Результат интеллектуальной деятельности: СПОСОБ КОМПЬЮТЕРНОГО ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКОГО ЦИКЛА ПРОИЗВОДСТВА МЕТАЛЛОПРОДУКЦИИ
Вид РИД
Изобретение
Изобретение относится к компьютерному проектированию технологического процесса производства металлоизделий, состоящего из последовательности процессов: получения заготовки литьем, обработки давлением и термообработки литой заготовки.
Известен способ компьютерного проектирования технологического цикла производства металлопродукции, состоящего из последовательности операций получения литой заготовки, обработки давлением и термообработки литого изделия, включающий определение плотности, теплоемкости и теплопроводности материала металлоизделия, определяемых с помощью испытаний стандартных образцов на калориметре, термическом анализаторе и дилатометре, определение сопротивления деформации материала металлоизделия путем испытаний стандартных образцов на растяжение и сжатие, компьютерного проектирования процесса получения литого изделия с помощью вычислительной среды конечно-элементного анализа THERCAST (http://wvm.transvalor.com/en/cmspages/thercast.6.html), проводимого на основе данных проведенных испытаний для определения значений плотности, теплоемкости, теплопроводности, сопротивления деформации, проектирование процессов обработки давлением и термообработки литого изделия с помощью вычислительной среды конечно-элементного анализа FORGE NXT (http://www.transvalor.com/en/cmspages/forge-nxt.32.html) на основе данных проведенных испытаний для определения плотности, теплоемкости, теплопроводности и сопротивления деформации.
Данный способ не позволяет применять для компьютерного проектирования процессов получения литого изделия никакие другие вычислительные среды конечно-элементного анализа, кроме THERCAST. Данный способ не позволяет применять для проектирования процессов обработки давлением и термообработки литых изделий никаких иных вычислительных сред конечно-элементного анализа, кроме FORGE NXT. Поэтому при данном способе компьютерного проектирования из-за отсутствия возможности комбинирования различных вычислительных сред конечно-элементного анализа при моделировании процессов получения литой заготовки, обработки давлением и термообработки литых изделий снижается эффективность компьютерного проектирования.
Технический результат изобретения - повысить вариативность комбинирования вычислительных сред конечно-элементного анализа при компьютерном проектировании технологических циклов производства металлопродукции, а также проведение сравнительного анализа результатов компьютерного проектирования технологических циклов производства металлопродукции, полученных при использовании сочетаний различных вычислительных сред конечно-элементного анализа предназначенных для компьютерного проектирования процессов литья, обработки давлением и термообработки литых изделий. При этом по результатам сравнительного анализа появляется возможность разработки рекомендаций по повышению эффективности проектируемого технологического цикла производства металлопродукции. Например, проведя моделирование процесса обработки давлением непрерывнолитой заготовки с помощью THERCAST и FORGE NXT, а затем проведя моделирование этого же процесса обработки давлением с помощью ProCAST и DEFORM-3D или, например, QForm и ProCAST, получают компьютерные модели одного и того же процесса, но созданные с применением различных вычислительных сред конечно-элементного анализа. При этом эти модели можно сравнивать, в том числе по тому, как обработка металлов давлением повлияла, например, на изменение плотности деформируемой непрерывнолитой заготовки. Наличие двух или более компьютерных моделей исследуемого процесса поможет инженеру повысить эффективность разрабатываемых рекомендаций, оптимизировать процесс, имея в распоряжении более широкий спектр данных.
Указанный технический результат достигается тем, что данные, полученные по результатам компьютерного проектирования процессов литья в вычислительной среде конечно-элементного анализа, предназначенной для компьютерного проектирования процессов литья, вне зависимости от ее версии и разработчика передаются в качестве входных данных в вычислительную среду конечно-элементного анализа для проектирования процессов обработки давлением и термообработки литых изделий вне зависимости от ее разработчика и версии.
