Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ТВЕРДООКСИДНОГО ТОПЛИВНОГО ЭЛЕМЕНТА
Вид РИД
Изобретение
Настоящее изобретение относится к способу изготовления твердооксидного топливного элемента с электролитом трубчатой формы, на который наносят по меньшей мере один располагаемый с его внутренней стороны (внутренний) электрод и по меньшей мере один располагаемый с его наружной стороны (наружный) электрод.
Уровень техники
Твердооксидные топливные элементы с керамическим электролитом образуют высокотемпературную модификацию топливных элементов. Такие топливные элементы работают при температуре в пределах от 600 до 1000°С и обладают при этом максимальным электрическим к.п.д., достигающим примерно 50%. Твердооксидные топливные элементы принципиально подразделяют на два основных типа. К одному типу относятся топливные элементы с электролитом трубчатой формы, а к другому типу - топливные элементы с электролитом плоской формы. При этом при изготовлении твердооксидного топливного элемента с трубчатым электролитом на его стенку с ее внутренней и наружной сторон требуется наносить соответственно внутренний и наружный электроды. Для этого, как известно, электрод, располагаемый с внутренней стороны электролита и используемый преимущественно в качестве анода, обтекаемого газообразным топливом, наносят в виде покрытия на внутреннюю стенку электролита. Электролит при этом преимущественно изготавливают экструзией.
Наряду с нанесением электродов на готовый электролит на электроды в целях их контактирования наносят покрывающие их поверхность так называемые межсоединения, нанесение которых на внутреннюю сторону электролита часто сопряжено с проблемами. Известны металлические межсоединения, которые для придания им достаточно высокой коррозионной стойкости в условиях высоких рабочих температур в сочетании с достаточной электропроводностью выполняют из материала с высоким содержанием хрома. Образующийся в процессе работы топливного элемента слой оксида хрома при этом оказывает отрицательное воздействие на материал катода, что может привести к преждевременному старению топливного элемента. Несмотря на то, что для электрического контактирования электродов известны керамические межсоединения в плоском исполнении, они, однако, до настоящего времени не находят применения в трубчатых твердооксидных топливных элементах. В связи с чрезвычайно малой толщиной стенки электролитов нанесение керамических межсоединений на внутреннюю поверхность электролита сопряжено с существенными проблемами. Они обусловлены прежде всего малой толщиной стенки электролита, преимущественно составляющей, например, около 200 мкм, при этом пористый анод на внутренней стороне электролита требуется покрывать образующим межсоединение керамическим слоем. По стоимостным причинам сами электроды также необходимо выполнять тонкими, например, толщиной 50 мкм. Помимо этого образующий межсоединение слой также должен быть высокопористым, при этом нанесение образующего межсоединение материала с изменяющейся по продольной протяженности электролита толщиной на его поверхность обеспечивает достижение дополнительных преимуществ.
Исходя из вышеизложенного, в основу настоящего изобретения была положена задача устранить рассмотренные выше недостатки, присущие изготовлению твердооксидных топливных элементов, и разработать способ, который позволял бы простым путем изготавливать электролит с необходимыми, располагаемыми на его внутренней стороне и/или на его наружной стороне электродами и соответствующими образующими межсоединения слоями.
Краткое изложение сущности изобретения
Указанная задача решается с помощью заявленного в п.1 формулы изобретения способа изготовления твердооксидного топливного элемента. Различные предпочтительные варианты осуществления изобретения приведены в зависимых пунктах формулы изобретения.
Предлагаемое в изобретении техническое решение состоит в том, что твердооксидный топливный элемент изготавливают способом, заключающимся в выполнении по меньшей мере следующих стадий: подготавливают формовочный стержень, на который наносят по меньшей мере один образующий межсоединение материал и внутренний электрод, формовочный стержень помещают в литьевую форму, из литьевой массы литьем под давлением формуют электролит и удаляют формовочный стержень по типу метода литья с разовым литейным стержнем.
Основная идея изобретения заключается при этом в том, что для изготовления электролита используется метод литья керамики под давлением, при этом образующий межсоединение материал и внутренний электрод уже на стадии литья под давлением расположены таким образом, что они могут соединяться с электролитом. При этом по центру литьевой формы располагают формовочный стержень с образованием трубчатой полости, которую при формовании электролита литьем под давлением заполняют соответствующей литьевой массой. Поскольку образующий межсоединение материал и внутренний электрод уже нанесены на формовочный стержень, литьевая масса, из которой формуют электролит, может соединяться с внутренним электродом, благодаря чему в последующем требуется лишь удалить формовочный стержень из электролита, соответственно из внутреннего электрода. Образующий межсоединение материал наносят на формовочный стержень перед нанесением материала для образования внутреннего электрода, с материалом которого может благодаря этому соединяться литьевая масса, из которой формуют электролит.
