Результат интеллектуальной деятельности: СПОСОБ УПРОЧНЕНИЯ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ МАШИН
Вид РИД
Изобретение
Предлагаемое изобретение относится к области механической обработки при изготовлении или ремонте металлических деталей машин, имеющих относительно небольшие толщины и способных упруго изгибаться.
Известен способ упрочнения металлических деталей машин поверхностным пластическим деформированием (ППД), заключающимся в создании внутренних сжимающих напряжений в их поверхностных слоях. Упрочнение металлических деталей машин может осуществляться ударным (дробеструйной, ультразвуковой обработкой и т.д.), либо статическим (накатыванием, выглаживанием и т.д.) ППД.
При ППД происходят сдвиги в зернах металла деталей, искажение его кристаллической решетки, изменение формы и размеров зерен, что способствует перемещению вглубь металла дислокаций и препятствует развитию микротрещин. В результате ППД поверхностные слои деталей машин оказываются сжатыми. При этом снижается шероховатость поверхности, повышается прочность, твердость и выносливость поверхностных слоев металлических деталей, которые в значительной степени определяют их эксплуатационные свойства [1, 2].
Однако ППД металлических деталей, а особенно, деталей, изготовленных из высокопрочных сталей и сплавов, является весьма трудоемким процессом.
Целью предполагаемого изобретения является повышение эффективности упрочнения металлических деталей машин.
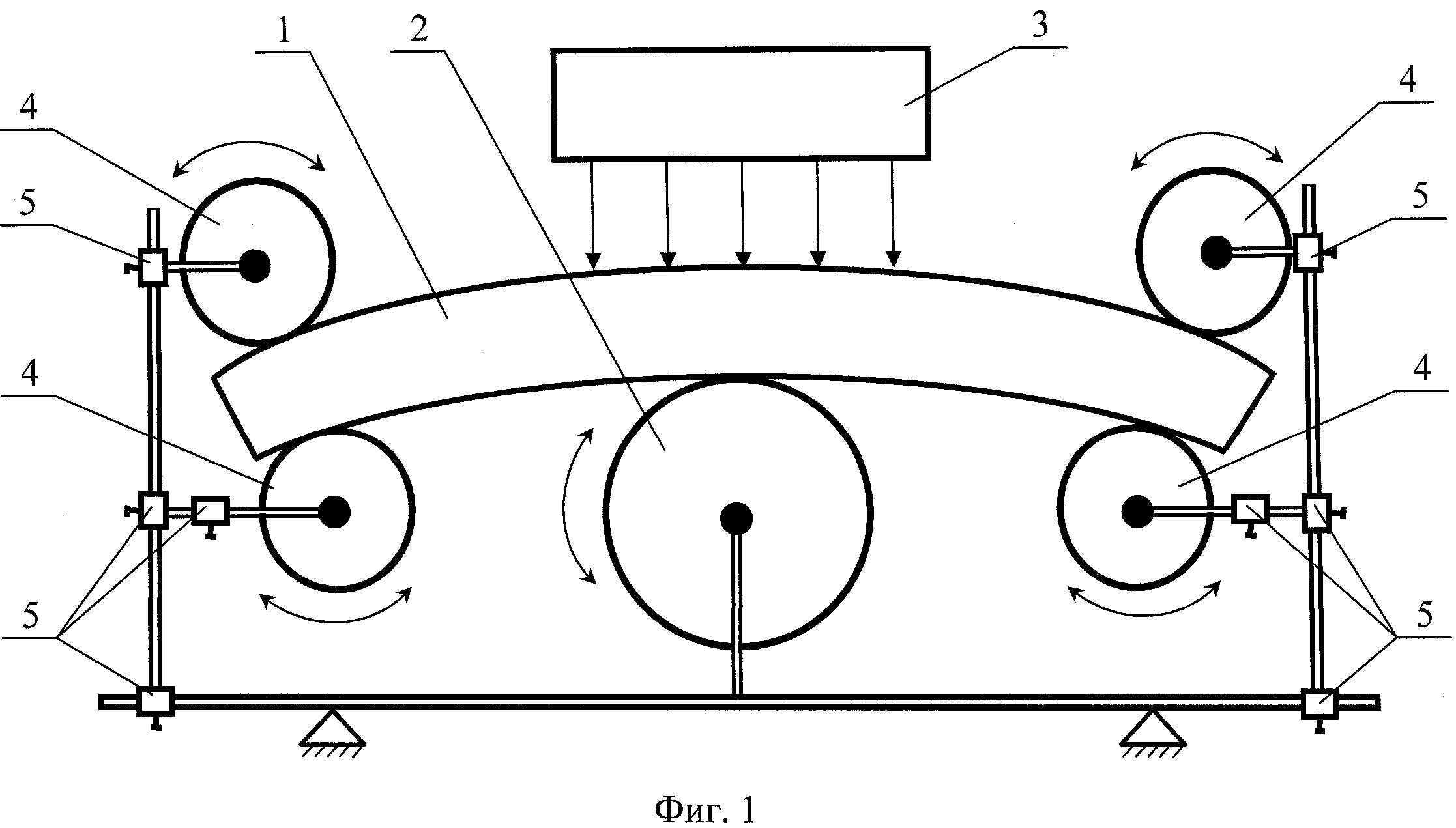
Поставленная цель достигается тем, что перед началом упрочнения ППД, и в процессе его, металлические детали предварительно упруго изгибают, и фиксируют в этом положении в специальном приспособлении так, чтобы в поверхностных слоях обрабатываемой поверхности металлических деталей возникали внутренние растягивающие напряжения. На фиг.1 изображена схема приспособления для упрочнения ППД металлических деталей машин, повышающая эффективность упрочнения. На фиг.1 цифрами обозначены:
1 - упрочняемая деталь;
2 - опорный вал;
3 - приспособление ППД;
4 - прижимные валы, изгибающие и фиксирующие упрочняемую деталь 1;
5 - фиксаторы, регулирующие положение прижимных валов 4 в вертикальной или горизонтальной плоскостях.
