Результат интеллектуальной деятельности: МАТРИЦА ДЛЯ ВЫСАДКИ ДЕТАЛЕЙ СЛОЖНОГО ПРОФИЛЯ
Вид РИД
Изобретение
Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении деталей сложного профиля.
Известна матрица, содержащая бандаж, выполненный в виде охватывающих матрицу колец, каждое из которых выполнено с остаточными напряжениями сжатия во внутренней зоне и растяжения на наружной (патент РФ №483185, В21J 13/02, опубл. 05.09.1975, бюл. №33).
Недостатком данной матрицы является то, что при высадке деталей сложного профиля трудно избежать возникновения растягивающих напряжений во внутренних слоях вставки, а как известно, только выполняя условие обеспечения в рабочем режиме всестороннего равномерного сжатия внутреннего слоя рабочей вставки по всей высоте можно обеспечить длительную работоспособность собранной с натягом матрицы.
Известна матрица для выдавливания, состоящая из вставки, внешняя поверхность которой выполнена в виде двухстороннего усеченного конуса с меньшими основаниями на торцах, разрезного кольца из сегментов с ответными коническими поверхностями и обоймы (патент РФ №1398968, В21J 13/02, 30.05.1988, бюл. №20).
За счет профиля вставки в виде двухстороннего усеченного конуса и подбора натягов, создается переменный по высоте вставки натяг между сопрягаемыми поверхностями и возможно достижение условия обеспечения в рабочем режиме всестороннего равномерного сжатия вставки по всей ее высоте. Однако недостатком данной матрицы является высокая сложность и трудоемкость ее изготовления из-за вставки, выполненной в виде двухстороннего усеченного конуса с меньшими основаниями на торцах и разрезного кольца из сегментов с ответными коническими поверхностями, и таким образом изготовления сложных сопряженных поверхностей. Также недостатком данной матрицы является увеличение ее габаритов вследствие необходимости применения разрезного кольца из сегментов для передачи несущего давления от обоймы к вставке, что не всегда допустимо из-за фиксированных габаритов посадочных мест матриц в оборудовании.
Наиболее близкой по технической сущности к предлагаемой является матрица, содержащая цилиндрическую вставку и установленное на ней с натягом и сопряженное по поверхности бандажное кольцо, сопрягаемая поверхность вставки или бандажа выполнена криволинейной, при этом форма криволинейной поверхности определяется из условия обеспечения в рабочем режиме всестороннего равномерного сжатия матрицы по всей высоте, а величина натяга определяется из приведенных соотношений с переменным натягом по высоте (патент РФ №2198761, В21J 13/02, B23P 11/02, опубл. 20.02.2003).
За счет вставки или бандажа, сопрягаемая поверхность которых выполнена криволинейной, а также подбора величины натяга, создается переменный по высоте матрицы натяг между сопрягаемыми поверхностями, что обеспечивает в рабочем режиме создание всестороннего равномерного сжатия вставки по всей ее высоте. Однако существенным недостатком данной матрицы, препятствующим применению ее в практике на производстве, является высокая сложность и трудоемкость ее изготовления из-за технологической сложности обработки и контроля криволинейных поверхностей сопряжения вставки или бандажа. Кроме того, существует сложность сборки вставки и бандажа с криволинейными сопрягаемыми поверхностями. Также недостатком данной матрицы является невысокая циклическая стойкость и прочность при высадке деталей сложного профиля, что делает невозможным ее применение при изготовлении деталей сложного профиля, так как рассчитанный из приведенных соотношений натяг не обеспечивает всестороннее сжатие матрицы и не препятствует возможности возникновения трещин при сложном профиле внутреннего отверстия вставки.
Задачей изобретения является уменьшение трудоемкости изготовления матрицы для высадки деталей сложного профиля благодаря реализации переменного по высоте матрицы натяга.
Технический результат - повышение циклической стойкости и прочности матрицы с переменным по высоте вставки или бандажа натягом между сопрягаемыми поверхностями, повышение технологичности матрицы и возможность применения данной матрицы для высадки деталей сложного профиля.
