Результат интеллектуальной деятельности: СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 530Х16 ММ ПОВЫШЕННОЙ ТОЧНОСТИ ИЗ СТАЛИ МАРКИ 08Х18Н10Т ДЛЯ ОБЪЕКТОВ АТОМНОЙ ЭНЕРГЕТИКИ
Вид РИД
Изобретение
Изобретение относится к трубопрокатному производству, а именно к способу производства бесшовных горячедеформированных механически обработанных труб размером 530×16 мм повышенной точности из стали марки 08Х18Н10Т для объектов атомной энергетики, и может быть использовано при производстве слитков-заготовок электрошлакового переплава на ОАО «ЗМЗ» и прокатке их в передельные трубы на ТПУ 8-16″ ОАО «ЧТПЗ» с последующей механической обработкой - расточкой и обточкой в товарные трубы.
В практике трубного производства известен способ изготовления труб большого и среднего диаметров на трубопрокатных установках с пилигримовыми станами из сталей марок 08Х18Н12Т, 08Х10Н20Т2, включающий нагрев полой (центробежно-литой) заготовки и ее прокатку на пилигримовом стане (ТИ 158-Тр.ТБ1-63-98. «Изготовление бесшовных горячекатаных труб из стали 08Х18Н12Т для химического машиностроения по ТУ 14-3-743-78». ТИ 158-Тр.ТБ1-6-94. «Изготовление труб из стали марок 08Х10Н20Т2 и 08Х10Н16Т2 для выдвижных систем по ТУ 14-3-1564-88»).
Недостатком указанного способа является использование полой центробежно-литой заготовки низкого качества ввиду отсутствия технологии прошивки на станах поперечно-винтовой прокатки заготовок диаметром более 460 мм с высоким содержанием Cr и Ni, а также из-за малой мощности привода прошивного стана.
При прошивке заготовок диаметром более 460 мм из коррозионностойких трудно-деформируемых марок стали и сплавов из-за повышенных деформаций под воздействием растягивающих напряжений возникают трещины и разрывы на гильзах, что приводит к браку и не дает возможности дальнейшего их передела, а также из-за повышенных нагрузок при прошивке к остановке двигателя прошивного стана и прекращению процесса.
В трубопрокатном производстве известен способ прокатки передельных труб на установках с пилигримовыми станами из коррозионностойких труднодеформируемых марок стали и сплавов типа 20Х25Н25ТЮ-Ш размером 325×40 мм для изготовления водоохлаждаемых печных роликов размером 295×22×2750 мм и жаростойких труб размером 325×12 мм по ГОСТ из стали марки 06ХН28МДТ (ЭИ-943), включающий сверловку и расточку слитков размером 460×1600 мм на диаметр 275 и 325+5/-0 мм, нагрев до температуры пластичности, прокатку на пилигримовом стане в трубы размером 325×40 и 325×25 мм с последующей обточкой и расточкой на трубы с заданными геометрическими размерами (Протокол №1031 согласования условий поставки труб из сталей марок 06ХН28МДТ и 20Х25Н25ТЮ-Ш от 14.12.2010 г. и письмо-указание на опытно-промышленные прокатки передельных труб размером 325×40 и 335×25 мм).
Недостатком данного способа является использование расточенных слитков-гильз с внутренним диаметром больше диаметра дорна на 25-35 мм, т.к. при меньшем зазоре на внутренней поверхности труб образуются дефекты в виде рванин, затяжки дорнов, даже с повышенной конусностью, а это, в свою очередь, приводит к повышенному расходу дорогостоящего металла.
