Результат интеллектуальной деятельности: СПОСОБ ВЫПОЛНЕНИЯ МЕТАЛЛИЧЕСКОГО УСИЛЕНИЯ ЛОПАТКИ ТУРБОМАШИНЫ
Вид РИД
Изобретение
Настоящее изобретение касается способа выполнения металлического усиления металлической или композитной лопатки турбомашины.
Изобретение касается, в частности, способа выполнения металлического усиления передней кромки лопатки турбомашины.
Изобретение относится к области турбомашин, в частности к лопаткам вентилятора турбомашины, выполненным из композитного материала или металла, и передняя кромка которых содержит структурное металлическое усиление.
Настоящее изобретение применимо также для выполнения металлического усиления, предназначенного для усиления задней кромки лопатки турбомашины.
Известно, что передняя кромка соответствует передней части аэродинамического профиля, который находится на пути воздушного потока и который разделяет воздушный поток на внутренний поток воздуха и на наружный поток воздуха. Задняя кромка соответствует задней части аэродинамического профиля, где встречаются внутренний и наружный потоки воздуха.
Известно оснащение вентиляторных лопаток турбомашины, выполненных из композитных материалов, структурным металлическим усилением, располагаемым по всей высоте лопатки и за ее передней кромкой, как упомянуто в документе ЕР 1908919. Такое усиление позволяет защитить композитную систему лопаток при попадании в вентилятор постороннего предмета, например птицы, града или гравия.
В частности, структурное металлическое усиление защищает переднюю кромку композитной лопатки при исключении риска расслоения, разрыва волокна либо также повреждения, вызванного нарушением сцепления волокна с основой.
В классическом случае, лопатка турбомашины содержит аэродинамическую поверхность, простирающуюся в первом направлении между передней кромкой и задней кромкой и во втором направлении, по существу, перпендикулярном первому направлению, между ножкой и вершиной лопатки. Металлическое структурное усиление плотно облегает переднюю кромку аэродинамической поверхности лопатки и простирается в первом направлении за переднюю кромку аэродинамической поверхности лопатки для соединения профиля внутренней поверхности и наружной поверхности лопатки и во втором направлении между ножкой и вершиной лопатки.
В известном случае, металлическое структурное усиление представляет собой металлическую деталь, выполненную полностью фрезерованием из блока материала.
Однако металлическое усиление переднего края лопатки является сложной в изготовлении деталью, требующей множество повторяющихся операций и сложного оборудования, вызывающих значительное повышение стоимости выполнения.
В этом контексте задачей изобретения является решение вышеупомянутых проблем с использованием способа выполнения металлического усиления передней кромки или задней кромки лопатки турбомашины, позволяющего значительно уменьшить стоимость выполнения такой детали и упростить технологический процесс.
Задача решается способом выполнения металлического усиления передней кромки или задней кромки лопатки турбомашины, содержащей усилительную ножку и усилительную вершину, включающим следующие последовательные операции:
- этап изготовления нескольких истончающихся элементов V-образной формы, образующих различные секторы упомянутого металлического усиления, чтобы упомянутое металлическое усиление было разделено на несколько секторов, распределенных между упомянутой ножкой и упомянутой вершиной;
- этап размещения упомянутых секторов на оборудовании, повторяющем форму упомянутой передней кромки или упомянутой задней кромки упомянутой лопатки турбомашины;
- этап соединения различных секторов для образования упомянутого полного профиля упомянутого металлического моноблочного усиления путем рекомбинации различных секторов.
Благодаря изобретению металлическое структурное усиление выполняется быстро и просто из нескольких секторов, которые далее соединяются таким образом, чтобы образовать полное моноблочное усиление.
Выполнение металлического усиления путем рекомбинации нескольких секторов, изготовленных независимо, позволяет исключить отклонения, связанные с моноблочным изготовлением одной такой детали, и, в частности, на уровне тонких усилительных боковых поверхностей, которые имеют тенденцию к скручиванию.
Действительно, этап выполнения нескольких усилительных секторов позволяет ограничить напряжения, накапливающиеся в детали в процессе изготовления и, вследствие этого, вызывающие деформацию боковых поверхностей с тонкой стенкой в процессе изъятия детали из оборудования.
Такой способ выполнения позволяет, таким образом, избавиться от сложного изготовления усиления путем фрезерования из одного куска плоских моноблочных частей, требующих при изготовлении большого объема материала и, следовательно, значительных затрат при снабжении первичным материалом.
Способ по изобретению позволяет также существенно уменьшить стоимость изготовления такой детали.
