Результат интеллектуальной деятельности: СПОСОБ ФУТЕРОВКИ КАТОДНОГО УСТРОЙСТВА ЭЛЕКТРОЛИЗЕРА НЕФОРМОВАННЫМИ МАТЕРИАЛАМИ
Вид РИД
Изобретение
Предлагаемое техническое решение относится к цветной металлургии, в частности, к монтажу катодных устройств электролизеров для производства первичного алюминия с использованием неформованных материалов.
Катодные устройства электролизеров для производства первичного алюминия состоят из токопроводящих катодных блоков, теплоизолированных снизу. Между катодными блоками и теплоизоляцией располагается слой барьерных огнеупорных материалов, предназначенных для предотвращения проникновения фторсолей и паров натрия в теплоизоляционные слои. Процесс просачивания и взаимодействия жидкой фазы компонентов электролита из подовых блоков в огнеупорные материалы является комплексным явлением, включающим физическое и химическое взаимодействие на границе жидкого расплава, состоящего из NaF и Na3AlF6 и материала огнеупора, структура которого является первичным фактором при указанном взаимодействии.
В соответствии с законом Дарси движущей силой процесса проникновения расплавленных фтористых солей в барьерные материалов является градиент давления по высоте барьерного материала.

где: q - объемный расход расплавленных фтористых солей через поперечное сечение S, м3/(м2с); k - коэффициент проницаемости, м2;
dP/dx - градиент давления по высоте барьерного материала, Па; µ - динамическая вязкость, Па*с.
Поскольку барьерные материалы представляют собой гетерогенные структуры с различными распределениями пор по размерам, то условно интервал размеров пор можно разбить на три области. Для крупных пор (более 100 мкм) градиент давления обусловлен преимущественно гидростатическими и гравитационными силами. Для более мелких канальных пор наряду с указанными силами начинаются проявляться капиллярные силы. За счет потенциальной энергии поля капиллярных сил, градиент давления гораздо выше, чем для крупных пор и такие капилляры способны интенсивно впитывать расплавленные фторсоли. При этом глубина проникновения расплавленных фторсолей может быть определена по соотношению, вытекающему из закона Пуазейля:

где h - глубина проникновения; d - диаметр пор; σ - поверхностное натяжение; µ - вязкость расплава.
С дальнейшим уменьшением размеров пор градиент давлений, обусловленный капиллярными силами, возрастает, однако при этом гораздо быстрее растет гидравлическое сопротивление движению жидкости и проникновением фторсолей по таким порам можно пренебречь.
Как следует из уравнения (2), глубина проникновения фторсодержащего расплава уменьшается с ростом его вязкости, снижением поверхностного натяжения и уменьшением краевого угла смачивания. Физико-химические характеристики расплава, входящие в соотношение (2) зависят как от температуры, так и состава расплава.
В начальный период процесса проникновения основным компонентом в подкатодной области является NaF, что объясняется протеканием следующей реакции в теле катодного блока при инфильтрации криолита:

Взаимодействие между чисто глиноземными огнеупорами и фтористым натрием протекает по реакции образования β-глинозема:

При этом из-за значительно более низкой плотности продукта реакции β-глинозема происходят объемные изменения в футеровке, вызывающие вертикальные напряжения в подине и возможное ее разрушение. При появлении в огнеупоре относительно небольшого количества SiO2 (~25%) в дополнении к реакции (4) будет происходить реакция образования нефелина (5):

При избытке огнеупорного материала и небольшом количестве NaF, нефелин реагирует с диоксидом кремния с образованием альбита NaAlSi3O8, который будет находиться в вязком стеклообразном расплавленном состоянии, предотвращающем дальнейшее движение фронта взаимодействия в нижнюю часть катодного устройства электролизера:

Повышение вязкости расплава из-за наличия альбита в зоне реакции между алюмосиликатной огнеупорной футеровкой и расплавленным криолитом уменьшает вероятность проникновения фторсолей в нижние теплоизоляционные слои цоколя.
Дальнейшее увеличение содержания SiO2 в алюмосиликатном огнеупорном материале (свыше 47%) приводит к тому, что в зоне реакции β-глинозем отсутствует, а нефелин и альбит образуются с помощью комбинаций реакций (5) и (6). При очень высоком содержании SiO2 (более 72%) из-за недостатка Al2O3 будет затруднено образование нефелина.
Поэтому среди значительного количества огнеупоров, используемых в цоколях электролизеров, наибольшее распространение получили материалы алюмосиликатного состава с содержанием 28%<Al2O3<34%. Немаловажную роль при этом имеет их относительно невысокая стоимость.
Вышеизложенное показывает, что барьерные материалы с тонкими извилистыми каналами, имеющие плотную укладку мелкоразмерных частиц, характеризуются низкой газопроницаемостью и очевидно, замедленным процессом проникновения расплавленных фтористых солей или продуктов их реакции с барьерными материалами.. Кроме того, наличие градиента температур в направлении внедрения, увеличение вязкости расплава за счет образования альбита также будет замедлять процесс внедрения.
Традиционно при футеровке катодных устройств электролизеров используются формованные изделия в виде кирпичей различных размеров, преимущественно алюмосиликатного состава, имеющие невысокую газопроницаемость и малую пористость. Однако газопроницаемость барьерной кладки в целом определяется не свойствами отдельных кирпичей, а преимущественно состоянием швов между ними. Применяемый для герметизации путем заделки швов мертель, на основе которого изготавливается кладочный раствор, уязвим по отношению к фторсолям и агрессивным газам в силу своей высокой пористости. К тому же, используемая при подготовке кладочных растворов вода, обуславливает проблемы монтажа электролизеров в условиях низких температур и оказывает негативное влияние на стойкость теплоизоляционных материалов в катодном устройстве электролизера.
Наряду с формованными барьерными материалами к настоящему времени накоплен значительный опыт применения рыхлых порошков различного гранулометрического и минералогического составов, которые позволяют получать бесшовные слои. Технология использования неформованных материалов при монтаже катодных устройств электролизеров выгодно отличается от технологии с применением кирпичной кладки сокращенным временем монтажа футеровочных материалов и меньшими трудозатратами.
Известен способ футеровки, включающий засыпку порошкообразного материала в катодный кожух электролизера, разравнивание его с помощью рейки, отличающийся тем, что используется засыпной неформованный материал, который реагирует с фторсолями с образованием продукта, находящегося в твердом состоянии при рабочих температурах в катодном устройстве. (Seltveit A., Diffusion barrier for aluminium electrolysis fernaces, United States Patent Pat. No.4,536/273, 1985). Однако проведенные испытания не подтвердили жизненность этого способа футеровки, поскольку высокая пористость неуплотненного слоя обеспечила непрерывное поступление газообразных и жидких компонентов фторсолей в теплоизоляцию.
Известен способ футеровки, включающий засыпку порошкообразного материала в катодный кожух электролизера, разравнивание его с помощью рейки, отличающийся тем, что уплотнение осуществлялось с помощью обыкновенных катков (Форресблад Л. Вибрационное уплотнение грунтов и оснований. Пер. с англ. под ред. Костельова М.П. Транспорт, 1987, 191 с). Однако оценка результатов статического формования показывает, что они не обеспечивает требуемую структуру футеровочного материала -низкую пористость и малые размеры пор.
Известен способ футеровки, включающий засыпку порошкообразного материала в катодный кожух электролизера, разравнивание его с помощью рейки, отличающийся тем, что для уплотнения применяются катки, снабженные вибрационным механизмом (Патент US 4184787; E01C 19/38). Это приводит к некоторому увеличению плотности упаковки, однако получаемый барьерный слой все-таки имеет достаточно высокую пористость (до 25%), а, кроме того, его поверхность имеет волнообразные дефекты.