Данная задача решается, а технический результат достигается тем, что в предлагаемой матрице для высадки, содержащей бандажное кольцо и вставку, запрессованную в бандажное кольцо с переменным по высоте бандажного кольца или вставки натягом между их сопрягаемыми поверхностями, согласно изобретению сопрягаемые наружная поверхность вставки и внутренняя поверхность бандажа выполнены конусными, а переменный натяг между упомянутыми конусными поверхностями образован путем их выполнения с различной разностью между внутренним диаметром бандажного кольца и наружным диаметром вставки на противоположных торцах матрицы, при этом величина переменного натяга Δ выбрана из следующего выражения:
∆=∆1-∆2=(0,02…0,34) мм,
где ∆1 - натяг между сопрягаемыми поверхностями вставки и бандажного кольца со стороны зеркала матрицы, ∆1=(Dв-dб);
Dв - наружный диаметр вставки со стороны зеркала матрицы;
dб - внутренний диаметр бандажного кольца со стороны зеркала матрицы;
∆2- натяг между сопрягаемыми поверхностями вставки и бандажного кольца со стороны торца матрицы, противоположного зеркалу матрицы, ∆2=(D-d);
D - наружный диаметр вставки со стороны торца матрицы, противоположного зеркалу матрицы;
d - внутренний диаметр бандажного кольца со стороны торца матрицы, противоположного зеркалу матрицы.
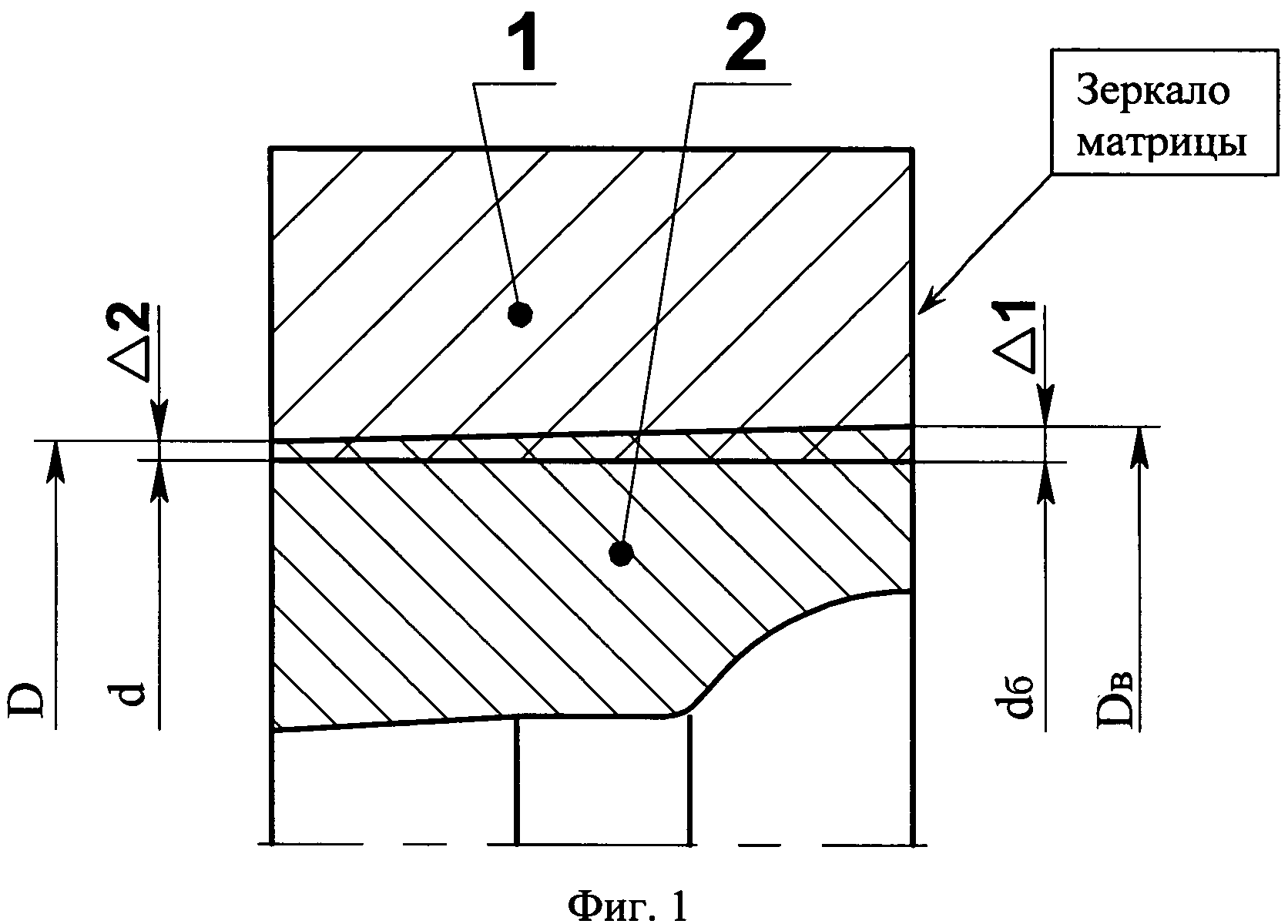
Сущность изобретения поясняется фиг. 1 и фиг. 2, на которых показаны примеры матриц для высадки деталей сложного профиля.
Матрица, изображенная на фиг. 1, применяется для высадки заготовки шарового пальца и состоит из бандажного кольца 1, внутренняя поверхность которого выполнена конусной с внутренним диаметром отверстия dб - со стороны зеркала матрицы, и внутренним диаметром d - с торца, противоположного зеркалу матрицы, а также