Результат интеллектуальной деятельности: СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ДЕТАЛЕЙ ИЗ МАЛОУГЛЕРОДИСТЫХ СТАЛЕЙ С ПОВЫШЕННЫМ СОДЕРЖАНИЕМ ХРОМА
Вид РИД
Изобретение
Изобретение относится к области машиностроения и может быть использовано для полирования поверхности изделий из сталей мартенситного класса в авиационном и энергетическом машиностроении, в том числе при финишной обработке лопаток компрессора и других деталей ГТД и ГТУ.
Известны способы обработки поверхности малоуглеродистых сталей мартенситного класса в окислительных растворах, представляющих смесь фосфорной, соляной и азотной кислот, или смеси щавелевой и серной кислот с окислителем (30%-ный раствор H2O2) (Грилихес С.Я. Электрохимическое и химическое полирование: Теория и практика. - Л.: Машиностроение, 1987. - 232 с.), с дальнейшей тщательной промывкой деталей в проточной воде и сушкой. В первом случае обработка ведется при температуре 80°С в течение 5-20 минут, а во втором случае при 20°С в течение 30-60 минут.
Общими недостатками данных способов являются высокая агрессивность используемых растворов и их недолговечность вследствие образования нерастворимых фосфатов и сульфатов, высокая стоимость утилизации отходов, а также недостаточный блеск обработанной поверхности и высокая трудоемкость процесса из-за наличия дополнительных операций.
Известен также способ обработки поверхности малоуглеродистых сталей с повышенным содержанием хрома (Cr≥11%), заключающийся в анодной электрохимической обработке деталей в универсальном электролите, представляющим смесь соляной и азотной кислот с присадкой - блескообразователем (глюкоза или оксибензойная кислота). Время обработки составляет 15-30 минут при температуре 30-40°С (патент РФ №2124577, 1996).
Недостатками способа являются низкая производительность полирования поверхности металла, неравномерность зеркального блеска при обработке деталей больших размеров (площадью более 30 см2), неравномерность обработки деталей сложного профиля, низкая экологичность используемых растворов и проблема утилизации отходов.
Наиболее близким аналогом, взятым за прототип, является электролитно-плазменный способ обработки поверхности малоуглеродистых сталей с повышенным содержанием хрома, включающий анодную обработку в растворе, содержащем сульфат аммония (5% масс.) с добавкой реагента-комплексообразователя Na-ЭДТА (этилендиаминтетрацетат натрия) (0,8% масс.), или в растворе гидрокарбоната натрия (3-22% масс.). Способ электролитно-плазменной обработки включает погружение детали в электролит, формирование вокруг обрабатываемой поверхности детали парогазовой оболочки и зажигание плазменного разряда в парогазовой оболочке, парогазовую оболочку и плазменный разряд формируют токами высокой частоты (0,1-20 МГц) с помощью индуктора (патент РФ №2355828, опубл. 2007). Недостатком указанного способа является высокое удельное энергопотребление процесса.
Техническим результатом настоящего изобретения является снижение энергетических затрат на единицу обрабатываемой поверхности. Дополнительным преимуществом способа является его экологичность и достижение равномерности обработки поверхности деталей сложного профиля.
Технический результат достигается за счет того, при электролитно-плазменной обработке поверхности деталей из малоуглеродистых сталей с повышенным содержанием хрома, включающей погружение обрабатываемой детали в ванну с предварительно нагретым электролитом в виде раствора гидрокарбоната натрия или сульфата аммония, формирование разряда в пароплазменной области, образующейся между обрабатываемой деталью и электролитом, воздействие на поверхность токами высокой частоты, в электролит вводят поверхностно-активное вещество в количестве не менее 1,0*10-4% об., воздействие токами высокой частоты на поверхность детали осуществляют пакетами импульсов тока с длительностью пакета импульсов тока более 15 мкс, скважностью импульсов менее 85%, при этом обрабатываемая деталь является анодом, а обработку поверхности деталей проводят при значении частоты пакета импульсов тока, находящемся в диапазоне 30-50 кГц. В способе можно использовать раствор гидрокарбоната натрия с концентрацией 5-15% масс. В способе можно использовать сульфат аммония с концентрацией 3-5% масс., а также использовать поверхностно-активное вещество, выбранное из группы, включающей алкилгликозиды, сульфосукционаты, алкоксилаты, алкилсульфаты или их смеси.
