Результат интеллектуальной деятельности: СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ ВН.489+3,0/-0×19,5+3,0/-0×4090+40/-0 И ВН.489+3,0/-0×19,5+3,0/-0×2500+40/-30 мМ ИЗ СТАЛИ МАРКИ 38ХН3МФА ДЛЯ ИЗГОТОВЛЕНИЯ БАЛЛОНОВ
Вид РИД
Изобретение
Изобретение относится к трубопрокатному производству, а именно к способу производства бесшовных горячедеформированных механически обработанных труб размером вн.489+3,0/-0×19,5+3,0/-0×4090+40/-0 и вн.489+3,0/-0×19,5+3,0/-0×2500+40/-30 мм из стали марки 38ХН3МФА для изготовления баллонов, и может быть использовано при производстве передельных труб размером 538×30×7100 мм на трубопрокатных установках с пилигримовыми станами с последующей механической обработкой-расточкой и обточкой.
В практике трубного производства известен способ производства бесшовных горячедеформированных механически обработанных труб диаметром 530-550 мм из коррозионностойких трудно деформируемых марок стали и сплавов на ТПУ 8-16" с пилигримовыми станами, включающий отливку слитков ЭШП размером 610×1725±25 мм, механическую обработку-обточку слитков в слитки-заготовки диаметром 590±5,0 мм, сверление в слитках-заготовках центрального отверстия диаметром 100±5,0 мм, расточку слитков-заготовок размером 590±5,0×100±5,0×1725±25 мм на размер 590±5,0×220±5,0×1725±25 мм, нагрев слитков-заготовок до температуры пластичности в зависимости от марки стали и сплава, прошивку слитков-заготовок в стане поперечно-винтовой прокатки в гильзы-заготовки размером 620×вн.365×1950-2000 мм на оправке диаметром 350 мм с подъемом по диаметру δ=4,0-6,0%, повторный нагрев гильз-заготовок до температуры пластичности, прошивку-раскатку гильз-заготовок в стане поперечно-винтовой прокатки в гильзы размером 660×вн.505-515×2950-3100 мм на оправке диаметром 490-500 мм с подъемом по диаметру δ=5,5-6,5%, прокатку гильз на ТПУ 8-16" с пилигримовыми станами в передельные трубы диаметром 530-550 мм с отношением D/S=13,5-15,0 с припуском по толщине стенки под механическую обработку-расточку и обточку, который определялся из выражений: Δ=D/S*K и Δ1=D/S*K1, где Δ - толщина снимаемого слоя металла при обточке горячекатаных труб по наружной поверхности, мм; Δ1 - толщина снимаемого слоя металла при расточке горячекатаных труб по внутренней поверхности, мм; D - наружный диаметр горячекатаных труб, мм; S - толщина стенки горячекатаных труб, мм; K=0,5-0,7 - коэффициент для определения толщины снимаемого слоя металла при обточке труб, большие значения которого относятся к трубам с более толстыми стенками; K1=0,4-0,5 - коэффициент для определения толщины снимаемого слоя металла при расточке труб, большие значения которого относятся к трубам с более толстыми стенками (Патент RU №2387501, В21В 21/00, опубликовано 27.04.2010 г.).
Недостатком данного способа является то, что он направлен на производство бесшовных горячедеформированных механически обработанных труб из коррозионностойких труднодеформируемых марок стали и сплавов и не распространяется на способ производства бесшовных горячедеформированных механически обработанных труб размером вн.489+3,0/-0×19,5+3,0/-0×4090+40/-0 и вн.489+3,0/-0×19,5+3,0/-0×2500+40/-30 мм из стали марки 38ХН3МФА для изготовления баллонов для атомных подводных лодок.