запрессованной в него вставки 2 с отверстием сложного профиля, наружная поверхность которой выполнена конусной с диаметрами Dв и D с торца зеркала матрицы и противоположного зеркалу соответственно. При сопряжении бандажа 1 и вставки 2 образуются натяги, разные в противоположных торцах матрицы: ∆1 и ∆2. При этом возникает переменный натяг ∆, обеспечивающий в рабочем режиме всестороннее равномерное сжатие профиля вставки по всей ее высоте.
Матрица, изображенная на фиг. 2, применяется для высадки колесного ключа и состоит из бандажного кольца 1, внутренняя поверхность которого выполнена конусной с внутренним диаметром отверстия dб - со стороны зеркала матрицы, и внутренним диаметром d - с торца, противоположного зеркалу матрицы, а также запрессованной в него вставки 2 с отверстием сложного профиля, наружная поверхность которой выполнена конусной с диаметрами Dв и D с торца зеркала матрицы и противоположного соответственно. При сопряжении бандажа 1 и вставки 2 образуются натяги, разные в противоположных торцах матрицы: ∆1 и ∆2. При этом возникает переменный натяг ∆, обеспечивающий в рабочем режиме всестороннее равномерное сжатие профиля вставки по всей ее высоте.
Преимуществом предлагаемой матрицы является повышенная циклическая стойкость и прочность благодаря реализации переменного по высоте матрицы натяга за счет выполнения сопрягаемых наружной поверхности вставки и внутренней поверхности бандажного кольца конусными.
Также преимуществом предлагаемой матрицы является простота и низкая трудоемкость ее изготовления за счет выполнения сопрягаемых наружной поверхности вставки и внутренней поверхности бандажного кольца конусными. При этом отпадает необходимость в изготовлении сложных поверхностей, сопряженных по кривой либо ломаной линии.
