Результат интеллектуальной деятельности: СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ЭФФЕКТИВНОСТИ ВАННЫ МЕТАЛЛИЧЕСКОГО ЭЛЕКТРООСАЖДЕНИЯ
Вид РИД
Изобретение
Область техники
Настоящее изобретение относится к устройству и способу для контроля эффективности ванны металлического электроосаждения (содержащей, в частности, металлические элементы и вспомогательные присадки) и, в частности, но не исключительно, толщины металлического покрытия, осаждаемого на обрабатываемые детали, и внешнего вида, например блеска.
Предшествующий уровень техники
Перед нанесением таких покрытий (плакирование) на детали путем электроосаждения необходимо провести проверку рассматриваемой ванны электроосаждения жидкого металла, чтобы определить, в частности, при каких температуре и составе ванны и под действием заданного тока, какая толщина, и/или какой блеск, или другие характеристики будет иметь покрытие, полученное на обрабатываемой детали, в зависимости от того, чего хотят достичь, например, повышенной коррозионной стойкости для механических деталей, особого блеска или сияния для ювелирных изделий и т.д.
В настоящее время устройства контроля этого типа обычно известны как ячейки Хулла (смотри, например, патент US 2149344). Они содержат резервуар, содержащий ванну электроосаждения жидкого металла, электроды, соответственно анод и катод, погруженные в ванну, и генератор тока, соединенный с электродами. Катод, на котором фиксируется металлическое осаждаемое покрытие, имеет вид металлической пластины, прямоугольной или другой формы, расположенной под углом к аноду, чтобы разделяющее их расстояние постепенно менялось от одного конца пластины к другому.
Таким образом, под действием электрического тока (силы тока), создаваемого генератором и протекающего между электродами через ванну металлического электроосаждения, и из-за постепенного отодвигания электродов, при переменной плотности тока (отношение силы тока к площади поверхности катода), толщина осажденного металлического покрытия будет постепенно изменяться вдоль наклонной катодной пластины, а также будет изменяться ее блеск. Таким образом, можно также изучить влияние плотности тока на количество осаждения (толщина покрытия, блеск и т.д.) в фиксированных условиях электролиза.
Хотя контрольное устройство, представленное выше ячейкой Хулла, дает определенные результаты, тем не менее, оно имеет много недостатков, самые важные из которых перечислены ниже.
1. Во-первых, оно не позволяет с точностью пройти выбранный диапазон плотности тока, так как при приложенной к аноду силе тока, диапазон плотностей тока, принимаемых наклонной катодной пластиной, определяется последней.
2. Кроме того, оно не дает реальной плотности тока в каждой точке катода, так что прибегают к компьютерной программе для вычисления теоретической плотности тока в рассматриваемой точке или к шкалам или номограммам, выдаваемым производителем.
3. Оно не позволяет также измерить эффективность покрытия, осажденного на наклонный катод (пропорционального массе осажденного металла как функции плотности тока), так как устройство использует наклонную металлическую пластину как катод без возможности измерения осажденной массы как функции плотности тока. Для заданной толщины покрытия, осажденного на наклонную пластину, точно неизвестно, какова примененная плотность тока.
4. Оно не учитывает реальные гидродинамические условия, когда имеют дело с промышленными резервуарами с перемешиванием ванны. Обычное устройство с ячейкой Хулла предназначено для применения в лаборатории, с резервуарами малого размера и без перемешивания ванны.
5. Потребность в материале, чтобы гарантировать установленную температуру электролита (ванны).
Конечно, для устранения недостатка 4 наклонную катодную пластину можно заменить вращающимся металлическим цилиндром, вращение которого позволяет иметь ненулевую относительную скорость между катодом и жидкой ванной.
Из документа US 2004/0262152 известно также устройство контроля характеристик ванны металла, которое содержит, в основании и крышке устройства, изолирующую подложку, покрытую отделенными сегментами или секциями электродов, через которые текут токи, чтобы определить толщину или массу покрытия, осажденного на секции, в зависимости от проходящего через них тока. Однако такое устройство имеет неправильную форму и соответствующий объем и полностью находится в ванне, так что оно едва ли применимо для промышленных резервуаров. Оно больше соответствует лабораторным резервуарам.
Краткое изложение существа изобретения
Задачей настоящего изобретения является устранить эти различные недостатки, и оно относится к устройству и способу контроля эффективности ванны металлического электроосаждения, конструктивное решение которого позволяет, наряду с прочим, пройти с точностью выбранный диапазон плотностей тока, дать реальную плотность тока в каждой точке, измерить нанесенное покрытие и вывести из этого массу, толщину и блеск для заданной плотности тока, а также учесть реальные гидродинамические условия.
С этой целью устройство контроля эффективности ванны металлического электроосаждения, содержащейся в резервуаре, в частности, в условиях производства деталей, является устройством, содержащим электроды, соответственно анод и катод, соединенные с генератором электрического тока, причем катод состоит из множества отдельных образцов, выполненных с возможностью погружаться в ванну металлического электроосаждения, питаемых от управляемого блока электропитания. Он соединен с генератором тока и содержит средства регулирования тока, протекающего через катодные образцы таким образом, что в каждом из них протекает заданный ток.