Известен способ футеровки, включающий засыпку порошкообразного материала в катодный кожух электролизера, разравнивание его с помощью рейки, отличающийся тем, что уплотнение неформованных материалов, осуществляется внешней вибрацией железнодорожной платформы, на которую установлено катодное устройства (Siljan O, Junge O, Trygve B., Svendsen T., Thovsen K. Experiences with dry barrier powder materials in aluminium electrolysis cells - Light Metals, 1998, p.573-581). Недостатком этого способа является расфракционирование материала и разделение частиц по высоте слоя, а отсюда - недостаточная степень сопротивления проникновению фтористых солей. Это приводит к высоким скоростям химических реакций, что сокращает срок службы электролизеров.
Известен способ футерования катодного устройства алюминиевого электролизера включающий засыпку порошкообразного материала в катодный кожух электролизера, разравнивание его с помощью рейки, отличающийся тем, что уплотнение производят пневмотрамбовками сверху через горяченабивную углеродную массу (Вейбель Р. Преимущества и недостатки применения различных огнеупорных материалов для катодов. В кн.: Алюминий Сибири. Красноярск, 2002, с.14-24). Однако использование горяченабивной массы экологически опасно, а с переходом на холоднонабивную массу и снижением криолитового отношения срок службы таких электролизеров стал невысоким.
Известен способ футерования (Огнеупоры для катодов алюминиевых электролизеров / Сенников С.Г. и др. - Огнеупоры и техническая керамика, 2003, №10, с.22-31), заключающийся в засыпке порошкообразного материала в катодный кожух электролизера, разравнивании его с помощью рейки, последовательной укладке на засыпанный материал слоев пленки полиэтиленовой, листов стеклотекстолита или ДВП и уплотнении материала динамическим методом с использованием санок с вибратором). Однако при работе такого устройства одновременно протекают как процессы уплотнения, так и разуплотнения смеси, в результате чего наблюдается пыление утрамбовываемого материала.
Известен способ футерования включающий засыпку порошкообразного материала в катодный кожух электролизера, разравнивание его с помощью рейки, отличающийся тем, что уплотнение производится катками, снабженными вибрационными механизмами (Патент US 4184787; E01C 19/38). Это приводит к некоторому увеличению плотности упаковки, однако получаемый барьерный слой все-таки имеет достаточно высокую пористость (до 25%), а, кроме того, его поверхность имеет волнообразные дефекты.
Известен способ футерования катодного устройства алюминиевого электролизера, включающий засыпку порошкообразного материала в катодный кожух электролизера, разравнивание его с помощью рейки, отличающийся тем, что уплотнение начинается с угла катодного кожуха и производится по спирали по направлению снаружи к центру катода. При этом перемещение вибратора производится с перекрытием величиной в несколько сантиметров предыдущего уплотненного участка. Для окончательного уплотнения барьерных смесей необходимо сделать несколько полных циклов проходов вибратора.
Основным недостатком такого способа футерования являются необходимость в многократных прохождениях виброплощадкой по поверхности барьерного материала в катодном усторойстве из за небольшого размера платформы. При этом параметры получаемого барьерного слоя зависят от квалификации и добросовестности оператора. Но самым существенным недостатком является то, что работа виброплощадки основана преимущественно на динамическом методе формования при неоптимальных амплитудно-частотных и весовых характеристиках. В условиях низкой насыпной плотности футеровочного материала это приводит к тому, что одновременно протекают как процессы уплотнения, так и разуплотнения смеси. В результате этого наблюдается пыление утрамбовываемого материала. Использование относительно тонких листов стеклотекстолита или ДВП, не обладающих достаточной жесткостью, приводит к получению неровной поверхности, в результате чего после укладки поверхность барьерного материала также, как и при использовании виброкатка, имеет волнообразную форму. Попытки увеличения жесткости материала, используемого для покрытия, наталкиваются на снижение эффективности процесса уплотнения (Патент EP 1127983; E01C 19/38; E02D 3/046).
Известен способ формирования бесшовных футеровочных слоев в алюминиевых электролизерах, включающий засыпку порошкообразного материала в катодный кожух электролизера, разравнивание его с помощью рейки, укрытие засыпанного материала пылеизолирующей пленкой и уплотнение, отличающийся тем, что уплотнение материала осуществляют в два этапа: предварительного статического и окончательного динамического воздействия, путем последовательного перемещения рабочих органов статического и динамического уплотнения вдоль продольной оси катода алюминиевого электролизера на всю ширину формируемого футеровочного слоя через упругую прокладку, при этом динамическое уплотнение материала проводят виброблоками при постоянно действующей статической нагрузке на них.
По назначению, наличию существенных сходных признаков приведенное решение выбрано в качестве прототипа.
В известном решении уплотнение осуществляют в два этапа: предварительного статического и окончательного динамического воздействия, путем последовательного перемещения рабочих органов статического и динамического уплотнения вдоль продольной оси катода алюминиевого электролизера на всю ширину формируемого футеровочного слоя через упругую прокладку, при этом динамическое уплотнение материала проводят виброблоками при постоянно действующей статической нагрузке на них.
Такой способ футерования не отвечает требованию получения высококачественного барьерного слоя большой глубины с малой насыпной плотностью.
Техническим устройством, с помощью которого осуществляется вышеуказанный процесс футерования, является устройство для формирования бесшовных футеровочных слоев в алюминиевых электролизерах, (Патент РФ RU 2296819 кл. C25C 3/06, C25C 3/08, опубл. в БИ №10, 2007 г.).
По назначению, наличию существенных сходных признаков приведенное решение выбрано в качестве прототипа.
Устройство для формирования бесшовных футеровочных слоев в алюминиевых электролизерах содержит привод, уплотняющее приспособление, состоящее из блока для статической обработки и блока динамической обработки, блок для статической обработки выполнен в виде катка с приводом и подсоединен к катку посредством коромысла и тяги блока динамической обработки, выполненного в виде виброблока, включающего вибровозбудитель с направленной вынуждающей силой и установленный с возможностью его перемещения вокруг горизонтальной оси катка.
Основным недостатком прототипа-устройства являются выдавливание уплотняемого материала перед блоком статической обработки при формировании барьерного слоя большой глубины с малой насыпной плотностью. Кроме того, отсутствие в прототипе-устройстве конструктивных элементов, способствующих гашению горизонтальной составляющей вибровоздействия приводят к возникновению технических трудностей при использовании в качестве источников колебаний вибровозбудителей с круговой вынуждающей силой или вибровозбудителей с направленной вынуждающей силой, установленных на виброблоке под острым углом к обрабатываемой поверхности из-за передачи вибровоздействия всей конструкции. При использовании таких источников колебаний вибровоздействию подвергаются электродвигатели блока статической обработки и другие элементы устройства, что может привести к выходу их из строя и, следовательно, снижается надежность и долговечность устройства в целом.
Задачей предлагаемого технического решения является уменьшение кажущейся пористости футеровочных слоев, получаемых из неформованных материалов и повышение надежности его работы.
Техническим результатом изобретения является замедление скорости проникновения расплавленных фторсолей и агрессивных газообразных компонентов через барьерный слой в теплоизоляцию катода, улучшение показателей работы электролизера (снижение энергозатрат на производство 1 т алюминия, рост срока службы).
Поставленная задача решается тем, что в способе футерования катодных устройств алюминиевых электролизеров, включающем в себя засыпку порошкообразного материала в катодный кожух электролизера, разравнивание его с помощью рейки, укрытие засыпанного материала пылеизолирующей пленкой и уплотнение, осуществляемое в два этапа: предварительного статического и окончательного динамического воздействия, путем последовательного перемещения рабочих органов статического и динамического уплотнения вдоль продольной оси катода алюминиевого электролизера через упругую прокладку, упругая прокладка выполнена из не менее, чем двух слоев: нижнего, предотвращающего выдавливание порошкообразного материала вперед по ходу движения и верхнего - обеспечивающего сцепление прокладки с рабочим органом статического уплотнения. При этом уплотнение производят вдоль продольных сторон катодного устройства на ширину не менее 0,5 от ширины катодного устройства; жесткость прокладки варьируется в диапазоне 80÷270 Нм2, а в качестве нижнего слоя прокладки используют стальные листы толщиной (2,5÷4)*10-4, шириной 0,12÷0,15 и длиной 0,2÷0,25 от ширины формуемого слоя, причем стальные листы укладываются по всей уплотняемой площади встык вдоль длинной стороны катодного устройства в 3-4 ряда, а в качестве верхнего слоя, обеспечивающего сцепление прокладки с рабочим органом статического уплотнения укладывают резинотканевый материал толщиной 2-3 от толщины стального листа.