Наиболее близким по технической сущности и достигаемому техническому результату является способ производства бесшовных горячедеформированных механически обработанных труб размером вн.489+3,0/-0×19,5+3,0/-0×4090+40/-0 и вн.489+3,0/-0×19,5+3,0/-0×2500+40/-30 мм из стали марки 38ХН3МФА для изготовления баллонов, включающий механическую обработку поковок в заготовки размером 630×1200±25 и 630×1360±25 мм, сверление в заготовках сквозного центрального отверстия диаметром 100±5 мм, нагрев заготовок до температуры пластичности, прошивку заготовок в стане поперечно-винтовой прокатки в гильзы-заготовки размером 650×вн.340×1470 и 650×вн.340×1660 мм на оправке диаметром 325 мм с вытяжкой µ1 n=1,26 и подъемом по диаметру δ=0, нагрев гильз-заготовок с холодного или горячего посада до температуры пластичности, прошивку-раскатку гильз-заготовок в стане поперечно-винтовой прокатки на оправке диаметром 490 мм в гильзы размером 650×вн.505×2690 и 650×вн.505×3050 мм с вытяжкой µ2 n=1,83 и подъемом по диаметру δ=0, прокатку гильз на пилигримовом стане в калибре 558 мм, врезанного в валки с диаметром бочки 1045 мм, в передельные трубы размером 550×40×4700 и 550×40×5450 мм с коэффициентом полировки Kn≈4,0, коэффициентом вытяжки µпр.=1,94 и обжатием по диаметру Δ=15,4%, расточку и обточку передельных труб в товарные трубы заданного размера (ТУ 14-3-805-78 «Трубы стальные бесшовные горячедеформированные механически обработанные для изготовления баллонов и поковок», ТИ 158-Тр.ТБ1-80-2015 «Изготовление бесшовных горячедеформированных механически обработанных труб из стали 38Х3МФА по ТУ 14-3-805-78 и ТУ 14-158-44-80»).
Недостатком данного способа является повышенный расходный коэффициент металла и повышенная трудоемкость при обточке и расточке передельных труб размером 550×40 мм в товарные трубы размером вн.489+3,0/-0×19,5+3,0/-0 мм, т.к. из заготовки размером 630×100×1200±25 мм получаем одну баллонную заготовку размером вн.489+3,0/-0×19,5+3,0/-0×4090+40/-0 мм, а из заготовки размером 630×10×1360±25 мм две заготовки размером вн.489+3,0/-0×19,5+3,0/-0×2500+40/-30 мм, с расходными коэффициентами, соответственно, 2,862 и 2,653.
Задачей предложенного способа производства бесшовных горячедеформированных механически обработанных труб размером вн.489+3,0/-0×19,5+3,0/-0×4090+40/-0 и вн.489+3,0/-0×19,5+3,0/-0×2500+40/-30 мм из стали марки 38ХН3МФА для изготовления баллонов является снижение расхода металла при переделе заготовок размером 630×100×1360 мм в товарные механически обработанные трубы размером вн.489+3,0/-0×19,5+3,0/-0×4090+40/-0 и вн.489+3,0/-0×19,5+3,0/-0×2500+40/-30 мм для изготовления баллонов для военно-морского флота России, снижение трудоемкости при механической обработке-расточке и обточке передельных труб в товарные трубы, а следовательно, снижение их стоимости.
Технический результат достигается тем, что в известном способе производства бесшовных горячедеформированных механически обработанных труб размером вн.489+3,0/-0×19,5+3,0/-0×4090+40/-0 и вн.489+3,0/-0×19,5+3,0/-0×2500+40/-30 мм из стали марки 38ХН3МФА для изготовления баллонов, включающем нагрев заготовок размером 630×100×1360 мм до температуры пластичности, прошивку их в стане поперечно-винтовой прокатки в гильзы-заготовки размером 650×вн.340×1660 мм, нагрев гильз-заготовок до температуры пластичности, прошивку-раскатку их в стане поперечно-винтовой прокатки в гильзы размером 660×вн.515×2900 мм на оправке диаметром 500 мм с вытяжкой µ2 n=1,75 и подъемом по диаметру δ=1,54%, прокатку гильз на пилигримовом стане в калибре 548 мм, врезанного в валки с диаметром бочки 1150 мм, в передельные трубы размером 538×30×7100 мм с коэффициентом полировки Kn≈1,5, коэффициентом вытяжки µпр.=2,77 и обжатием по диаметру Δ=21,2%, резку передельных труб на трубы кратной длины 4300 и 2800, расточку и обточку их в товарные трубы-заготовки размером вн.489+3,0/-0×19,5+3,0/-0×4090+40/-0 и вн.489+3,0/-0×19,5+3,0/-0×2500+40/-30 мм.
