Результат интеллектуальной деятельности: СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ ВН.489+3,0/-0×19,5+3,0/-0×4090+40/-0 И ВН.489+3,0/-0×19,5+3,0/-0×2500+40/-30 мМ ИЗ СТАЛИ МАРКИ 38ХН3МФА ДЛЯ ИЗГОТОВЛЕНИЯ БАЛЛОНОВ
Вид РИД
Изобретение
Изобретение относится к трубопрокатному производству, а именно к способу производства бесшовных горячедеформированных механически обработанных труб размером вн.489+3,0/-0×19,5+3,0/-0×4090+40/-0 и вн.489+3,0/-0×19,5+3,0/-0×2500+40/-30 мм из стали марки 38ХН3МФА для изготовления баллонов, и может быть использовано при производстве передельных труб размером 538×30×7100 мм на трубопрокатных установках с пилигримовыми станами с последующей механической обработкой-расточкой и обточкой.
В практике трубного производства известен способ производства бесшовных горячедеформированных механически обработанных труб диаметром 530-550 мм из коррозионностойких трудно деформируемых марок стали и сплавов на ТПУ 8-16" с пилигримовыми станами, включающий отливку слитков ЭШП размером 610×1725±25 мм, механическую обработку-обточку слитков в слитки-заготовки диаметром 590±5,0 мм, сверление в слитках-заготовках центрального отверстия диаметром 100±5,0 мм, расточку слитков-заготовок размером 590±5,0×100±5,0×1725±25 мм на размер 590±5,0×220±5,0×1725±25 мм, нагрев слитков-заготовок до температуры пластичности в зависимости от марки стали и сплава, прошивку слитков-заготовок в стане поперечно-винтовой прокатки в гильзы-заготовки размером 620×вн.365×1950-2000 мм на оправке диаметром 350 мм с подъемом по диаметру δ=4,0-6,0%, повторный нагрев гильз-заготовок до температуры пластичности, прошивку-раскатку гильз-заготовок в стане поперечно-винтовой прокатки в гильзы размером 660×вн.505-515×2950-3100 мм на оправке диаметром 490-500 мм с подъемом по диаметру δ=5,5-6,5%, прокатку гильз на ТПУ 8-16" с пилигримовыми станами в передельные трубы диаметром 530-550 мм с отношением D/S=13,5-15,0 с припуском по толщине стенки под механическую обработку-расточку и обточку, который определялся из выражений: Δ=D/S*K и Δ1=D/S*K1, где Δ - толщина снимаемого слоя металла при обточке горячекатаных труб по наружной поверхности, мм; Δ1 - толщина снимаемого слоя металла при расточке горячекатаных труб по внутренней поверхности, мм; D - наружный диаметр горячекатаных труб, мм; S - толщина стенки горячекатаных труб, мм; K=0,5-0,7 - коэффициент для определения толщины снимаемого слоя металла при обточке труб, большие значения которого относятся к трубам с более толстыми стенками; K1=0,4-0,5 - коэффициент для определения толщины снимаемого слоя металла при расточке труб, большие значения которого относятся к трубам с более толстыми стенками (Патент RU №2387501, В21В 21/00, опубликовано 27.04.2010 г.).
Недостатком данного способа является то, что он направлен на производство бесшовных горячедеформированных механически обработанных труб из коррозионностойких труднодеформируемых марок стали и сплавов и не распространяется на способ производства бесшовных горячедеформированных механически обработанных труб размером вн.489+3,0/-0×19,5+3,0/-0×4090+40/-0 и вн.489+3,0/-0×19,5+3,0/-0×2500+40/-30 мм из стали марки 38ХН3МФА для изготовления баллонов для атомных подводных лодок.
