Результат интеллектуальной деятельности: СИСТЕМА АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ НАГРЕВА МЕТАЛЛА В НАГРЕВАТЕЛЬНЫХ ПЕЧАХ ПЕРИОДИЧЕСКОГО ДЕЙСТВИЯ
Вид РИД
Изобретение
Изобретение относится к металлургии и может быть использовано для автоматического регулирования теплового режима нагревательных печей периодического действия.
Известна «Система автоматического регулирования температуры в печи» (Авторское свидетельство СССР №1183812, F27D 19/00, 1985 г.), содержащая датчик температуры, установленный в зоне регулирования температуры, регуляторы температуры и соотношения расходов топлива и воздуха и исполнительные механизмы подачи топлива и воздуха.
Недостатком указанной системы является отсутствие текущей информации о фактическом нагреве металла, то есть о тепловом потоке, поглощаемом металлом, что приводит к перерасходу топлива.
Известна «Система автоматического регулирования косвенного радиационного режима нагревательной печи периодического действия» (Патент на изобретение РФ №2030462, МПК C21D 11/00, F27D 19/00, 1995 г.), принятая за прототип, содержащая задатчик и датчик регулируемого параметра, два блока сравнения, первые входы которого соединены с выходом датчика регулируемого параметра, вторые входы - с выходом задатчика, а выход второго блока сравнения соединен с регулятором расхода воздуха, содержит в качестве задатчика регулируемого параметра блок формирования задания по теплопоглощению металла, а в качестве датчика регулируемого параметра - блок определения теплопоглощения металла, система снабжена блоком формирования задания по скорости изменения температуры футеровки, третьим блоком сравнения, блоком определения скорости изменения температуры футеровки, регулятором расхода топлива, вход которого соединен с выходом третьего блока сравнения, входы которого с соединены с выходом блока формирования задания по скорости изменения температуры футеровки и с выходом блока определения скорости изменения температуры футеровки; при этом в качестве блока определения теплопоглощения металла система содержит устройство для измерения теплового потока, поглощаемого металлом, устанавливаемое на уровне нагреваемого металла, выход которого подключен к дифференциатору; в качестве блока определения скорости изменения температуры футеровки система содержит термопару, устанавливаемую в своде печи на уровне внутренней поверхности футеровки, выход которой подключен к дифференциатору.
Недостатком указанной системы является отсутствие оценки теплофизического состояния металла в нагревательной печи периодического действия в реальном времени, а именно текущей информации о фактической толщине окалины.
Технический результат заявляемого изобретения заключается в повышении качества процесса регулирования теплового режима печи и, как следствие, сокращении расхода топлива на нагрев металла и повышении качества нагрева заготовок.
Технический результат достигается тем, что система автоматического регулирования нагрева металла в нагревательных печах периодического действия, содержащая блок формирования задания по теплопоглощению металла, блок определения теплопоглощения металла, состоящий из тепломера и дифференциатора, три блока сравнения, регулятор расхода воздуха, блок формирования задания по скорости изменения температуры футеровки, блок определения скорости изменения температуры футеровки, регулятор расхода топлива; первые входы первого и второго блоков сравнения соединены с выходом блока определения теплопоглощения металла, а вторые выходы подключены к выходу блока формирования задания по теплопоглощению металла, выход второго блока сравнения соединен с регулятором расхода воздуха, выход первого блока сравнения подключен к блоку формирования задания по скорости изменения температуры футеровки, выход которого соединен с первым входом третьего блока сравнения, второй вход которого подключен к блоку определения скорости изменения температуры футеровки, а выход третьего блока сравнения соединен с регулятором расхода топлива, дополнительно содержит блок определения скорости роста толщины окалины, блок задания по минимуму окалины, четвертый блок сравнения, при этом выход блока определения теплопоглощения соединен с входом блока определения скорости роста толщины окалины, выход которого подключен к первому входу четвертого блока сравнения, второй вход которого соединен с выходом блока задания по минимуму окалины, а выход четвертого блока сравнения подключен к регулятору расхода воздуха.