Заявляемое техническое решение позволяет, вычислив натяг на торцах матрицы, задать в этих точках диаметры на наружной поверхности вставки и внутренней поверхности бандажного кольца, исполнить их как конусные поверхности. Кроме того, исполнение сопрягаемых наружной поверхности вставки и внутренней поверхности бандажа как конусных не только значительно уменьшает трудоемкость их изготовления, но и делает деталировку матрицы пригодной для контроля. Также преимуществом данной матрицы является простота сборки вставки с бандажом, так как поверхности сопрягаются по конусам. Кроме всего сказанного выше, преимуществом данной матрицы является высокая ее циклическая стойкость и прочность при изготовлении сложнопрофильных изделий в связи с возможностью задания на торцах матрицы различного напряженного состояния из-за применения переменного натяга ∆, обеспечивающего в рабочем режиме всестороннее равномерное сжатие сложного профиля вставки по всей высоте, что препятствует возможности возникновения трещин при сложном профиле внутреннего отверстия вставки.
Итак, предлагаемая матрица имеет высокую циклическую стойкость и прочность, проста в изготовлении и сборке из-за реализации переменного натяга за счет выполнения сопрягаемых наружной поверхности вставки и внутренней поверхности бандажного кольца конусными и особо эффективна с точки зрения ее применения при изготовлении деталей сложного профиля.
Матрица для высадки, содержащая бандажное кольцо и вставку, запрессованную в бандажное кольцо с переменным по высоте бандажного кольца или вставки натягом между их сопрягаемыми поверхностями, отличающаяся тем, что сопрягаемые наружная поверхность вставки и внутренняя поверхность бандажного кольца выполнены конусными, а переменный натяг между упомянутыми конусными поверхностями образован выполнением бандажного кольца и вставки с различной на противоположных торцах матрицы величиной разности между внутренним диаметром бандажного кольца и наружным диаметром вставки, при этом величина переменного натяга ∆ выбрана из следующего выражения: ∆=∆1-∆2=(0,02…0,34) мм,где ∆1 - натяг между сопрягаемыми