Наиболее близким по технической сущности и достигаемому техническому результату является способ производства бесшовных горячедеформированных механически обработанных труб размером вн.489+3,0/-0×19,5+3,0/-0×4090+40/-0 и вн.489+3,0/-0×19,5+3,0/-0×2500+40/-30 мм из стали марки 38ХН3МФА для изготовления баллонов, включающий механическую обработку поковок в заготовки размером 630×1200±25 и 630×1360±25 мм, сверление в заготовках сквозного центрального отверстия диаметром 100±5 мм, нагрев заготовок до температуры пластичности, прошивку заготовок в стане поперечно-винтовой прокатки в гильзы-заготовки размером 650×вн.340×1470 и 650×вн.340×1660 мм на оправке диаметром 325 мм с вытяжкой µ1 n=1,26 и подъемом по диаметру δ=0, нагрев гильз-заготовок с холодного или горячего посада до температуры пластичности, прошивку-раскатку гильз-заготовок в стане поперечно-винтовой прокатки на оправке диаметром 490 мм в гильзы размером 650×вн.505×2690 и 650×вн.505×3050 мм с вытяжкой µ2 n=1,83 и подъемом по диаметру δ=0, прокатку гильз на пилигримовом стане в калибре 558 мм, врезанного в валки с диаметром бочки 1045 мм, в передельные трубы размером 550×40×4700 и 550×40×5450 мм с коэффициентом полировки Kn≈4,0, коэффициентом вытяжки µпр.=1,94 и обжатием по диаметру Δ=15,4%, расточку и обточку передельных труб в товарные трубы заданного размера (ТУ 14-3-805-78 «Трубы стальные бесшовные горячедеформированные механически обработанные для изготовления баллонов и поковок», ТИ 158-Тр.ТБ1-80-2015 «Изготовление бесшовных горячедеформированных механически обработанных труб из стали 38Х3МФА по ТУ 14-3-805-78 и ТУ 14-158-44-80»).
Недостатком данного способа является повышенный расходный коэффициент металла и повышенная трудоемкость при обточке и расточке передельных труб размером 550×40 мм в товарные трубы размером вн.489+3,0/-0×19,5+3,0/-0 мм, т.к. из заготовки размером 630×100×1200±25 мм получаем одну баллонную заготовку размером вн.489+3,0/-0×19,5+3,0/-0×4090+40/-0 мм, а из заготовки размером 630×10×1360±25 мм две заготовки размером вн.489+3,0/-0×19,5+3,0/-0×2500+40/-30 мм, с расходными коэффициентами, соответственно, 2,862 и 2,653.
Задачей предложенного способа производства бесшовных горячедеформированных механически обработанных труб размером вн.489+3,0/-0×19,5+3,0/-0×4090+40/-0 и вн.489+3,0/-0×19,5+3,0/-0×2500+40/-30 мм из стали марки 38ХН3МФА для изготовления баллонов является снижение расхода металла при переделе заготовок размером 630×100×1360 мм в товарные механически обработанные трубы размером вн.489+3,0/-0×19,5+3,0/-0×4090+40/-0 и вн.489+3,0/-0×19,5+3,0/-0×2500+40/-30 мм для изготовления баллонов для военно-морского флота России, снижение трудоемкости при механической обработке-расточке и обточке передельных труб в товарные трубы, а следовательно, снижение их стоимости.
Технический результат достигается тем, что в известном способе производства бесшовных горячедеформированных механически обработанных труб размером вн.489+3,0/-0×19,5+3,0/-0×4090+40/-0 и вн.489+3,0/-0×19,5+3,0/-0×2500+40/-30 мм из стали марки 38ХН3МФА для изготовления баллонов, включающем нагрев заготовок размером 630×100×1360 мм до температуры пластичности, прошивку их в стане поперечно-винтовой прокатки в гильзы-заготовки размером 650×вн.340×1660 мм, нагрев гильз-заготовок до температуры пластичности, прошивку-раскатку их в стане поперечно-винтовой прокатки в гильзы размером 660×вн.515×2900 мм на оправке диаметром 500 мм с вытяжкой µ2 n=1,75 и подъемом по диаметру δ=1,54%, прокатку гильз на пилигримовом стане в калибре 548 мм, врезанного в валки с диаметром бочки 1150 мм, в передельные трубы размером 538×30×7100 мм с коэффициентом полировки Kn≈1,5, коэффициентом вытяжки µпр.=2,77 и обжатием по диаметру Δ=21,2%, резку передельных труб на трубы кратной длины 4300 и 2800, расточку и обточку их в товарные трубы-заготовки размером вн.489+3,0/-0×19,5+3,0/-0×4090+40/-0 и вн.489+3,0/-0×19,5+3,0/-0×2500+40/-30 мм.