Сопоставительный анализ с прототипом показал, что заявляемый способ производства бесшовных горячедеформированных механически обработанных труб размером вн.489+3,0/-0×19,5+3,0/-0×4090+40/-0 и вн.489+3,0/-0×19,5+3,0/-0×2500+40/-30 мм из стали марки 38ХН3МФА для изготовления баллонов отличается тем, что заготовки размером 630×100×1360 мм нагревают до температуры пластичности, прошивают их в стане поперечно-винтовой прокатки в гильзы-заготовки размером 650×вн.340×1660 мм, гильзы-заготовки нагревают до температуры пластичности, прошивают-раскатывают в стане поперечно-винтовой прокатки в гильзы размером 660×вн.515×2900 мм на оправке диаметром 500 мм с вытяжкой µ2 n=1,75 и подъемом по диаметру δ=1,54%, гильзы прокатывают на пилигримовом стане в калибре 548 мм, врезанного в валки с диаметром бочки 1150 мм, в передельные трубы размером 538×30×7100 мм с коэффициентом полировки Kn≈7,5, коэффициентом вытяжки µпр.=2,77 и обжатием по диаметру Δ=21,2%, передельные трубы разрезают на трубы кратной длины 4300 и 2800, растачивают и обтачивают их в товарные трубы-заготовки размером вн.489+3,0/-0×19,5+3,0/-0×4090+40/-0 и вн.489+3,0/-0×19,5+3,0/-0×2500+40/-30 мм. Эти отличия позволяют сделать вывод о соответствии критерию «изобретательский уровень».
Сравнение заявляемого способа не только с прототипом, но и с другими техническими решениями в данной области техники, не позволило выявить в них признаки, отличающие заявляемый способ от прототипа, что соответствует патентоспособности «изобретательский уровень».
Способ опробован на трубопрокатной установке с пилигримовыми станами 8-16" при прокатке передельных труб размером 538×30×7100 мм из заготовок 630×100×1360 мм стали марки 38ХН3МФА под механическую обработку для получения товарных механически обработанных труб размером вн.489+3,0/-0×19,5+3,0/-0×4090+40/-0 и вн.489+3,0/-0×19,5+3,0/-0×2500+40/-30 мм по ТУ 14-3-805-78.
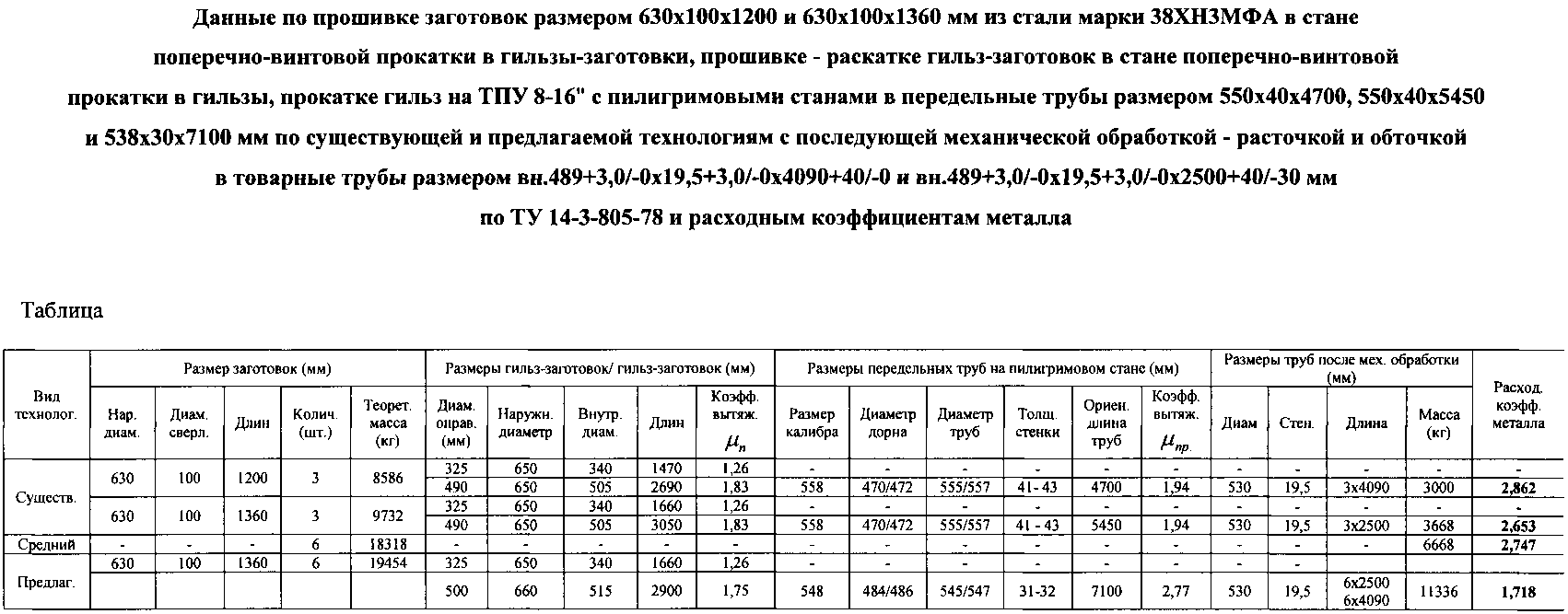
Данные по прошивке заготовок размером 630×100×1200 и 630×100×1360 мм из стали марки 38ХН3МФА в стане поперечно-винтовой прокатки в гильзы-заготовки, прошивке-раскатке гильз-заготовок в стане поперечно-винтовой прокатки в гильзы, прокатке гильз на ТПУ 8-16" с пилигримовыми станами в передельные трубы размером 550×40×4700, 550×40×5450 и 538×30×7100 мм по существующей и предлагаемой технологиям с последующей механической обработкой-расточкой и обточкой в товарные трубы размером вн.489+3,0/-0×19,5+3,0/-0×4090+40/-0 и вн.489+3,0/-0×19,5+3,0/-0×2500+40/-30 мм по ТУ 14-3-805-78 и расходным коэффициентам металла приведены в таблице.
