Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ ВИНТОВЫХ ПРОФИЛЕЙ
Вид РИД
Изобретение
Изобретение относится к области обработки металлов давлением, а более конкретно к процессам волочения, прессования, и может быть использовано для получения винтовых профилей.
Известен способ для волочения труб и кругов с принудительным обкатыванием шариками, установленными в специальной обойме (Перлин И.Л., Ерманок М.З. Теория волочения. - М.: Металлургия, 1971, стр.84). При большой подаче заготовки в принудительно вращающуюся волоку с шариками на поверхности могут образовываться винтовые линии.
Однако такой способ обладает существенным недостатком: необходимостью применения дополнительного привода для принудительного вращения волоки.
Известен так же способ создания винтовых поверхностей на трубах, согласно которому образование винтовой поверхности осуществляется принудительным вращением шпинделя профилирующей головки при поступательно перемещающейся и не вращающейся трубе. При этом ролики, оси которых расположены параллельно оси заготовки, свободно вращаются в подшипниках, помещенных в тело шпиндельной головки, и катятся по поверхности трубы, образуя винтовой профиль (Паршин С.В. Разработка универсальной установки для изготовления спирально-профильных труб. Производство проката №12, 2007, с. 27-30). Однако использование этого способа не может устранить недостаток, заключающийся в применении дополнительного привода при формировании винтового профиля с необходимостью синхронизации продольной скорости движения заготовки и угловой скорости вращения профилирующей головки.
Задачей изобретения является упрощение получения винтовых профилей и снижения энергозатрат за счет исключения принудительного вращения волоки.
Поставленная цель достигается тем, что в известном способе получения винтовых профилей, заключающемся в протягивании заготовок через ролики, установленные в тело волоки, формирование винтовых