Результат интеллектуальной деятельности: СПОСОБ СВАРКИ ДЕТАЛЕЙ РАЗНОЙ ТОЛЩИНЫ ИЗ РАЗНОРОДНЫХ МЕТАЛЛОВ
Вид РИД
Изобретение
Изобретение относится к области сварочного производства, в частности к технологии сварки деталей разной толщины, выполненных из разнородных металлов. Изобретение может быть использовано в машиностроении, авиастроении, приборостроении, в атомной энергетике и других отраслях промышленности.
Предшествующий уровень техники
Известен способ лазерной сварки деталей из разнородных металлов (патент РФ №2415739 от 10.04.2011, В23К 26/40, В23К 9/23, В23К 33/00, авторы Звездин В.В., Исрафилов И.Х., Велиев Д.Э.). Способ заключается в том, что плоскость стыкового соединения деталей из разнородных металлов выполняют наклонной по касательной к сегменту зоны термического влияния сварного шва. Лазерное излучение фокусируют на более тугоплавкий материал на расстоянии от стыковой плоскости. Угол наклона плоскости стыкового соединения и расстояние фокусировки рассчитывают из условия обеспечения отсутствия испарения легкоплавкого материала.
Недостатком данного способа из-за неравномерности нагрева деталей с разным коэффициентом термического расширения является склонность к накоплению сварочных напряжений и деформаций. Это может привести к снижению прочности сварных соединений.
В качестве прототипа для способа был выбран способ дуговой сварки неплавящимся электродом (патент РФ №2458768 от 20.08.2012, В23К 31/02, авторы Трегубов В.И., Заболотнов В.М., Хабаров А.Н., Гаевский В.В.). В способе изготовления тонкостенной осесимметричной сварной конструкции с толстостенными навесными элементами в трубных толстостенных заготовках навесных элементов в местах их приварки формируют технологические буртики толщиной и шириной, равной толщине трубчатого каркаса. Осуществляют предварительную сборку, собранную конструкцию закрепляют на установке сварки в сварочном приспособлении, фиксируют каждый элемент прихватками. Осуществляют автоматическую сварку в среде защитных газов.
Недостатком данного способа является высокая вероятность образования прожога в тонкостенной детали и ее несплавление с толстостенной, что снижает прочность и нарушает герметичность сварного шва. При сварке деталей разной толщины это происходит, как правило, в связи с увеличенным тепловым расширением металла тонкой кромки, что приводит к ее местному короблению и появлению зазора между деталями, тонкая кромка перегревается - образуется прожог. Кроме этого, смещение теплового потока на более массивную деталь не всегда обеспечивает получение качественного сварного шва, так как возможно несплавление свариваемых кромок. Поэтому при сварке разнотолщинных деталей, для получения стабильного результата целесообразней рассматривать стыковое соединение с отбортовкой кромок.
Раскрытие изобретения
Задачей, на решение которой направлено заявляемое изобретение, является разработка способа сварки деталей разной толщины из разнородных металлов, который обеспечивает получение герметичных неразъемных соединений с повышенным качеством сварного шва.
Технический результат, достигаемый при решении этой задачи, заключается в повышении прочности сварного шва за счет выполнения рациональной конструкции технологических буртов, обеспечении равномерного нагрева свариваемых деталей и исключении деформации сварного шва.
Для получения указанного технического результата в способе сварки деталей разной толщины в среде инертных газов, включающем формирование технологического бурта на толстостенной детали, сборку деталей в сварочном приспособлении, прихватку, сварку деталей, согласно изобретению формируют технологический бурт на тонкостенной детали, с высотой бурта в 3-4 раза больше толщины самой детали. Формируют бурт на толстостенной детали с высотой, равной высоте бурта тонкостенной детали, с толщиной, зависящей от коэффициента отражения свариваемых деталей по формуле S2=(1+Δ)·S1, где Δ=R2-R1, R1 - коэффициент отражения толстостенной детали, R2 - коэффициент отражения тонкостенной детали, S1 - толщина бурта тонкостенной детали, S2 - толщина бурта толстостенной детали. Сваривают детали из разнородных металлов лазерным лучом, при этом лазерный луч направляют на стык буртов свариваемых деталей.