Сопоставительный анализ с прототипом показал, что заявляемый способ производства бесшовных горячедеформированных механически обработанных труб размером вн.489+3,0/-0×19,5+3,0/-0×4090+40/-0 и вн.489+3,0/-0×19,5+3,0/-0×2500+40/-30 мм из стали марки 38ХН3МФА для изготовления баллонов отличается тем, что заготовки размером 630×100×1360 мм нагревают до температуры пластичности, прошивают их в стане поперечно-винтовой прокатки в гильзы-заготовки размером 650×вн.340×1660 мм, гильзы-заготовки нагревают до температуры пластичности, прошивают-раскатывают в стане поперечно-винтовой прокатки в гильзы размером 660×вн.515×2900 мм на оправке диаметром 500 мм с вытяжкой µ2 n=1,75 и подъемом по диаметру δ=1,54%, гильзы прокатывают на пилигримовом стане в калибре 548 мм, врезанного в валки с диаметром бочки 1150 мм, в передельные трубы размером 538×30×7100 мм с коэффициентом полировки Kn≈7,5, коэффициентом вытяжки µпр.=2,77 и обжатием по диаметру Δ=21,2%, передельные трубы разрезают на трубы кратной длины 4300 и 2800, растачивают и обтачивают их в товарные трубы-заготовки размером вн.489+3,0/-0×19,5+3,0/-0×4090+40/-0 и вн.489+3,0/-0×19,5+3,0/-0×2500+40/-30 мм. Эти отличия позволяют сделать вывод о соответствии критерию «изобретательский уровень».
Сравнение заявляемого способа не только с прототипом, но и с другими техническими решениями в данной области техники, не позволило выявить в них признаки, отличающие заявляемый способ от прототипа, что соответствует патентоспособности «изобретательский уровень».
Способ опробован на трубопрокатной установке с пилигримовыми станами 8-16" при прокатке передельных труб размером 538×30×7100 мм из заготовок 630×100×1360 мм стали марки 38ХН3МФА под механическую обработку для получения товарных механически обработанных труб размером вн.489+3,0/-0×19,5+3,0/-0×4090+40/-0 и вн.489+3,0/-0×19,5+3,0/-0×2500+40/-30 мм по ТУ 14-3-805-78.
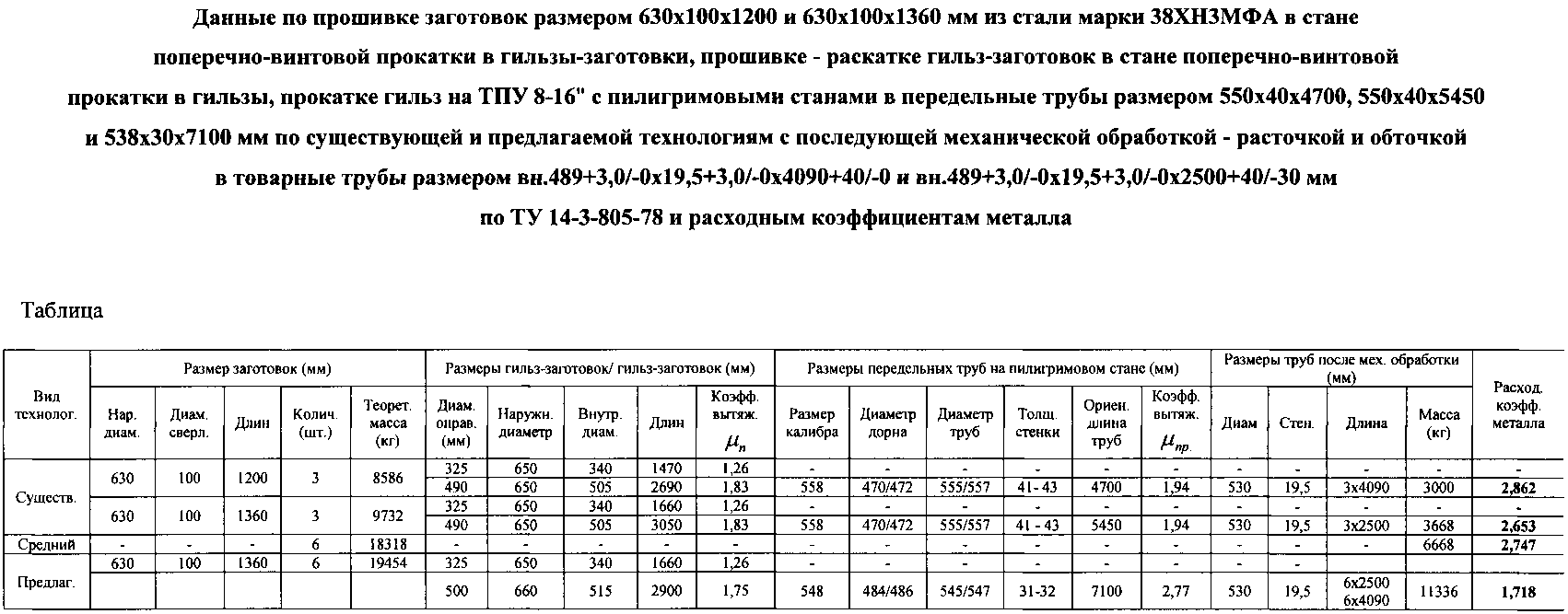
Данные по прошивке заготовок размером 630×100×1200 и 630×100×1360 мм из стали марки 38ХН3МФА в стане поперечно-винтовой прокатки в гильзы-заготовки, прошивке-раскатке гильз-заготовок в стане поперечно-винтовой прокатки в гильзы, прокатке гильз на ТПУ 8-16" с пилигримовыми станами в передельные трубы размером 550×40×4700, 550×40×5450 и 538×30×7100 мм по существующей и предлагаемой технологиям с последующей механической обработкой-расточкой и обточкой в товарные трубы размером вн.489+3,0/-0×19,5+3,0/-0×4090+40/-0 и вн.489+3,0/-0×19,5+3,0/-0×2500+40/-30 мм по ТУ 14-3-805-78 и расходным коэффициентам металла приведены в таблице.