В предпочтительном варианте формовочный стержень по завершении процесса формования электролита литьем под давлением можно удалять термическим методом, предпочтительно по типу метода литья с выплавляемым литейным стержнем. Принцип, основанный на разрушении формообразующих компонентов при литье изделия для его извлечения из литьевой формы, называют методом литья с временным литейным стержнем, каковой метод может использоваться в данном случае. Удалять формовочный стержень термическим путем можно в процессе спекания, которому электролит с образующим межсоединение материалом и внутренним электродом подвергают после литья под давлением.
Формовочный стержень в предпочтительном варианте может быть выполнен из пластмассы, при этом термический метод для удаления формовочного стержня предпочтительно заключается в выжигании пластмассы из электролита.
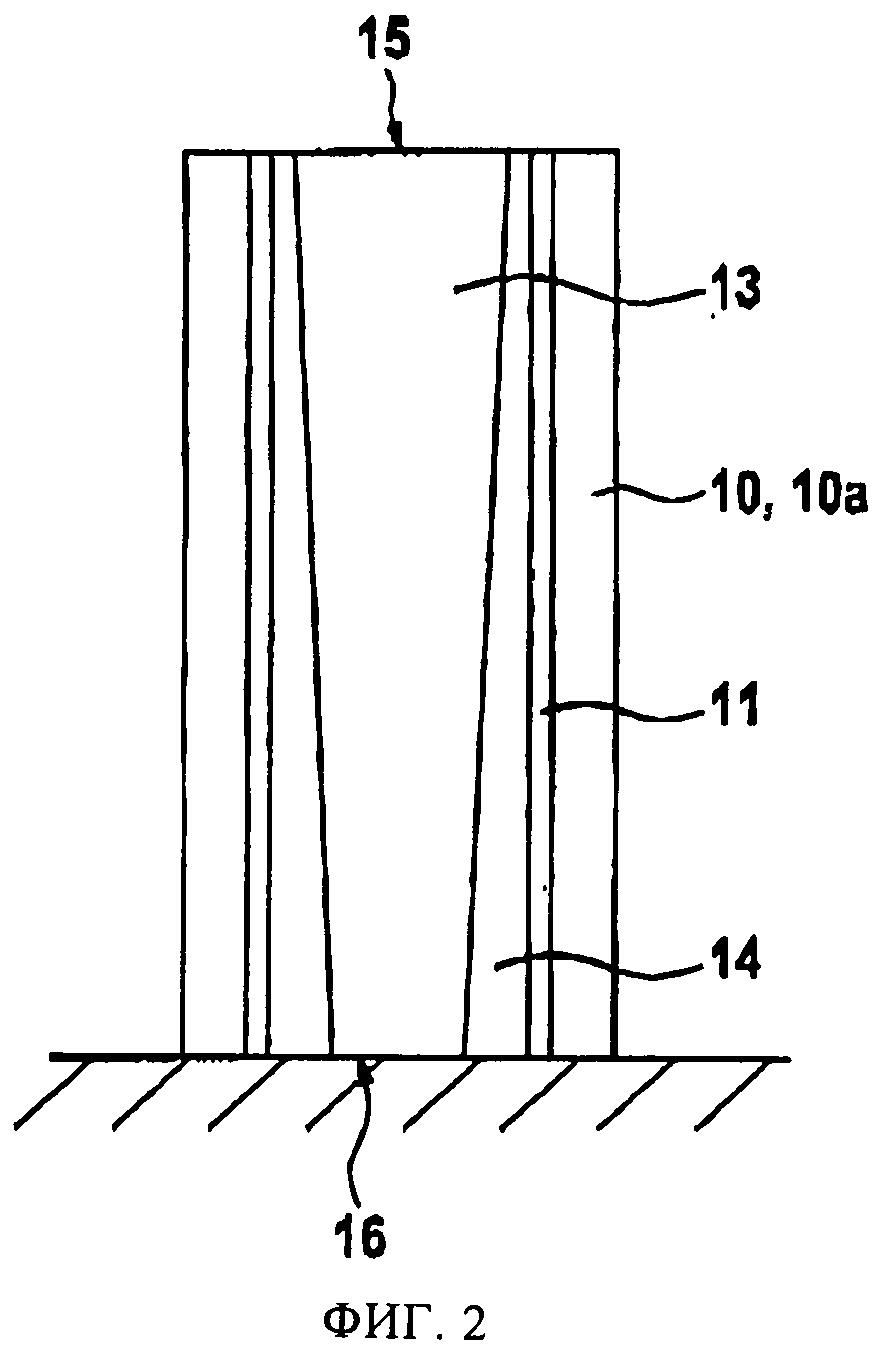
Формовочный стержень может быть выполнен с коническим наружным контуром и соответственно на первом своем конце может иметь больший диаметр, а на втором своем конце иметь меньший диаметр, каковой второй конец меньшего диаметра расположен с той стороны электролита, которая образует крепежный конец трубчатого электролита для его установки на основании. При нанесении образующего межсоединение материала и/или внутреннего электрода на формовочный стержень методом печати, прежде всего методом ролевой или трафаретной печати, их/его можно наносить таким образом, чтобы после нанесения образующего межсоединение материала и материала внутреннего электрода получить в конечном итоге элемент, имеющий в целом цилиндрическую форму. В результате у образующего межсоединение материала образуется участок с большей толщиной стенки, который служит для последующего электрического контактирования внутреннего электрода, поскольку на контактном конце образующего межсоединение материала ток имеет наибольшую плотность. Тем самым толщину образующего межсоединение материала можно путем ее изменения по длине электролита согласовывать с плотностью тока.