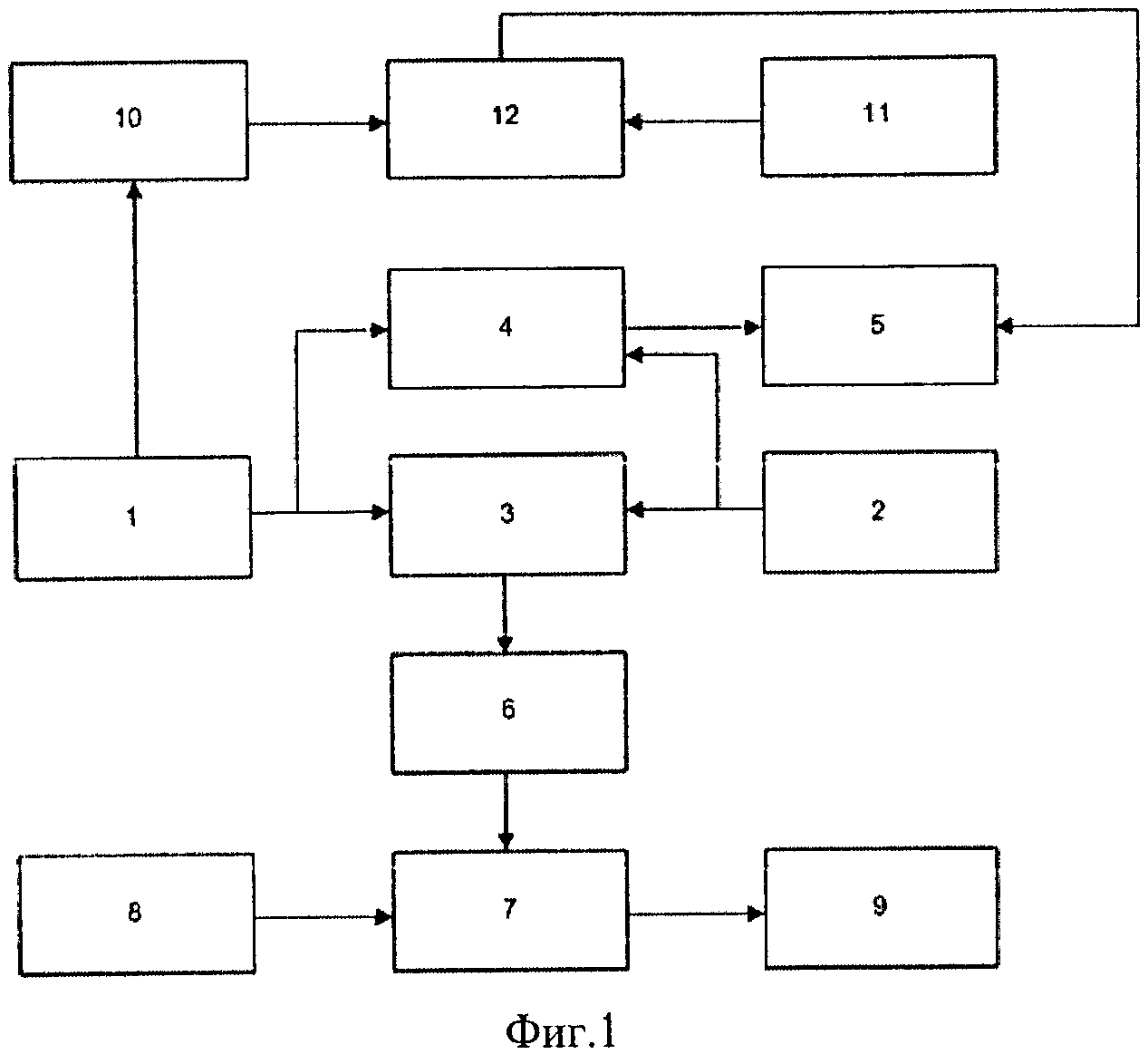
На фиг.1 и фиг.2 представлены блок-схемы системы автоматического регулирования нагрева металла в нагревательных печах периодического действия.