Указанное выше устройство отличается тем, что отдельные катодные образцы подвешены на подвижном держателе образцов, расположенном выше уровня ванны металла в резервуаре, чтобы погружать в ванну практически только эти образцы.
Таким образом, благодаря устройству по изобретению, одновременно, в ходе одной-единственной проверки, осуществляют осаждение металлического покрытия на каждый из отдельных катодных образцов, прикладывая к ним разные плотности тока. Таким образом, для множества образцов, к которым приложен выбранный точный диапазон переменных и разных плотностей тока, получают разные покрытия, соответствующие использованным плотностям тока. Как результат, можно точно определить эффективность рассматриваемой контролируемой ванны по массе покрытия, осажденного на каждый образец, к которому приложена конкретная плотность тока (в частности, по взвешиванию до и после этого контроля) и, таким образом, определить такие характеристики, как толщину, блеск и другие, которые получают при приложенной плотности тока.
Кроме того, поскольку практически только образцы находятся в контакте с ванной в промышленном резервуаре, а остальное устройство находится снаружи, проводимые измерения являются безопасными и надежными, без риска возмущений последним. Также предпочтительно, держатель образцов является подвижным не только по вертикали, чтобы погрузить образцы, но также по горизонтали, чтобы горизонтальное смещение подвешенных образцов позволяло иметь относительную скорость между покрываемой поверхностью и ванной жидкого металла при ее контроле.
Исходя из этого после контроля эффективности рассматриваемой электролитической ванны металла (в отношении ее состава, ее PH, ее температуры и других параметров), к деталям, которые требуется позднее обработать (плакирование), будет прикладываться выбранный ток для получения на них желаемого покрытия, толщина которого соответствует заданной коррозионной стойкости или особому блеску.
Устройство согласно изобретению избавляется от недостатков уровня техники, охватывая, посредством отдельных катодных образцов, определенный и точный диапазон плотностей и измеряя покрытие, осажденное на каждый отдельный образец, пропорциональное массе металла, осажденного из ванны, как функцию приложенной плотности тока, и характеризующее эффективность ванны в процессе контроля.
После проведения контроля ванны деталь или детали, которые требуется обработать, погружают в ванну при заданной силе тока, соответствующей толщине металлического покрытия, которое нужно осадить. Таким образом, устройство контроля может использоваться периодически, чтобы проверять ванну.
В одном предпочтительном варианте осуществления средства регулировки тока блока электропитания задаются, для каждого катодного образца, переменным резистором, соединенным с одной стороны с генератором тока, а с другой стороны с соответствующим катодным образцом. Отметим простоту реализации средств регулировки, обеспечивающих надежность работы блока на практике.
Предпочтительно также предусмотреть между каждым переменным резистором и соответствующим ему катодным образцом прибор для измерения тока, протекающего через образец, в виде амперметра или аналогичного. Таким образом, устройство выдает силу тока через прямое считывание, а реальная плотность тока в каждой точке катодных образцов получается вычислением, или же амперметр градуирован особым образом, чтобы отображать плотность.
Предпочтительно, когда резервуар является промышленным резервуаром, в который погружают позднее обрабатываемые детали, размещение отдельных катодных образцов в указанной ванне является произвольным ввиду большого размера указанного промышленного резервуара, не вызывающего или вызывающего мало "возмущений" между катодными образцами.
Однако, размещение отдельных катодных образцов можно было бы также устроить в одной и той же горизонтальной плоскости в металлической ванне, причем катодные образцы, выровненные в горизонтальной плоскости, могут быть разнесены друг от друга на одинаковые расстояния.
В частности, отдельные катодные образцы одинаковы по размеру и имеют форму диска.
Кроме того, в резервуаре предусмотрены средства перемешивания ванны жидкого металла, в частности, когда это промышленный резервуар. Для ванны в резервуаре предусмотрены, кроме того, два анода в виде решеток или пластин, предпочтительно параллельных, между которыми помещают катодные образцы.
Изобретение относится также к способу контроля характеристик ванны металлического электроосаждения, содержащейся в резервуаре, в условиях производства покрытых деталей. Способ отличается тем, что в нем используется контрольное устройство, определенное в одном из предыдущих пунктов, и тем, что он содержит этапы, на которых:
- взвешивают отдельные катодные образцы перед их помещением на подвижный держатель образцов устройства;
- подвешивают образцы на держатель образцов;
- погружают подвешенные образцы в ванну электроосаждения;
- воздействуют по отдельности на образцы током выбранной и регулируемой силы;
- после осаждения металлического покрытия на образцы извлекают их из ванны посредством подвижного держателя образцов и
- взвешивают покрытые образцы для определения массы покрытия, осажденного на каждый образец.
Предпочтительно, после взвешивания покрытых образцов определяют кривые эффективности для каждой контролируемой ванны, характеризующие скорость осаждения как функцию плотности тока в каждом образце, и в соответствии с кривыми эффективности, полученными при контроле ванны, изменяют при необходимости по меньшей мере один из параметров ванны, чтобы осадить покрытие на деталь в оптимальных производственных условиях.