В следующем предпочтительном варианте осуществления предлагаемого в изобретении способа образующий межсоединение материал и/или внутренний электрод наносят на пленочную подложку, которую перед формованием электролита из литьевой массы литьем под давлением располагают на формовочном стержне, в результате чего литьевая масса при ее литье под давлением соединяется с внутренним электродом на пленочной подложке.
Образующий межсоединение материал в предпочтительном варианте можно слоями наносить на пленочную подложку, и лишь после этого на нее наносят внутренний электрод. При нанесении образующего межсоединение материала слоями разной по длине формовочного стержня протяженности образуются свободные зоны, которые можно заполнять заполняющими слоями, прежде всего стеклоуглеродными слоями. В результате нанесения один поверх другого нескольких слоев разной протяженности образуется межсоединение переменной толщины, которая возрастает в направлении контактирования межсоединения, поскольку в этом месте ток имеет наибольшую плотность. Электролит можно крепить к основанию фланцем, через который обеспечивается контактирование межсоединения. Следовательно, в направлении, которое при окончательном изготовления топливного элемента ориентировано в сторону фланца и тем самым в сторону контактирования, на пленочную подложку наносят большее количество слоев образующего межсоединение материала. Для заполнения свободных зон, образующихся вследствие меньшего количества наносимых слоев, на пленочную подложку можно наносить заполняющие слои, прежде всего стеклоуглеродные слои. Поскольку на пленочную подложку сначала наносят слои образующего межсоединение материала не по всей длине, соответствующей длине формовочного стержня, заполняющие слои наносят с примыканием к отдельным слоям образующего межсоединение материала. Поэтому следующий слой образующего межсоединение материала можно также наносить поверх заполняющего слоя. По завершении процесса нанесения слоев образующего межсоединение материала затем наносят материал, образующий внутренний электрод.
В следующем предпочтительном варианте формовочный стержень может иметь желобки, которые заполняют образующим межсоединение материалом с получением образующего межсоединение слоя, который имеет структуру, предпочтительно полосчатую структуру или сетчатую структуру. Заполнять желобки формовочного стержня образующим межсоединение материалом можно, например, с помощью ракли. Межсоединение, таким образом, образует матричную структуру на электроде и не покрывает его полностью. В предпочтительном варианте количество желобков по длине формовочного стержня может увеличиваться в структуре в одном направлении для образования проводника, поперечное сечение которого увеличивается в направлении последующего места контактирования межсоединения, что позволяет учесть наличие в этом месте тока большей плотности.
Образующий межсоединение материал можно наносить в зоне первого конца формовочного стержня меньшей толщины, а в зоне второго его конца - большей толщины, в результате чего образующий межсоединение материал имеет коническую внутреннюю форму и предпочтительно выравнивает коническую форму формовочного стержня таким образом, что образующий межсоединение материал имеет примерно цилиндрическую наружную форму. Желобки на формовочном стержне при этом могут иметь также разную глубину, увеличивающуюся в направлении последующего места контактирования межсоединения.
В еще одном варианте осуществления предлагаемого в изобретении способа после извлечения электролита с внутренним электродом и образующим межсоединение материалом из литьевой формы можно наносить наружный электрод и затем всю эту конструкцию предпочтительно подвергать обжигу. Помимо этого и наружный электрод можно снабжать образующим межсоединение материалом, наносимым после извлечения электролита из литьевой формы, при этом наружный электрод и предусматриваемое с наружной стороны межсоединение равным образом можно также наносить по так называемому принципу литья с декорированием в литьевой форме, что в равной степени относится и к нанесению внутреннего электрода и внутреннего межсоединения на внутреннюю сторону электролита. Принцип литья с декорированием в литьевой форме прежде всего можно использовать для впрыскивания электролита и с наружной стороны формовочного стержня, и с внутренней стороны литьевой формы.