Способ выполнения металлического усиления лопатки турбомашины по изобретению позволяет также обеспечить соответствие одной или нескольким представленным ниже характеристикам, рассматриваемым в отдельности или в совокупности всех технически возможных комбинаций:
- в процессе упомянутого этапа изготовления нескольких элементов, образующих упомянутые секторы упомянутого металлического усиления, каждый сектор изготовлен с помощью способа лазерного плавления;
- упомянутый этап соединения различных секторов выполнен способом диффузионной пайки;
- способ содержит этап конформации в горячем состоянии, выполняемый в процессе упомянутого этапа соединения;
- способ содержит этап удаления из формы упомянутого оборудования упомянутого металлического усиления, при этом упомянутое оборудование образовано несколькими подвижными секциями, а упомянутое удаление из формы осуществляется последовательным отведением упомянутых съемных секций;
- способ содержит этап финишной обработки упомянутого металлического усиления, включающий подэтап полирования упомянутого усиления и/или подэтап исправления боковых поверхностей упомянутого усиления;
- упомянутый этап соединения различных секторов осуществляется с помощью сварки; в этом случае предпочтительно, упомянутый этап соединения различных секторов осуществляется последовательно с помощью:
- этапа позиционирования упомянутых соединенных секторов, образующих упомянутое усиление на оборудовании, воспроизводящем форму упомянутой передней кромки или упомянутой задней кромки лопатки турбомашины;
- этапа термической обработки для снятия напряжений;
- этапа конформации в горячем состоянии;
- этапа удаления из формы упомянутого оборудования упомянутого металлического усиления, при этом упомянутое оборудование образовано съемными секциями, расположенными между упомянутой ножкой и упомянутой вершиной упомянутого усиления;