Наиболее близким техническим решением является способ производства бесшовных горячедеформированных механически обработанных труб диаметром 530-550 мм из коррозионностойких труднодеформируемых марок стали и сплавов на ТПУ 8-16″ с пилигримовыми станами, включающий отливку слитков ЭШП размером 610×1725±25 мм, механическую обработку - обточку слитков в слитки-заготовки размером 590±5,0×1725 мм, сверление в слитках-заготовках центрального отверстия диаметром 100±5,0 мм, расточку слитков-заготовок на размер 590±5,0×вн.220±5,0×1750±25 мм, нагрев слитков-заготовок до температуры пластичности, прошивку в стане поперечно-винтовой прокатки в гильзы-заготовки размером 620×вн.365×1950-2000 мм на оправке диаметром 350 мм с подъемом по диаметру δ=4,0-6,0%, нагрев гильз-заготовок с холодного или горячего посада до температуры пластичности, прошивку - раскатку в стане поперечно-винтовой прокатки в гильзы размером 660×505-515×2950-3100 мм на оправке диаметром 490-500 мм с подъемом по диаметру δ=5,5-6,5%, прокатку гильз на ТПУ 8-16″ с пилигримовыми станами в передельные трубы диаметром 530-550 мм с отношением D/S=13,5-15,0 с припуском по толщине стенки под механическую обработку - расточку и обточку, определение значений толщин снимаемых слоев металла при обточке и расточке из выражений Δ=D/S*K, Δ1=D/S*K1, где Δ - толщина снимаемого слоя металла при обточке горячекатаных труб по наружной поверхности, мм; Δ1 - толщина снимаемого слоя металла при расточке горячекатаных труб по внутренней поверхности, мм; D - наружный диаметр горячекатаных труб, мм; S - толщина стенки горячекатаных труб, мм; K=0,5-0,7 - коэффициент для определения толщины снимаемого слоя металла при обточке труб, большие значения которого относятся к трубам с более толстыми стенками; K1=0,4-0,5 - коэффициент для определения толщины снимаемого слоя металла при расточке труб, большие значения, которого относятся к трубам с более толстыми стенками (Патент РФ №2387501, 27.07.2010 г., бюл. №12).
Недостатком данного способа является то, что он решает общие вопросы производства передельных бесшовных горячедеформированных труб из коррозионностойких труднодеформируемых марок стали и сплавов с отношением D/S=13,5-15,0 для последующей механической обработки - расточки и обточки их в товарные трубы диаметром 530-550 мм с толщиной стенки более 20 мм, длиной не более 4700 мм и не решает технологические вопросы производства предельных и механически обработанных труб размером 530×16 мм из стали марки 08Х18Н10Т увеличенной длины и повышенной точности по диаметру и стенке для объектов атомной энергетики.
Задачей предложенного способа производства бесшовных горячедеформированных механически обработанных труб из стали марки 08Х18Н10Т является получение труб размером 530×16×6100-6300 мм с повышенным качеством поверхности и геометрическими размерами для объектов атомной энергетики.
Технический результат достигается тем, что в известном способе производства бесшовных горячедеформированных механически обработанных труб размером 530×16 мм из стали марки 08Х18Н10Т для объектов атомной энергетики, включающем отливку слитков способом электрошлакового переплава размером 620×1500±25 мм, обточку слитков в слитки-заготовки размером 600±5×1500±25 мм, сверление сквозного центрального отверстия диаметром 100±5 мм, расточку слитков-заготовок на размер 600±5,0×вн.200±5,0×1500±25 мм, нагрев слитков-заготовок до температуры 1260-1270°C и прошивку их в стане поперечно-винтовой прокатки на оправке диаметром 350 мм в гильзы-заготовки размером 630×вн.365×1720-1850 мм с подъемом по диаметру δпр. от 4,95 до 5,88% и вытяжкой µпр. от 1,167 до 1,212, нагрев гильз-заготовок с горячего или холодного посада до температуры 1270-1280°C и прошивку - раскатку в стане поперечно-винтовой прокатки на оправке диаметром 500 мм в гильзы размером 650×вн.515×2610-2800 мм с подъемом по диаметру δр=4,76% и вытяжкой µр.=1,517, прокатку гильз на пилигримовом стане в калибре 550 мм, врезанном в валки с диаметром бочки 1150 мм, в передельные трубы размером 542×30×6100-6500 мм на конусных дорнах диаметром 489/491 мм с коэффициентом полировки Kп=7,0-7,5, коэффициентом вытяжки µп=2,77 и обжатием по диаметру Δп=17,88%, расточку и обточку передельных труб в товарные бесшовные горячедеформированные трубы размером 530×16×6000-6300 мм с допуском по диаметру ±0,8% и стенке ±10,0%.