Предпочтительный вариант осуществления изобретения
Ниже изобретение более подробно рассмотрено на примере одного из предпочтительных вариантов его осуществления со ссылкой на прилагаемые к описанию чертежи, на которых показано:
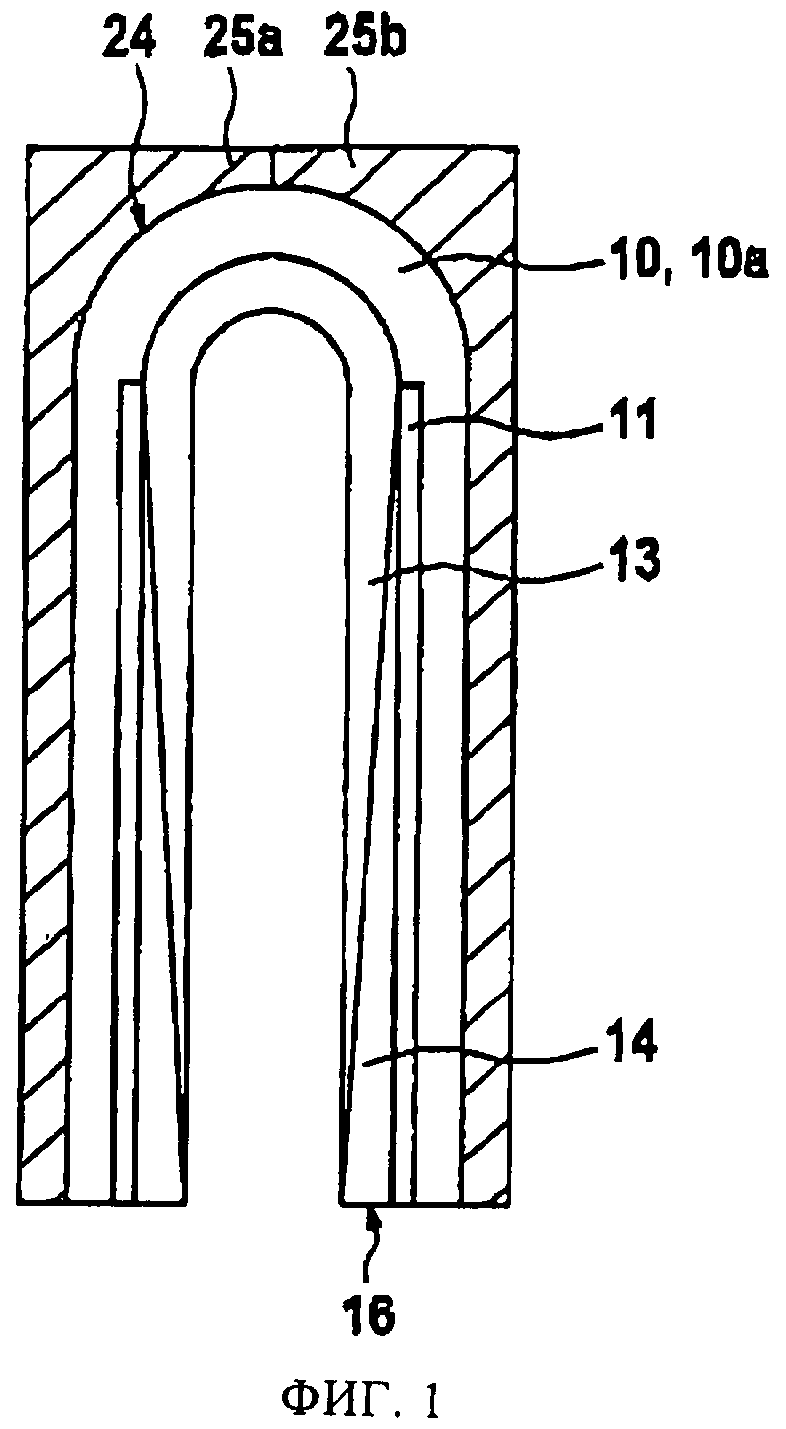
на фиг.1 - схематичный вид, иллюстрирующий один из вариантов осуществления настоящего изобретения,
на фиг.2 - еще один схематичный вид, иллюстрирующий один из вариантов осуществления настоящего изобретения, предусматривающий использование конического формовочного стержня,
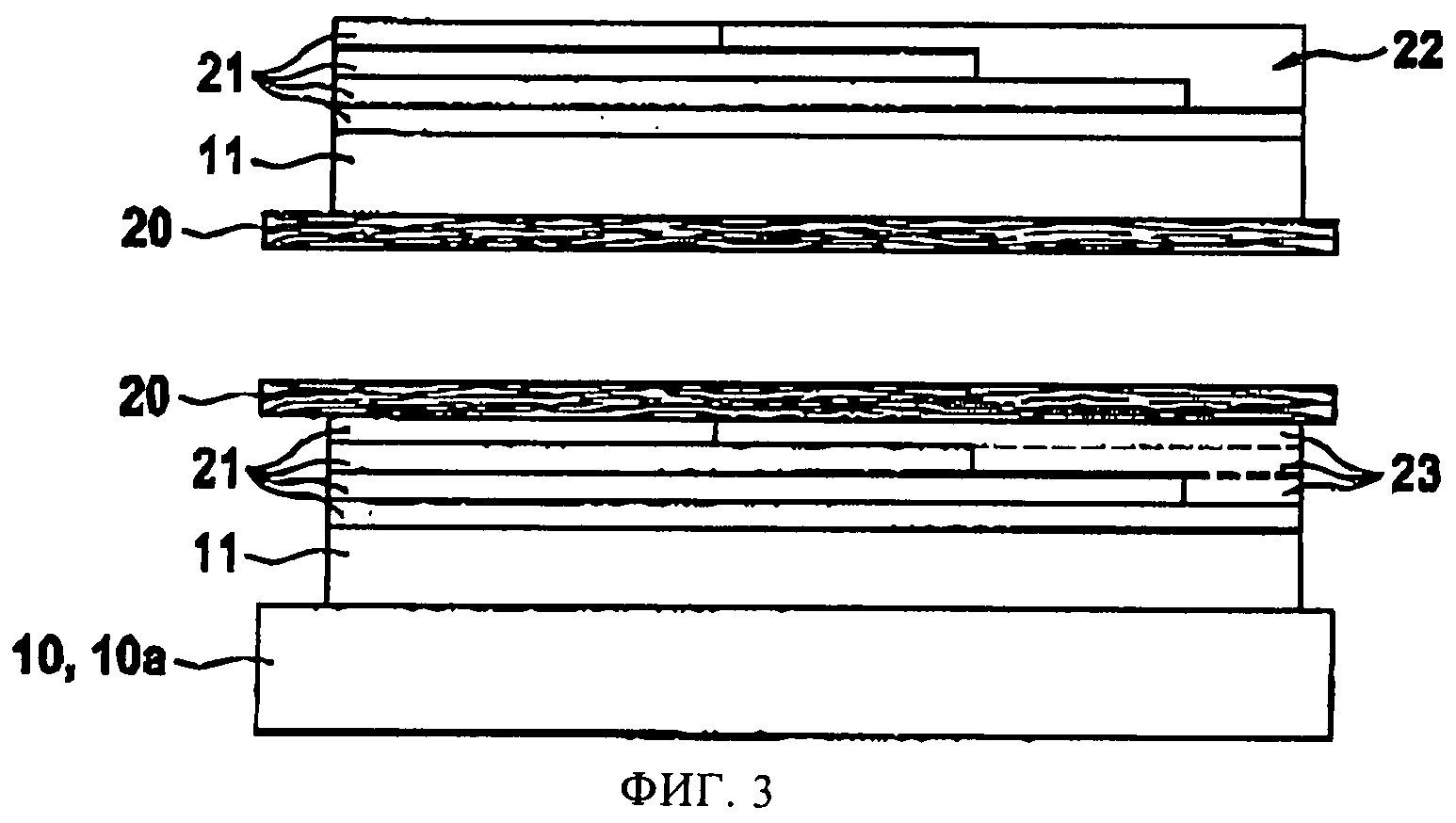
на фиг.3 - схематичный вид межсоединения, образующий которое материал послойно нанесен на пленочную подложку,
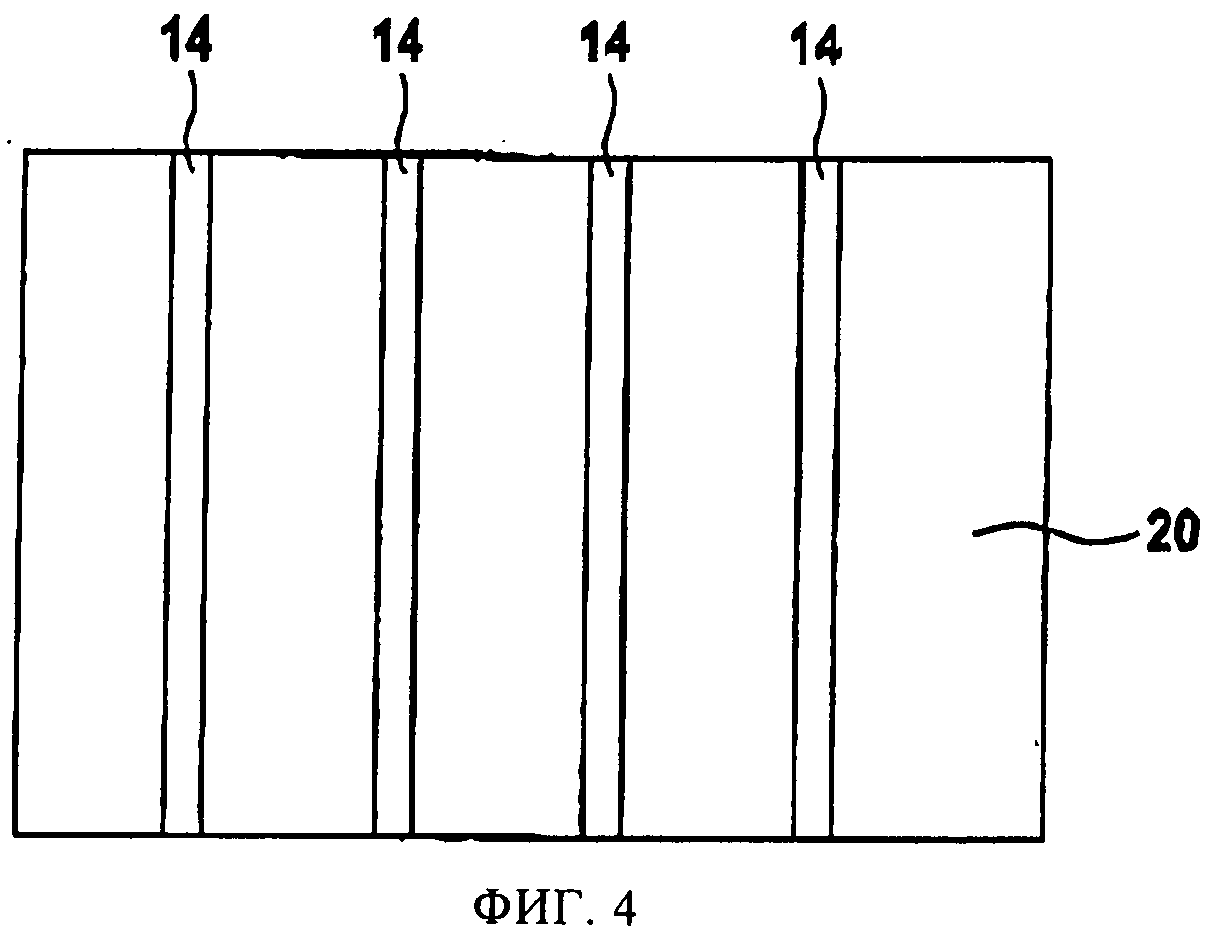
на фиг.4 - схематичный вид в развертке электрода с межсоединением, образующий которое материал нанесен полосами,
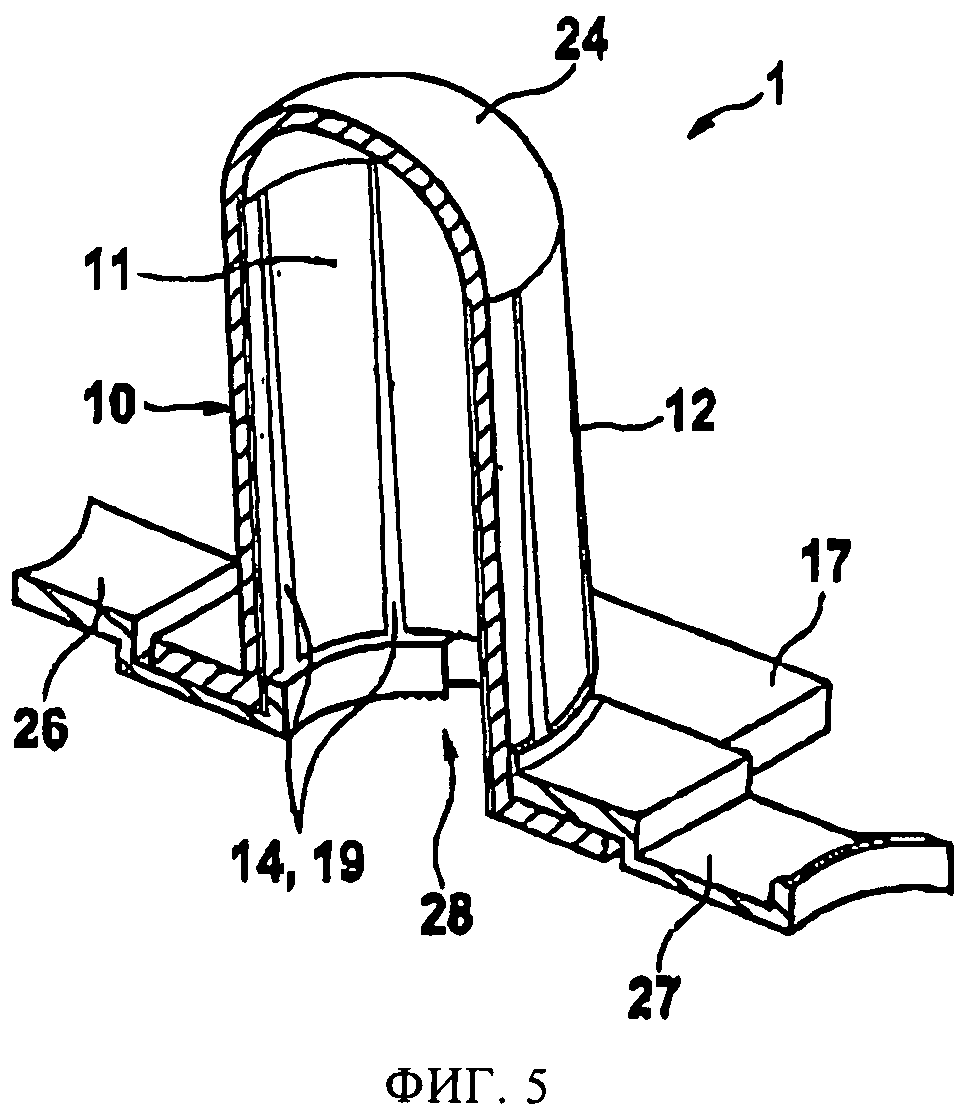
на фиг.5 - вид в аксонометрии электролита с одним внутренним и одним наружным электродами, а также с нанесенным на каждый из них образующим межсоединение материалом,
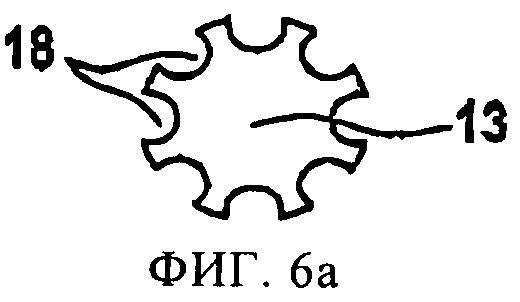
на фиг.6а - снабженный желобками формовочный стержень, выполненный по одному из вариантов,
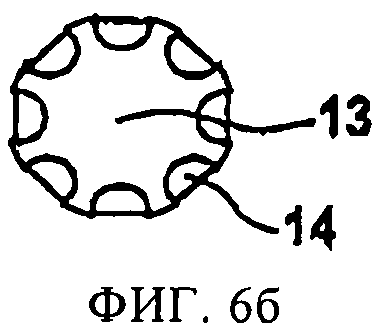