Совокупность перечисленных существенных признаков обеспечивает получение технического результата - равномерный нагрев свариваемых деталей и снижение перегрева тонкостенной детали и деформации, а также исключение несплавлений и прожогов в сварном шве, следовательно, повышение прочности сварного шва.
Перед сборкой поверхности контакта буртов можно подвергнуть ультразвуковой обработке в этиловом спирте. Этим очищают свариваемые поверхности от загрязнений, и таким образом исключают влияние адсорбированных атомов внешней среды на качество шва. Без загрязнений качество шва улучшается.
Сборку выполнять можно с допущением зазора в стыке и смещений по высоте свариваемых буртов, не превышающих 10% от толщины тонкостенной детали. При этом обеспечивают плотный контакт свариваемых буртов, исключают образование воздушных полостей между буртами, наличие которых являются причиной прожога бурта тонкостенной детали. Отсутствие зазоров улучшает качество шва.
Для того чтобы обеспечить возможность сварки разнородных металлов, в том числе в инертной среде, необходимо учитывать их теплофизические и физико-химические характеристики.
Для соединения тонкостенной и толстостенной деталей целесообразно применение способа сварки с минимальным тепловложением - лазерная или лазерная импульсная сварка.
Данный способ позволяет получить надежное соединение из разнородных металлов только при выдерживании указанных параметров буртов. Причем геометрические размеры буртов подобраны с учетом теплофизических свойств соединяемых металлов.
Краткое описание фигур чертежа
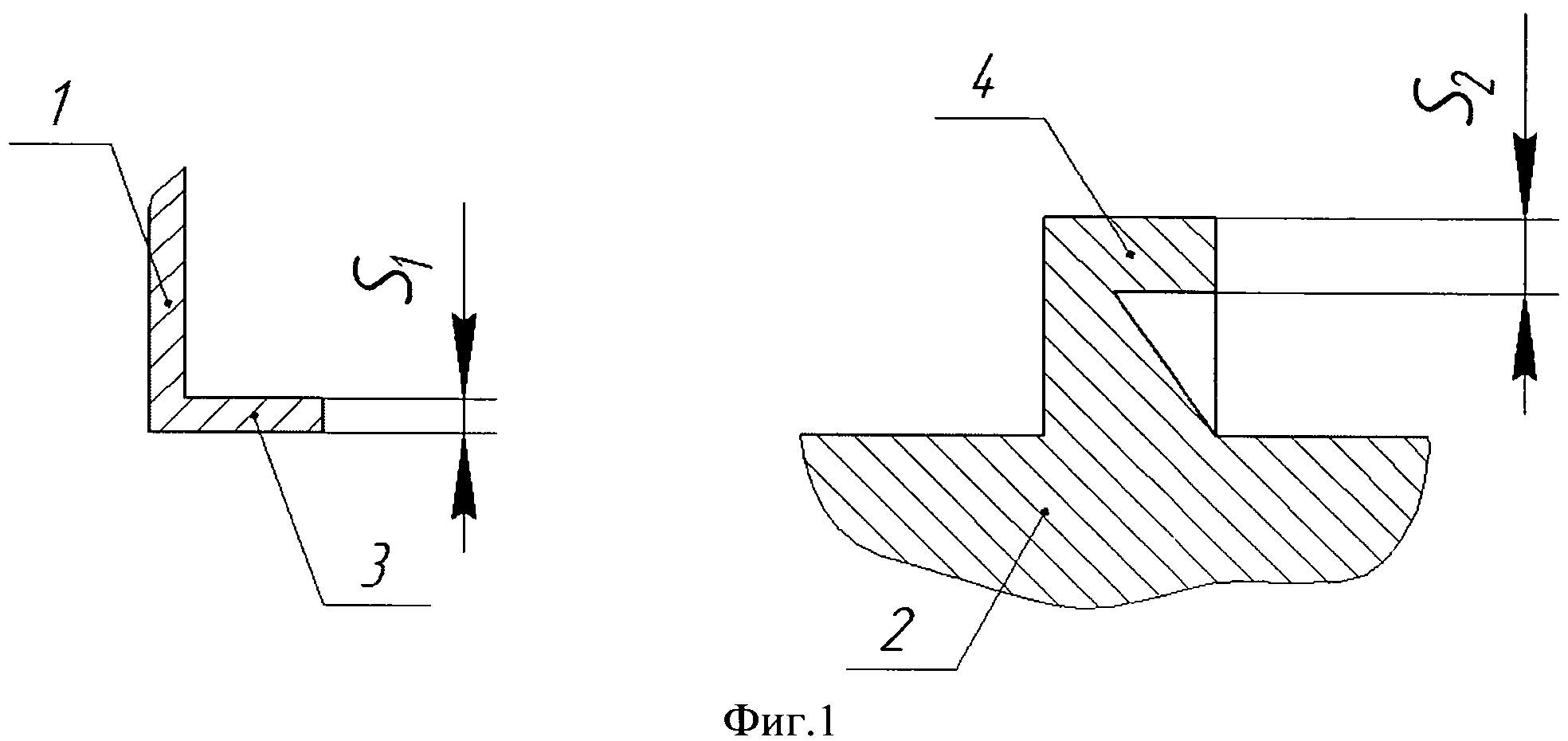
На фиг.1 показано поперечное сечение свариваемых деталей с выполненными технологическими буртами.