- этапа финишной обработки упомянутого металлического усиления, включающего этап полирования поверхности упомянутого усиления и/или один подэтап исправления боковых поверхностей упомянутого усиления.
Объектом изобретения является также способ ремонта лопатки турбомашины, содержащей изношенное металлическое усиление задней кромки или передней кромки упомянутой лопатки, при этом упомянутый способ включает:
- этап разъединения упомянутого металлического усиления с упомянутой лопаткой;
- этап выполнения металлического усиления передней кромки или задней кромки лопатки турбомашины в соответствии с изобретением;
- этап соединения упомянутого металлического усиления, выполненного в процессе предыдущего этапа, с упомянутой лопаткой турбомашины.
Объектом изобретения является также оборудование для осуществления способа выполнения металлического усиления лопатки турбомашины по изобретению, содержащего несколько съемных секций.
Оборудование по изобретению может также соответствовать одной или нескольким ниже представленным характеристикам, рассматриваемым в отдельности или в любых технически возможных комбинациях:
- упомянутое оборудование содержит количество съемных секций, превышающее количество секторов усиления;
- упомянутое оборудование выполнено из материала с коэффициентом расширения, превышающим коэффициент расширения материала упомянутого усиления.
В дальнейшем изобретение поясняется нижеследующим описанием, не являющимся ограничительным, со ссылками на сопровождающие чертежи, на которых:
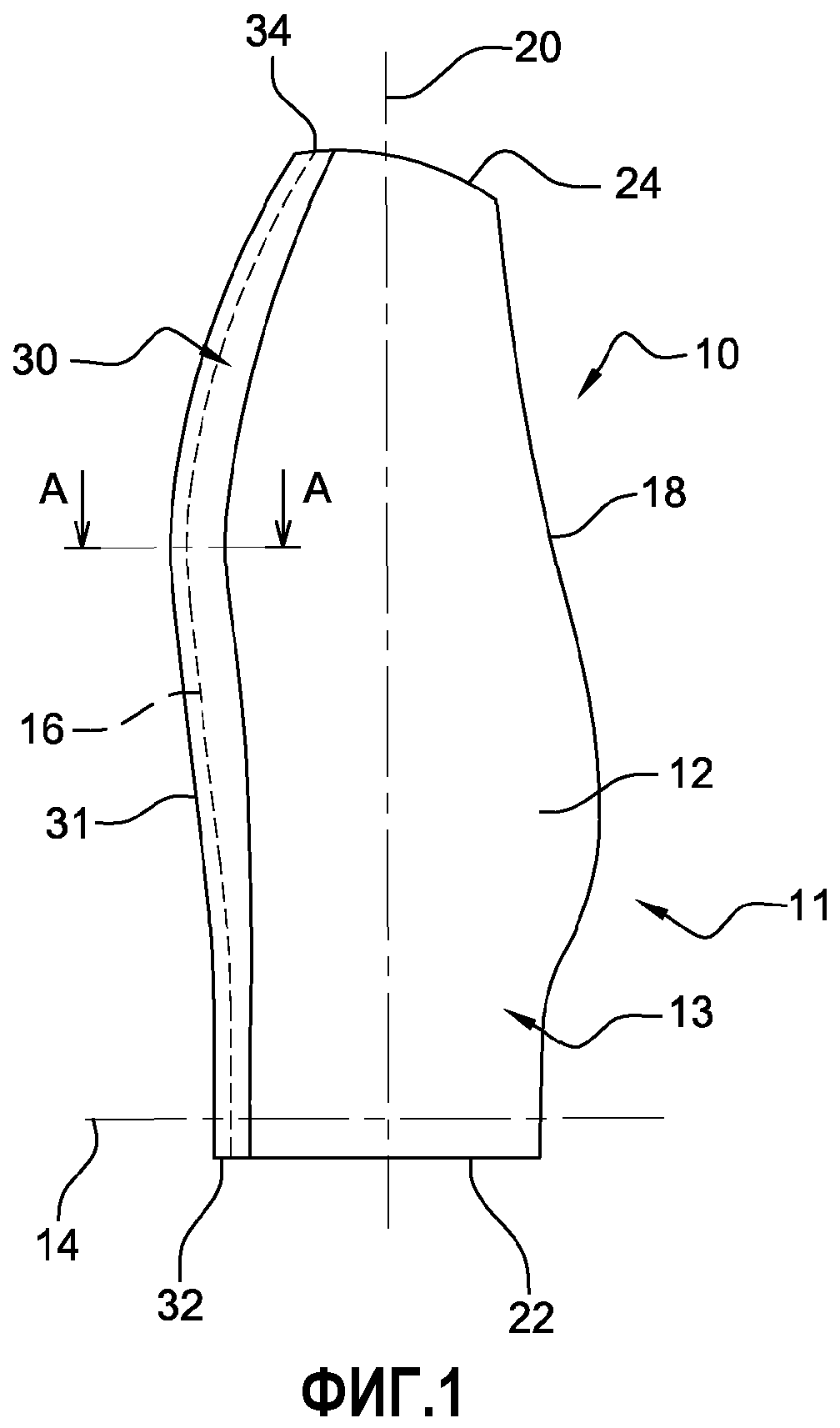
Фиг.1 изображает вид сбоку лопатки, содержащей структурное металлическое усиление передней кромки, полученное с помощью способа выполнения по изобретению;
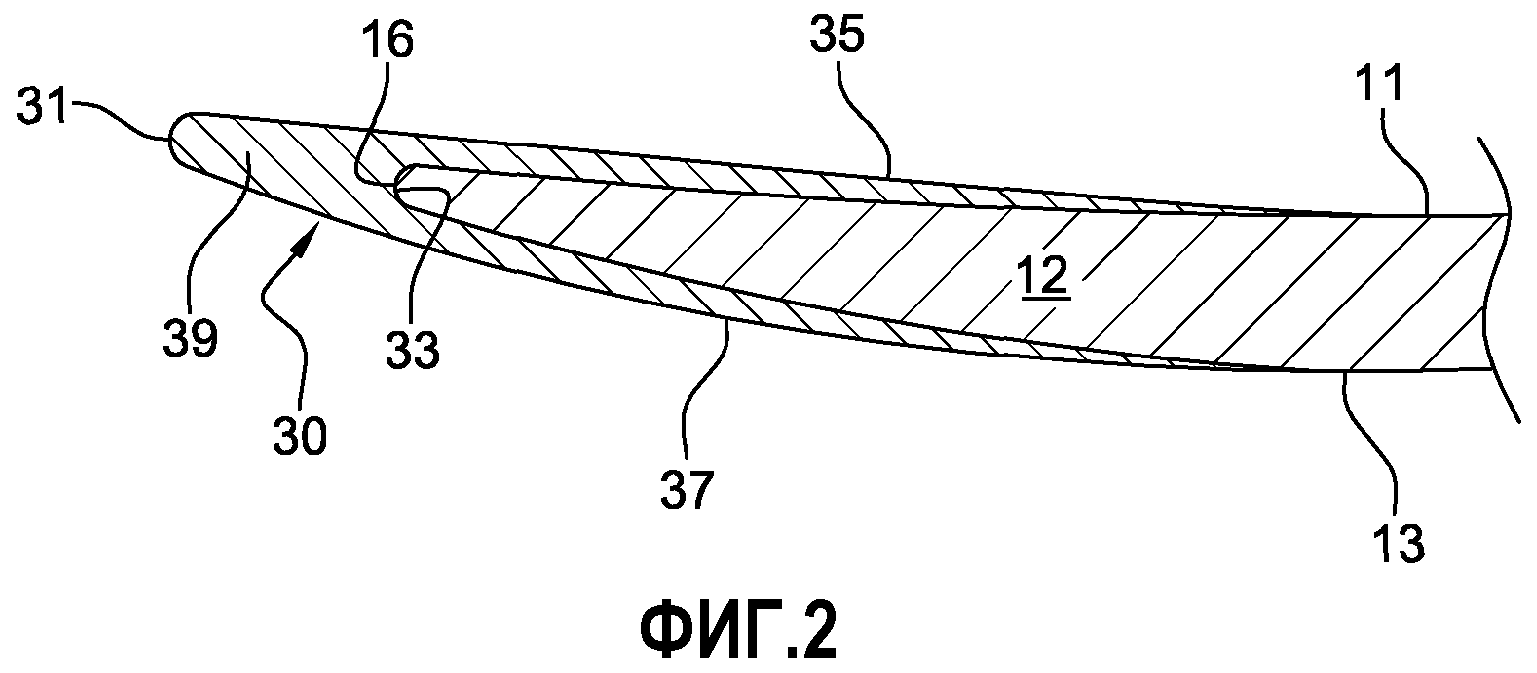
