Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНОКОРДНЫХ ПАТРУБКОВ
Вид РИД
Изобретение
Изобретение относится к изготовлению резинокордных изделий, в частности к изготовлению резинокордных патрубков, предназначенных для эксплуатации под давлением в маслобензостойких средах при повышенной рабочей температуре 100-150°C.
Известен способ изготовления каркасных браслетов (а.с. 1326444 SU, МПК B29D 30/06, опубл. 30.07.87, Бюл. №28), при котором на дорн навивают ленту со смещением одного слоя относительно другого и образованием заготовки браслета, срезают браслет вдоль образующей дорна с получением листовой заготовки браслета и получают из нее кольцевой каркасный браслет, с обеих сторон которого образуют симметрично расположенные однослойные кромки, а при получении кольцевого каркасного браслета однослойные кромки накладывают внахлест одну на другую, при этом перед навивкой ленты осуществляют промазывание ее клеем с одной стороны.
Недостатком известного способа является недостаточная прочность связи кордной ткани с герметизирующим и покровным слоями резины, что влияет на технические характеристики, например, снижает срок эксплуатации резинокордного патрубка в топливных средах с рабочей температурой 100-150°C.
Техническим результатом предлагаемого способа является повышение прочности связи кордной нити с герметизирующим и покровным слоями термомаслостойкой резины резинокордных патрубков, предназначенных для эксплуатации под давлением в маслобензостойких средах с рабочей температурой 100-150°C, поскольку технология обрезинивания кордной нити термомаслостойкой резиной сложна и неотработана.
Технический результат достигается за счет того, что синхронно изготавливают в слое термомаслостойкой резины канавку и одновременно под натяжением вдавливают в эту канавку кордную нить, т.