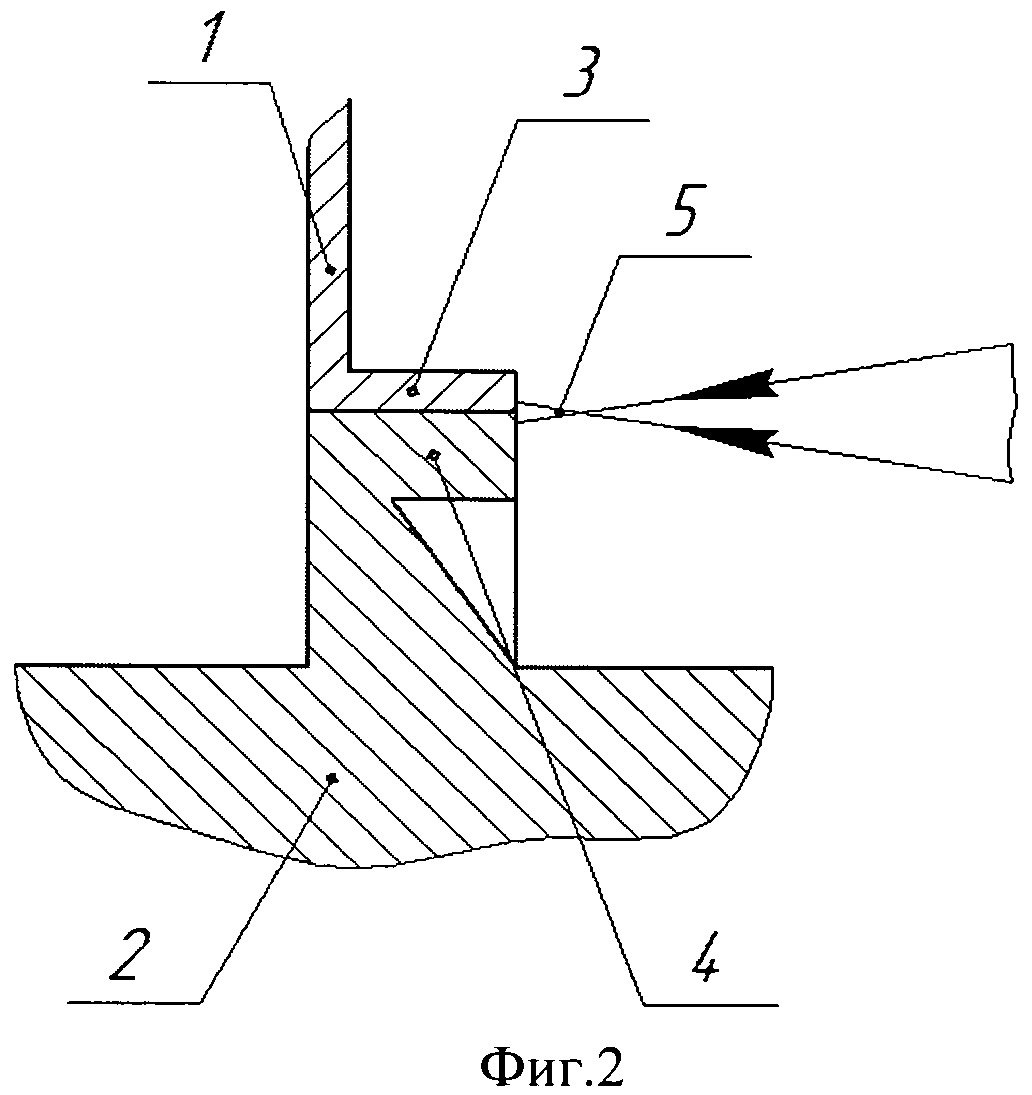
На фиг.2 показано соединение деталей перед сваркой.