Фиг.2 изображает частичный вид в разрезе фиг.1 по плоскости разреза АА;
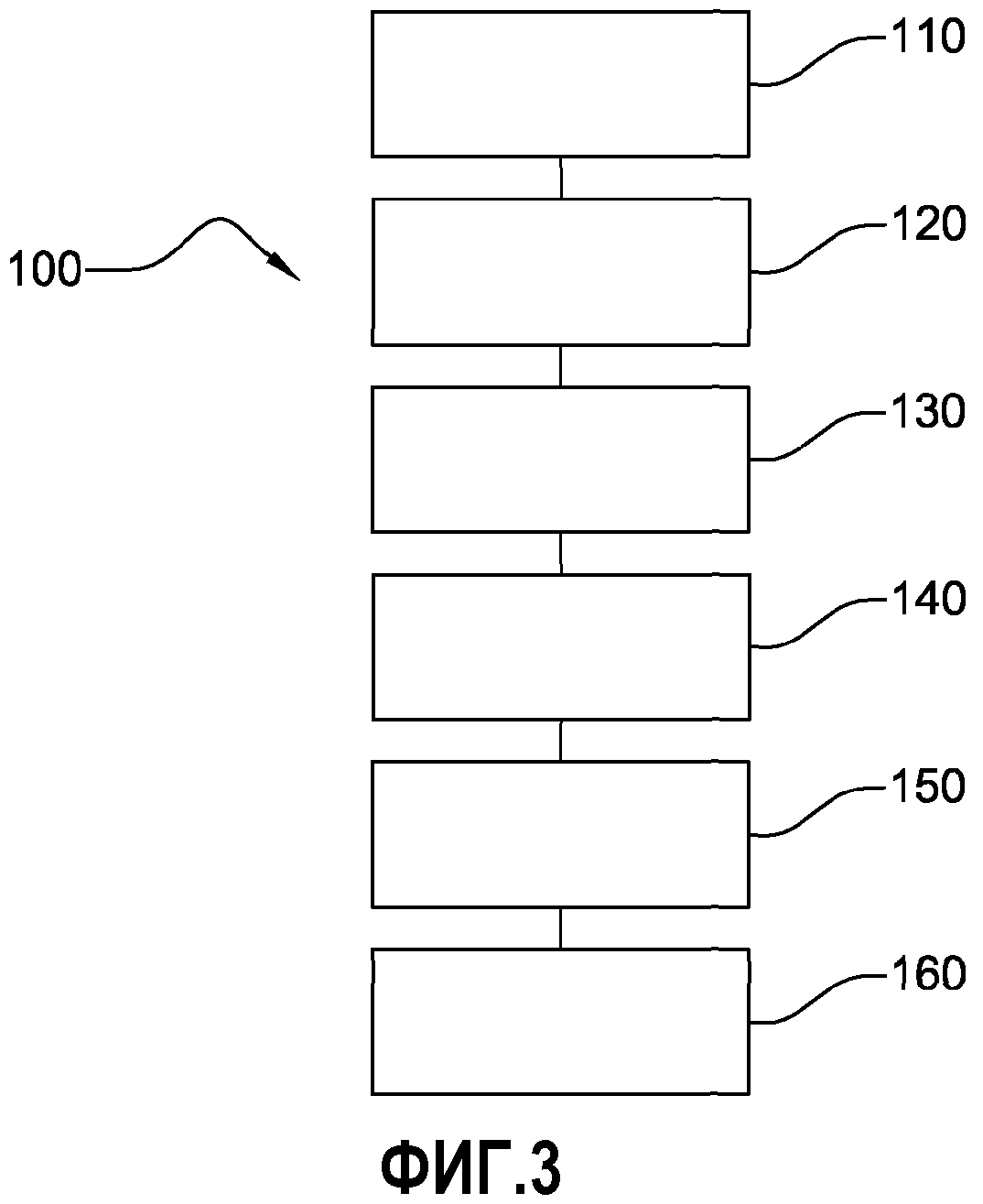
Фиг.3 является синоптической схемой, представляющей основные этапы изготовления структурного металлического усиления передней кромки лопатки турбомашины способом выполнения усиления по изобретению;
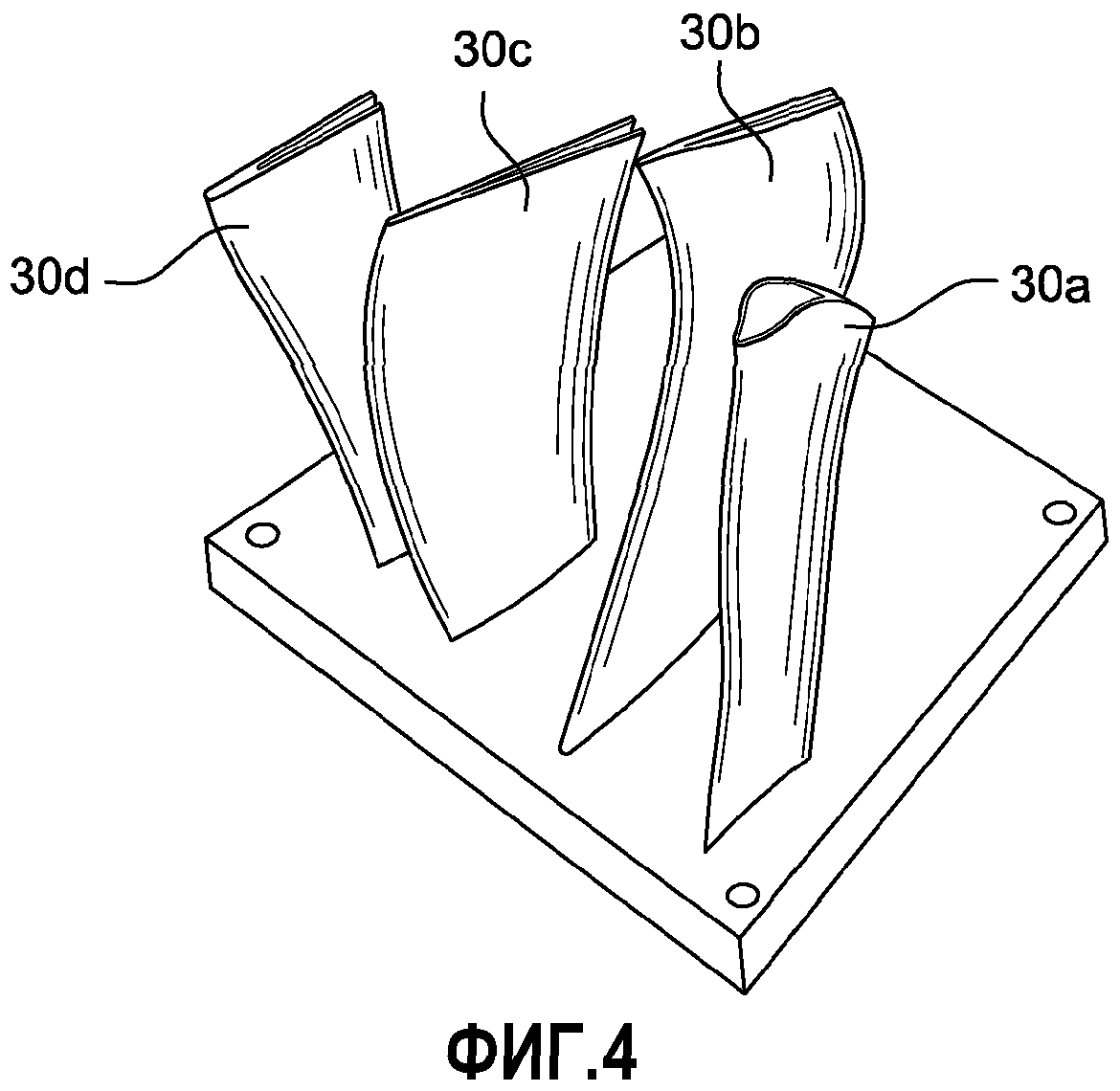
Фиг.4 изображает вид металлического усиления передней кромки лопатки турбомашины в процессе первого этапа способа, представленного на фиг.3;
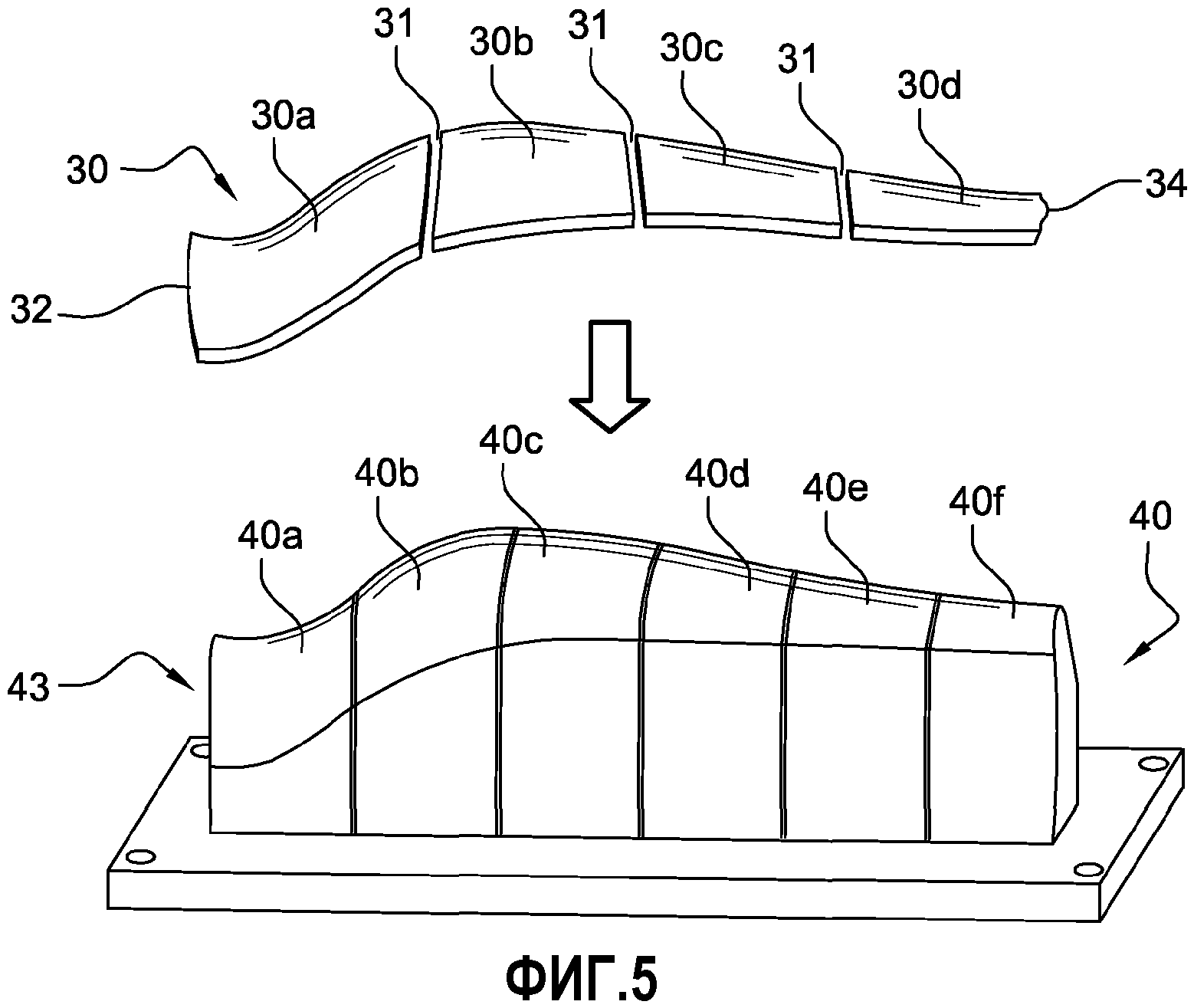
Фиг.5 изображает вид металлического усиления передней кромки лопатки турбомашины в процессе второго этапа способа, представленного на фиг.3;
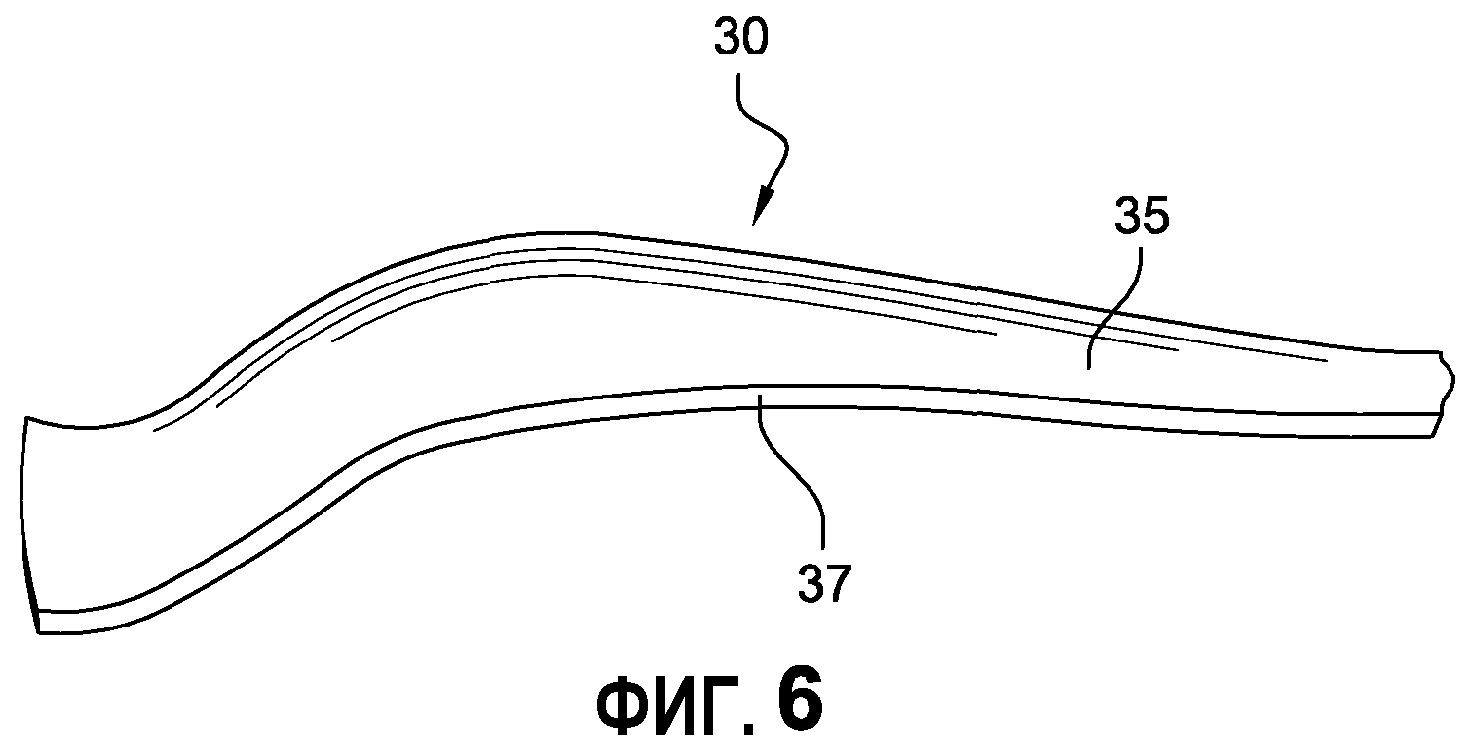
Фиг.6 изображает вид металлического усиления передней кромки лопатки турбомашины в ее окончательном виде, полученного способом выполнения по изобретению, представленного на фиг.3.