Повышение эффективности ППД металлических деталей машин производится следующим способом. Приспособление для фиксации упрочняемой детали 1 (см. фиг.1) имеет рамную конструкцию с регулируемыми в вертикальной и горизонтальной плоскостях посредством фиксаторов 5 прижимными валами 4, зажимающими деталь 1 по ее краям сверху и снизу. Прижимные валы 4 вращаются вокруг своих продольных осей. Деталь 1 кладется на вращающийся вокруг своей продольной оси опорный вал 2, упруго изгибается на необходимую величину и фиксируется посредством фиксаторов 5 прижимными валами 4 как показано на фиг.1. При помощи приспособления ППД 3 деталь 1, опираясь на опорный вал 2, упрочняется с выпуклой растянутой поверхности. По окончании ППД упрочняемая деталь 1 освобождается от фиксации. При освобождении от упругой деформации в металлической детали сжатые в результате ППД ее поверхностные слои еще более сжимаются. Наведенные в них внутренние напряжения сжатия становятся более интенсивными и распространяются на большую глубину, что влечет за собой более эффективное упрочнение детали.
На фиг.2 показано распределение внутренних напряжений в упрочненных ППД слоях предварительно изогнутых и неизогнутых деталях. На фиг.2 изображены половины деталей выше их нейтральных линий. На фиг.2 цифрами и буквами обозначены:
6 - не изогнутая при ППД деталь;
7 - упруго изогнутая при ППД деталь;
h1 - глубина распространения внутренних напряжений сжатия в детали 6;
h2 - глубина распространения внутренних напряжений сжатия в детали 7.
Распределение получено в результате экспериментальных исследований методом измерения микротвердости материала прибором ПМТ-3 образцов из стали 40Х, обработанных дробеструйной обработкой.
Металлическая деталь 7, поверхностные слои которой обрабатывались ППД в растянутом изгибом состоянии, имеет в поверхностных слоях на 15% большие по абсолютной величине и распространяющиеся на 21% большую глубину (h2>h1) внутренние напряжения сжатия (на эпюре, изображенной на фиг.2, они имеют отрицательные значения) по сравнению с не изогнутой при упрочнении деталью 6. В глубине деталей, вблизи их нейтральных линий в результате ППД наводятся внутренние напряжения растяжения (на эпюрах, изображенных на фиг.2, они имеют положительные значения), однако весомого влияния на прочностные характеристики деталей в этом месте напряжения растяжения не оказывают.
Для исключения коробления металлических деталей в результате ППД (загиб концов деталей в сторону источника ППД) необходимо обработать ППД детали и с противоположной поверхности.
Источники информации
1. Одинцов Л.Г. Упрочнение и отделка деталей поверхностным пластическим деформированием: Справочник. - М.: Машиностроение, 1987. - 328 с.
2. Смелянский В.М. Механика упрочнения деталей поверхностно-пластическим деформированием. - М.: Машиностроение, 2002. - 300 с.