Итак, такой способ и такое устройство позволяют непосредственно охарактеризовать эффективность ванны как новой, так и находящейся в работе, и дают возможность использовать установленные параметры для получения обрабатываемых деталей и избежать брака, а также позволяет легко адаптироваться к любым типам резервуаров и/или ванн цеха или другого.
Краткое описание чертежей
В дальнейшем изобретение поясняется описанием предпочтительных вариантов воплощения со ссылкой на сопроводительные чертежи, на которых:
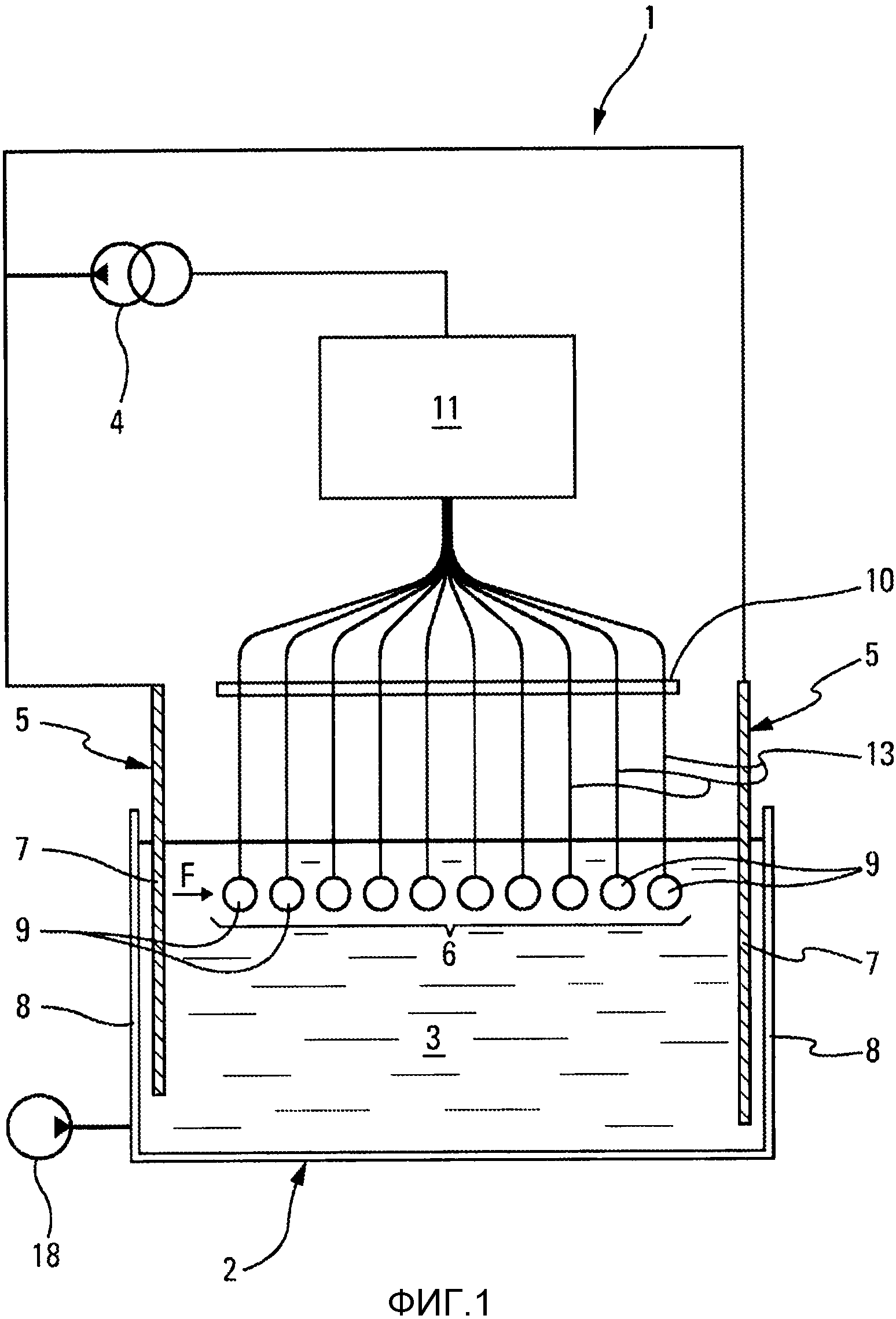
Фиг. 1 показывает схематический вид в поперечном разрезе устройства контроля ванны металлического электроосаждения, согласно изобретению.