профилей осуществляется деформацией, выполненной роликами, установленными под углом к оси заготовки, определяемым из выражения:
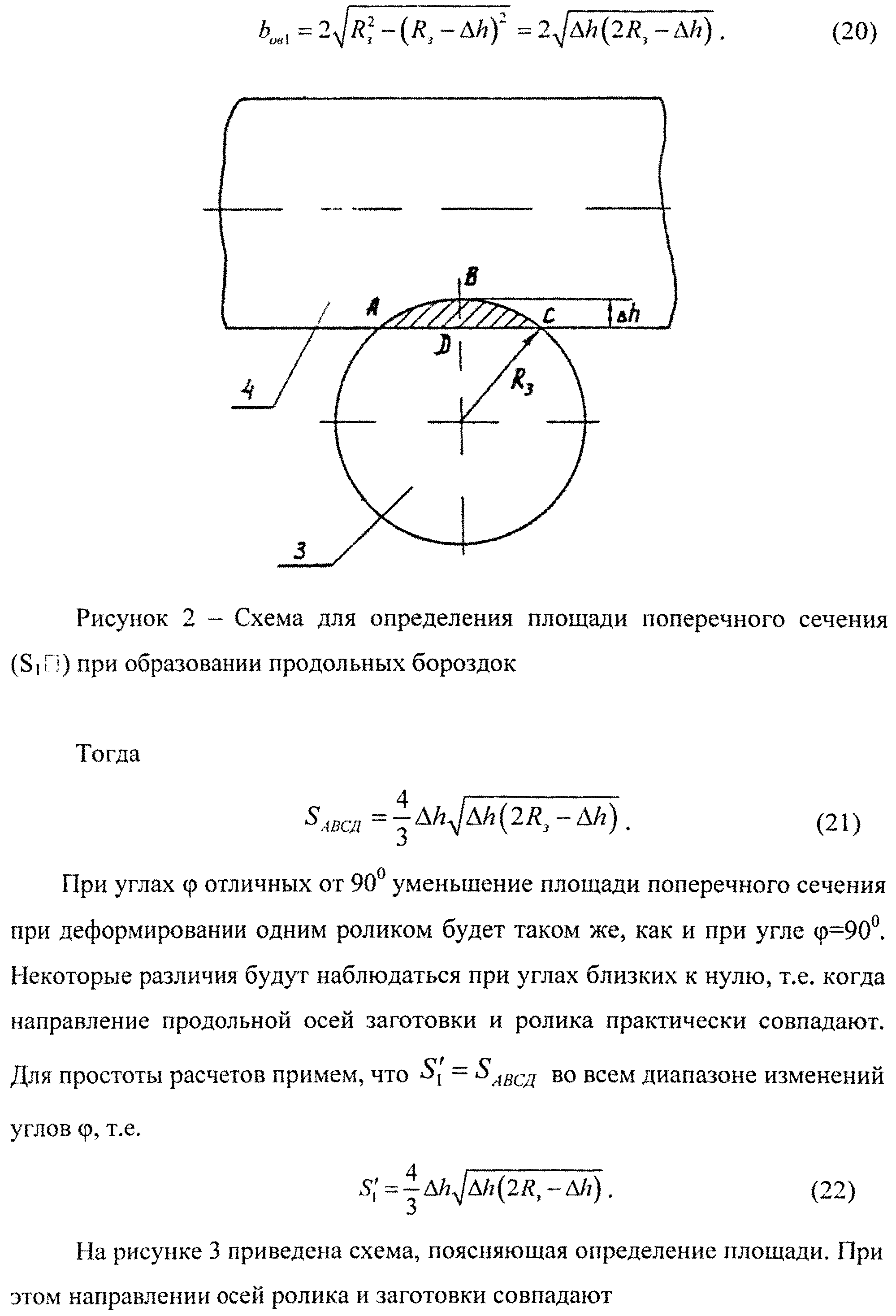
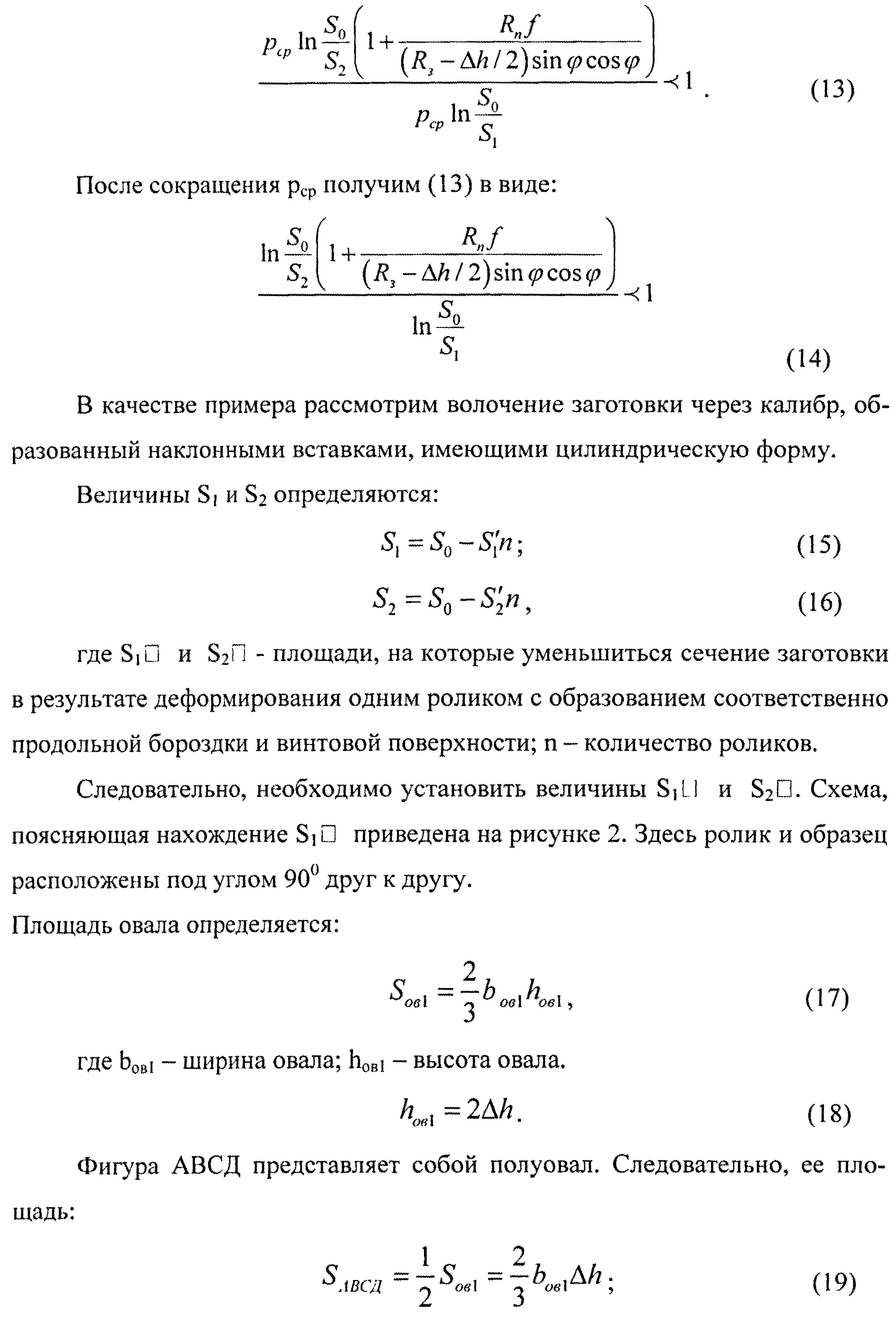
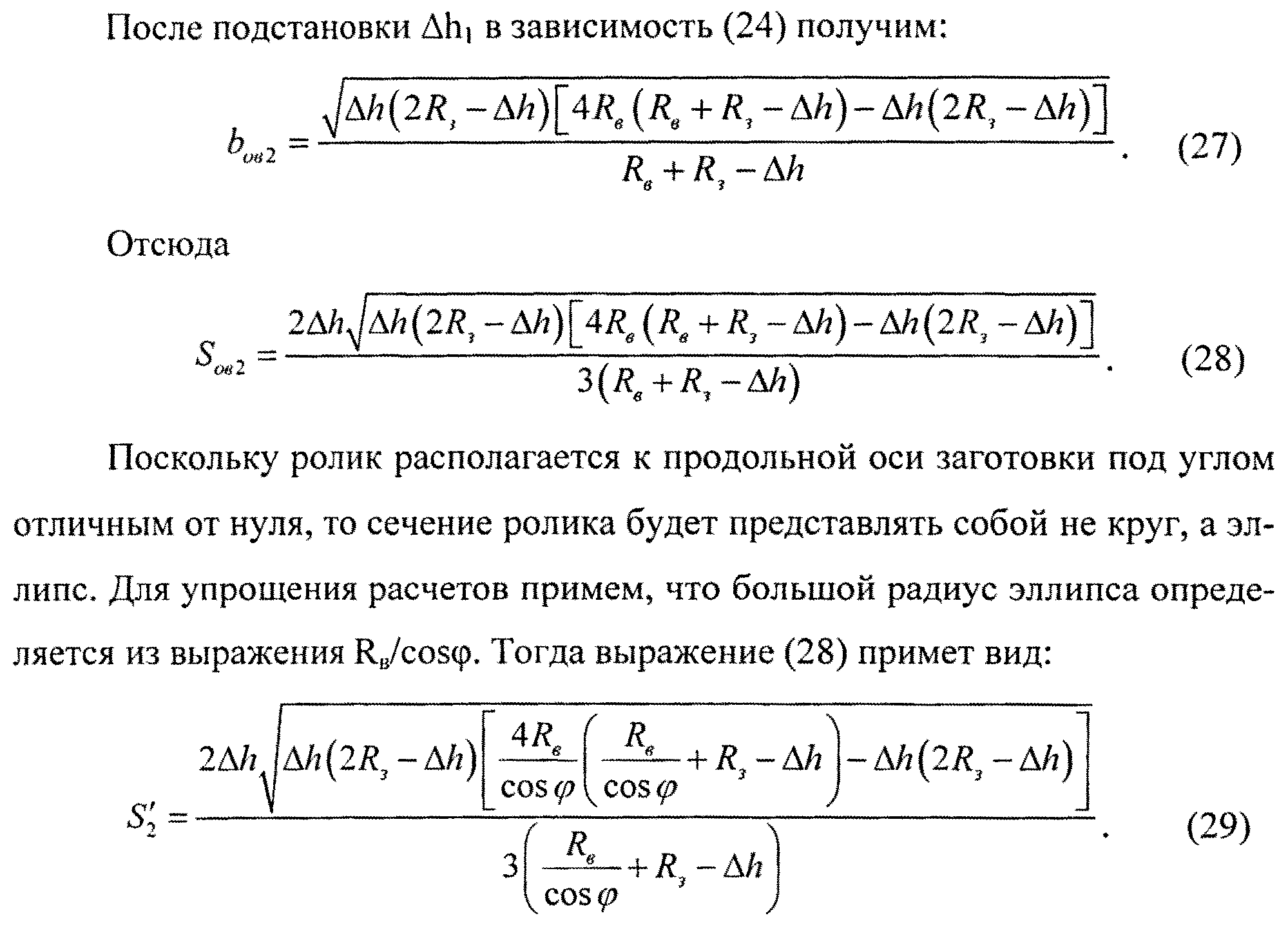
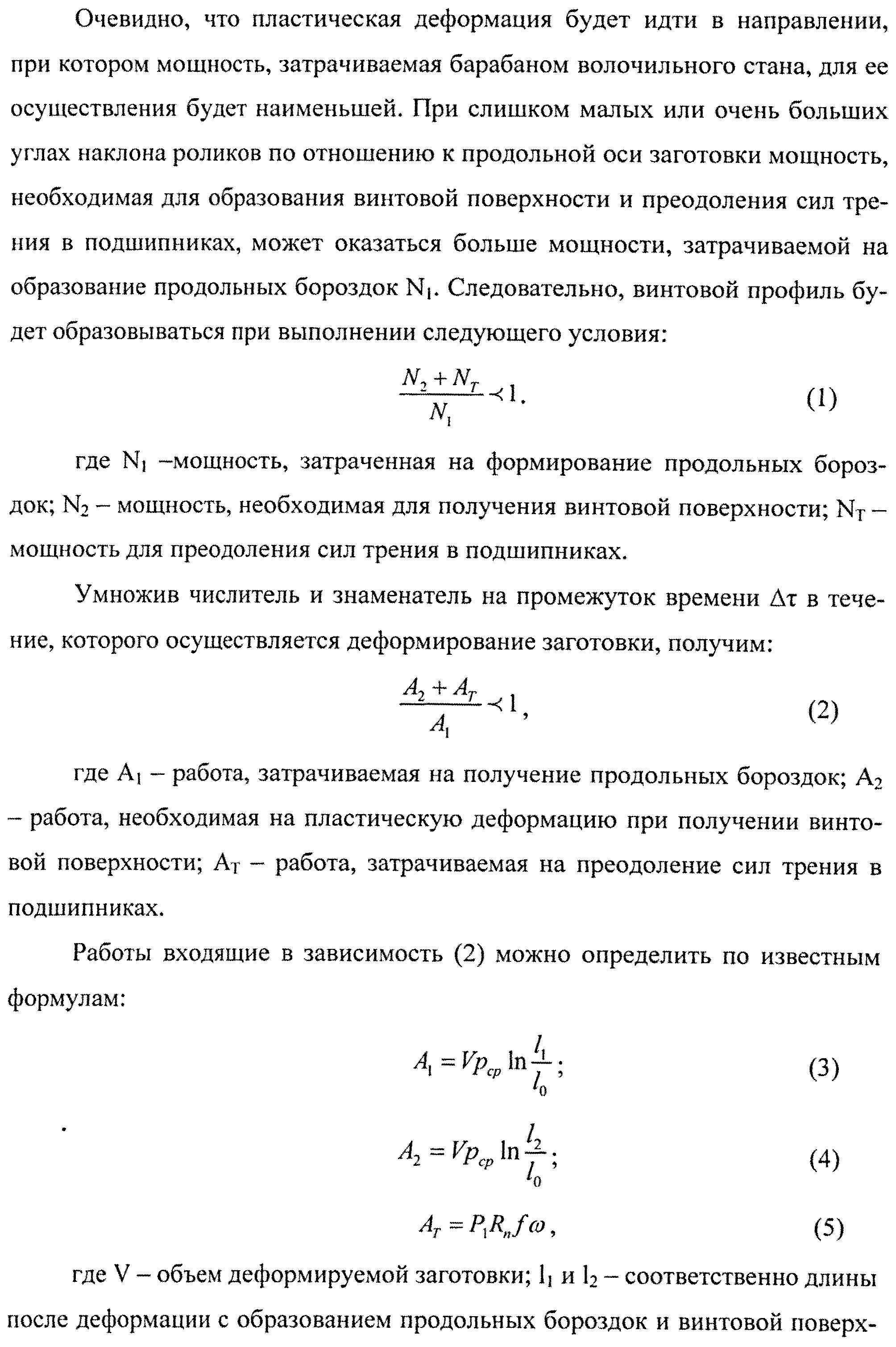
где φ - угол наклона роликов к продольной оси заготовки; S0 - площадь поперечного сечения заготовки до волочения; S1 - площадь поперечного сечения изделия с продольными бороздками; S2 - площадь поперечного сечения винтового профиля; Rn и f - радиус и коэффициент трения в подшипнике; Rз - радиус заготовки; Δh - величина обжатия заготовки роликом.