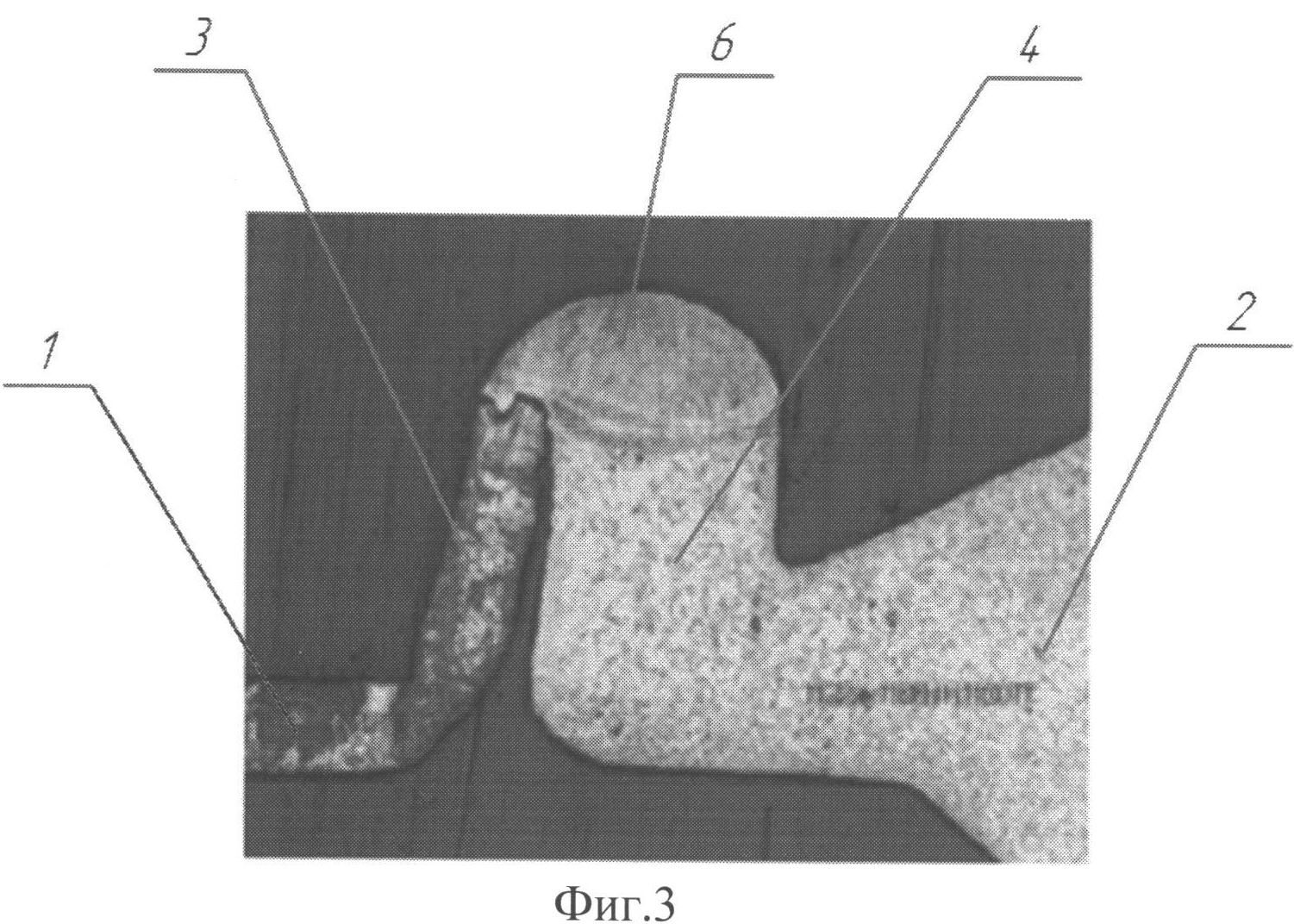
На фиг.3 показано поперечное сечение сварного соединения М1+12Х18Н10Т.