Снижение энергетических затрат на единицу обрабатываемой поверхности в 1,5-3 раза для вышеуказанного режима воздействия на поверхность токами высокой частоты (длительности импульсов, скважности) связано с тем, что способ реализуется в диапазоне 30-50 кГц, соответственно снижаются энергопотери по сравнению со способом по прототипу, который требует использования высокочастотного индукционного нагревателя с рабочей частотой 0,1-20 МГц.
Установлено, что использование ПАВ позволяет снизить поверхностное натяжение на границе «обрабатываемая деталь - электролит» и получить устойчивый пароплазменный слой. Воздействие на обрабатываемую поверхность пакетами импульсов тока с указанными параметрами позволяет поднять плотность тока на обрабатываемой детали за счет более интенсивного образования активных частиц в прианодной области.
На стабильность процесса обработки поверхности оказывает влияние длительность пакета импульсов тока и скважность импульсов. При длительности пакета импульсов тока менее 15 мкс разряд не успевает сформироваться. При скважности импульсов более 85% количество образующихся активных частиц в прианодной области недостаточно для активации поверхности и формирования устойчивого разряда. При полировании поверхности стали мартенситного класса в растворах гидрокарбоната натрия или сульфата аммония происходит образование пароплазменного приповерхностного слоя, в котором протекают химические процессы с участием поверхности обрабатываемой детали: оксидирование атомов железа с образованием рыхлого оксида железа (III) или смешанного более плотного оксида железа Fe3O4 и травление образующегося оксида на отрицательной полуволне.
Примеры осуществления
Электролитно-плазменную обработку поверхности изделия из малоуглеродистой стали с повышенным содержанием хрома проводят в несколько этапов в нагретом водном растворе гидрокарбоната натрия NaHCO3 - 5-15% масс. или сульфата аммония (NH4)2SO4 - 3-5% масс., дополнительно содержащем поверхностно-активное вещество (ПАВ) - не менее 1*10-4% об. Обработку проводят в импульсном режиме электропитания пакетами импульсов тока высокой частоты (30-50 кГц) скважностью пакета импульсов не более 85% при напряжении 200-300 В. Под скважностью пакета импульсов тока следует понимать отношение длительности пакета импульсов к периоду импульсного сигнала. Длительность каждого этапа составляет 1-1,5 минут. После завершения каждого этапа обработки проводят охлаждение обрабатываемой детали в холодной воде. Количество этапов определяется качеством исходной поверхности и качеством, предъявляемым финишной обработкой к поверхности. Использование инвертора электрического смещения при формировании парогазовой области вокруг обрабатываемой детали (анода) и инициировании плазменного разряда позволяет, по меньшей мере, в два раза уменьшить значение потребляемой мощности.
Для приготовления раствора использовали следующие ингредиенты:
Натрия гидрокарбонат (хч), ГОСТ Р 54316-2011;
Аммоний сернокислый (хч), ГОСТ 9097-82;
Вода дистиллированная, ГОСТ 6709;
Неонол АФ 9-12, ТУ 2483-077-05766801-98.
В качестве материала для изготовления образцов использовали мартенситные стали следующих марок:
ЭП866.ТУ14-1-2756-79;
ЭП768, ТУ 14-1-957-74;
ЭИ962, ГОСТ 5632-72.