на фиг.6б - изображенный на фиг.6а формовочный стержень, желобки которого с помощью ракли заполнены образующим межсоединение материалом, и
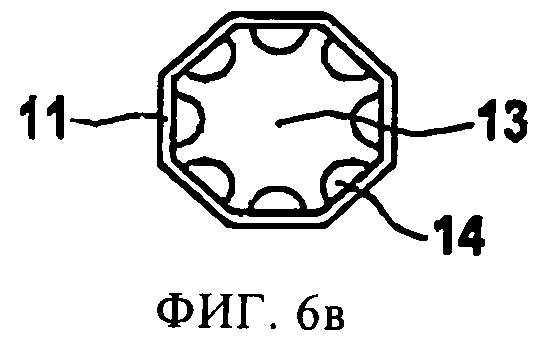
на фиг.6в - аналогичный приведенному на фиг.6б вид, при этом материал для образования внутреннего электрода нанесен снаружи на формовочный стержень и поверх заполняющего его желобки образующего межсоединение материала.
На фиг.1 приведен схематичный вид, иллюстрирующий один из вариантов осуществления способа изготовления твердооксидного топливного элемента 1, который в аксонометрии показан на фиг.5. На фиг.1 прежде всего показана изображенная в разрезе литьевая форма, состоящая из первой полуформы 25а и второй полуформы 25b. Полуформы 25а и 25b выполнены подвижными друг относительно друга и могут размыкаться для возможности извлечения отлитого под давлением электролита 10 из литьевой формы. Электролит 10 выполнен в виде глухого или закрытого с одного своего конца электролита и в соответствии с этим имеет крышку 24. Она в одном из возможных вариантов осуществления способа изготовления электролита 10 может быть выполнена в виде отдельной детали, и в этом случае трубчатый (тубусообразный) цилиндрический участок электролита 10 можно изготавливать путем заполнения литьевой формы соответствующей