Перераспределение деформационных параметров за счет двойной прошивки слитков-заготовок ЭШП из стали марки 08Х18Н10Т и расточки слитков-заготовок под первую прошивку на размер 600±5,0×вн.200±5,0×1500±25 мм в сочетании с технологическими параметрами нагрева и прошивки (прошивка и раскатка с подъемом и посадом по диаметру) позволило снизить нагрузки на привод прошивного стана и получить гильзы-заготовки и гильзы размером, соответственно, 630×вн.365×1720-1850 и 660×вн.515×2610-2800 мм, необходимые для прокатки передельных труб размером 542×30×6100-6500 мм под механическую обработку - расточку и обточку на размер 530×16×6000-6300 мм.
Использование предложенных геометрических размеров слитков-заготовок ЭШП под первую прошивку и технологических параметров прошивки и раскатки позволили получить качественные гильзы-заготовки и гильзы необходимого размера для дальнейшей прокатки из них на пилигримовом стане передельных труб, а перераспределение деформационных параметров между прошивным и пилигримовым станами позволяет получить качественные передельные трубы размером 542×30×6100-6500 мм (без дефектов в виде плен и рванин) на пилигримовом стане с необходимым припуском под механическую обработку - расточку и обточку для получения качественных труб размером 530×16×6000-6300 мм для объектов атомной энергетики.
Сопоставительный анализ с прототипом показал, что заявляемый способ производства бесшовных горячедеформированных механически обработанных труб размером 530×16 мм из стали марки 08Х18Н10Т для объектов атомной энергетики отличается тем, что слитки электрошлакового переплава отливают размером 620×1500±25 мм, обтачивают в слитки-заготовки размером 600±5×1500±25 мм, сверлят сквозное центральное отверстие диаметром 100±5 мм, слитки-заготовки растачивают на размер 600±5,0×вн.200±5,0×1500±25 мм, нагревают слитки-заготовки до температуры 1260-1270°C и прошивают их в стане поперечно-винтовой прокатки на оправке диаметром 350 мм в гильзы-заготовки размером 630×вн.365×1720-1850 мм с подъемом по диаметру δпр. от 4,95 до 5,88% и вытяжкой µпр. от 1,167 до 1,212, гильзы-заготовки нагревают с горячего или холодного посада до температуры 1270-1280°C и прошивают - раскатывают в стане поперечно-винтовой прокатки на оправке диаметром 500 мм в гильзы размером 650×вн.515×2610-2800 мм с подъемом по диаметру δр=4,76% и вытяжкой µр.=1,517, гильзы прокатывают на пилигримовом стане в калибре 550 мм, врезанном в валки с диаметром бочки 1150 мм, в передельные трубы размером 542×30×6100-6500 мм на конусных дорнах диаметром 489/491 мм с коэффициентом полировки Kп=7,0-7,5, коэффициентом вытяжки µп=2,77 и обжатием по диаметру Δп=17,88%, передельные трубы растачивают и обтачивают в товарные бесшовные горячедеформированные трубы размером 530×16×6000-6300 мм с допуском по диаметру ±0,8% и стенке ±10,0%. Таким образом, эти отличия позволяют сделать вывод о соответствии критерию «изобретательский уровень».
Сравнение заявляемого способа не только с прототипом, но и с другими техническими решениями в данной области техники, не позволило выявить в них признаки, отличающие заявляемый способ от прототипа, что соответствует патентоспособности «изобретательский уровень».