Система автоматического регулирования нагрева металла в нагревательных печах периодического действия включает: блок определения теплопоглощения 1, блок формирования задания по теплопоглощению металла 2, первый блок сравнения 3, второй блок сравнения 4, регулятор расхода воздуха 5, блок формирования задания по скорости изменения температуры футеровки 6, третий блок сравнения 7, блок определения скорости изменения температуры футеровки 8, регулятор расхода топлива 9; блок определения скорости роста толщины окалины 10, блок задания по минимуму окалины 11, четвертый блок сравнения 12.
Система автоматического регулирования нагрева металла в нагревательных печах периодического действия содержит: блок определения теплопоглощения 1, состоящий из тепломера и дифференциатора, вход которого соединен с выходом тепломера, а выход является выходом блока определения теплопоглощения металла; блок формирования задания по теплопоглощению металла 2; первый блок сравнения 3 и второй блок сравнения 4, первые входы которых соединены с выходом блока определения теплопоглощения металла 1, а вторые - с выходом блока формирования задания по теплопоглощению металла 2, выход второго блока сравнения 4 соединен с регулятором расхода воздуха 5; выход первого блока сравнения 3 соединен с блоком формирования задания по скорости изменения температуры футеровки 6, который подключен к третьему блоку сравнения 7, соединенному с блоком определения скорости изменения температуры футеровки 8 и регулятором расхода топлива 9; блок определения скорости изменения температуры футеровки 8 состоит из термопары, установленной в своде печи на уровне внутренней поверхности футеровки, и дифференциатора, вход которого соединен с выходом термопары, а выход является выходом блока определения скорости изменения температуры футеровки 8; выход тепломера блока определения теплопоглощения 1 соединен с входом блока определения скорости роста толщины окалины 10, выход которого является первым входом четвертого блока сравнения 12, вторым входом для которого служит выход с блока задания по минимуму окалины 11, выход четвертого блока сравнения 12 соединен с регулятором расхода воздуха 5.
Система работает следующим образом.
В блок формирования задания по теплопоглощению металла 2 вводят следующую информацию:
- марка стали нагреваемого металла, геометрические размеры заготовок, теплофизические параметры металла;
- продолжительность нагрева металла;
- температура металла в начале и конце нагрева;
- температуру футеровки в начале нагрева.
На основе этих данных блок формирования задания по теплопоглощению 2 вычисляет теплопоглощение металла, которое является программным заданием для системы автоматического регулирования нагрева металла в нагревательных печах периодического действия. На основе тех же самых данных блок формирования задания по минимуму окалины 11 формирует задание по толщине окалины. Данные сигналы используются регуляторами топлива и воздуха для формирования управляющих воздействий на регулирующую арматуру. Блок определения скорости роста толщины окалины 10 с помощью операции дифференцирования определяет скорость роста толщины окалины на основе данных, получаемых от блока определения теплопоглощения 1. Сигналы от блока формирования задания по теплопоглощению 2 и от блока определения теплопоглощения 1 поступают на второй блок сравнения 4, формирующий сигнал ошибки  , который поступает на вход регулятора расхода воздуха 5, который формирует управляющее воздействие на расход воздуха (основной канал). Сигналы от блоков определения скорости роста толщины окалины 10 и формирования задания по минимуму окалины поступают на четвертый блок сравнения 12, который формирует сигнал рассогласования текущего и заданного значений скорости роста окалины