Поставленная задача достигается тем, что в устройстве для осуществления способа, содержащем блок статической обработки, выполненный в виде катка с приводом и блок динамической обработки с установленным на нем вибровозбудителем, блок динамической обработки соединен с блоком статической обработки посредством упругих элементов с возможностью одновременного перемещения относительно горизонтальной и вертикальной осей катка.
Предлагаемое устройство дополняют частные отличительные признаки, направленные на решение поставленной задачи.
Устройство может быть выполнено таким образом, что соединение блока динамической обработки с блоком статической обработки может быть выполнено посредством упругих элементов из резины или посредством металлических пружин. При этом исключается передача вибровоздействия на электродвигатель и другие элементы, в частности, на металлоконструкцию устройства при использовании в качестве источника колебаний вибровозбудителей с круговой вынуждающей силой или вибровозбудителей с направленной вынуждающей силой, установленных на виброблоке под острым углом к обрабатываемой поверхности, а также повышение надежности и долговечности устройства в целом.
Сопоставительный анализ признаков заявляемого решения и признаков аналога и прототипа свидетельствуют о соответствии решения критерию «новизна».
Как показывает опыт работы указанного устройства характеризуются следующими положительными явлениями:
- Расширяется диапазон применяемых материалов при футеровании электролизеров за счет возможности уплотнения последних при более больших размеров слоев.
- Увеличивается степень уплотнения верхних слоев футеровочного материала
Достижение вышеуказанного возможно только при заявленных отношениях параметров способа и конструктивных элементов устройства. Сравнение заявляемого решения не только с прототипом, но и с другими техническими решениями в данной области техники не позволило выявить в них признаки, отличающие заявляемое решение от прототипа, что делает возможным сделать вывод о соответствии критерию «изобретательский уровень».
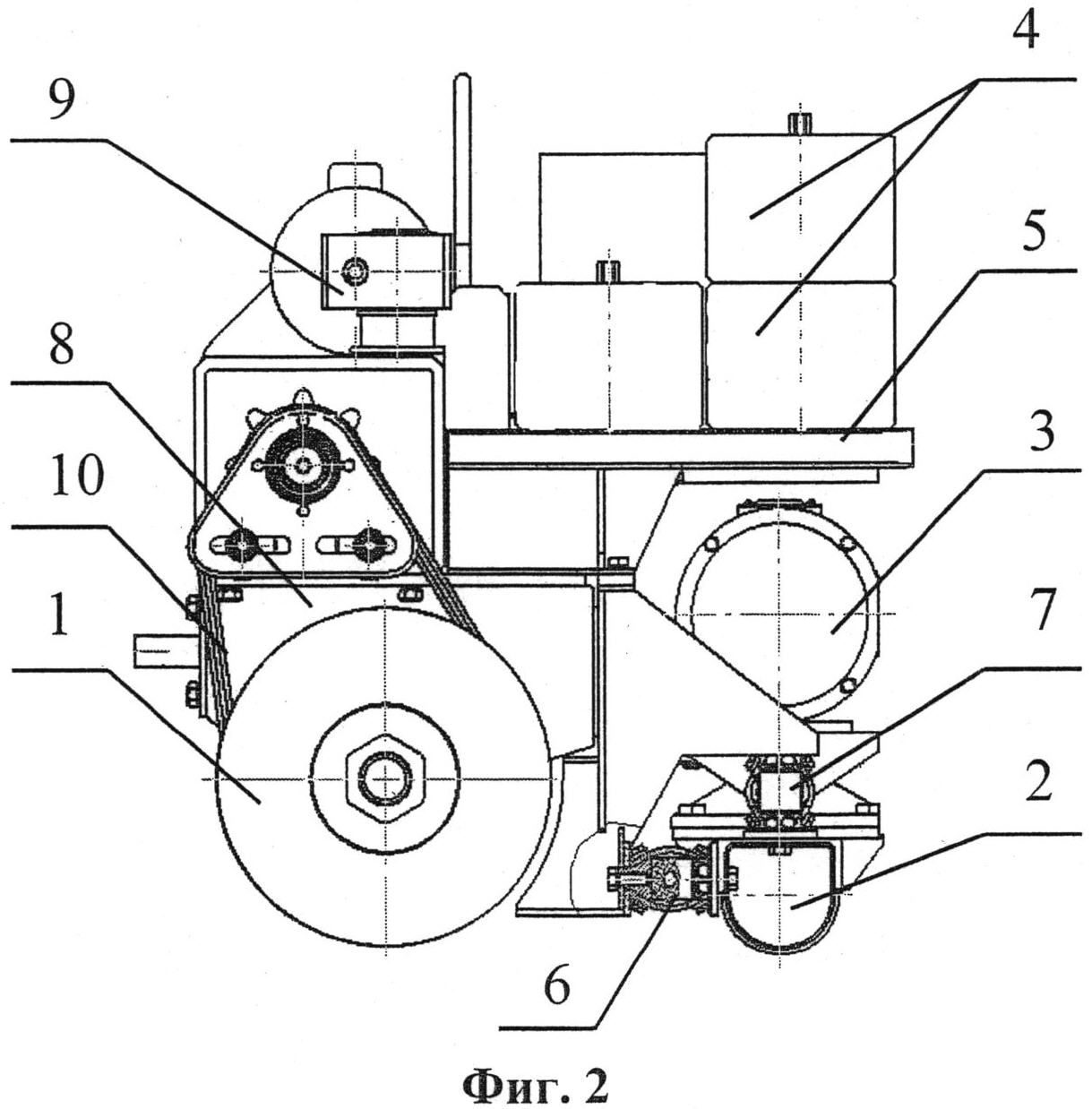
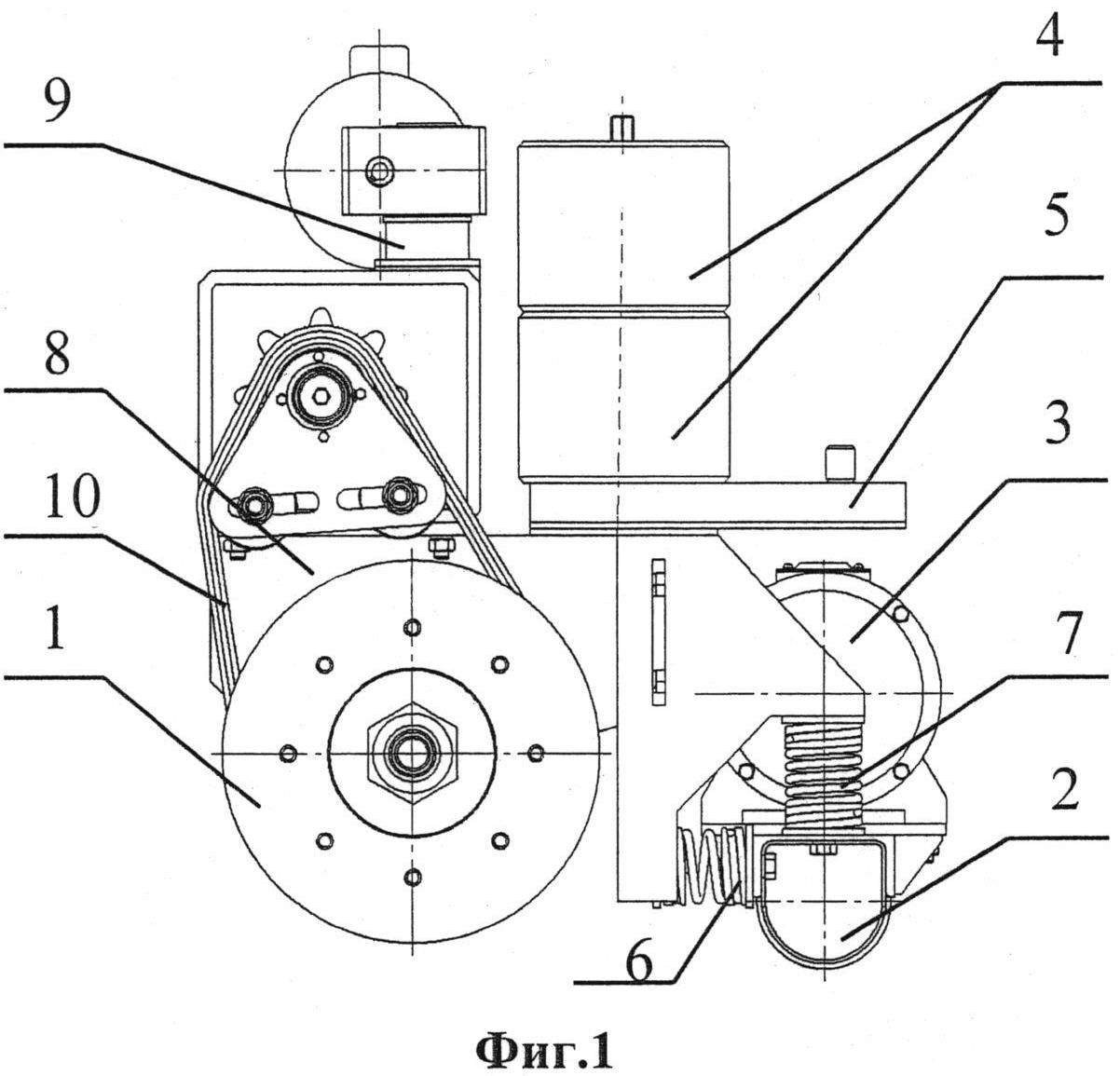
Сущность технического решения поясняется примером конкретного исполнения и чертежами. На фиг.1 представлено устройство для формирования бесшовных футеровочных слоев в алюминиевых электролизерах (вид с боку) с упругими элементами из металлических пружин; на фиг.2 - устройство для формирования бесшовных футеровочных слоев в алюминиевых электролизерах (вид с боку) с упругими элементами из резины.