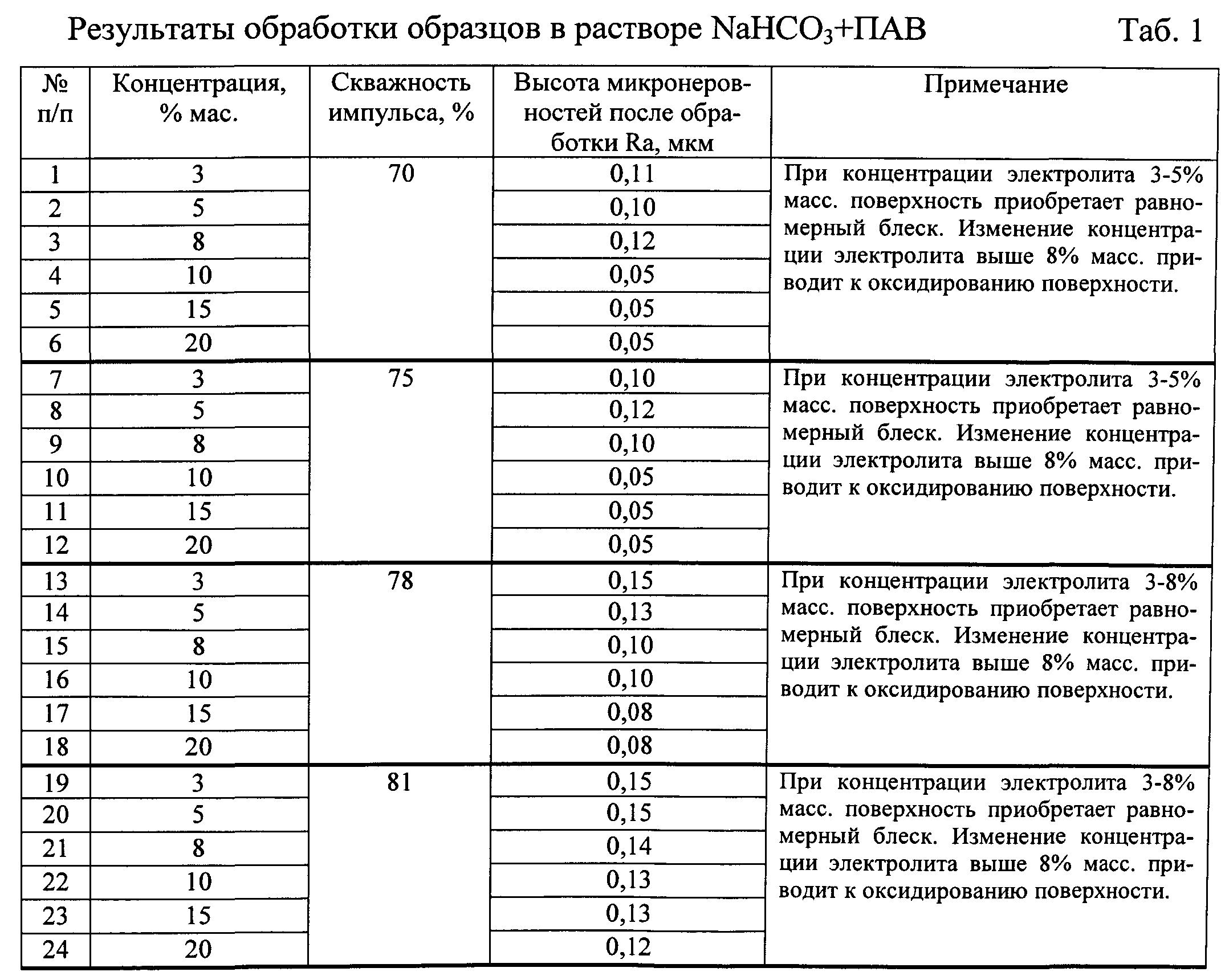
Пример 1. Образец погружали в ванну с водным раствором электролита и производили обработку в два этапа высокочастотными пакетами импульсов тока при длительности пакета импульсов более 15 мкс и варьируемой скважности импульса (регулировкой частоты пакета импульсов и длительности паузы). Длительность каждого этапа обработки составляла 1-1,5 минут. После каждого этапа обработки образец охлаждали до комнатной температуры. Детали обрабатывались в среде электролита на основе водного раствора гидрокарбоната натрия 3…20% с добавкой ПАВ в количестве более 1*10-4% об. Температура электролита поддерживалась на уровне не более 80°С. Исходная высота микронеровностей составляла Ra=0,3 мкм. В Таб. 1 приведены результаты обработки поверхности образцов.