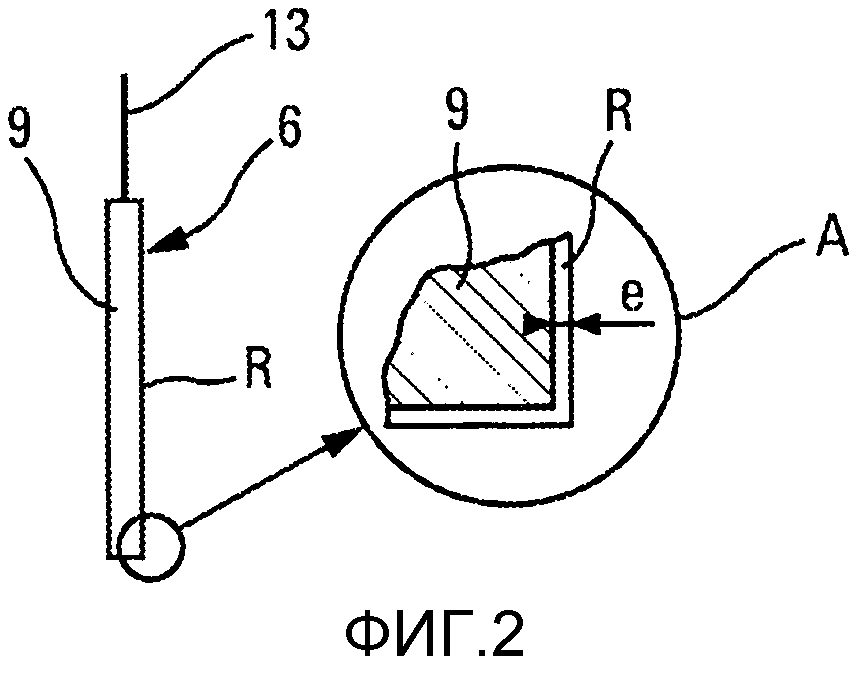
Фиг. 2 есть увеличенный вид одного из указанных отдельных катодных образцов, согласно стрелке F с фиг. 1.
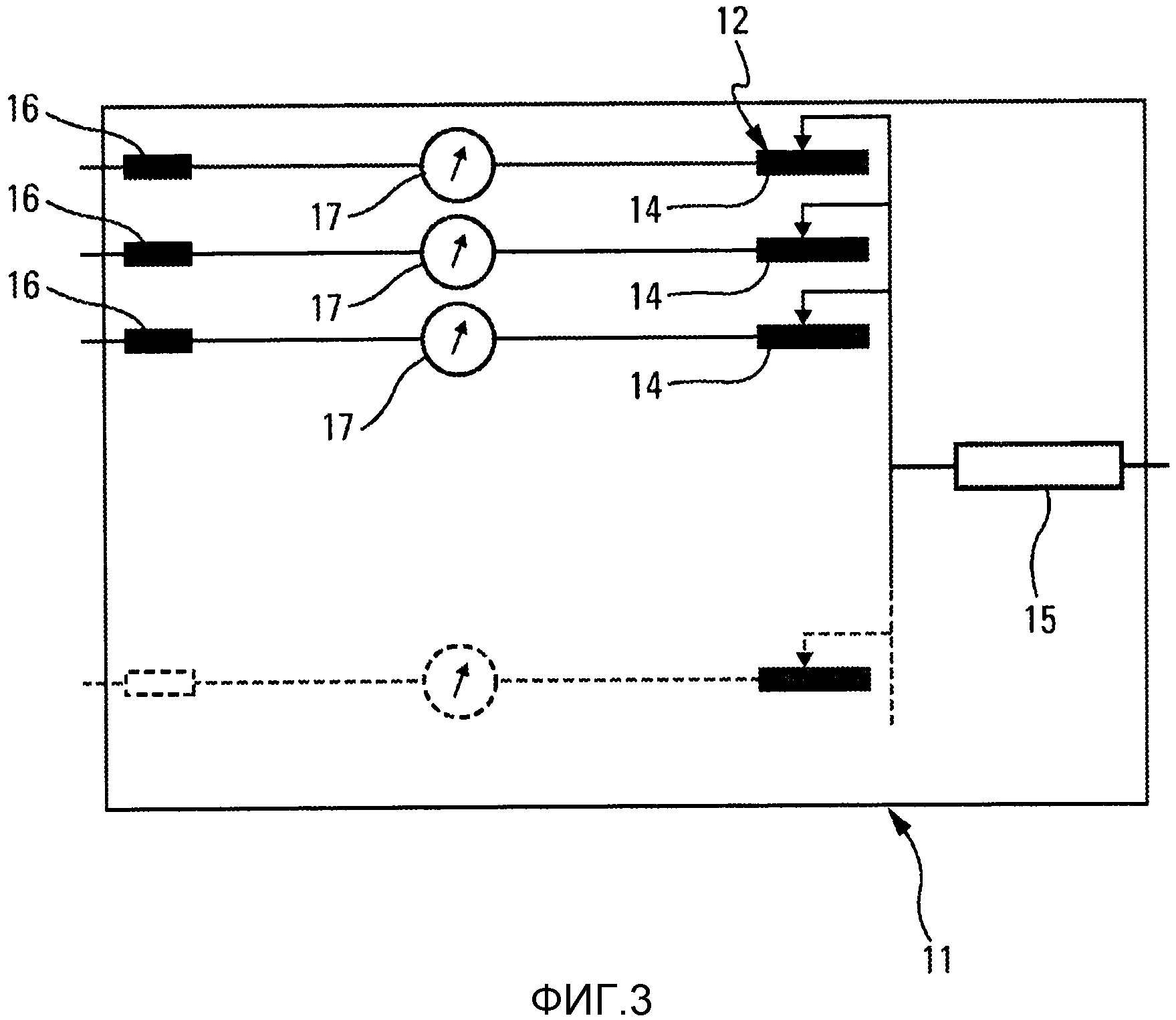
Фиг. 3 показывает управляемый блок электропитания для каждого из катодных образцов устройства.
