 и 5 и высаживается на выступ 6 с деформацией внутренней и наружной поверхности заготовки до полного заполнения полостей, образованных внутренними поверхностями заготовки и канавок 4 и 5.
При остывании бурта 3 происходит уменьшение внутреннего диаметра и высоты "B" соответственно на величину:
ΔD=D0·α·ΔT
ΔB=B·α·ΔT.
С целью исключения образования зазора между поверхностями бурта 3 и канавок 4, 5 снижение радиуса бурта 3 должно превышать половину величины уменьшения высоты бурта 3, т.е.
0,5·ΔD0≥0,5·ΔB.
Для обеспечения указанного условия, принимая во внимание, что ширина горизонтальной части канавок может составить половину их ширины, должно быть соблюдено следующее соотношение
Учитывая, что D0≈S, получим

где Ds - минимальный наружный размер или диаметр поперечного сечения штанги (наружный диаметр круглой штанги или размер шестигранника).
При остывании бурта 3, уменьшении его высоты B0 и внутреннего диаметра торцы выступа 6 обжимаются выдавленными в кольцевые проточки участками бурта 3. Ограничение высоты канавок "h", согласно соотношению (1), обеспечивает сохранение посадки бурта 3 на стержень 1 с натягом по всей высоте бурта 3.
Выполнение образующей канавок 4 и 5 (фиг. 5) в форме треугольника позволяет уменьшить ширину «а» канавок 4 и 5.
При выполнении в стержне 1 более двух канавок 8 (фиг. 6, 7) повышается надежность соединения.
При выполнении в теле штанги резьбовой проточки 9 (фиг. 8) заготовка штанги изготавливается стандартным инструментом.
При изготовлении кольцевой заготовки 10 (фиг. 9) с шестигранным внутренним отверстием 11 температура нагрева заготовки может быть снижена при одновременном повышении качества высадки. Штанга буровая работает следующим образом.
При бурении стержень 1 и хвостовик 2 штанги испытывают значительные осевую нагрузку и крутящий момент. Вынос выбуренной породы, охлаждение породоразрушающего инструмента (на фиг. не показан) осуществляется подаваемой по центральному каналу 7 рабочей жидкостью или воздухом. Исключение ковки штанги для высадки бурта 3, дополнительной термической обработки не приводит к изменению структуры металла в зоне бурта, механических свойств и сужению канала 7.
При работе бурт 3 испытывает ударные осевые нагрузки со стороны ограничителя перемещения перфоратора (на фиг. не показан). При высадке кольцевой заготовки бурта 3 полости, образованные поверхностями кольцевых канавок 4, 5 и бурта 3 (фиг. 3), полностью заполняются деформируемым металлом заготовки бурта. Осевая нагрузка, действующая на бурт 3, воспринимается боковыми поверхностями кольцевых канавок 4, 5.
При выполнении канавок 8 (фиг. 6 и 7) образующей в форме дуги окружности повышается заполняемость канавок 8 деформируемым металлом бурта 3.
При выполнении проточек на штанге в виде резьбы 9 (фиг. 8) существенно увеличивается суммарная площадь контакта бурта 3 со штангой, на которую действует осевая нагрузка.
Выполнение кольцевой заготовки 10 в виде шестигранника 9 (фиг. 6) существенно снижает деформацию заготовки 10 при одновременном повышении качества соединения «бурт-штанга».

Устройство для измерения угла наклона копытцевого рога к подошвенной поверхности парнокопытных животных
Капсула для лечения и профилактики болезней нижней части конечностей крупного рогатого скота
Вытяжное устройство для улавливания неорганизованных выбросов от металлургического агрегата
Электрошлаковая печь для выплавки слитков
Кустовая буровая установка
Способ разматывания ослабленного участка талевого каната с барабана лебедки и устройство для его осуществления
Стержень прошивной оправки прокатного стана
Шарошка бурового долота
Шарошка бурового долота
Долото шарошечное
Устройство для измерения угла наклона копытцевого рога к подошвенной поверхности парнокопытных животных
Капсула для лечения и профилактики болезней нижней части конечностей крупного рогатого скота
Вытяжное устройство для улавливания неорганизованных выбросов от металлургического агрегата
Электрошлаковая печь для выплавки слитков
Кустовая буровая установка
Способ разматывания ослабленного участка талевого каната с барабана лебедки и устройство для его осуществления
Стержень прошивной оправки прокатного стана
Шарошка бурового долота
Шарошка бурового долота
Долото шарошечное