По существующей технологии 3 заготовки размером 630×100×1200 мм общей массой 8,586 т были нагреты в методической печи до температуры 1260-1280°C, прошиты в стане поперечно-винтовой прокатки на оправке диаметром 325 мм в гильзы-заготовки размером 650×вн.340×1470 мм, которые с холодного посада были нагреты до температуры 1270-1290°C и прошиты-раскатаны в стане поперечно-винтовой прокатки на оправке диаметром 490 мм в гильзы размером 650×вн.505×2690 мм, а затем прокатаны на пилигримовом стане в калибре 558 мм, врезанном в валки с диаметром бочки 1045 мм, на дорнах диаметром 470/472 мм в передельные трубы размером 550×40×4700 мм. Данные трубы были расточены и обточены в товарные трубы размером вн.489+3,0/-0×19,5+3,0/-0×4900+40/-0 мм. Принято в соответствии с ТУ 14-3-805-78 три трубы общей массой 3,0 т. Расходный коэффициент металла по трубам данной партии составил 2,862.
Также по существующей технологии 3 заготовки размером 630×100×1360 мм общей массой 9,732 т были нагреты в методической печи до температуры 1270-1280°C, прошиты в стане поперечно-винтовой прокатки на оправке диаметром 325 мм в гильзы-заготовки размером 650×вн.340×1660 мм, которые с холодного посада были нагреты до температуры 1270-1290°C и прошиты-раскатаны в стане поперечно-винтовой прокатки на оправке диаметром 490 мм в гильзы размером 650×вн.505×3050 мм, а затем прокатаны на пилигримовом стане в калибре 558 мм, врезанном в валки с диаметром бочки 1045 мм, на дорнах диаметром 470/472 мм в передельные трубы размером 550×40×5450 мм. Трубы были порезаны на два крата равной длины, а затем были расточены и обточены в товарные трубы размером вн.489+3,0/-0×19,5+3,0/-0×2500+40/-30 мм. Принято в соответствии с ТУ 14-3-805-78 шесть труб общей массой 3,668 т. Расходный коэффициент металла по трубам данной партии составил 2,653. Средний расходный коэффициент металла по товарным трубам размером вн.489+3,0/-0×19,5+3,0/-0×2500-4090 мм составил 2,747.