литьевой массой 10а, из которой в ходе этого же процесса литья под давлением в принципе можно изготавливать и крышку 24. Внутри литьевая форма имеет формовочный стержень 13, который лишь в качестве примера показан на чертеже в виде полого стержня с целью минимизировать удаляемое путем выжигания количество материала формовочного стержня 13 по завершении процесса литья под давлением. С наружной стороны на формовочный стержень 13 предварительно нанесен образующий межсоединение материал 14, который в своей нижней части имеет большую толщину, уменьшающуюся в направлении крышки 24 электролита 10. На образующий межсоединение материал 14 нанесен внутренний электрод 11, который при заполнении литьевой формы образующей электролит литьевой массой 10а непосредственно соединяется с ней. После извлечения изготовленного таким путем электролита 10 из литьевой формы и после удаления формовочного стержня 13 из внутренней части электролита 10, предпочтительно термическим способом, получают готовый электролит 10 с внутренним электродом 11 и контактирующим с ним образующим межсоединение материалом 14. Одновременно с этим образующий межсоединение материал 14 уже имеет на втором конце 16 электролита 10 большую толщину, поскольку на этом конце электролита происходит последующее его контактирование, и поэтому учитывается наличие в этом месте более высокой плотности тока.
На фиг.3 схематично показана структура слоев, нанесенных на пленочную подложку 20, при этом пленочная подложка 20, показанная в верхней части чертежа, примыкает к внутреннему электроду 11, а пленочная подложка 20, показанная в нижней части чертежа, примыкает к слоям 21 образующего межсоединение материала. Тем самым возможна реализация принципа литья с декорированием в литьевой форме, при котором пленку с расположенной на ней многослойной структурой располагают с примыканием к формовочному стержню 13.
На показанную в верхней части чертежа пленочную подложку 20 сначала наносят слой, образующий внутренний электрод 11, поверх которого затем наносят слои 21 образующего межсоединение материала. Слои 21 образующего межсоединение материала показаны на чертеже имеющими разную протяженность, в результате чего образуется свободная зона 22, которую затем заполняют заполняющим слоем 23, например, стеклоуглеродными слоями 23. После этого для образования электролита 10 в литьевую форму впрыскивают соответствующую литьевую массу 10а, которая тем самым может образовывать прочное, неразъемное соединение с внутренним электродом 11.