е. под натяжением укладывают кордную нить в канавку слоя термомаслостойкой резины по всей длине барабана, образуя заготовку резинокордного патрубка для последующей сборки и вулканизации.
Сущность предлагаемого способа изготовления резинокордных патрубков поясняется следующими чертежами:
фиг.1 - устройство для вдавливания кордной нити в слой термомаслостойкой резины, общий вид;
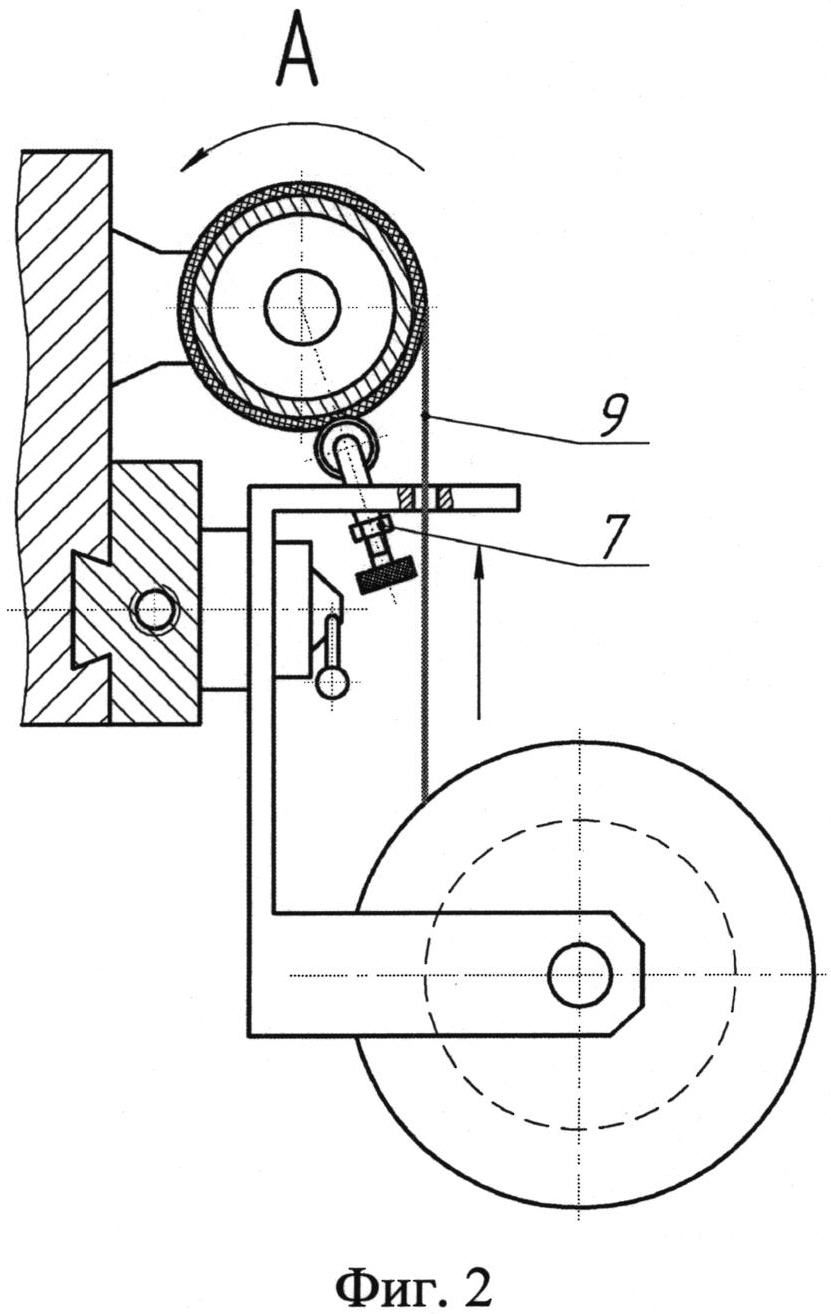
фиг.2 - устройство для вдавливания кордной нити в слой термомаслостойкой резины, вид слева;
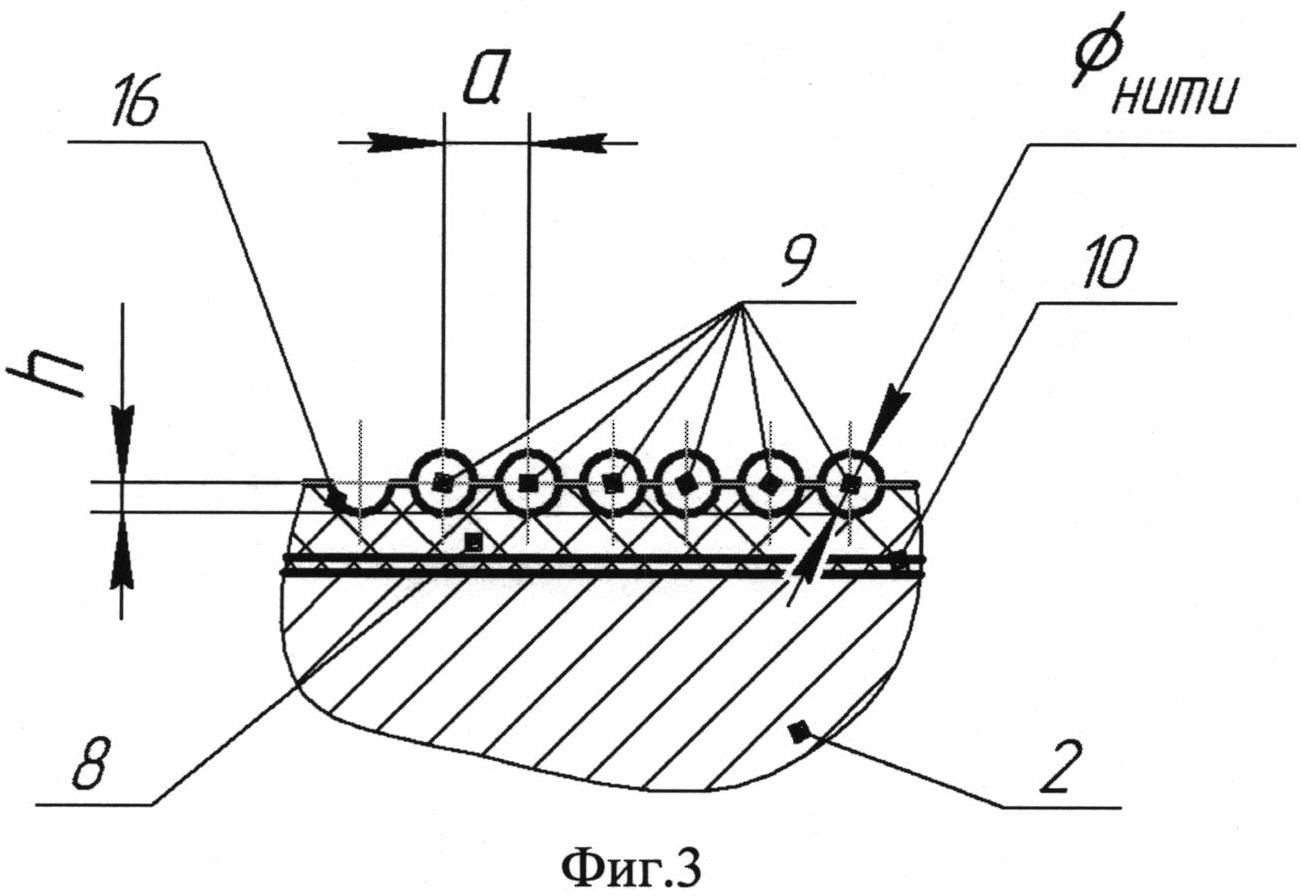
фиг.3 - расположение вдавленной кордной нити в слое термомаслостойкой резины;
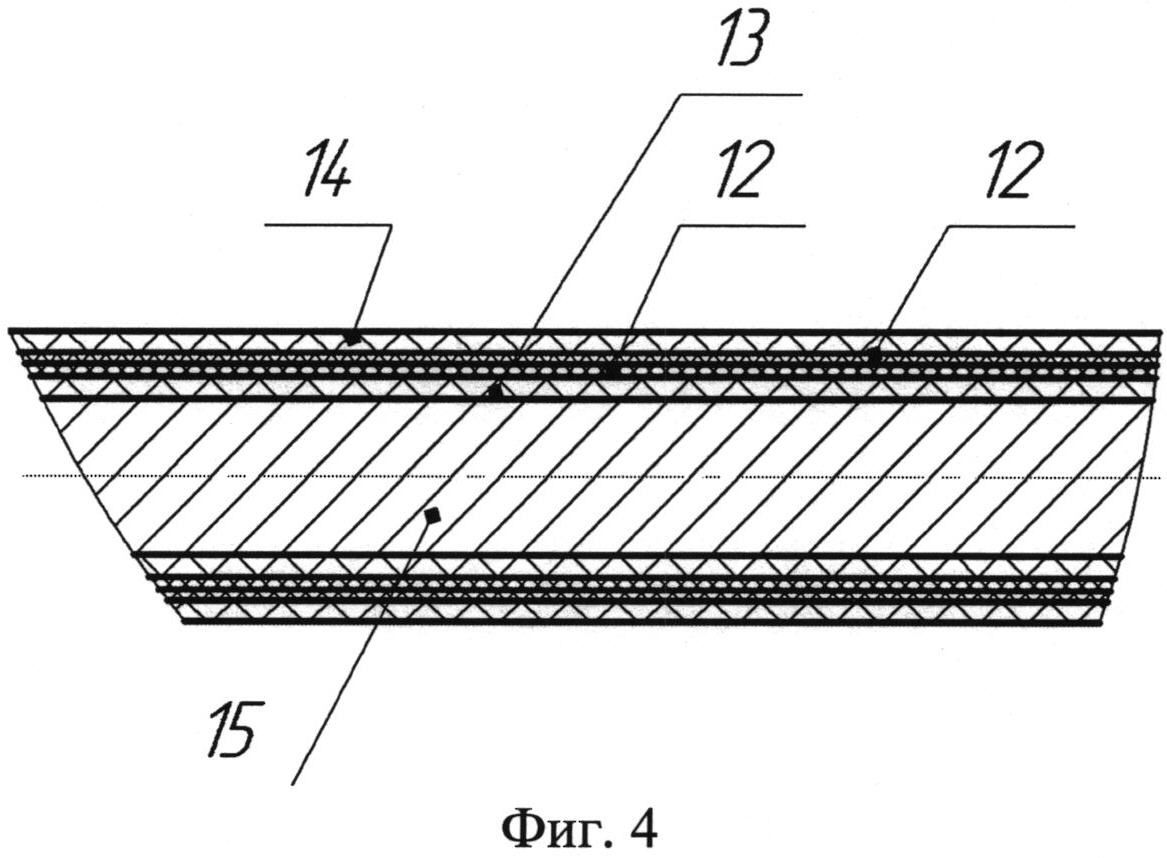
фиг.4 - схема расположения слоев в резинокордной заготовке патрубка на дорне.
Способ изготовления резинокордного патрубка осуществляется следующим образом.