Способ опробован на трубопрокатной установке с пилигримовыми станами 8-16″ ОАО «ЧТПЗ» при прокатке передельных труб размером 542×30×6000 мм из стали марки 08Х18Н10Т-Ш под механическую обработку для получения труб размером 530×16×6000 мм повышенной точности и качества поверхности для объектов атомной энергетики.
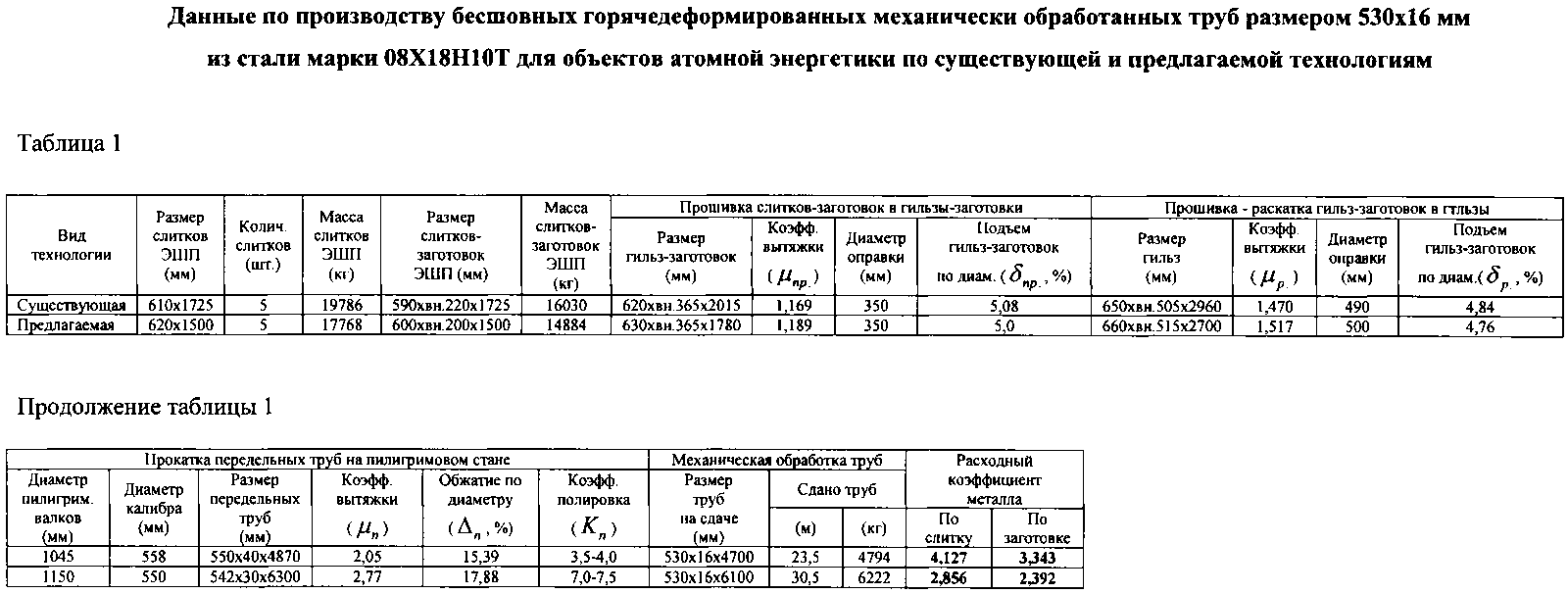
Данные по производству бесшовных горячедеформированных механически обработанных труб размером 530×16 мм из стали марки 08Х18Н10Т для объектов атомной энергетики по существующей и предлагаемой технологиям приведены в таблице 1.