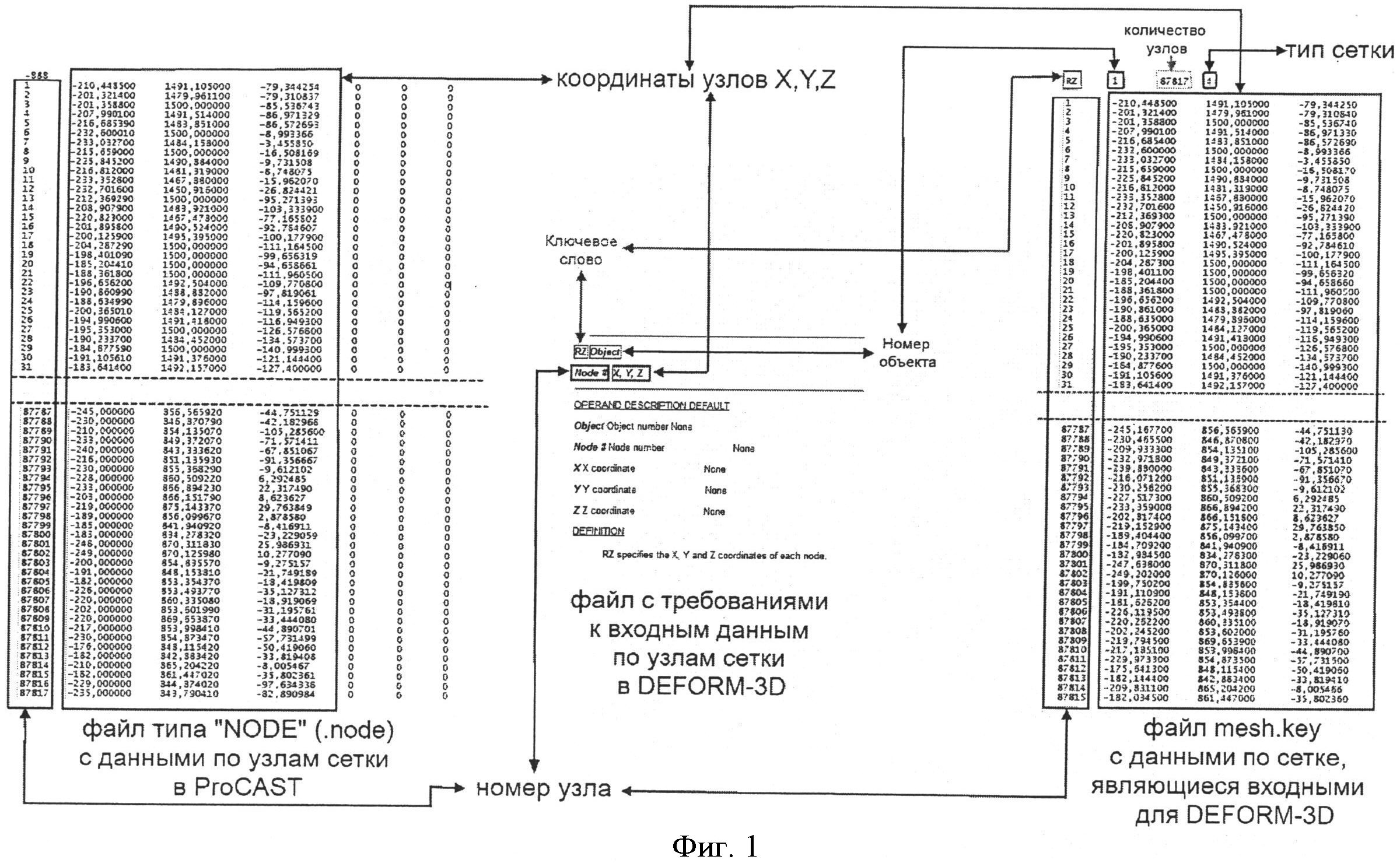
Технический результат достигается на примере проектирования процесса получения слитка и последующей прошивки слитка на прессе с использованием вычислительных сред конечно-элементного анализа ProCAST (http://www.esi-group.com/products/casting/casting-simulation-suite) и DEF0RM-3D (www.deform.com). Вначале проводят испытания стандартных образцов материала слитка и определяют плотность, теплоемкость, теплопроводность и сопротивление деформации. Затем данные об этих свойствах вводят в препроцессор ProCAST и проектируют процесс получения слитка. По завершении проектирования в вычислительной среде конечно-элементного анализа ProCAST данные об узлах сетки конечных элементов сохраняют в файл с расширением «.node», данные об элементах сетки конечных элементов сохраняют в файл с расширением «.elem», данные о температуре слитка - в файл с расширением «.ntl», данные о пористости - в еще один файл с расширением «.ntl». После этого в препроцессоре DEFORM-3D создают пустой файл mesh.key. После этого на экран монитора выводят файл с расширением «.node» с данными об узлах сетки конечных элементов, созданный по результатам проектирования в ProCAST. Одновременно с этим на экран монитор выводят требования к входным данным об узлах сетки конечных элементов, импортируемым в DEFORM-3D. Из файла с данными об узлах сетки конечных элементов выделяют данные, соответствующие требования к данным об узлах сетки конечных элементов, импортируемым в DEFORM-3D, затем копируют эти соответствующие данные и вставляют их в файл mesh.key (фиг. 1).