, который поступает на вход регулятора расхода воздуха 5, который формирует управляющее воздействие на расход воздуха (основной канал). Сигналы от блоков определения скорости роста толщины окалины 10 и формирования задания по минимуму окалины поступают на четвертый блок сравнения 12, который формирует сигнал рассогласования текущего и заданного значений скорости роста окалины  , в зависимости от которого регулятор расхода воздуха 5 формирует управляющее воздействие на расход воздуха (канал компенсации). Сигнал по измеренному теплопоглощению от блока определения теплопоглощения 1 поступает на первый блок сравнения 3, сюда же поступает сигнал по заданному теплопоглощению от блока формирования задания по теплопоглощению 2; полученный на первом блоке сравнения 3 сигнал ошибки
поступает на вход блока формирования задания по скорости изменения температуры футеровки 6, который по разности теплопоглощения, заданного программой и измеряемого блоком определения теплопоглощения 1, формирует сигнал текущего задания по скорости изменения температуры футеровки
, в зависимости от которого регулятор расхода воздуха 5 формирует управляющее воздействие на расход воздуха (канал компенсации). Сигнал по измеренному теплопоглощению от блока определения теплопоглощения 1 поступает на первый блок сравнения 3, сюда же поступает сигнал по заданному теплопоглощению от блока формирования задания по теплопоглощению 2; полученный на первом блоке сравнения 3 сигнал ошибки
поступает на вход блока формирования задания по скорости изменения температуры футеровки 6, который по разности теплопоглощения, заданного программой и измеряемого блоком определения теплопоглощения 1, формирует сигнал текущего задания по скорости изменения температуры футеровки  , который поступает на третий блок сравнения 7. Сюда же поступает сигнал по измеренной скорости изменения температуры футеровки от блока определения скорости изменения температуры футеровки 8. Регулятор расхода топлива 9 формирует управляющее воздействие на расход топлива в зависимости от разности измеренной и заданной скорости изменения температуры футеровки
, который поступает на третий блок сравнения 7. Сюда же поступает сигнал по измеренной скорости изменения температуры футеровки от блока определения скорости изменения температуры футеровки 8. Регулятор расхода топлива 9 формирует управляющее воздействие на расход топлива в зависимости от разности измеренной и заданной скорости изменения температуры футеровки  .
.
Использование данной системы для управления нагревом металла в печах периодического действия позволяет вести нагрев по минимуму толщины окалины, формируя управляющее воздействие на расход воздуха по скорости роста толщины окалины металла, что позволяет повысить качество регулирования теплового режима печи, а следовательно, сэкономить топливо и оптимизировать процесс нагрева заготовок, а также повысить качество их нагрева.