По существующей технологии в производство были заданы 5 слитков ЭШП размером 610×1725 мм общей массой 19,786 тн, которые на ОАО «ЗМЗ» были обточены в слитки-заготовки размером 590×1725 мм. Слитки-заготовки на ОАО «ЧТПЗ» были просверлены на диаметр 100±5 мм, а затем расточены на размер 590×вн.220×1725 мм. Общая масса слитков-заготовок после расточки составила 16,03 тн. Слитки-заготовки были нагреты в методической печи до температуры пластичности и прошиты в стане поперечно-винтовой прокатки на оправке диаметром 350 мм в гильзы-заготовки размером 620×вн.365×2015 мм с вытяжкой µпр.=1,169 и подъемом гильз-заготовок по диаметру δпр.=5,08%. Гильзы-заготовки с холодного посада были нагреты до температуры пластичности и прошиты - раскатаны в стане поперечно-винтовой прокатки на оправке диаметром 490 мм в гильзы размером 650×вн.505×2960 мм с вытяжкой µр=1,47 и подъемом по диаметру δр=4,84%.
Гильзы были прокатаны на пилигримовом стане в валках с диаметром бочки 1045 мм в калибре 558 мм с коэффициентом полировки Kп=3,5-4,0 в передельные трубы размером 550×40×4870 мм с вытяжкой µп=2,05 и обжатием по диаметру Δп=15,39%. Передельные трубы были расточены и обточены в товарные трубы размером 530×16×4700 мм. Принято 23,5 м труб общей массой 4,127 тн. Расходный коэффициент металла слиток ЭШП - товарная труба составил 4,127, а расходный коэффициент металла слиток-заготовка ЭШП - товарная труба составил 3,343.
По предлагаемой технологии в производство были заданы 5 слитков ЭШП размером 620×1500 мм общей массой 17,768 тн, которые на ОАО «ЗМЗ» были обточены в слитки-заготовки размером 600×1500 мм. Слитки-заготовки на ОАО «ЧТПЗ» были просверлены на диаметр 100±5 мм, а затем расточены на размер 600×вн.200×1500 мм общей массой 14,884 тн. Слитки-заготовки были нагреты в методической печи до температуры 1260-1270°C и прошиты в стане поперечно-винтовой прокатки на оправке диаметром 350 мм в гильзы-заготовки размером 630×вн.365×1780 мм с вытяжкой µпр=1,189 и подъемом гильз-заготовок по диаметру δпр.=5,0%. Гильзы-заготовки с холодного посада были нагреты до температуры 1270-1280°C и прошиты - раскатаны в стане поперечно-винтовой прокатки на оправке диаметром 500 мм в гильзы размером 660×вн.515×2700 мм с вытяжкой µр=1,517 и подъемом по диаметру δр=4,76%. Гильзы были прокатаны на пилигримовом стане в валках с диаметром бочки 1150 мм в калибре 550 мм с коэффициентом полировки Kп=7,0-7,5 в передельные трубы размером 542×30×6300 мм с вытяжкой µп=2,77 и обжатием по диаметру Δп=17,88%. Передельные трубы были расточены и обточены в товарные трубы. Принято 30,5 м труб размером 530×16×6100 мм общей массой 6,222 тн. Расходный коэффициент металла слиток ЭШП - товарная труба составил 2,836, а расходный коэффициент металла слиток-заготовка ЭШП - товарная труба составил 2,392.
Использование предлагаемого способа позволило освоить на ТПУ 8-16″ с пилигримовыми станами производство бесшовных горячедеформированных передельных труб размером 542×30×6300 мм для последующей механической обработки - расточки и обточки их в товарные размером 530×16×6100 мм с повышенными требованиями по геометрическим размерам, качеству поверхности и механическим свойствам, снизить расходный коэффициент металла на 951 кг на каждой тонне товарных труб и увеличить их длину ≈ на 30%, а следовательно, снизить их стоимость.