Фиг. 4 и 5 показывают примеры кривых эффективности разных ванн, полученные исходя из контрольного устройства и применения способа по изобретению.
Описание предпочтительных вариантов воплощения
Устройство 1 контроля, схематически показанное на фиг. 1, соединено в этом примере с производственным резервуаром 2, содержащим ванну 3 электроосаждения жидкого металла, эффективность состава которой хотят проверить в отношении некоторых рабочих характеристик. Действительно, исходя из них затем можно регулировать технологические параметры, чтобы получить желаемый результат на обрабатываемых деталях, в частности, что касается механических свойств, внешнего вида и т.д., в зависимости от толщины осажденного покрытия как функции приложенного тока.
В предпочтительном варианте воплощения изобретения ванна металла является ванной платины (ионы Pt2+, Pt4+), в которую добавлены присадки, чтобы осадить путем пропускания электрического тока, протекающего от генератора 4 тока и текущего между соответственно анодами 5 и катодами 6, погруженными в ванну 3, платиновое покрытие на лопасти турбомашины или аналогичное, образует катод, и улучшить в результате их стойкость к окислению и коррозии.
Разумеется, устройство контроля может комбинироваться с другим типом резервуара, например, с лабораторным резервуаром.
В этом производственном резервуаре 2, имеющем форму, по существу, параллелепипеда, анод (анодный электрод) 5 определяется двумя анодами в виде металлических решеток или пластин 7, в данной иллюстрации параллельных, но это не обязательно, и размещенных вертикально вдоль двух противоположных боковых сторон 8 резервуара. Катод (катодный электрод) 6, определенный далее одной или несколькими обрабатываемыми деталями, в устройстве 1 контроля по изобретению состоит из множества отдельных катодных образцов 9. К каждому из них будет прикладываться, как увидим в дальнейшем, особый электрический ток, отличный от тока, протекающего в других образцах, чтобы провести осаждение на них покрытия при разных силах тока и измерить результаты по массе и, следовательно, толщине (можно было бы также попытаться достичь одинаковой массы для заданного диапазона силы тока).
Более конкретно, отдельные катодные образцы 9 одинаковы по размеру и, в этом примере, их десять и они имеют форму цельного диска, как показано на фиг. 1 и 2. Они погружены в ванну 3 металла, причем диски расположены перпендикулярно анодам и выровнены по горизонтали. Как будет видно дальше, такое размещение не является строго обязательным. Все эти образцы подвешены соответствующими подвесками 13 к держателю образцов, который обозначен позицией 10 на фиг. 1, и который предпочтительно является управляемым, чтобы, с одной стороны, перемещать образцы 9 по горизонтали, чтобы придать им относительную скорость между образцами и ванной и чтобы некоторым образом участвовать в перемешивании ванны 3, а, с другой стороны, - по вертикали, чтобы поднимать и опускать образцы 9 относительно ванны 3 электроосаждения жидкого металла. Разумеется, число и форма образцов могут быть другими. Горизонтальное перемещение держателя образцов в этом примере промышленного резервуара осуществляется непоказанной системой удержания обрабатываемых деталей.
Чтобы можно было регулировать определенную величину тока, протекающего через отдельные образцы, для каждого свою, контрольное устройство 1 содержит регулируемый блок 11 электропитания, который соединен с одной стороны с генератором тока 4, а с другой стороны - с отдельными катодными образцами 9. В частности, как лучше видно на фиг. 3, блок 11 включает в себя средства 12 для регулирования тока, протекающего через образцы, на желаемое значение, причем средства 12 состоят из таких же переменных электрических или электронных резисторов 14, какие имеются у отдельных катодных образцов 9. Совокупность этих отдельных переменных резисторов 14 также соединена с одной стороны общим соединительным устройством 15 с генератором тока 4, а с другой стороны каждый из них соединен связью с подвеской 13 рассматриваемого катода посредством соединительного устройства 16.
Таким образом, понятно, что регулирование переменных резисторов 14 позволяет выбрать силу тока, протекающего через каждый образец 9, и, следовательно, плотность тока (сила тока/площадь поверхности образца), исследуемую для каждого образца, погруженного в ванну металла.
Кроме того, предусмотрен прибор 17 для измерения тока, выходящего из каждого резистора такой, как амперметр, который устанавливается последовательно между каждым переменным резистором 14 и его катодным образцом 9 в установке 11.
При таком конструктивном решении устройство 1 контроля позволяет выбрать и охватить точный и значительный диапазон плотностей тока, чтобы определить исходя из характеристик ванны 3 металлического электроосаждения, ее эффективность. В неограничивающем примере десять катодных образцов 9 могут подвергаться разной силе тока, например от 1 до 10 ампер соответственно, чтобы в реальном времени установить металлическое покрытие, полученное при каждой плотности тока, символически представленное на фиг. 2 символом R в увеличенном фрагменте A.