Пленочную подложку 20 можно заполнять заполняющим слоем в ее плоском (развернутом) состоянии, а затем можно обертывать вокруг цилиндрического формовочного стержня 13. Особенно предпочтительно предварительно формовать пленочную подложку 20 в виде оболочки или рукава, которую, соответственно который с нанесенными на нее/него слоями 11 и 21, соответственно 23 можно надевать на формовочный стержень 13.
Пленочную подложку 20 также можно удалять термическим методом вместе с удалением формовочного стержня 13 после стадии литья под давлением. В результате получают электролит 10 с нанесенными на него внутренним электродом 11 и образованным слоями 21 межсоединением. Для получения формовочного стержня, который в целом имеет цилиндрическую форму, предусмотрены заполняющие слои 23, которые заполняют свободное пространство, образованное отсутствующими частями слоев 21 поверх образующего межсоединение материала.
На фиг.4 в развертке показана пленочная подложка 20, на которой с ее верхней стороны уже может располагаться внутренний электрод (11, не показан). На пленочную подложку полосами нанесен образующий межсоединение материал 14, полосы которого в предпочтительном варианте ориентированы в продольном направлении электролита 10 и тем самым в продольном направлении формовочного стержня 13. Хотя на фиг.4 пленочная подложка 20 показана в развертке на плоскость, тем не менее в предпочтительном варианте она может иметь форму рукава с круглым поперечным сечением. Следовательно, полосы образующего межсоединение материала равноотстоят друг от друга и проходят в продольном направлении электролита 10.
На фиг.5 в аксонометрии показан твердооксидный топливный элемент 1. Он имеет электролит 10, который образует основную или несущую структуру (каркас) топливного элемента и который со своей верхней стороны закрыт крышкой 24 с образованием глухого или закрытого с одного своего конца твердооксидного топливного элемента 1. Твердооксидный топливный элемент 1 смонтирован на основании 17, при этом на чертеже показаны также контактный элемент 26 для электрического соединения с внутренним электродом 11 и контактный элемент 27 для электрического соединения с наружным электродом 12. На чертеже показан далее расположенный с внутренней стороны образующий межсоединение материал 14, который имеет полосчатую структуру 19, образуемую полосами образующего межсоединение материала 14, как это показано на фиг.4. На чертеже показан также наружный электрод 12 с полосчатой структурой. Твердооксидный топливный элемент 1 из-за его глухой или закрытой с одного конца конструкции имеет с обращенной к основанию 17 стороны отверстие 28 для подвода газообразного топлива.
На фиг.6а в поперечном разрезе показан выполненный по одному из вариантов формовочный стержень 13, который имеет равномерно распределенные по его окружному периметру желобки 18. Как показано на фиг.6б, желобки 18 можно заполнять образующим межсоединение материалом 14, который можно вводить в желобки 18, например, с помощью ракли. На фиг.6в показано, что после нанесения образующего межсоединение материала 14 на формовочный стержень был нанесен внутренний электрод 11, например, методом ролевой или трафаретной печати. Тем самым на фиг.6в показан формовочный стержень 13 с соответствующим покрытием, который позволяет без использования принципа литья с декорированием в литьевой форме и, следовательно, без применения пленочной подложки 20 отливать под давлением в литьевой форме электролит из соответствующей литьевой массы 10а, которая может при этом образовывать неразъемное соединение с внутренним электродом 11. В ходе последующего процесса обжига керамический электролит 10 и каждое из покрытий 11 и 14 можно подвергать обжигу и отверждению.
Изобретение на ограничено описанным выше предпочтительным вариантом его осуществления. Более того, возможен целый ряд иных вариантов его осуществления, в которых рассмотренное выше решение может использоваться и в конструкциях принципиально иных типов. Все вытекающие из формулы изобретения, описания или чертежей отличительные особенности изобретения и/или его преимущества, включая конструктивные подробности, пространственные расположения и стадии предлагаемого в изобретении способа, могут иметь существенное значение для изобретения и по отдельности, и в самых разнообразных сочетаниях между собой.
Относящийся к щетке стеклоочистителя переходник, прежде всего для автомобильного стеклоочистителя
Отрезное устройство для технологической машины
Упаковочное приспособление прежде всего для щетки стеклоочистителя
Стеклоочиститель
Фиксируемый электрический выключатель
Стеклоочиститель, прежде всего автомобильный стеклоочиститель
Стеклоочиститель
Система подачи топлива для автомобиля
Снабженный стопорным язычком направляющий элемент для тормозной колодки дискового тормоза и дисковый тормоз с такими направляющими элементами
Клапан для дозирования текучей среды
Стеклоочиститель
Щетка стеклоочистителя
Стеклоочиститель
Переходное устройство для крепления щетки стеклоочистителя к ее рычагу
Ручной лазерный дальномер
Отрезное устройство для технологической машины
Стеклоочиститель
Зажимное устройство для закрепления рабочего инструмента
Топливный распределитель
Система впрыскивания топлива под высоким давлением