По существующей технологии 3 заготовки размером 630×100×1200 мм общей массой 8,586 т были нагреты в методической печи до температуры 1260-1280°C, прошиты в стане поперечно-винтовой прокатки на оправке диаметром 325 мм в гильзы-заготовки размером 650×вн.340×1470 мм, которые с холодного посада были нагреты до температуры 1270-1290°C и прошиты-раскатаны в стане поперечно-винтовой прокатки на оправке диаметром 490 мм в гильзы размером 650×вн.505×2690 мм, а затем прокатаны на пилигримовом стане в калибре 558 мм, врезанном в валки с диаметром бочки 1045 мм, на дорнах диаметром 470/472 мм в передельные трубы размером 550×40×4700 мм. Данные трубы были расточены и обточены в товарные трубы размером вн.489+3,0/-0×19,5+3,0/-0×4900+40/-0 мм. Принято в соответствии с ТУ 14-3-805-78 три трубы общей массой 3,0 т. Расходный коэффициент металла по трубам данной партии составил 2,862.
Также по существующей технологии 3 заготовки размером 630×100×1360 мм общей массой 9,732 т были нагреты в методической печи до температуры 1270-1280°C, прошиты в стане поперечно-винтовой прокатки на оправке диаметром 325 мм в гильзы-заготовки размером 650×вн.340×1660 мм, которые с холодного посада были нагреты до температуры 1270-1290°C и прошиты-раскатаны в стане поперечно-винтовой прокатки на оправке диаметром 490 мм в гильзы размером 650×вн.505×3050 мм, а затем прокатаны на пилигримовом стане в калибре 558 мм, врезанном в валки с диаметром бочки 1045 мм, на дорнах диаметром 470/472 мм в передельные трубы размером 550×40×5450 мм. Трубы были порезаны на два крата равной длины, а затем были расточены и обточены в товарные трубы размером вн.489+3,0/-0×19,5+3,0/-0×2500+40/-30 мм. Принято в соответствии с ТУ 14-3-805-78 шесть труб общей массой 3,668 т. Расходный коэффициент металла по трубам данной партии составил 2,653. Средний расходный коэффициент металла по товарным трубам размером вн.489+3,0/-0×19,5+3,0/-0×2500-4090 мм составил 2,747.
По предлагаемой технологии в производство были заданы 6 заготовок размером 630×100×1360 мм общей массой 19,454 т, которые были нагреты в методической печи до температуры 1270-1280°C, прошиты в стане поперечно-винтовой прокатки на оправке диаметром 325 мм в гильзы-заготовки размером 650×вн.340×1660 мм, а затем с холодного посада были нагреты до температуры 1270-1290°C и прошиты-раскатаны в стане поперечно-винтовой прокатки на оправке диаметром 500 мм в гильзы размером 660×вн.515×2900 мм. Гильзы были прокатаны на пилигримовом стане в калибре 548 мм, врезанном в валки с диаметром бочки 1150 мм, на дорнах диаметром 484/486 мм в передельные трубы размером 538×30×7100 мм. Данные трубы были порезаны на трубы кратной длины 4300 и 2800 мм, а затем расточены и обточены в товарные трубы размером вн.489+3,0/-0×19,5+3,0/-0×4090+40/-0 и 489+3,0/-0×19,5+3,0/-0×2500+40/-30 мм. Принято в соответствии с ТУ 14-3-805-78 двенадцать труб общей массой 11,336 т. Расходный коэффициент металла по трубам данной партии составил 1,718. Трубы по всем показателям отвечали требованиям ТУ14-3-805-78.