По предлагаемой технологии в производство были заданы 6 заготовок размером 630×100×1360 мм общей массой 19,454 т, которые были нагреты в методической печи до температуры 1270-1280°C, прошиты в стане поперечно-винтовой прокатки на оправке диаметром 325 мм в гильзы-заготовки размером 650×вн.340×1660 мм, а затем с холодного посада были нагреты до температуры 1270-1290°C и прошиты-раскатаны в стане поперечно-винтовой прокатки на оправке диаметром 500 мм в гильзы размером 660×вн.515×2900 мм. Гильзы были прокатаны на пилигримовом стане в калибре 548 мм, врезанном в валки с диаметром бочки 1150 мм, на дорнах диаметром 484/486 мм в передельные трубы размером 538×30×7100 мм. Данные трубы были порезаны на трубы кратной длины 4300 и 2800 мм, а затем расточены и обточены в товарные трубы размером вн.489+3,0/-0×19,5+3,0/-0×4090+40/-0 и 489+3,0/-0×19,5+3,0/-0×2500+40/-30 мм. Принято в соответствии с ТУ 14-3-805-78 двенадцать труб общей массой 11,336 т. Расходный коэффициент металла по трубам данной партии составил 1,718. Трубы по всем показателям отвечали требованиям ТУ14-3-805-78.
Использование предлагаемого способа позволило освоить на ТПУ 8-16" с пилигримовыми станами в валках с диаметром бочки 1150 мм производство качественных горячедеформированных передельных труб размером 538×30×7100 мм из заготовок размером 630×100×1360 мм с последующей механической обработкой-расточкой и обточкой их в товарные трубы размером вн.489+3,0/-0×19,5+3,0/-0×4090+40/-0 и вн.489+3,0/-0×19,5+3,0/-0×2500+40/-30 мм, которые по механическим свойствам, геометрическим размерам и качеству поверхности, полностью отвечающие требованиям ТУ 14-3-805-78, и снизить расход металла на 1029 кг на каждой тонне товарных труб.
Способ производства бесшовных механически обработанных труб размером 610х15-20 мм из стали марки 08х18н10т-ш
Способ производства холоднокатаных товарных труб размером 219х9х11700-12800 мм из титановых сплавов пт-1м и пт-7м
Способ лазерно-дуговой сварки
Способ производства холоднокатаных товарных труб размером 273х10х8700-9500 мм из титановых сплавов пт-1м и пт-7м
Способ производства бесшовных холоднодеформированных труб размером 426х14-19 мм из стали марки 08х18н10т-ш
Вагонный штабель преимущественно труб железнодорожного вагона-платформы
Способ укладки длинномерных грузов с различной величиной противоположных торцов
Способ производства труб повышенного качества из коррозионно-стойкой стали марки 08х18н10т-ш для объектов атомной энергетики
Способ производства слитков-заготовок электрошлаковым переплавом из труднодеформируемых марок стали и сплавов и прокатки из них товарных труб большого и среднего диаметров на трубопрокатных установках с пилигримовыми станами и передельных труб для последующего переката на станах хпт
Способ производства слитков-заготовок электрошлаковым переплавом из труднодеформируемых марок стали и сплавов и прокатки из них товарных труб большого и среднего диаметров на трубопрокатных установках с пилигримовыми станами и передельных труб для последующего переката на станах хпт
Жаропрочная сталь
Жаропрочная сталь
Способ производства конусных длинномерных полых металлических изделий горячей прокаткой
Способ производства передельной прямошовной трубной заготовки из сплавов на основе титана для прокатки холоднокатаных труб большого и среднего диаметров с повышенной точностью по стенке
Способ производства бесшовных горячедеформированных труб большого и среднего диаметров на трубопрокатных установках с пилигримовыми станами для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков эшп и нлз
Способ производства бесшовных горячедеформированных труб большого и среднего диаметров на трубопрокатных установках с пилигримовыми станами для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара
Способ прошивки заготовок из стали с содержанием бора до 2%