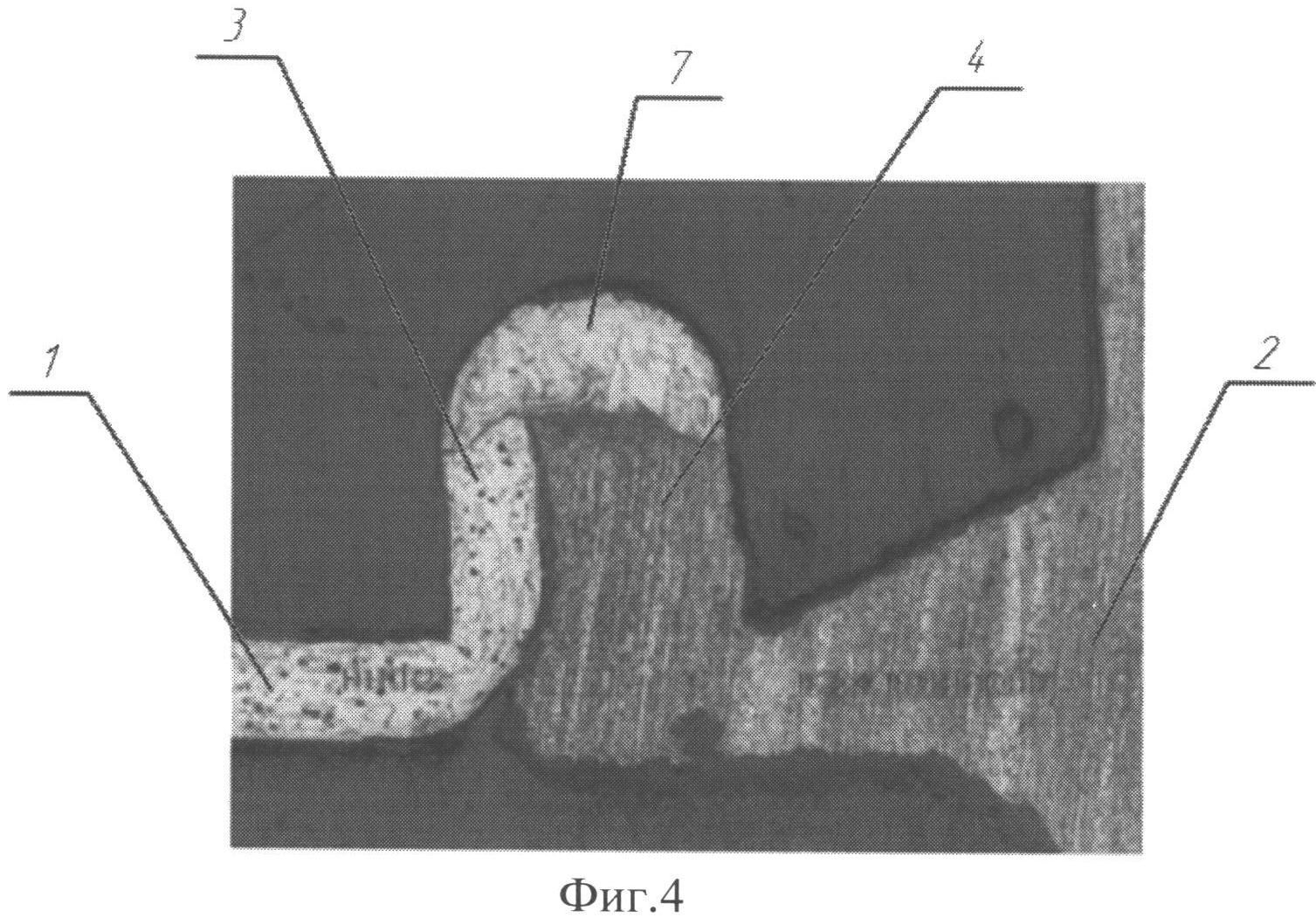
На фиг.4 показано поперечное сечение сварного соединения НП2+12Х18Н10Т.