Устройство для формирования бесшовных футеровочных слоев в алюминиевых электролизерах состоит из ведущих дисков 1, образующих приводной блок для статического уплотнения в виде катка, виброблока 2 с вибратором 3, пригрузов 4, расположенных на грузовой площадке 5, которая соединена с виброблоком 2 при помощи упругих элементов 6 и 7 (из металлических пружин фиг.1, из резины фиг.2), объединяющих виброблок и блок для статического воздействия на материал в уплотняющее приспособление при помощи коромысла 8 с возможностью свободного перемещения виброблока относительно горизонтальной и вертикальной осей (анкера) катка. Привод устройства для формирования бесшовных футеровочных слоев в алюминиевых электролизерах состоит из мотор-редуктора 9, цепной передачи 10. Мотор-редуктор 9 установлен на коромысле 8, к которому прикреплена также грузовая площадка 5.
Техническая сущность предлагаемого решения заключается в следующем.
Мотор-редуктор 9 и вибраторы 3 запускаются с пульта управления. Вращение от мотор-редуктора 9 через цепную передачу 10 передается на ведущие диски 1 катка. Ведущие диски 1, вращаясь, перемещают устройство по поверхности упругой прокладки, уложенной на обрабатываемый материал. При этом осуществляется предварительное статическое уплотнение неформованных футеровочных материалов. Окончательное уплотнение происходит от воздействия на обрабатываемый материал виброблоком 2, совершающим перемещение относительно горизонтальной и вертикальной осей катка и нагруженным пригрузами 4 через блоки упругих элементов.
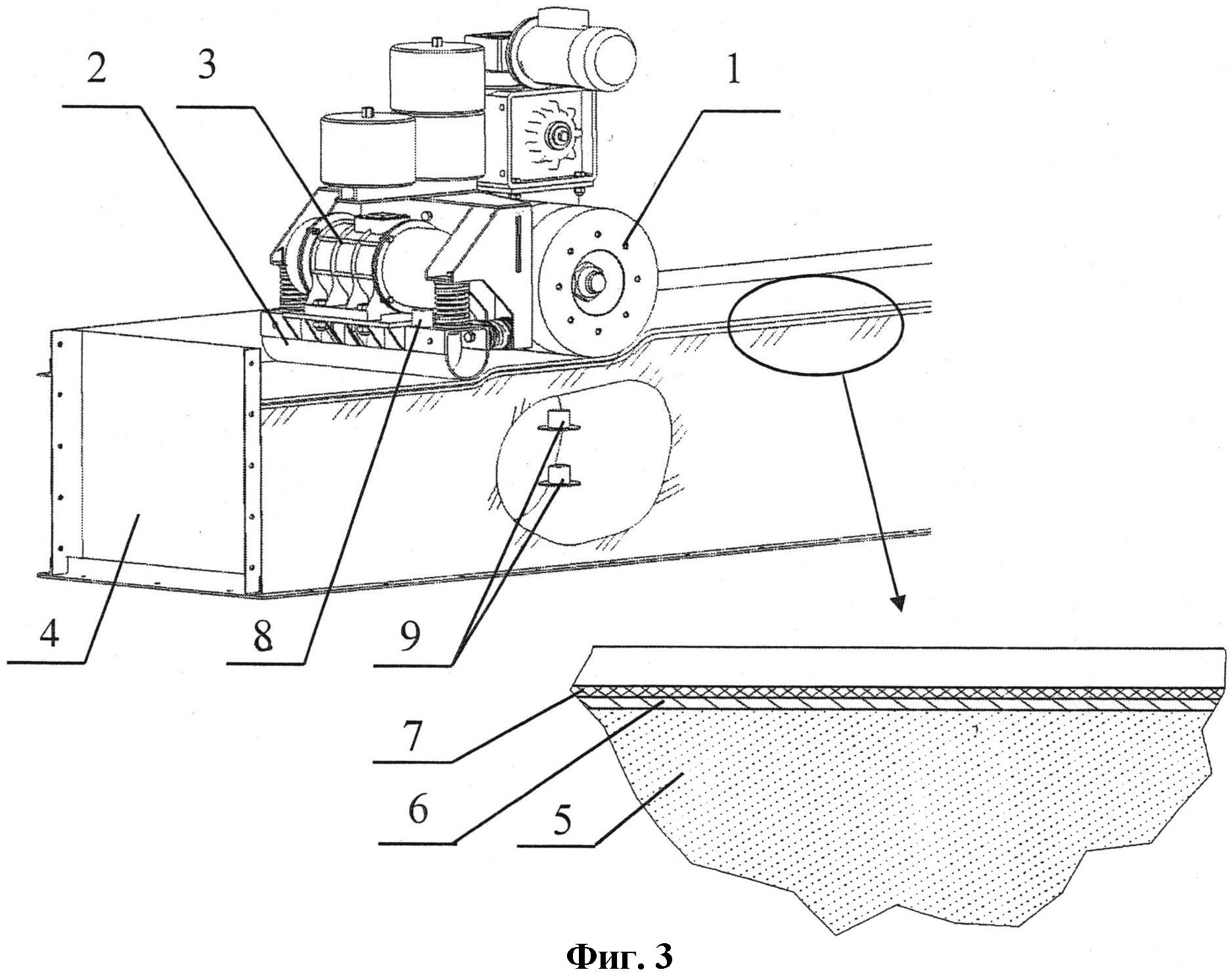
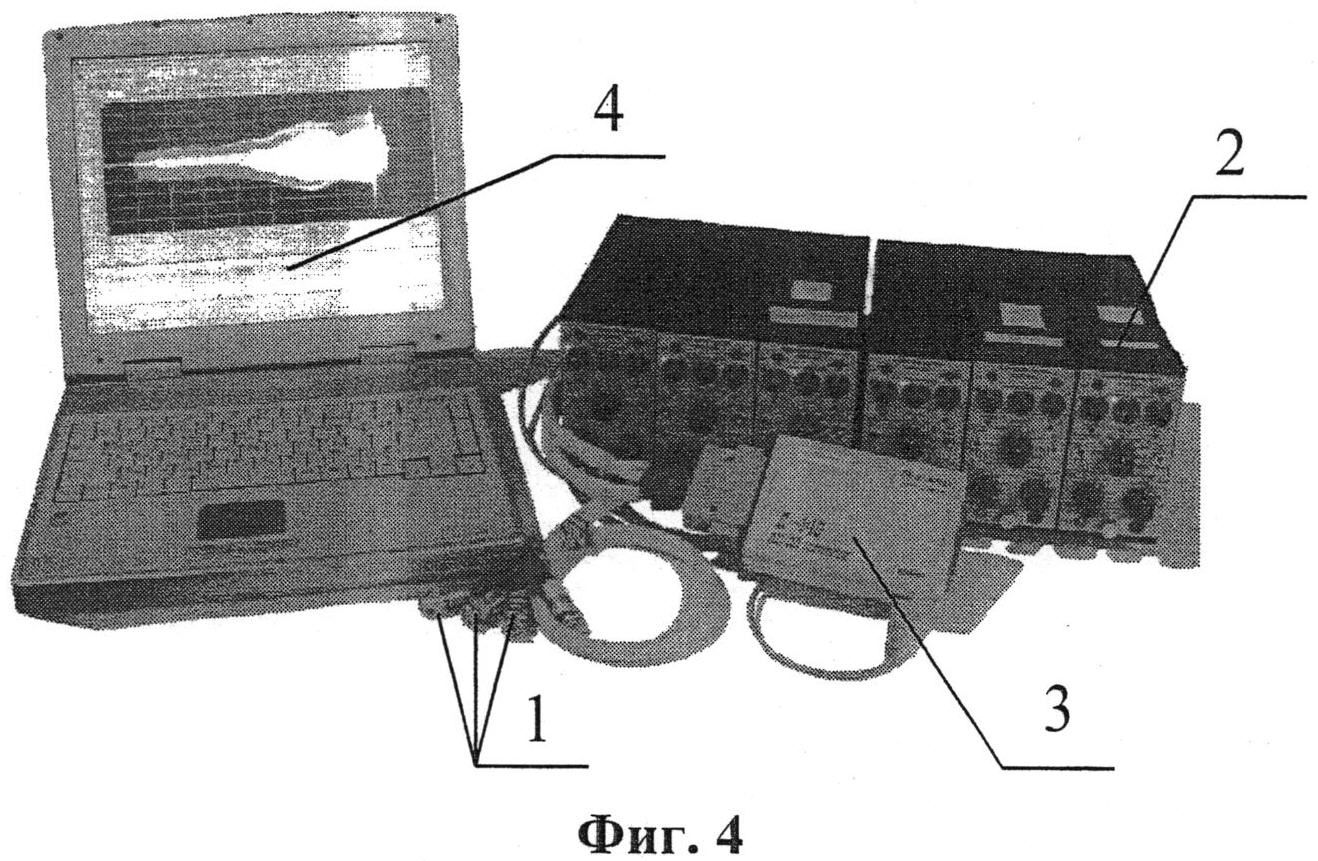
Для определения оптимальных конструктивных и технологических параметров ВПУ экспериментальные исследования процесса уплотнения мелкодисперсного материала выполнялись на стенде, представленном на фиг.4. Стенд включает емкость для размещения сыпучего материала и локальный блок ВПУ, позволяющий обеспечить деформирование сыпучих сред статическим нагружением с наложением вибрационных нагрузок различного частотного спектра и интенсивности.