Система для автоматического регулирования нагрева металла в нагревательных печах периодического действия, содержащая блок формирования задания по теплопоглощению металла, блок определения теплопоглощения металла, состоящий из тепломера и дифференциатора, три блока сравнения, регулятор расхода воздуха, блок формирования задания по скорости изменения температуры футеровки, блок определения скорости изменения температуры футеровки, регулятор расхода топлива, при этом первые входы первого и второго блоков сравнения соединены с выходом блока определения теплопоглощения металла, а вторые входы подключены к выходу блока формирования задания по теплопоглощению металла, выход второго блока сравнения соединен с регулятором расхода воздуха, выход первого блока сравнения подключен к блоку формирования задания по скорости изменения температуры футеровки, выход которого соединен с первым входом третьего блока сравнения, второй вход которого подключен к блоку определения скорости изменения температуры футеровки, а выход третьего блока сравнения соединен с регулятором расхода топлива, отличающаяся тем, что она снабжена блоком определения скорости роста толщины окалины металла, блоком задания по минимуму толщины окалины металла и четвертым блоком сравнения, при этом выход блока определения теплопоглощения соединен с входом блока определения скорости роста толщины окалины металла, выход которого подключен к первому входу четвертого блока сравнения, второй вход которого соединен с выходом блока задания по минимуму толщины окалины металла, а выход четвертого блока сравнения подключен к регулятору расхода воздуха.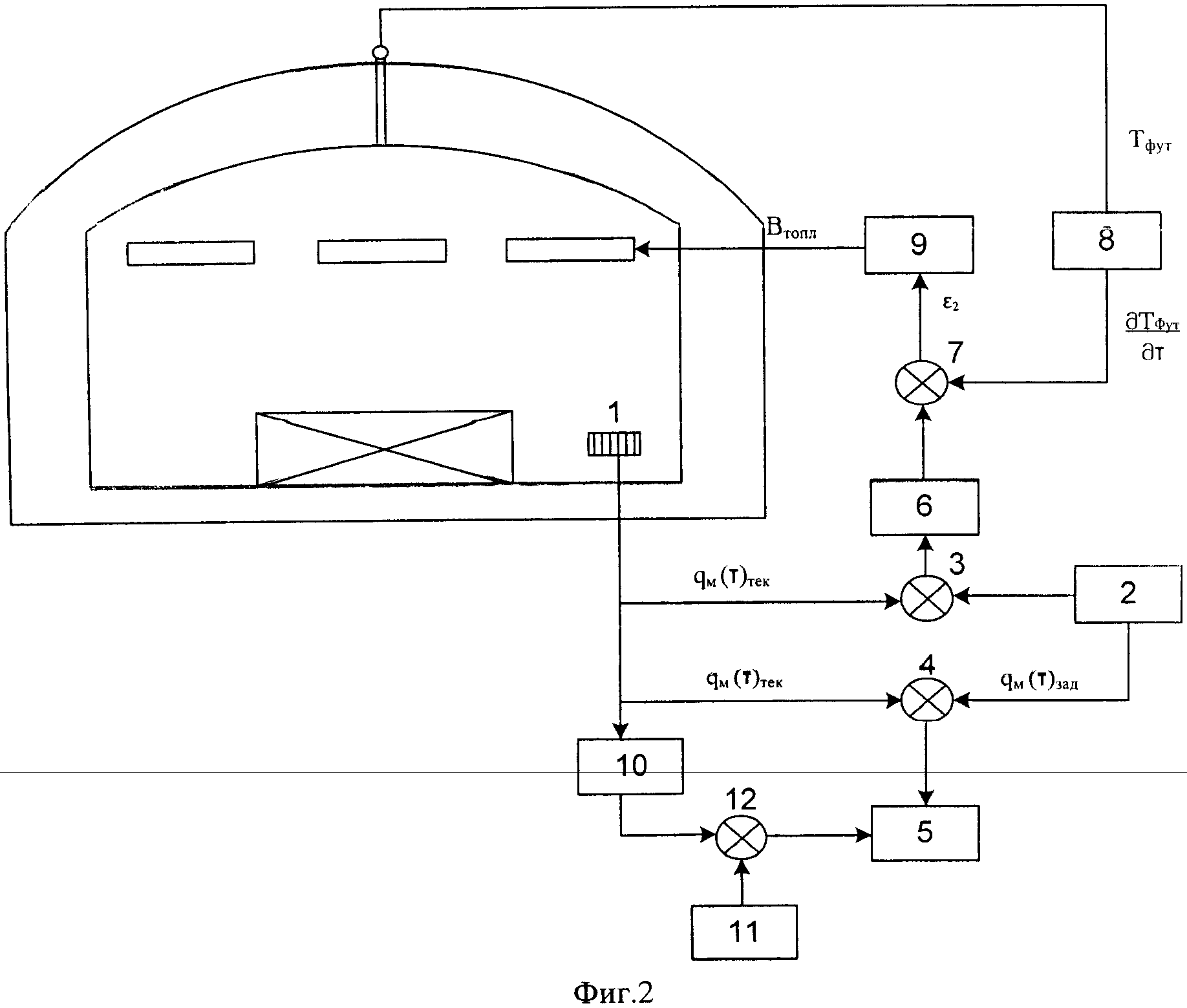
Способ управления длительностью циклов обработки текстильного материала в технологической машине
Устройство для управления длительностью циклов обработки текстильного материала в технологической машине
Устройство для управления длительностью циклов обработки текстильного материала в технологической машине
Магнитожидкостное уплотнение вала пс 41
Способ индукционно-стыковой сварки профилей различной конфигурации
Самонастраивающееся устройство для управления количеством транспортируемого в свободном состоянии текстильного материала в технологической машине непрерывного действия
Устройство для регулирования натяжения ленточного материала
Устройство для расчесывания и очистки волокна от сорных примесей и пыли
Устройство управления формированием сновальных валов
Шлихтовальная машина
Способ управления длительностью циклов обработки текстильного материала в технологической машине
Устройство для управления длительностью циклов обработки текстильного материала в технологической машине
Устройство для управления длительностью циклов обработки текстильного материала в технологической машине
Магнитожидкостное уплотнение вала пс 41
Способ индукционно-стыковой сварки профилей различной конфигурации
Самонастраивающееся устройство для управления количеством транспортируемого в свободном состоянии текстильного материала в технологической машине непрерывного действия
Устройство для регулирования натяжения ленточного материала
Устройство для расчесывания и очистки волокна от сорных примесей и пыли
Устройство управления формированием сновальных валов
Шлихтовальная машина