На всех чертежах одинаковые элементы обозначены одинаковыми позициями за исключением противоположного уточнения.
Фиг.1 изображает вид сбоку лопатки, содержащей структурное металлическое уплотнение передней кромки, полученное с помощью способа по изобретению.
Изображенная лопатка 10 является, например, подвижной лопаткой вентилятора турбомашины (не изображенной на чертеже).
Лопатка 10 содержит аэродинамическую поверхность 12, простирающуюся в первом осевом направлении 14 между передней кромкой 16 и задней кромкой 18 и во втором радиальном направлении 20, по существу, перпендикулярном первому направлению 14, между ножкой 22 и вершиной 24.
Аэродинамическая поверхность 12 образует наружную поверхность 13 и внутреннюю поверхность 11 лопатки 10, при этом наружная поверхность 13 лопатки 10 изображена на фиг.1. Внутренняя поверхность 11 и наружная поверхность 13 образуют боковые поверхности лопатки 10, которые связывают переднюю кромку 16 с задней кромкой 18 лопатки 10.
В этом варианте воплощения лопатка 10 является композитной лопаткой, получаемой обычно складыванием тканого композитного материала. Например, используемый композитный материал может состоять из соединения тканых углеродных волокон и полимерной основы, причем узел отформован литьем под давлением с помощью вакуумного способа литья полимера типа RTM ("Resin Transfer Molding").
Лопатка 10 содержит структурное металлическое усиление 30, приклеенное на уровне ее передней кромки 16, которое простирается одновременно в первом направлении 14 за передней кромкой 16 аэродинамической поверхности 12 лопатки 10 и во втором направлении 20 между ножкой 22 и вершиной 24 лопатки.
Как изображено на фиг.2, структурное усиление 30 охватывает форму передней кромки 16 аэродинамической поверхности 12 лопатки 10, которую оно продолжает для формирования передней кромки 31, называемой передней кромкой усиления.
В классическом случае, структурное усиление 30 является моноблочной деталью, имеющей сечение V-образной формы с основанием 39, образующим переднюю кромку 31, продолженным двумя боковыми поверхностями 35 и 37, охватывающими соответственно внутреннюю поверхность 11 и наружную поверхность 13 аэродинамической поверхности 12 лопатки. Боковые поверхности 35, 37 имеют тонкий профиль или истончающийся в направлении задней кромки лопатки.
Основание 39 имеет скругленный внутренний профиль 33, способный округло охватывать переднюю кромку 16 лопатки 10.
Структурное усиление 30 является металлическим и, предпочтительно, на основе титана. Преимуществом этого материала является большая способность поглощения энергии, вызванной ударами. Усиление наклеено на лопатку 10 с помощью известного специалистам клея, например цианоакрилата или эпоксидного.
Этот тип структурного металлического усиления 30, используемого для усиления композитной лопатки турбомашины, в частности, описан в заявке на патент ЕР1908919.
Способ по изобретению позволяет выполнить структурное усиление, как изображено на фиг.1, 2 и 6, при этом фиг.2 и 6 изображают усиление 30 в готовом виде.
Фиг.3 изображает синоптическую схему, иллюстрирующую основные этапы способа 100 выполнения структурного металлического усиления 30 передней кромки лопатки 10, изображенной на фиг.1 и 2.
Первый этап 110 способа выполнения 100 является этапом выполнения нескольких секторов 30а, 30b, 30с, 30d металлического усиления 30.
Фиг.4 изображает, в частности, различные секторы 30а, 30b, 30c, 30d, полученные на первом этапе 110.
Для этого металлическое усиление 30 предварительно разделено на несколько секторов в процессе проектирования или в процессе построения цифровой модели.