Это достигается применением самовращающейся волоки, винтовые профили в которой получают за счет установки роликов в теле волоки под углами по отношению к продольной оси заготовки, найденными из выражения (1).
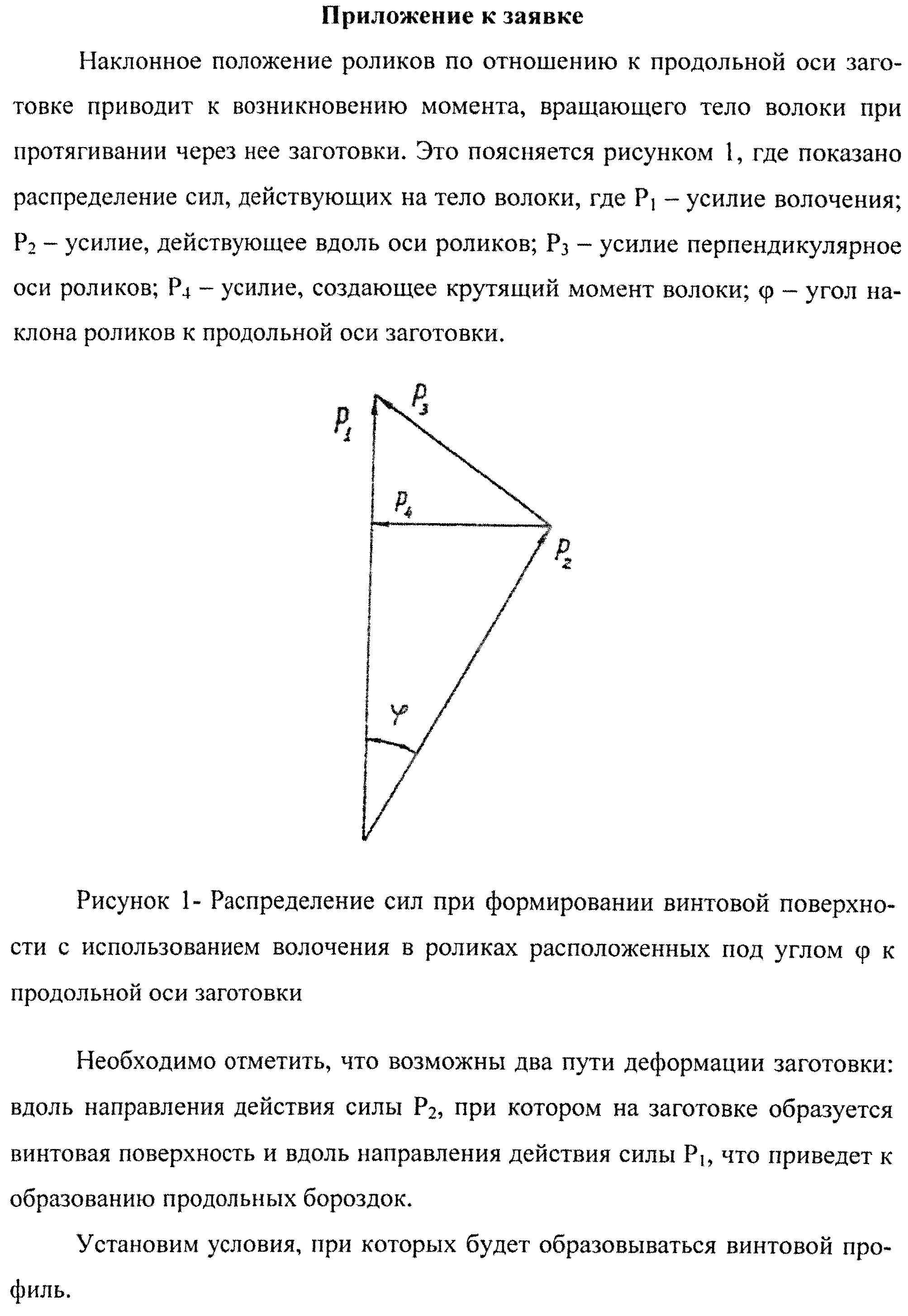
Наклонное положение роликов по отношению к заготовке приводит к возникновению момента, вращающего тело волоки при протягивании или прессовании через нее заготовки.