Для этого способ по изобретению применяется в резервуаре в реальных производственных условиях с течением и с перемешиванием ванны. Способ состоит во взвешивании отдельных катодных образцов 9 перед тем, как поместить их на держатель образцов 11. Затем, после их подвешивания на держателе образцов, только образцы 9 (с частью привязанной к ним подвесной нити 13) устройства погружают в ванну 3 резервуара путем опускания держателя образцов, и каждый образец подвергают соответствующей желаемой силе тока, при этом каждая сила тока считывается амперметром 17. Отметим, что тот факт, что в ванну погружают только образцы, в сочетании с их правильной геометрической формой (тонкий диск), что способствует достоверности и точности измерений. Затем, после осаждения металлического покрытия R на каждый из образцов их извлекают из ванны, поднимая подвижный держатель образцов 11, снимают с него и снова взвешивают. По разности двух взвешиваний определяют массу осажденного металла, соответствующую покрытию R (фиг. 2), и из разности рассчитывают толщину "e" покрытия R. Равным образом, можно обследовать цвет и внешний вид полученного покрытия (матовое, блестящее, выровненное, невыровненное и т.д.).
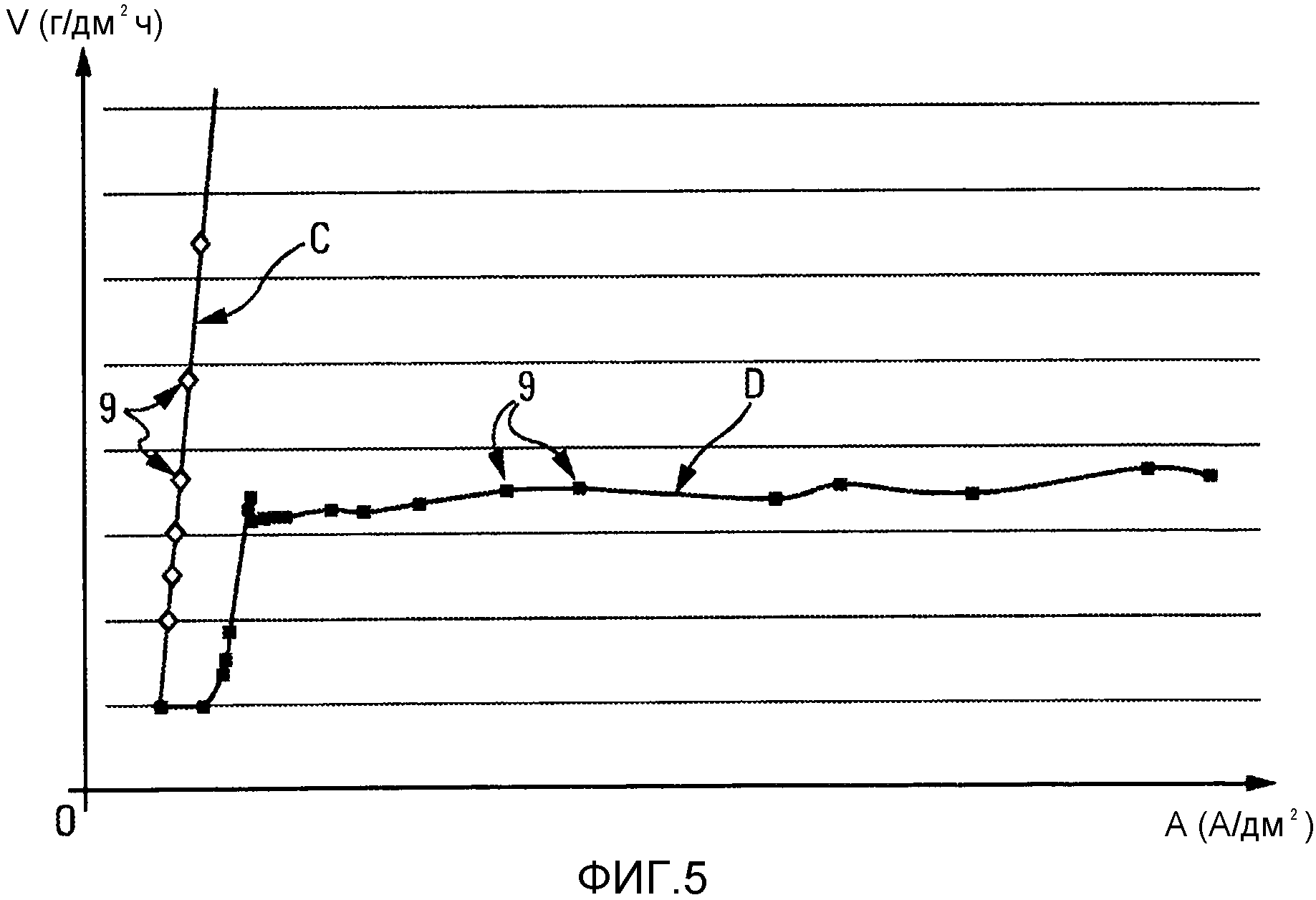
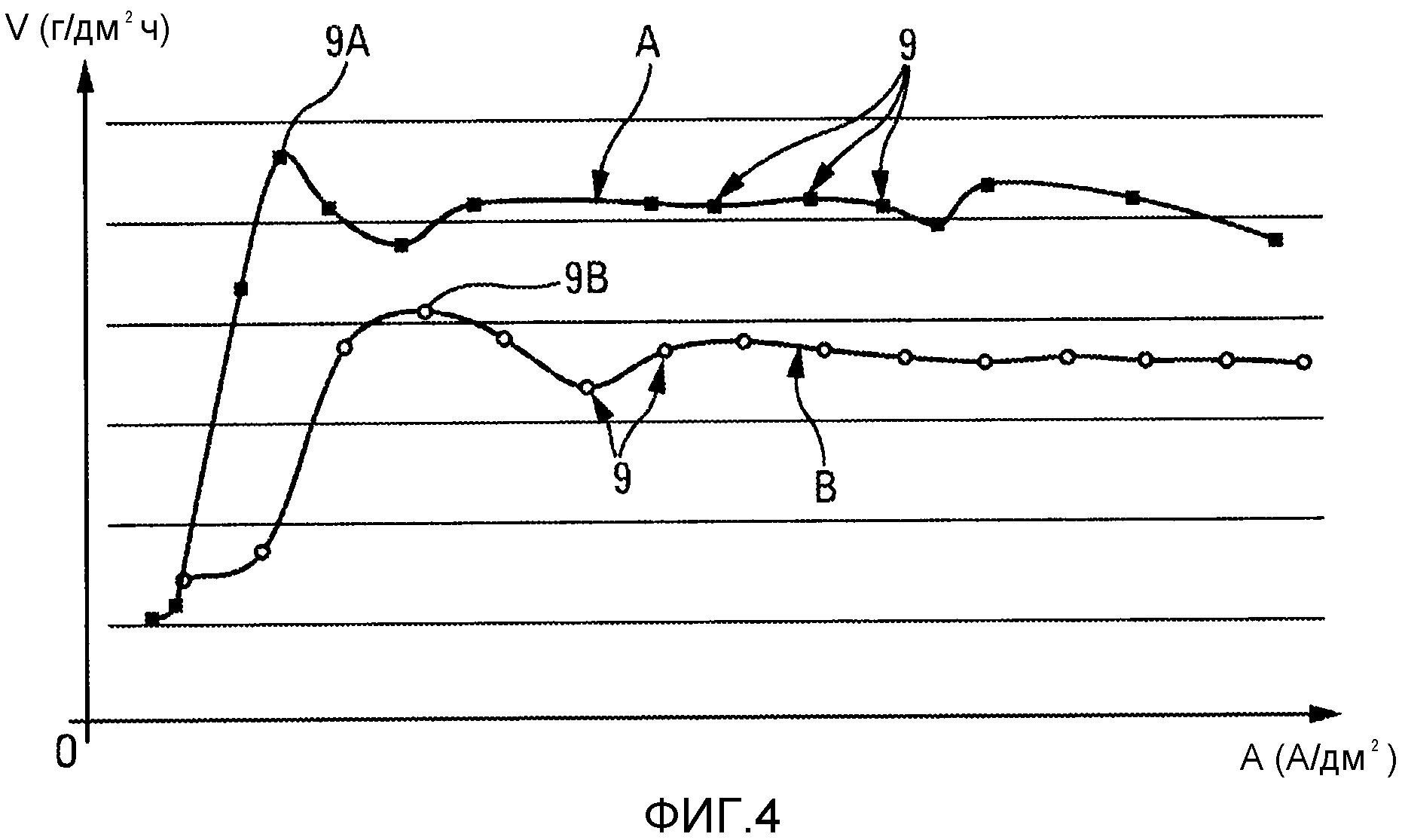
Таким образом, способ позволяет определить и дать возможность провести кривую эффективности ванны электроосаждения, то есть скорость осаждения (осажденная масса) как функцию плотности тока, приложенной к каждому образцу. Примеры таких кривых показаны на фиг. 4 и 5, причем ось абсцисс показывает электрический ток (плотность тока), выраженный в А/дм2, а ось ординат показывает скорость осаждения, выраженную в г/дм2·ч.