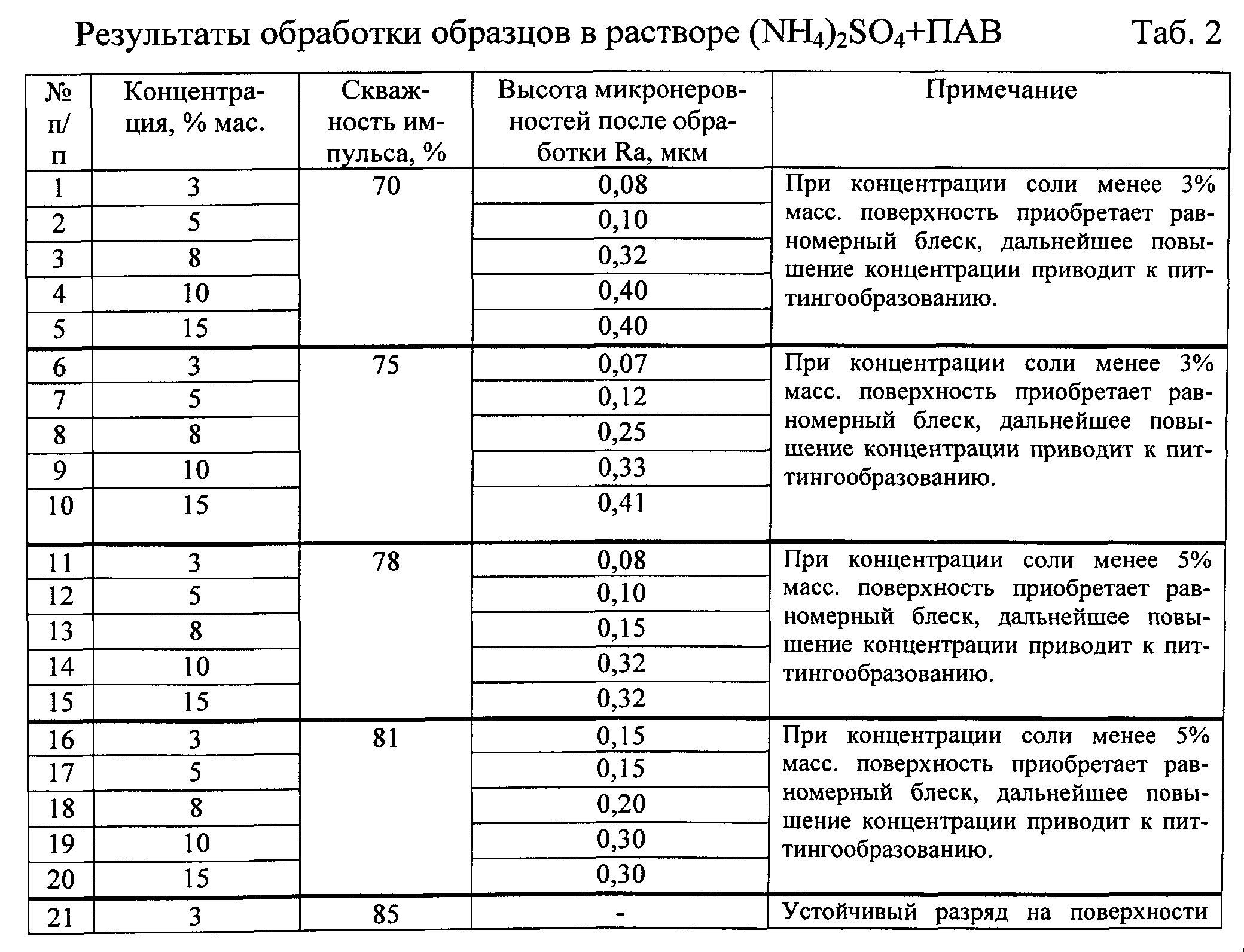
Пример 2. Образец погружали в ванну с водным раствором электролита и производили обработку в два этапа высокочастотными пакетами импульсов тока при длительности пакета импульсов более 15 мкс и варьируемой скважности импульса (регулировкой частоты пакета импульсов и длительности паузы). Длительность каждого этапа обработки составляла 1-1,5 минут. Детали обрабатывались в среде электролита на основе водного 3…15% раствора сульфата аммония с добавкой ПАВ в количестве более 1*10-4% об. Температура электролита поддерживалась на уровне не более 80°С. Исходная высота микронеровностей составляла Ra=0,3 мкм. В Таб. 2 приведены результаты обработки поверхности образцов.