При перемещении в емкости с материалом ВПУ создает предварительное статическое нагружение катками 1, которые являются также механизмом передвижения, а динамическое нагружение осуществляется виброблоком 2, амплитудно-частотная характеристика которого задается вибровозбудителем 3. В качестве источника колебаний использовался вибровозбудитель с направленной или круговой вынуждающей силой. ВПУ устанавливалась в емкость 4, заполненную сыпучим материалом 5, высота заполнения составляла 300…500 мм.
Уплотнение материала осуществлялось через упругое покрытие, состоящее из металлического листа 6 (фиг.4) толщиной 2 мм и резиновой пластины 7 толщиной 5 мм. В процессе уплотнения покрытие препятствовало выдавливанию материала из-под катков, способствовало снижению запыленности воздуха и удерживало установку на поверхности материала при большой толщине уплотняемого слоя. При этом возможны два способа нагружения: первый - статический (виброблок выключен), второй - комбинированный (одновременное статическое и динамическое нагружение). При комбинированном воздействии материал, находящийся между катком и виброблоком, оказывается замкнутым в ограниченном объеме. Его выдавливанию со стороны виброблока препятствует окончательно уплотненный материал, со стороны катка - предварительно уплотненный материал, сверху - упругое покрытие.
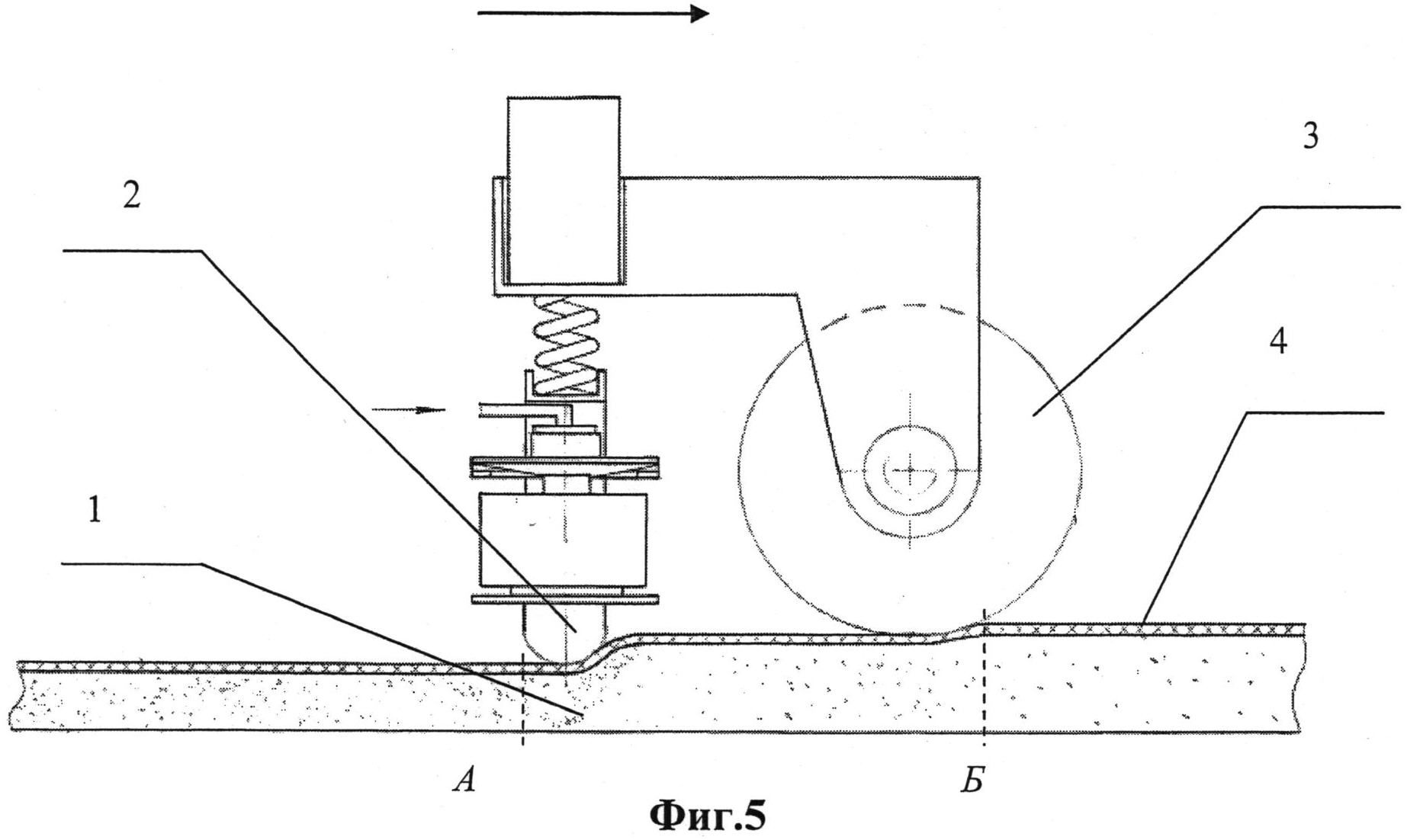
Вибрационное ускорение в материале и на виброблоке регистрировалось пьезодатчиками 8 и 9 (фиг.5), которые позволяли одновременно отслеживать горизонтальную и вертикальную составляющие колебаний. Сигнал с датчиков усиливался, интегрировался и передавался на персональный компьютер.