На устройство 1 (Фиг.1) для вдавливания кордной нити 9 в слой термомаслостойкой резины 8 устанавливают цилиндрический металлический барабан 2. На металлическую поверхность барабана 2 наносят слой клея, например К-86, потом накладывают и приклеивают слой технологической полиэтиленовой пленки 10 или иного подобного материала для удержания кордной нити при ее вдавливании в слой термомаслостойкой резины 8. Затем на полиэтиленовую пленку 10 наносят слой клея и накладывают слой термомаслостойкой резины 8, который прикатывают. В держателе 3 устройства 1 закрепляют устройство 4 для вдавливания кордной нити 9 в слой термомаслостойкой резины 8, содержащее катушку 5 с кордной нитью 9 и тормозное устройство 6, обеспечивающее необходимое натяжение кордной нити 9 при намотке ее на барабан 2. В держателе 3 устройства 1 закрепляют также устройство 7, перемещающееся вдоль оси барабана 2 для изготовления канавки 16 в слое термомаслостойкой резины 8 и укладки кордной нити 9 в канавку 16 (фиг.2). Настраивают устройство 1 для вдавливания кордной нити 9 в слой термомаслостойкой резины 8 на режим накатывания канавки 16 с шагом а=1÷10 мм (фиг.3).
Устройство 7 для накатывания канавки подводят к левому торцу барабана 2 и накатывают вращением барабана 2 канавку 16 (фиг.3) в слое термомаслостойкой резины 8. Выполнив 3-5 оборотов барабана (фиг.1) в слое термомаслостойкой резины 8 в режиме накатывания канавки, закрепляют конец кордной нити 9. Далее синхронно накатывают в слое термомаслостойкой резины 9 канавку 16 и одновременно под натяжением при помощи тормозного устройства 6 (фиг.1) укладывают кордную нить 9 в канавку 16 (фиг.3) слоя термомаслостойкой резины 8 по всей длине барабана 2. Укладывают кордную нить 9 в канавку 16 таким образом, чтобы кордная нить 9 вдавливалась с шагом a=1÷10 мм в слой термомаслостойкой резины 8 более чем на половину толщины кордной нити 9 (фиг.3), соблюдая условия h>øнити/2, где h - глубина вдавливания кордной нити 9 в слой термомаслостойкой резины 8, øнити - диаметр кордной нити 9. Предложенный способ позволяет заменить трудоемкий процесс обрезинивания кордной ткани (нити) термомаслостойкой резиной и обеспечивает надежное сцепление слоя термостойкой резины с кордной нитью.
Затем по слою термомаслостойкой резины 8 с вдавленной кордной нитью 9 и слоем полиэтиленовой пленки 10 ножом делают разрез под углом α к оси барабана 2. После этого слой термомаслостойкой резины 8 с кордной нитью 9 и слоем полиэтиленовой пленки 10 снимают с барабана 2 и получают слой обрезиненной кордной нити, из которого делают закрой кордной заготовки для сборки патрубка.
Сборку резинокордного патрубка проводят в следующей последовательности: на дорн 15 (фиг.4) укладывают герметизирующий слой 13 термомаслостойкой резины. На герметизирующий слой термомаслостойкой резины 13 приклеивают первый слой резинокордной заготовки 12 и удаляют слой технологической полиэтиленовой пленки 10 (фиг.3). Далее на 1-ый слой резинокордной заготовки 12 (фиг.4) приклеивают второй слой резинокордной заготовки 12 и удаляют второй слой полиэтиленовой пленки 10 (фиг.3). Затем на второй слой резинокордной заготовки 12 (фиг.4) приклеивают покровный слой термомаслостойкой резины 14. Таким образом получают заготовку для резинокордного патрубка для последующей его вулканизации по типовой схеме, при этом предлагаемый способ обеспечивает надежность привулканизации кордной нити к термомаслостойкой резине и, тем самым, повышает прочность связи кордной нити с герметизирующим и покровным слоями термомаслостойкой резины.
Предприятие имеет положительный опыт использования предложенного способа для изготовления резинокордных патрубков, предназначенных для эксплуатации под давлением в термомаслобензостойких средах с рабочей температурой 100-150°C.