Варианты осуществления изобретения
В качестве материала тонкостенной детали применяют медь марки M1 ГОСТ 1173-2006 и никель марки НП2 ГОСТ 2170-73.
Материал толстостенной детали - нержавеющая сталь 12Х18Н10Т ГОСТ 4986-79.
Таким образом, в данной работе авторы рассматривают сварку деталей разной толщины из разнородных металлов в следующем сочетании: М1+12Х18Н10Т и НП2+12Х18Н10Т.
На фиг.1 представлены тонкостенная деталь 1 и толстостенная деталь 2, на которых выполнены технологические бурты 3 и 4. В рассматриваемом варианте выполнения сварки геометрические размеры свариваемых деталей 1 и 2 весьма малы, поэтому для экспериментального подтверждения правильности предлагаемой сварной конструкции в качестве примера рассматривают импульсную лазерную сварку.
Толщину бурта 4 детали 2 определяют по формуле: S2=(1+Δ)·S1, где Δ=R2-R1, R1 - коэффициент отражения детали 2, R2 - коэффициент отражения детали 1, S1 - толщина бурта 3 детали 1, S2 - толщина бурта 4 детали 2. Коэффициент отражения меди детали 1 составляет R2=0,91, часть энергии лазерного луча 5 отражается поверхностью детали 1. При этом поглощается меньше энергии лазерного луча 5 буртом 3 и он меньше нагревается. Коэффициент отражения нержавеющей стали меньше, чем у меди, Следовательно, бурт 4 поглощает больше энергии, чем бурт 3. Поэтому, для равномерного нагрева буртов 3 и 4 необходимо, чтобы толщина бурта 4 была больше толщины бурта 3. Поэтому, чтобы обеспечить равномерное расплавление буртов 3 и 4 свариваемых деталей 1 и 2, учитывают коэффициенты отражения свариваемых деталей 1 и 2.
Импульсную лазерную сварку разнотолщинных деталей 1 и 2 осуществляют следующим образом. Формируют технологический бурт 3 высотой в 3-4 раза больше толщины детали 1. Формируют бурт 4 высотой, равной высоте бурта 3, толщиной, зависящей от коэффициента отражения свариваемых деталей 1 и 2 по формуле S2=(1+Δ)·S1.
Если толщина S2 бурта 4 детали 2 меньше толщины S1 бурта 3 детали 1, это приводит к неравномерному нагреву деталей 1 и 2 при сварке, следовательно, к отсутствию взаимного расплавления буртов 3 и 4 и формированию сварных швов 6 и 7 нестабильного качества.
Если высота бурта 3 детали 1 меньше 3-4 толщины самой детали 1, то материала бурта 3 недостаточно для формирования номинального сечения сварного шва 6 и образуются несплавления или подрезы, что может ухудшить качество сварного шва 6. Если же высота бурта 3 детали 1 больше 3-4 толщины самой детали 1, то происходит неполное расплавление бурта 3 с искажением формы сварного шва 6, так как образуется избыток материала для формирования сварного шва 6.
Форма бурта 4 объясняется тем, что необходимо уменьшить тепловое воздействие на деталь 2 при сварке и обеспечить более равномерный нагрев буртов 3 и 4.
Перед сборкой поверхности контакта буртов 3 и 4 подвергают ультразвуковой обработке в этиловом спирте. Свариваемые детали 1 и 2 устанавливают в специальном сборочно-сварочном приспособлении, обеспечивают плотный контакт поверхностей буртов 3 и 4 таким образом, как это показано на фиг.2. При этом зазор и смещение свариваемых буртов 3 и 4 не превышает 10% от толщины детали 1. Сборочно-сварочное приспособление обеспечивает беспрепятственный доступ лазерного луча 5 и защитного газа в зону сварки. Для защиты в процессе сварки сварных швов 6, 7 (на фиг.3 и 4) от окисления используют инертный газ. Далее лазерный луч 5 направляют на стык буртов 3, 4 и осуществляют прихватку детали 1 с деталью 2 отдельными точками в нескольких местах, равноудаленных друг от друга. Прихватку выполняют на том же режиме, на котором затем выполняют сварку.