Плотность слоев полученного компакта оценивалась при помощи статического плотномера В-1, а плотность полученного компакта характеризовалась динамическим модулем упругости, который измерялся портативным измерителем усадки грунта HMP LFG (рис.3).
Сбор информации и последующая обработка результатов измерений осуществлялись с помощью "Программного комплекса автоматизации экспериментальных и технологических установок ACTest©".
В экспериментах использовался шестиканальный измерительный комплекс (Фиг.4), включающий следующие приборы:
- пьезоэлектрические акселерометры (фирма Брюль и Къер, Дания);
- усилители заряда типа 2635 (фирма Брюль и Къер, Дания);
- аналого-цифровой преобразователь Е-440 (ЗАО Л-Кард, Россия);
- персональный компьютер.
При запуске ВПУ перемещается вдоль емкости, заполненной мелкодисперсным материалом (Фиг.5). При этом возможно или только статическое воздействие на материал, если виброблок отключен, или совместное действие статических и динамических нагрузок. Статическое уплотнение особого интереса не представляет, так как ничем не отличается от обычной укатки. Во втором случае в фиксированный момент времени часть предварительно уплотненного материала 1, находящегося между виброблоком 2 и катком 3 (на фиг.5 границы отмечены буквами А и Б), оказывается замкнутой в ограниченном объеме. Его перемещению (выдавливанию) препятствуют с одной стороны уже уплотненный материал, с другой - давление, создаваемое катком, сверху - пластина 4. Непосредственно под виброблоком возникает волна сжатия, деформирующая материал, при этом некоторая его часть выжимается в замкнутую область, оказывая давление на находящуюся там сыпучую массу. Кроме того, в этой области под действием вибрации и связанных с ней реологических эффектов происходит взаимное перемещение частиц материала, которые стремятся образовать более плотную структуру, а также вытеснение влаги и воздуха, то есть осуществляется предварительное динамическое уплотнение. Процесс деформации материала заканчивается после непосредственного воздействия на него сжимающих нагрузок, создаваемых виброблоком.
Для определения оптимальных параметров в ходе проведения экспериментальных исследований изменялись амплитудно-частотные характеристики вибровозбудителя, скорость перемещения, статическая нагрузка.
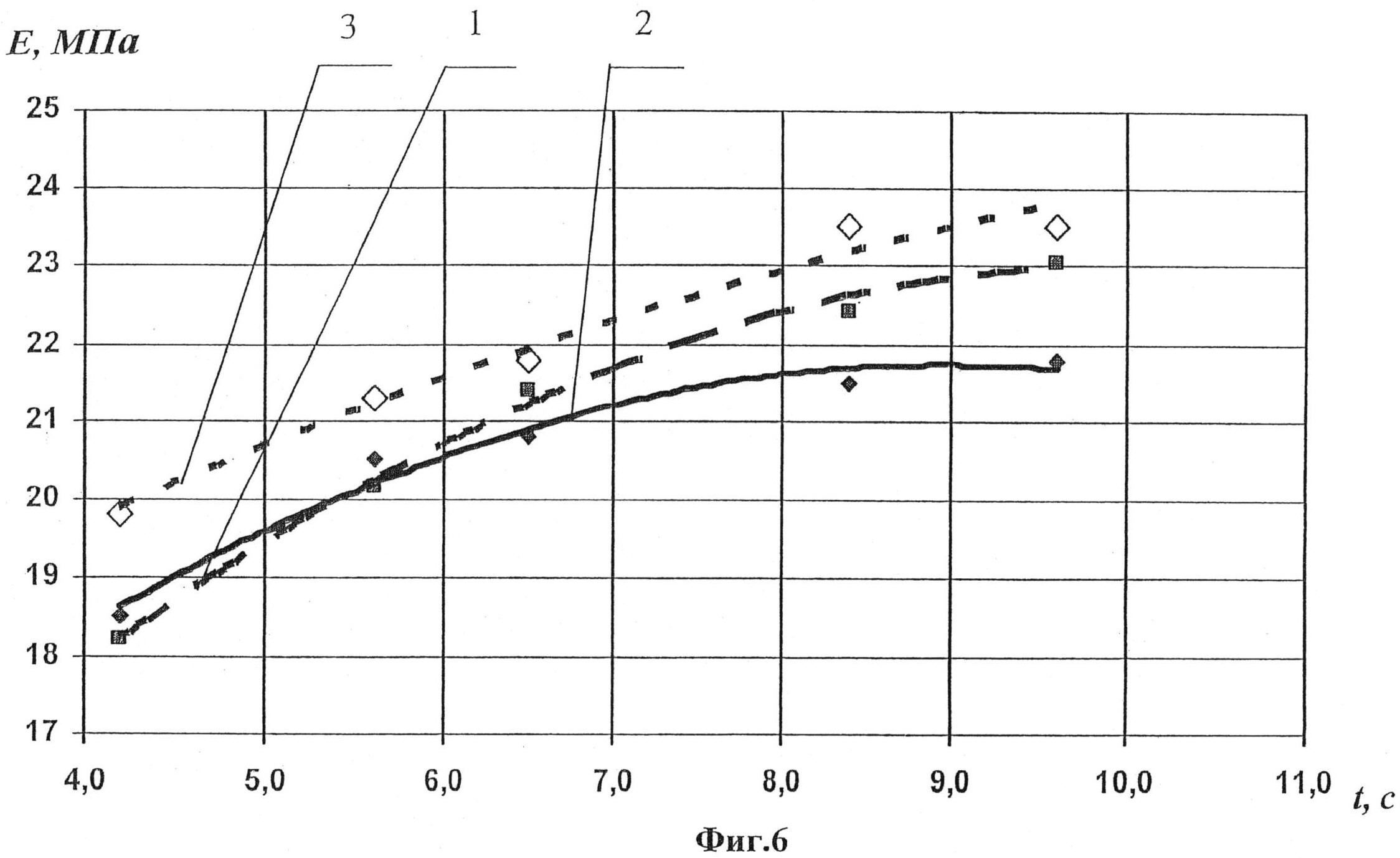
Результаты экспериментальных исследований в виде графиков представлены на фиг.6. Наиболее эффективно процесс уплотнения мелкодисперсного материала в замкнутом объеме осуществляется в частотном диапазоне 45-60 Гц; при одинаковом времени воздействия повышение частоты вибрации с 35 до 60 Гц позволяет увеличить плотность на 5-10%; дальнейшее увеличение частоты не вызывает заметного изменения плотности упаковки. Увеличение времени воздействия при неизменных параметрах вибрации (ускорение и частота) вызывает повышение плотности, причем, основное формирование достаточно плотной упаковки происходит в первые 6-7 сек; при дальнейшем нагружении продолжается рост плотности, но с существенно меньшей скоростью.