Использование предлагаемого способа позволило освоить на ТПУ 8-16" с пилигримовыми станами в валках с диаметром бочки 1150 мм производство качественных горячедеформированных передельных труб размером 538×30×7100 мм из заготовок размером 630×100×1360 мм с последующей механической обработкой-расточкой и обточкой их в товарные трубы размером вн.489+3,0/-0×19,5+3,0/-0×4090+40/-0 и вн.489+3,0/-0×19,5+3,0/-0×2500+40/-30 мм, которые по механическим свойствам, геометрическим размерам и качеству поверхности, полностью отвечающие требованиям ТУ 14-3-805-78, и снизить расход металла на 1029 кг на каждой тонне товарных труб.
Способ производства бесшовных горячекатаных труб диаметром 530 и 550 мм на трубопрокатных установках с пилигримовыми станами для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара
Способ производства шестигранных труб-заготовок размером "под ключ" 252,6±1,8×5+1,5/-1,0×4300+80/-30 мм для хранения и транспортировки отработанного ядерного топлива
Способ производства бесшовных горячекатаных обсадных труб размером 508×11,1, 508×12,7 и 508×16,1 мм на тпу 8-16" с пилигримовыми станами в обычном и хладостойком исполнениях
Способ производства бесшовных горячедеформированных труб большого и среднего диаметров на трубопрокатных установках с пилигримовыми станами из непрерывнолитых заготовок
Способ производства бесшовных труб размером 299×10-13 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков электрошлакового переплава стали марки 10х9мфб-ш
Способ производства длинномерных многослойных металлических труб большого диаметра для транспортировки углеводородов и установка для его осуществления
Способ производства бесшовных горячекатаных труб размером 530×25-30 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10х9мфб-ш
Способ производства холоднокатаных товарных труб размером 170±1,5×3±0,25×370 мм повышенной точности по стенке из стали марки 16х12мвсфбр-ш для реакторов нового поколения на быстрых нейтронах
Способ производства бесшовных труб размером 465×15-25 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков электрошлакового переплава стали марки 10х9мфб-ш
Способ производства шестигранных труб-заготовок размером "под ключ" 181,8×3,5+0,3/-0,2×3750+20/-0 мм из стали марки 12х12м1бфру-ш (эп450у-ш) для реакторов на быстрых нейтронах
Способ производства бесшовных горячекатаных труб диаметром 530 и 550 мм на трубопрокатных установках с пилигримовыми станами для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара
Способ производства шестигранных труб-заготовок размером "под ключ" 252,6±1,8×5+1,5/-1,0×4300+80/-30 мм для хранения и транспортировки отработанного ядерного топлива
Способ производства бесшовных горячекатаных обсадных труб размером 508×11,1, 508×12,7 и 508×16,1 мм на тпу 8-16" с пилигримовыми станами в обычном и хладостойком исполнениях
Способ производства бесшовных горячедеформированных труб большого и среднего диаметров на трубопрокатных установках с пилигримовыми станами из непрерывнолитых заготовок
Способ производства бесшовных труб размером 299×10-13 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков электрошлакового переплава стали марки 10х9мфб-ш
Способ производства длинномерных многослойных металлических труб большого диаметра для транспортировки углеводородов и установка для его осуществления
Способ производства бесшовных горячекатаных труб размером 530×25-30 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10х9мфб-ш
Способ производства холоднокатаных товарных труб размером 170±1,5×3±0,25×370 мм повышенной точности по стенке из стали марки 16х12мвсфбр-ш для реакторов нового поколения на быстрых нейтронах
Способ производства бесшовных труб размером 465×15-25 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков электрошлакового переплава стали марки 10х9мфб-ш
Способ производства шестигранных труб-заготовок размером "под ключ" 181,8×3,5+0,3/-0,2×3750+20/-0 мм из стали марки 12х12м1бфру-ш (эп450у-ш) для реакторов на быстрых нейтронах