В случае, если соотношение (1) будет больше 1, вместо винтового профиля на заготовке будут образовываться продольные бороздки. При равенстве этого соотношения единице возникает положение неустойчивого равновесия. Под воздействием различных случайных факторов на заготовке могут получаться как винтовые, так и продольные бороздки.
В прототипе (Паршин С.В. Разработка универсальной установки для изготовления спирально-профильных труб. Производство проката №12, 2007, с. 27-30) для получения винтовой поверхности необходимо приложить дополнительный крутящий момент к волочильному инструменту.
В предлагаемом способе ролики расположены под углами φ к продольной оси заготовки, что приводит к обкатыванию ее по винтовой поверхности без приложения дополнительного крутящего момента.
Использование предложенного признака для получения винтового профиля при волочении не известно, что позволяет сделать вывод о соответствии предлагаемого технического решения критерию "существенное отличие".
Сущность изобретения поясняется чертежами (фиг.1) и (фиг 2), материалом, приведенным в приложении. На фиг.1 показано пространственное расположение роликов 2 относительно заготовки 1 и угол их наклона, гарантирующий образование винтовой поверхности. Для обеспечения постоянного положения роликов под определенным углом к оси заготовки они устанавливаются, например, в гнезда монолитной волоки, которая в свою очередь имеет возможность свободного вращения относительно продольной оси заготовки, благодаря использованию подшипников. На фиг 2 показан пятизаходный винтовой профиль, полученный предлагаемым способом.
Способ осуществляется следующим образом. Под действием продольной силы, приложенной к заготовке 1 за счет расположения роликов 2 под углом φ, создается крутящий момент, вращающий волоку с роликами вокруг продольной оси заготовки. Совместное воздействие поступательного движения заготовки и вращательного волоки с роликами образует на заготовке винтовую поверхность.
Изменяя количество роликов, можно получить двух-, трех- и многозаходные винтовые поверхности.
Нами получен винтовой профиль предлагаемым способом (см. фиг.2) со следующими исходными параметрами: радиус вставки Rв=3 мм, Rз=4 мм; количество вставок n=5, φ=37°; Rn=50 мм, f=0,003 (подшипник качения), материал заготовки - железо Армко. При этом винтовой профиль имел обжатие в витке Δh=1,0 мм и шаг витка t=15 мм.
 Установим выполнение соотношения (1) в эксперименте. S0=50,27 мм2; S1=32,63 мм2; S2=37,58 мм2; lnS0/S1=0,432; lnS0/S2=0,291;
Установим выполнение соотношения (1) в эксперименте. S0=50,27 мм2; S1=32,63 мм2; S2=37,58 мм2; lnS0/S1=0,432; lnS0/S2=0,291;  .
.
При этом отношение (1) равно 0,699, что меньше единицы.
В качестве примера рассмотрим, при каких значениях угла φ на заготовке будет образовываться винтовой профиль. Число вставок n=3. Основные исходные данные прежние. Обозначим  , а соотношение (1):С.
, а соотношение (1):С.
Основные расчетные величины приведены в таблице 1.