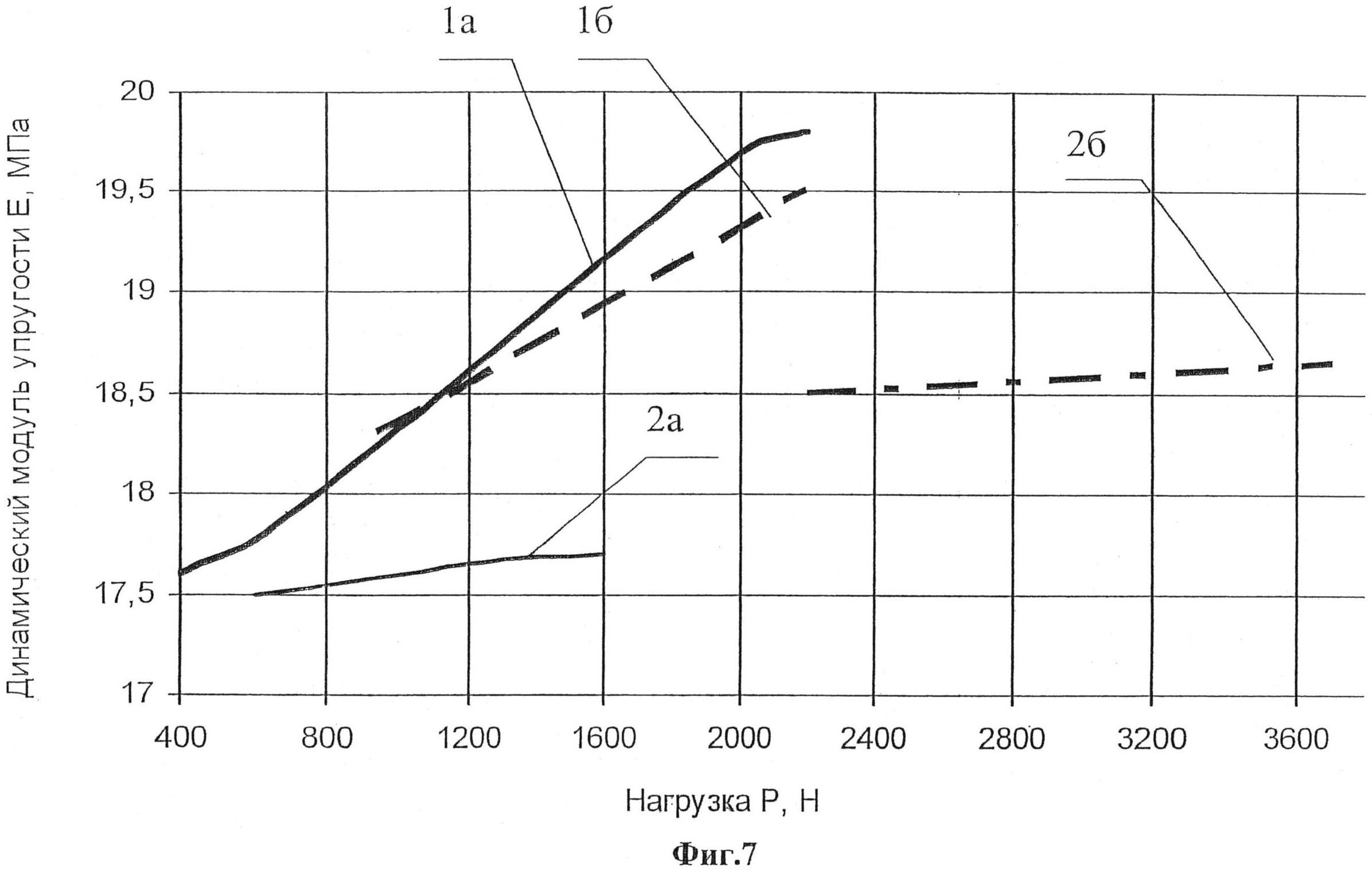
Установлено, что с ростом частоты вибрационного воздействия динамический модуль упругости уплотняемого материала изменяется более интенсивно, чем при увеличении вибровоздействия за счет амплитуды колебаний, что подтверждают результаты экспериментов, показанные на рисунке 7. Кривые 1a и 1б представляют зависимости модуля упругости уплотняемого материала от величины силы, действующей на систему, которая изменяется от частоты при постоянном статическом моменте; кривые 2а, 2б соответствуют зависимостям модуля упругости от величины силы, изменяющейся от статического момента при постоянной частоте.
Экспериментально установлено, что на плотность дисперсного материала при виброуплотнении основное влияние оказывает ускорение колебаний, передаваемых сыпучей среде, при этом с ростом частоты вибрационного воздействия динамический модуль упругости уплотняемого материала изменяется более интенсивно, чем при увеличении вибровоздействия за счет амплитуды колебаний (фиг.7). При частоте ниже 35 Гц эффективность вибровоздействия резко снижается.
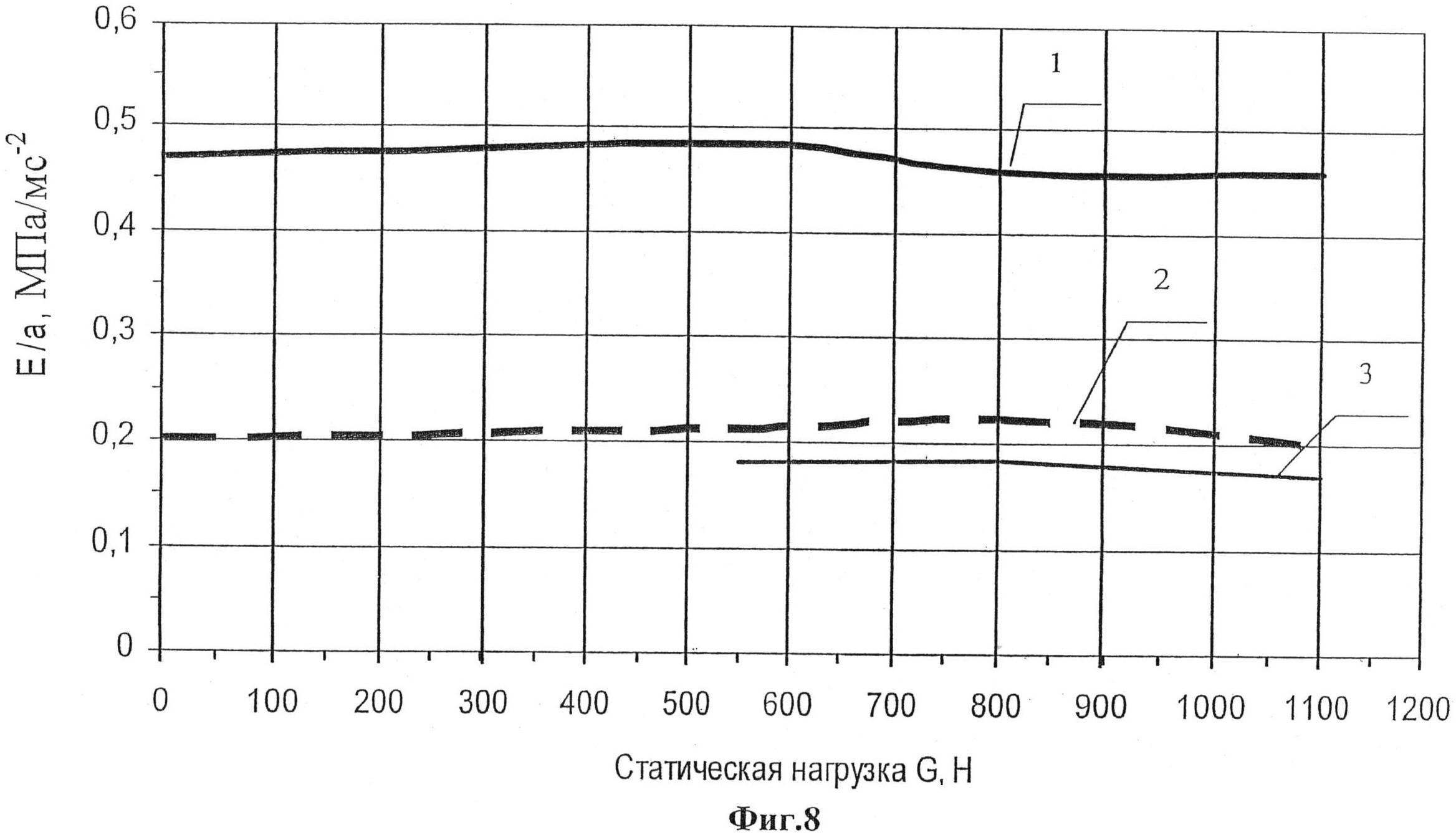
Эксперименты показали, что статическая нагрузка не оказывает существенного влияния на динамический модуль упругости упаковки. При этом она, являясь частью колебательной системы, влияет только на динамические параметры последней. На фиг.8 представлена зависимость динамического модуля упругости, отнесенного к ускорению, от величины статической нагрузки.