Аналогично выбирают данные, соответствующие требованиям к импортируемым в DEFORM-3D данным из файлов с данными об элементах сетки конечных элементов (с расширением «.elem»), с данными о температуре слитка (с расширением «.ntl»), с данными о пористости (с расширением «.ntl») и вставляют их в файл mesh.key. Затем файл mesh.key открывают в препроцессоре DEFORM-3D, получают модель слитка с сеткой конечных элементов (фиг. 2), идентичной сетке, полученной при проектировании в ProCAST. После этого в DEFORM-3D у слитка отрезают прибыльную часть с усадочной раковиной так, как это делают перед обработкой давлением (фиг. 3-4). Далее вводят данные в препроцессор DEFORM-3D, полученные по результатам стандартных испытаний по определению плотности, теплоемкости, теплопроводности и сопротивления деформации материала слитка, затем в DEFORM-3D проектируют процесс прошивки на прессе (фиг. 5).
Способ компьютерного проектирования технологического цикла производства металлопродукции, позволяющий повысить вариативность комбинирования вычислительных сред конечно-элементного анализа при компьютерном проектировании технологических циклов производства металлопродукции, а также проводить сравнительный анализ результатов компьютерного проектирования технологических циклов производства металлопродукции, полученных при использовании сочетаний различных вычислительных сред конечно-элементного анализа, предназначенных для компьютерного проектирования процессов литья, обработки давлением и термообработки литых изделий, состоящий из последовательности операций литья, обработки давлением и термообработки, включающий определение плотности, теплоемкости и теплопроводности материала металлоизделия, определяемых с помощью испытаний стандартных образцов на калориметре, термическом анализаторе и дилатометре, определение сопротивления деформации материла металлоизделия путем испытаний стандартных образцов на растяжение и сжатие на испытательной машине, компьютерном проектировании с помощью среды конечно-элементного анализа для проектирования процессов литья процесса получения литого изделия на основе данных проведенных испытаний для определения значений указанных свойств, проектировании процессов обработки давлением и термообработки с помощью вычислительной среды конечно-элементного анализа для проектирования процессов обработки давлением и термообработки, отличающийся тем, что файлы базы данных, полученной по результатам компьютерного проектирования процессов литья, выводят на экран монитора, одновременно с этим на экран монитора выводят требования к данным, импортируемым в среду компьютерного проектирования процессов обработки давлением и термообработки, из файлов базы данных, полученной по результатам компьютерного проектирования операций литья, выделяют данные, подходящие под требования к импортируемым в среду компьютерного проектирования процессов обработки давлением и термообработки данным, и копируют их, затем создают пустой файл, вставляют в пустой файл предварительно скопированные данные, сохраняют полученный файл, открывают сохраненный файл в среде компьютерного проектирования процессов обработки давлением и термообработки и, используя эти данные, начинают компьютерное проектирование процессов обработки давлением и термообработки.
Литейная аустенитная высокопрочная коррозионно-стойкая в неорганических и органических средах криогенная сталь и способ ее получения
Способ подготовки заготовки к винтовой прокатке
Способ прошивки в стане винтовой прокатки
Литниковая система для заливки лопаток из жаропрочных сплавов для газотурбинного двигателя в формы, изготовленные автоматизированным способом
Алмазный инструмент на гальванической связке
Способ нанесения комбинированных pvd/cvd/pvd покрытий на режущий твердосплавный инструмент
Устройство для закрепления и регулировки прицельного приспособления на оружии
Способ изготовления керамических плавильных тиглей
Способ определения площади контакта оправки и заготовки при винтовой прошивке
Способ заделки дефектов в литых деталях из магниевых сплавов
Способ раскатки трубных заготовок
Магниевый сплав и способ получения заготовок для изготовления биорезорбируемых систем фиксации и остеосинтеза твердых тканей в медицине
Стан винтовой прокатки
Стан винтовой прокатки
Способ оценки длины волокна заготовки при плоском деформированном состоянии
Способ изготовления заготовок из антифрикционной бронзы литьем с последующей экструзией