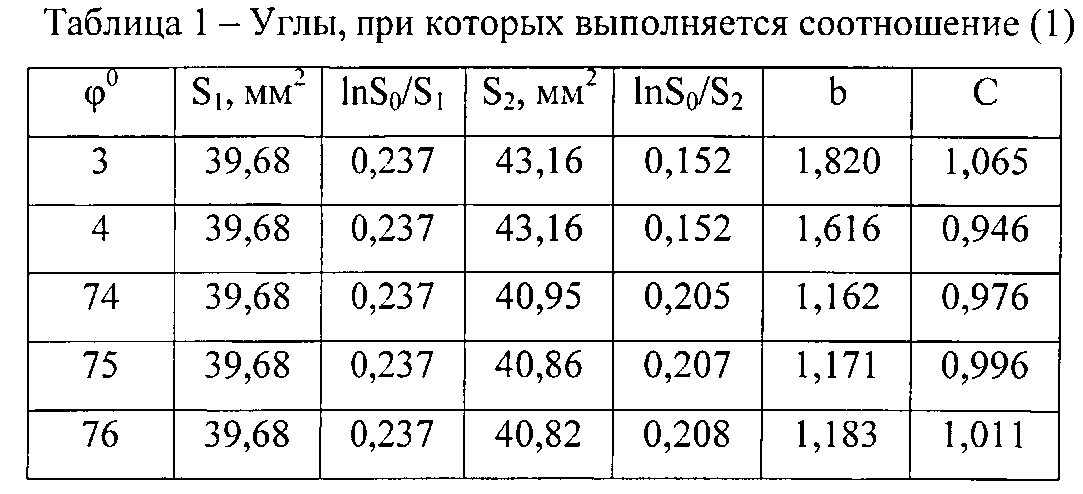
Из таблицы видно, что при значениях углов φ меньше 4° и больше 75° соотношение (1) больше единицы. Следовательно, образование винтового профиля для приведенных выше условий возможно при углах расположения вставок относительно заготовки, лежащих в интервале 4°≤φ≤75°.
Предлагаемый способ получения винтовых профилей волочением и прессованием позволяет получить винтовые профили без дополнительного приложения крутящего момента. Такое преимущество значительно упрощает процесс получения профилей и конструкцию оборудования за счет исключения дополнительных механизмов, необходимых в известных устройствах для создания крутящего момента, и согласования скорости вращения со скоростью волочения при получении заданного шага винтового профиля. Это дает возможность быстро и практически без затрат внедрить разработанный способ на любом волочильном производстве. Снижаются затраты энергии за счет исключения дополнительного крутящего момента.
Способ получения винтовых профилей с заданным шагом бороздок, включающий протягивание заготовок через ролики, установленные в волоке, отличающийся тем, что формирование винтовых профилей осуществляют роликами, установленными в теле самовращающейся в подшипниках волоки под углом к продольной оси заготовки, определяемым из неравенства: где φ - угол наклона роликов к продольной оси заготовки; S - площадь поперечного сечения заготовки до волочения; S - площадь поперечного сечения изделия с продольными бороздками; S - площадь поперечного сечения изделия винтового профиля; R - радиус подшипника волоки, f - коэффициент трения в подшипнике волоки; R - радиус заготовки; Δh - величина обжатия заготовки роликом.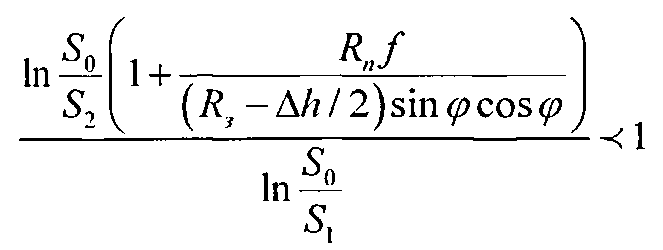

Порошковая проволока
Порошковая проволока
Способ электронно-лучевой обработки изделия из технического титана вт1-0
Способ повышения долговечности изделия из меди, работающего в условиях ползучести
Способ нанесения электроэрозионностойких покрытий на основе вольфрама, меди и никеля на медные электрические контакты
Газовая плоскопламенная горелка со встроенным радиационным рекуператором
Самоустанавливающаяся пятисателлитная планетарная передача
Способ нанесения электроэрозионностойких покрытий на основе молибдена, меди и никеля на медные электрические контакты
Способ нанесения электроэрозионностойких покрытий на основе хрома, карбидов хрома и меди на медные электрические контакты
Шихта порошковой проволоки
Флюс-добавка
Флюс для сварки и наплавки