В импульсном режиме электропитания разряд сохраняет свою устойчивость в широком диапазоне концентраций NaHCO3, при длительности пакета импульсов тока более 15 мкс и скважности импульса менее 85%. При понижении концентрации NaHCO3 напряжение, при котором инициируется разряд, увеличивается, электролит при высоком напряжении быстро разогревается, и разряд теряет свою устойчивость. С повышением концентрации электролита плотность тока увеличивается, а напряжение, при котором инициируется и формируется устойчивый разряд, падает. Повышение концентрации гидрокарбоната натрия в растворе выше 15% масс. нецелесообразно, поскольку практически не влияет на результат обработки поверхности.
В импульсном режиме электропитания разряд сохраняет свою устойчивость в диапазоне концентраций сульфата аммония 3-5%, при длительности пакета импульсов тока более 15 мкс и скважности импульса менее 85%. Повышение концентрации соли более 3-5% масс. нецелесообразно по причине ухудшения состояния поверхности, сопровождающегося образованием питтингов.
Повышение температуры раствора электролита усиливает его испарение. При этом граница «жидкость - пароплазменный слой» приобретает более рыхлую структуру, что негативно сказывается на скорости нагрева анода и времени обработки изделия. При температуре выше 80°С стабильность процесса резко падает, и при более высоких температурах нагрев анода вообще невозможен.
Таким образом, по результатам испытаний наиболее эффективными условиями обработки поверхности деталей из малоуглеродистых сталей с повышенным содержанием хрома, способствующими понижению удельного энергопотребления процесса, является использование 3-15%-ного раствора NaHCO3 или 3-5%-ного раствора (NH4)2SO4 с добавкой не менее 1,0*10-4% об. ПАВ при воздействии на обрабатываемую поверхность высокочастотными пакетами импульсов тока с длительностью пакета импульсов более 15 мкс и скважностью импульса менее 85%, температура водного раствора электролита не более 80°С.
В отличие от прототипа предлагаемый способ позволяет понизить удельное энергопотребление и технически упростить процесс электролитно-плазменной обработки поверхности изделий из сталей мартенситного класса.
Способ фиксации керамического волокна в зажимах разрывной машины и приспособление для его осуществления
Способ получения волокнистого теплоизоляционного материала
Сплав на основе магния и изделие, выполненное из него
Способ изготовления конструкционного термопластичного углепластика
Способ получения лигатуры никель-редкоземельный металл
Способ защиты поверхности отливок турбинных лопаток при термической обработке
Материал керамического слоя теплозащитного покрытия
Высокопрочный сплав на основе алюминия и изделие, выполненное из него
Композиционный материал на основе ниобия, упрочненный силицидами ниобия, и изделие, выполненное из него
Способ удаления керамического материала из отливок деталей
Способ фиксации керамического волокна в зажимах разрывной машины и приспособление для его осуществления
Способ получения волокнистого теплоизоляционного материала
Сплав на основе магния и изделие, выполненное из него
Способ изготовления конструкционного термопластичного углепластика
Способ получения лигатуры никель-редкоземельный металл
Способ защиты поверхности отливок турбинных лопаток при термической обработке
Материал керамического слоя теплозащитного покрытия
Высокопрочный сплав на основе алюминия и изделие, выполненное из него
Композиционный материал на основе ниобия, упрочненный силицидами ниобия, и изделие, выполненное из него
Способ удаления керамического материала из отливок деталей