Кривые эффективности A и B на фиг. 4 позволяют установить старение этой же ванны металла со временем и вытекающее из этого уменьшение скорости осаждения. Ванна имеет, например, следующие характеристики: pH=6,5±0,3 и T°=65±2°C при стандартном промышленном перемешивании.
Применение способа позволяет устройству 1 выявить, посредством образцов 9, погруженных в ванну, скорости осаждения в зависимости от разных сил тока, протекающих в них, в заданном и желаемом диапазоне силы тока, в ходе единственного контроля ванны. Так, когда ванна является "новой", устройство дает, посредством образцов (символически показанных на кривой квадратами) и посредством снятия показаний прибором, которые из этого следуют, кривую A, по которой будет выбираться сила электрического тока, чтобы получить на обрабатываемых деталях желаемую толщину покрытия. Отметим, что образец 9A, к которому приложена соответствующая сила тока, обеспечивает максимальную скорость осаждения, следовательно, эту силу тока можно выбрать для обрабатываемых деталей.
После определенной продолжительности использования ванны осуществляют новый контроль ее эффективности, опуская в ванну отдельные образцы 9 устройства в соответствии со способом, к которым прикладывают такой же ток, что и изначально для новой ванны. Устройство дает тогда кривую B, из которой видно, что для тех же испытанных сил тока, протекающего через образцы (представлены кружками), скорости осаждения являются более низкими, это означает, что состав ванны потерял свои свойства с течением времени, вследствие обработки деталей.