Способ упрочнения металлических деталей машин, включающий зажатие детали снизу и сверху по ее краям посредством установленных в раме вращающихся прижимных валов, положение которых регулируют в вертикальной и горизонтальной плоскостях в раме посредством фиксаторов, осуществление упругого изгиба детали, которую располагают на вращающемся опорном валу с опорой на вал и упрочнение упруго изогнутой детали со стороны ее выпуклой растянутой поверхности при помощи приспособления для поверхностного пластического деформирования.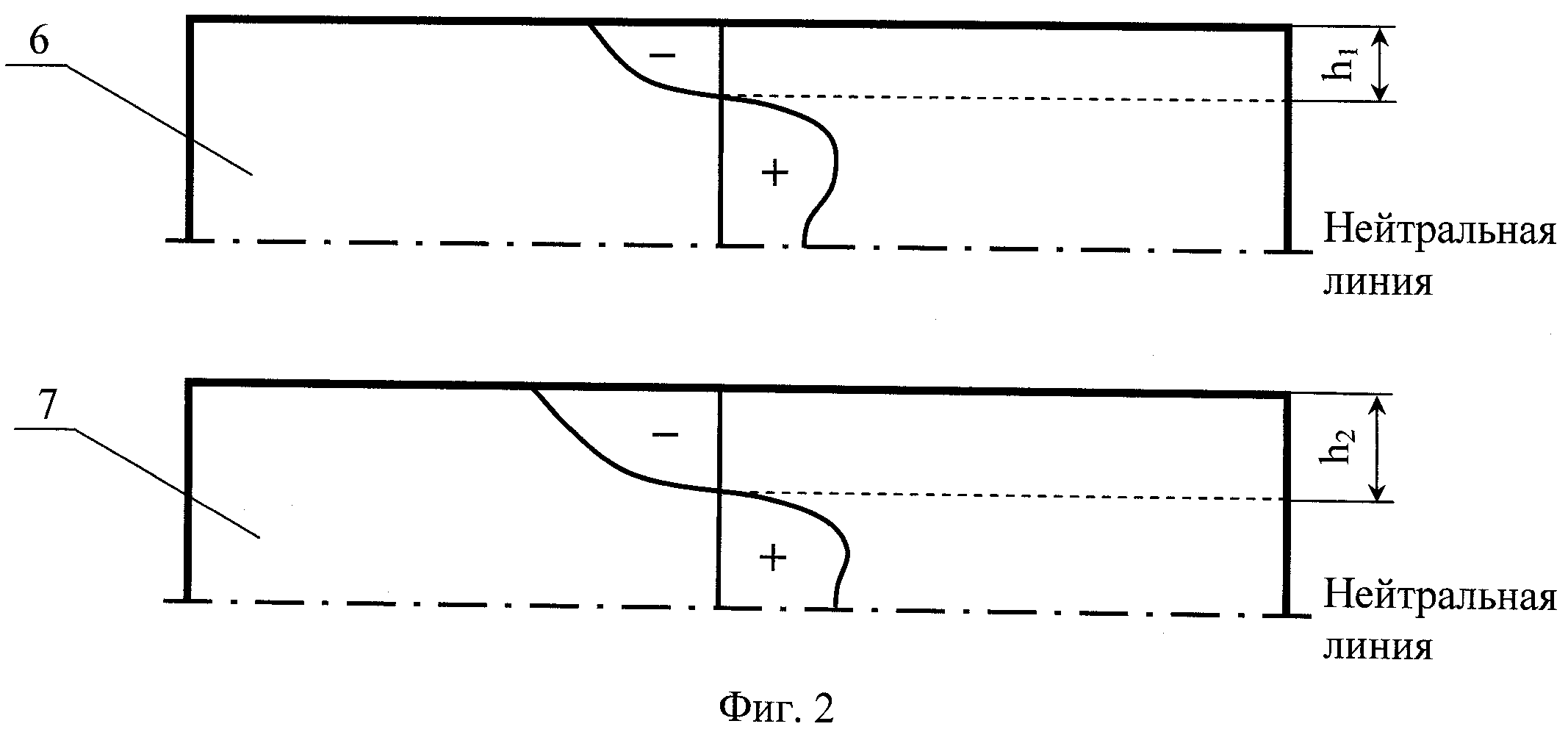
Способ подготовки поверхности металлических деталей к оперативному выявлению прижогов измерением работы выхода электрона
Устройство и способ защиты пешеходов и водителей автомобилей
Способ ремонта сваркой тонкостенных деталей авиационной техники
Способ определения поверхностной энергии металлических деталей авиационной техники
Способ подготовки поверхности металлических деталей к оперативному выявлению прижогов измерением работы выхода электрона
Устройство и способ защиты пешеходов и водителей автомобилей
Способ ремонта сваркой тонкостенных деталей авиационной техники
Способ определения поверхностной энергии металлических деталей авиационной техники
Патронная лента повышенной вместимости
Устройство измерения контактной разности потенциалов металлических деталей авиационной техники
Способ определения зоны повреждения обшивки воздушного судна