"способ производства передельных труб размером 290х12 мм на тпу 8-16" пилигримовыми станами из слитков-заготовок электрошлакового переплава низкопластичных сталей марок 04х14т3р1ф-ш и 04х14т5р2ф-ш с содержанием бора от 1, 3 до 3, 5% для изготовления шестигранных труб-заготовок размером "под ключ" 257+2, 0/-3, 0х6+2, 0/-1, ох4300+80/-30 мм для уплотненного хранения в бассейнах выдержки аэс и транспортировки отработанного ядерного топлива"
Способ производства бесшовных горячекатаных труб размером 530х25-60 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10х9мфб-ш
Способ производства горячекатаных механически обработанных биметаллических труб размером вн.279х36 (351х36) и вн.346х40 (426х40) мм из стали марок 10гн2мфа+08х18н10т с внутренним плакирующим слоем сталью 08х18н10т толщиной 7±2 мм
Валок пилигримового стана для прокатки передельных труб размером 290х11-12 мм из низкопластичных борсодержащих сталей марок 04х14т3р1ф-ш и 04х14т5р2ф-ш
Способ производства бесшовных труб размером 377х14-60 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10х9мфб-ш
Валок пилигримового стана для прокатки тонкостенных труб из хладостойких и коррозионно-стойких марок стали
Технологический инструмент стана поперечно-винтовой прокатки для прошивки-раскатки гильз-заготовок и полых слитков-заготовок электрошлакового переплава большого диаметра из легированных труднодеформируемых марок стали и сплавов
Способ производства бесшовных горячекатаных труб диаметром от 245 до 630 мм с толщиной стенки от 8 до 90 мм на трубопрокатных установках с пилигримовыми станами
Коррозионно-стойкая легированная нейтронно-поглощающая сталь для изготовления шестигранных чехловых труб для уплотненного хранения в бассейнах выдержки и транспортировки ядерного топлива
Способ производства бесшовных горячекатаных труб диаметром от 273 до 630 мм с толщиной стенки от 8 до 90 мм на трубопрокатной установке 8-16" с пилигримовыми станами
"способ производства передельных труб размером 290х12 мм на тпу 8-16" пилигримовыми станами из слитков-заготовок электрошлакового переплава низкопластичных сталей марок 04х14т3р1ф-ш и 04х14т5р2ф-ш с содержанием бора от 1, 3 до 3, 5% для изготовления шестигранных труб-заготовок размером "под ключ" 257+2, 0/-3, 0х6+2, 0/-1, ох4300+80/-30 мм для уплотненного хранения в бассейнах выдержки аэс и транспортировки отработанного ядерного топлива"
Способ производства бесшовных горячекатаных труб размером 530х25-60 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10х9мфб-ш
Способ производства горячекатаных механически обработанных биметаллических труб размером вн.279х36 (351х36) и вн.346х40 (426х40) мм из стали марок 10гн2мфа+08х18н10т с внутренним плакирующим слоем сталью 08х18н10т толщиной 7±2 мм
Валок пилигримового стана для прокатки передельных труб размером 290х11-12 мм из низкопластичных борсодержащих сталей марок 04х14т3р1ф-ш и 04х14т5р2ф-ш
Способ производства бесшовных труб размером 377х14-60 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10х9мфб-ш
Валок пилигримового стана для прокатки тонкостенных труб из хладостойких и коррозионно-стойких марок стали
Технологический инструмент стана поперечно-винтовой прокатки для прошивки-раскатки гильз-заготовок и полых слитков-заготовок электрошлакового переплава большого диаметра из легированных труднодеформируемых марок стали и сплавов
Способ производства бесшовных горячекатаных труб диаметром от 245 до 630 мм с толщиной стенки от 8 до 90 мм на трубопрокатных установках с пилигримовыми станами
Коррозионно-стойкая легированная нейтронно-поглощающая сталь для изготовления шестигранных чехловых труб для уплотненного хранения в бассейнах выдержки и транспортировки ядерного топлива
Способ производства бесшовных горячекатаных труб диаметром от 273 до 630 мм с толщиной стенки от 8 до 90 мм на трубопрокатной установке 8-16" с пилигримовыми станами