Способ изготовления резинокордных патрубков, заключающийся в изготовлении и раскрое слоев резинокордных заготовок, их сборке и последующей вулканизации, отличающийся тем, что синхронно изготавливают канавку в слое термомаслостойкой резины по всей длине барабана и одновременно под натяжением, при помощи тормозного устройства, укладывают кордную нить в канавку, при этом кордную нить вдавливают в слои термомаслостойкой резины более чем на половину толщины кордной нити, а на каждый слой термомаслостойкой резины последовательно накладывают и приклеивают слой технологической полиэтиленовой пленки и удаляют после приклеивания обрезиненной кордной ткани на собираемый резинокордный патрубок.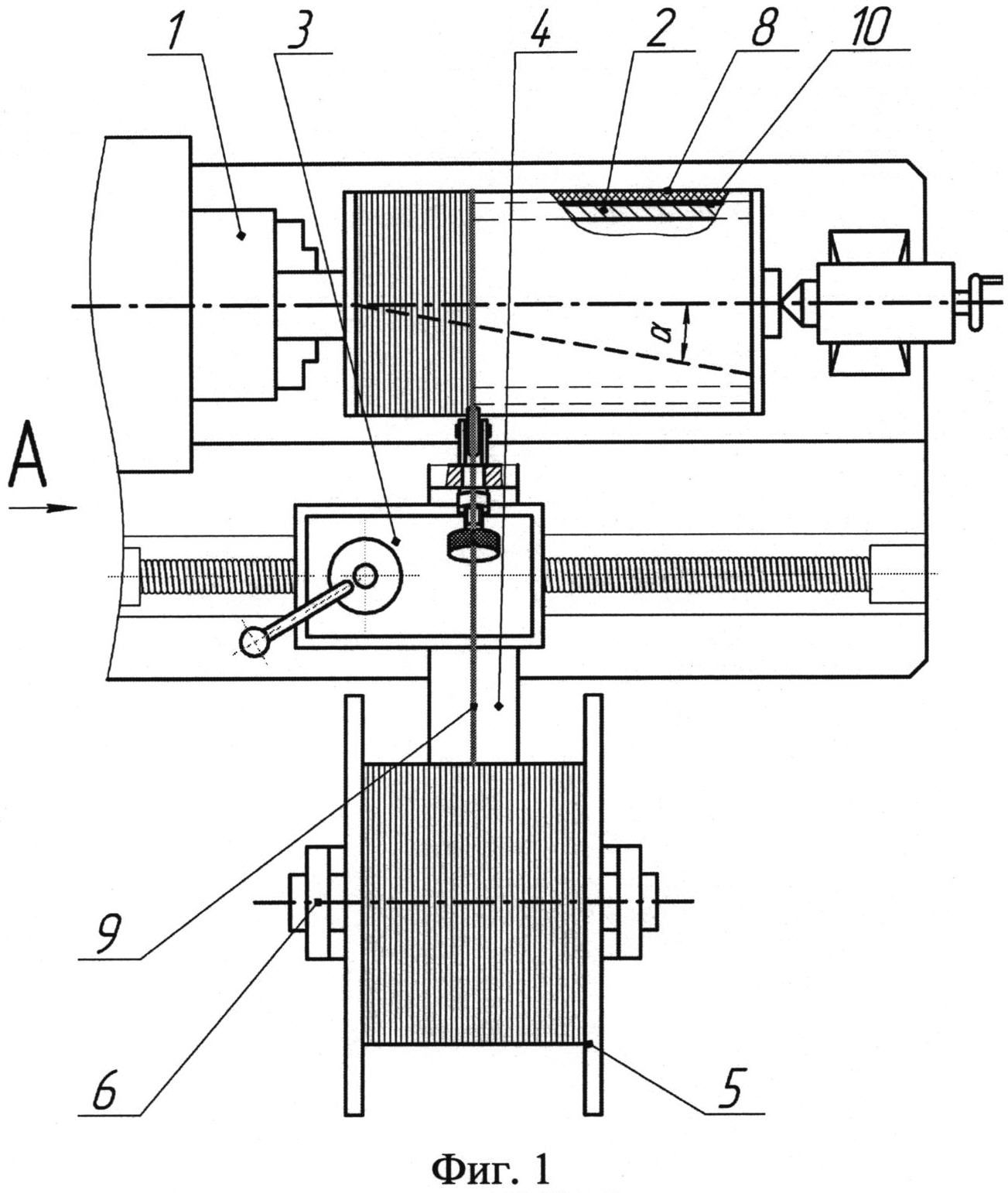
Универсальная система обмена данными
Способ стендовой калибровки трехканального блока акселерометров
Звуко-виброизолирующий элемент для покрытий
Звуко-виброизолирующий элемент для покрытий
Водометный движитель с крыльчатым обтекателем
Способ измерения силы цели на масштабной модели
Высокопрочный армирующий элемент для гидроакустических покрытий
Способ склеивания резины с металлом
Дорн для сборки и вулканизации угловых рукавов высокого давления
Резинокордная оболочка
Резинокордный компенсационный патрубок-задвижка
Колодка шинно-пневматической муфты
Устройство звуковиброизолирующее
Резинокордный пневматический элемент
Муфта резинометаллическая