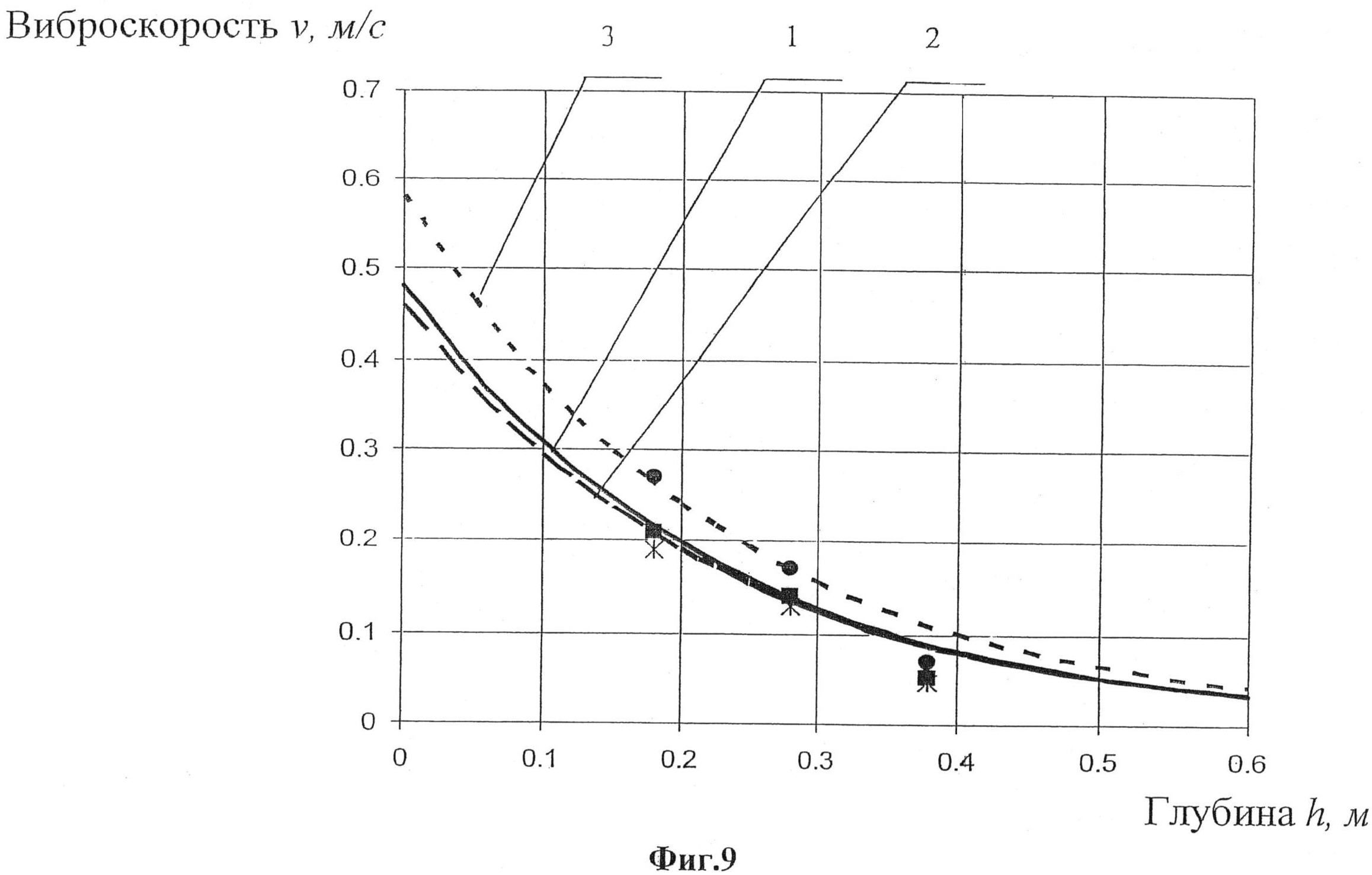
На фиг.9 представлены результаты измерения виброскорости по глубине в массиве уплотняемого материала. Начало координат совмещено с дневной поверхностью уплотняемого материала. Зависимости, представленные на рисунке 3, соответствуют частотам колебаний 25 Гц, 34 Гц и 49,6 Гц (кривые 1, 2 и 3 соответственно). Маркерами ■  и ● отмечены точки, полученные экспериментально и соответствующие частотам колебаний 25 Гц, 34 Гц и 49,6 Гц.
и ● отмечены точки, полученные экспериментально и соответствующие частотам колебаний 25 Гц, 34 Гц и 49,6 Гц.
Установлено, что в рассмотренном частотном диапазоне затухание вибрации в уплотняемом массиве происходит по экспоненциальному закону:
ν=ν0·e-λ·h,
где ν0 - виброскорость на виброблоке (на дневной поверхности уплотняемого материала), м/с; ν - виброскорость в слое уплотняемого материала на глубине h, м/с; λ - коэффициент затухания, определенный экспериментально (λ=4,4); h - расстояние от дневной поверхности до уплотняемого слоя материала, м.
Для данного материала (СБС) в диапазоне частот 25…50 Гц, частота вибровоздействия не оказывает существенного влияния на плотность материала по глубине для данного диапазона частот.
Наибольшая плотность материала зафиксирована в верхних слоях уплотняемого массива до глубины проникновения (глубина, на которой колебания затухают в е раз), которая составила 230 мм, на большей глубине плотность упаковки уменьшается, что связано с уменьшением интенсивности вибровоздействия, вызванным затуханием колебаний.
Несмотря на уменьшение виброскорости в нижерасположенных слоях, их плотность с увеличением глубины уменьшается незначительно (на 5…10%) при уплотнении однородного по гранулометрическому составу и физико-механическим свойствам материала.
Использование вышеописанной катодной футеровки позволит получить суммарный экономический эффект в расчете на 1 электролизер не менее 2 тыс. $ в год за счет сокращения расходов на футеровочные материалы и уменьшении трудозатрат при их монтаже.
Кристаллизатор для литья алюминиевых слитков
Литейный алюминиево-кремниевый сплав
Термостойкий сплав на основе алюминия
Электрод алюминиевого электролизера (варианты)
Способ литья алюминиевых плоских слитков
Способ получения восстановителя для производства технического кремния
Способ формирования футеровочных слоев в катодном кожухе алюминиевых электролизеров и устройство для его осуществления
Устройство для сбора и удаления газов в алюминиевом электролизере
Способ получения длинномерных цилиндрических стержней из материалов на основе ti-al-c
Способ вакуумной обработки алюминия и алюминиевых сплавов
Устройство для компенсации магнитного поля, наведенного соседним рядом последовательно соединенных электролизеров большой мощности
Способ обжига подины алюминиевого электролизера с обожженными анодами
Катодное устройство электролизера для получения алюминия
Способ переработки угольной пены электролитического производства алюминия
Катодное устройство алюминиевого электролизера
Способ нанесения смачиваемого покрытия подины алюминиевого электролизера
Катодное устройство электролизера для производства алюминия
Способ футеровки катодного устройства алюминиевого электролизера
Катодный кожух электролизера для получения алюминия
Катодный кожух электролизера для получения алюминия