Сварку выполняют по стыку деталей 1 и 2. В процессе взаимодействия лазерного луча 5 со свариваемыми буртами 3 и 4 производят их нагрев и дальнейшее расплавление. Различие теплофизических свойств и коэффициентов отражения лазерного луча 5 компенсируют формой выполнения буртов 3, 4 и их геометрическими размерами. В результате сварные швы 6 и 7 формируют с равномерным оплавлением технологических буртов 3 и 4 свариваемых деталей 1 и 2.
Как показано на фиг.3, металл шва 6 плотный, без дефектов. В сварном шве 6 происходит взаимное расплавление меди бурта 3 и нержавеющей стали бурта 4.
Как показано на фиг.4, более стабильное формирование сварного шва 7 наблюдается при соединении никеля бурта 3 с нержавеющей сталью бурта 4. Характерной особенностью микроструктуры сварного шва 7 является дендритное или, другими словами, литое строение. В околошовной зоне соединение имеет аустенитную структуру. Границы аустенитных зерен совпадают с границами первичных кристаллов. В сварном шве 7 благодаря высокой стабильности аустенитной структуры вторичная кристаллизация не наблюдается, так как после затвердевания сварной ванны фиксируется первичная структура. Вследствие этого обстоятельства металл шва 7 имеет более однородную структуру, не наблюдается появление внутренних напряжений, которые способствуют развитию микротрещин и, как правило, нарушению герметичности шва 7.
Практика показала, что, при соблюдении требований к сборке деталей 1, 2 и при выдерживании необходимых геометрических размеров буртов 3, 4, сварные швы 6, 7 имеют высокое качество.
Таким образом, выполнение бурта 3 на детали 1 и выполнение бурта 4 на детали 2 позволяет не только повысить стабильность качества сварных швов 6 и 7, но и обеспечить их герметичность. В результате проведенных экспериментов было подтверждено, что при импульсной лазерной сварке деталей 1 и 2 разной толщины из разнородных металлов происходит взаимное расплавление буртов 3 и 4. При этом сварные швы 6 и 7 герметичны, не имеют наружных и внутренних дефектов и дефектов микроструктуры.
Промышленная применимость
Наиболее эффективно выглядит использование предложенного способа в силовых узлах конструкций ответственного назначения, где предъявляются высокие требования по обеспечению герметичности сварных соединений. То есть, там где в конструкции присутствует необходимость соединения деталей разной толщины, выполненных из разнородных металлов, и предъявляются повышенные требования к геометрии изделия, в целом, и к качеству сварных швов, в частности.
Предлагаемый вариант конструкции сварного соединения обеспечивает технический эффект, заключающийся в повышении качества сварных соединений.
В целом, рассмотренный вариант выполнения изобретения может быть реализован на существующем в настоящее время оборудовании с использованием имеющихся материалов. Это показывает его работоспособность и подтверждает промышленную применимость.
Инициирующее устройство
Приспособление для изготовления оболочек из композиционных материалов
Инициирующее устройство с временной задержкой срабатывания и способ его сборки
Способ изготовления термостойких светочувствительных взрывчатых составов и светодетонатор на их основе
Способ обогащения газообразных изотопных смесей и газовая центрифуга для его осуществления
Способ переработки жидких радиоактивных отходов
Способ двухлучевой лазерной сварки
Электрод-инструмент для электроэрозионной обработки сферических поверхностей
Обратный клапан
Фотонная вычислительная машина
Инициирующее устройство
Приспособление для изготовления оболочек из композиционных материалов
Инициирующее устройство с временной задержкой срабатывания и способ его сборки
Способ изготовления термостойких светочувствительных взрывчатых составов и светодетонатор на их основе
Способ обогащения газообразных изотопных смесей и газовая центрифуга для его осуществления
Способ переработки жидких радиоактивных отходов
Способ двухлучевой лазерной сварки
Электрод-инструмент для электроэрозионной обработки сферических поверхностей
Обратный клапан
Фотонная вычислительная машина