поверхностями вставки и бандажного кольца со стороны зеркала матрицы, ∆1=(Dв-d);Dв - наружный диаметр вставки со стороны зеркала матрицы;d - внутренний диаметр бандажного кольца со стороны зеркала матрицы;∆2 - натяг между сопрягаемыми поверхностями вставки и бандажного кольца со стороны торца матрицы, противоположного зеркалу матрицы, ∆2=(D-d);D - наружный диаметр вставки со стороны торца матрицы, противоположного зеркалу матрицы;d - внутренний диаметр бандажного кольца со стороны торца матрицы, противоположного зеркалу матрицы.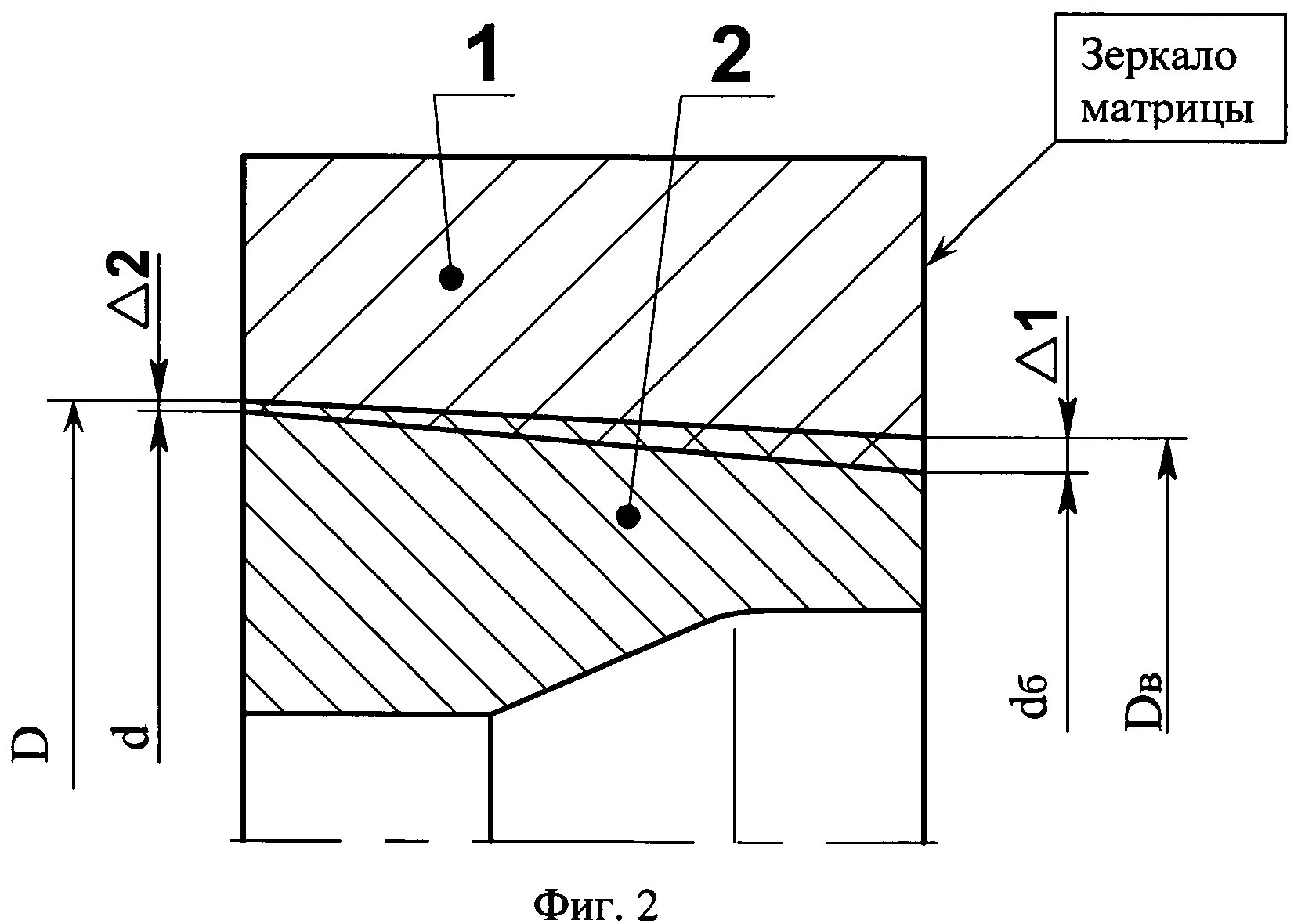
Способ и устройство контроля самопроизвольного трогания поезда
Способ ионно-плазменного нанесения износостойкого и коррозионностойкого покрытия на изделия из алюминиевых сплавов
Способ тепловой защиты поршня двигателя внутреннего сгорания из алюминиевых сплавов
Способ термомеханической обработки полуфабрикатов из алюминиевых сплавов систем al-cu, al-cu-mg и al-cu-mn-mg для получения изделий с повышенной прочностью и приемлемой пластичностью
Электромагнитная машина вибрационного действия для ручного инструмента
Осадительный электрод электрофильтра (варианты)
Способ получения ультрамелкозернистой структуры в заготовках из металлов и сплавов
Способ линейной сварки трением деталей из титановых сплавов
Способ линейной сварки трением заготовок из титановых сплавов для моноблоков турбомашин
Установка для очистки поверхностных сточных вод
Термоэмиссионный магнитопровод статора
Внутритрубное транспортное средство (варианты)
Охлаждаемая рабочая перфорированная лопатка турбины
Способ калибровки магнитострикционных преобразователей линейных перемещений и устройство его реализации
Способ защиты лопаток турбомашин из легированных сталей от эрозии и солевой коррозии
Способ ионно-плазменного нанесения многослойного покрытия на изделия из алюминиевых сплавов
Вертикальный трубчатый электрофильтр (варианты)
Способ определения среднегодовой самоочищающей способности водотока в фарватере
Способ азотирования деталей в тлеющем разряде на различную глубину азотированного слоя
Способ и устройство контроля самопроизвольного трогания поезда