Таким образом, контроль эффективности ванны позволяет узнать, что характеристики ванны изменились, и дает возможность изменить и воздействовать на соответствующие параметры, чтобы сохранить оптимальное покрытие деталей в течение срока службы ванны. Из кривой B видно также, что скорость осаждения лучше для образца 9B, к которому приложена сила тока, отличная от силы тока для образца 9A, когда ванна являлась новой, и эту силу тока можно выбирать, чтобы обрабатывать детали.
Таким образом, контроль ванны становится особенно легким и может проводиться в любой момент ее применения. Напомним к тому же, что в ванну погружены практически только образцы в форме диска, чтобы они не влияли на результаты измерений.
Кривые эффективности C и D на фиг. 5 показывают, в качестве примера, что их можно получить в двух ваннах разного состава, имеющих, соответственно, pH 4,2±0,3 и 6,5±0,3 и температуру 55± 2°C и 65±2°C со стандартным производственным перемешиванием.
Для кривой C (более похожей на прямую) при относительно узком диапазоне силы тока между образцами (представленными ромбами) полученные скорости осаждения варьируются в особенно широком диапазоне, тогда как для кривой D при относительно широком диапазоне силы тока между образцами (представленными квадратами) скорости осаждения довольно близки, за исключением первых образцов, к которым прикладывались более низкие силы тока. Следует выбирать такой образец, чтобы получить оптимальную скорость осаждения.
Это показывает важность кривых эффективности, полученных устройством по изобретению, для оценки каждой ванны и для обработки деталей как можно более подходящим способом. Таким образом, зная химический состав ванны, ее температуру, pH и другие параметры (перемешивание, расположение деталей и т.д.) и исходя из кривых эффективности, полученных устройством 1 для ванны при разных силах тока, можно быть уверенным в качестве проведенного осаждения на одну или несколько обрабатываемых деталей, выбирая, в зависимости от начальных параметров резервуара или параметров в ходе производства, наиболее благоприятную силу тока для проведения осаждения и получения надлежащего покрытия. Например, при толщине покрытия, полученной в соответствии с такой силой тока, можно затем, после демонтажа контрольного устройства 1 (в этом примере вместе с производственным резервуаром, держателем образцов 10 и управляемым блоком электропитания 11) регулировать параметры резервуара, чтобы получить на обрабатываемой детали или деталях, погружаемых затем в ванну, выбранную толщину покрытия, соответствующую данной силе тока.
Устройство 1 контроля может служить не только для определения эффективности новой ванны, но также эффективности ванны в ходе ее применения, чтобы периодически проверять ее характеристики и, в зависимости от результатов контроля эффективности, изменять параметры ванны, чтобы поддерживать условия осаждения покрытия на детали и иметь в конце такие же покрытия, то есть детали, воспроизводимые с идентичностью. Таким образом, способ и устройство позволяют следить за изменением ванны во времени до момента, когда ее характеристики больше не будут отвечать желаемым требованиям. Кроме того, имеется значительная экономия времени для осуществления этого контроля по сравнению с устройствами прежнего уровня, а также экономия времени собственно на производство.
Так как резервуар в данном примере является относительно большим промышленным резервуаром, предусмотрены средства перемешивания 18 ванны такие, как насос или подобное, чтобы обеспечить хорошую гомогенизацию ванны. Таким образом, образцы можно размещать в ванне произвольным образом, а не выравнивать по горизонтали, и получать идентичное покрытие.
Деталь, содержащая подложку со слоем керамического покрытия
Изоляция окружного выступающего края внешнего корпуса турбомашины относительно соответствующего кольцевого сектора, ступень турбомашины и турбомашина
Устройство неразрушающего контроля детали
Контур обнаружения положений контакторов в турбомашине
Способ изготовления композитной металлической детали с внутренними изготовленными из волокон усиливающими элементами, заготовка для его осуществления и полученная металлическая деталь
Предварительный нагрев свечи зажигания
Турбинная лопатка с обеспыливающим отверстием в основании лопасти
Способ изготовления кованой детали с адаптивной шлифовкой
Система винтов противоположного вращения для турбомашины летательного аппарата
Способ автоматизированного обнаружения попадания, по меньшей мере, одного инородного тела в газотурбинный двигатель
Установка для погрузочно-разгрузочных операций, выполняемых с модулем двигателя летательного аппарата
Деталь, содержащая подложку со слоем керамического покрытия
Изоляция окружного выступающего края внешнего корпуса турбомашины относительно соответствующего кольцевого сектора, ступень турбомашины и турбомашина
Устройство неразрушающего контроля детали
Контур обнаружения положений контакторов в турбомашине
Способ изготовления композитной металлической детали с внутренними изготовленными из волокон усиливающими элементами, заготовка для его осуществления и полученная металлическая деталь
Предварительный нагрев свечи зажигания
Турбинная лопатка с обеспыливающим отверстием в основании лопасти
Способ изготовления кованой детали с адаптивной шлифовкой
Система винтов противоположного вращения для турбомашины летательного аппарата