В соответствии с предпочтительным вариантом изобретения различные секторы усиления 30 изготавливаются независимо способом быстрого макетирования и, в особенности, с помощью способа лазерного плавления. Действительно, лазерное плавление является способом, который позволяет выполнить каждый сектор усиления 30 осаждением нескольких последовательных слоев материала, что позволяет легко создавать сложные формы и, в частности, истончающуюся V-образную форму металлического усиления 30 с малыми толщинами на уровне боковых поверхностей 35, 37.
Способ лазерного плавления или способ спекания путем лазерного плавления является способом, известным специалисту, и рассмотрен во многих патентах, как, например, патентах ЕР 2060343 или ЕР 2125339; следовательно, заявитель не будет детально описывать принцип воплощения этого способа изготовления.
Выполнение металлического усиления 30 путем рекомбинации нескольких секторов 30a, 30b, 30c, 30d позволяет исключить отклонения, связанные с изготовлением такой детали за один проход из плоского моноблока, и, в частности, скручивание боковых поверхностей 35, 37 малой толщины.
Каждый сектор 30а, 30b, 30c, 30d, выполненный на первом этапе 110, образует часть основания 39, передней кромки 31 и плоских поверхностей 35, 37 конечного усиления 30.
Второй этап 120 способа выполнения 100 является этапом позиционирования различных секторов 30a, 30b, 30c, 30d на оборудовании 40 специальной формы для рекомбинации. Этот второй этап 120 позиционирования изображен на фиг.5.
Оборудование 40 образовано путем объединения нескольких секторов 40a, 40b, 40c, 40d, 40e, 40f, которые соединены так, чтобы образовать отпечаток 43, дополнительный к внутреннему профилю 33 усиления 30. Отпечаток 43 оборудования 40 соответствует, по существу, профилю лопатки 10, когда различные секторы 40b, 40c, 40d, 40e, 40f соединены.
Таким образом, в процессе второго этапа различные секторы 30a, 30b, 30c, 30d усиления 30 позиционированы сектор за сектором на оборудовании 40 так, чтобы образовать полностью профиль усиления на оборудовании. Форма оборудования 40 и, в частности, профиль отпечатка 43 выполнены таким образом, чтобы образовать желаемые очертания и профиль внутренней поверхности и наружной поверхности металлического усиления 30.
Предпочтительно, оборудование 40 содержит количество секторов, превышающее количество секторов усиления 30.
Третий этап 130 способа 100 изготовления является этапом соединения, или воссоединения, различных секторов 30a, 30b, 30c, 30d усиления 30 способом диффузионной пайки. Для этого, соединения 31 между каждым плотно прилегающим сектором 30a, 30b, 30c, 30d заполняются лентами припоя, полученными диффузионной пайкой из припоя в форме узкой полоски или порошка. Этот припой позволяет соединить различные секторы 30a, 30b, 30c, 30c для образования моноблочного усиления 30 с его конечным профилем.
Заявитель напоминает, что диффузионная пайка является операцией, заключающейся в обеспечении полной миграции припоя в материал основы до исчезновения расплавленной части припоя.
Диффузионная пайка позволяет, в частности, получить прекрасные результаты при соединении механически обработанных деталей относительно небольшого размера и со сложными профилями.
Четвертый этап 140 способа 100 изготовления является этапом конформации в горячем состоянии, выполняемым на том же формующем оборудовании, что и на предыдущих этапах, при этом оборудование затем помещается в печь, нагретую до температуры ковки используемого материала.
Этот этап конформации в горячем состоянии позволяет выполнить усиление 30 до получения его конечной формы.
Предпочтительным, чтобы оборудование 40 было изготовлено из материала, имеющего коэффициент расширения, превышающий коэффициент расширения материала усиления. Например, оборудование 40 может быть изготовлено из стали, когда усиление выполнено на базе титана. Профиль оборудования 40 и размеры оборудования 40 согласованы с учетом усадки различных используемых материалов.
В соответствии с предпочтительным вариантом изобретения этап 140 конформации в горячем состоянии выполняется в процессе этапа 130 диффузионной пайки.
Пятый этап 150 является этапом удаления формы оборудования 40 с упомянутого усиления 30. Для этого различные секторы 40a, 40b, 40c, 40d, 40e, 40f оборудования 40 являются съемными и способны индивидуально разбираться для облегчения удаления формы с усиления 30.
Для облегчения удаления формы оборудование 40 можно предварительно подготовить путем наложения защитного слоя на отпечаток 43 оборудования 40 для исключения приклеивания усиления 30 к оборудованию 40. В качестве примера, такой защитный слой может быть слоем окиси алюминия.
Наконец, шестой этап 160 способа 100 изготовления является этапом финишной обработки и исправления усиления 30 механической обработкой. Этот финишный этап 160 заключается, в частности:
- в исправлении боковых поверхностей 35, 37; этот этап, в частности, заключается в обработке по заданному профилю боковых поверхностей 35, 37 и в утончении боковых поверхностей внутренней поверхности и внешней поверхности 35, 37;
- в полировании усиления 30 для получения требуемого состояния поверхности.
Фиг.6 изображает усиление 30 в его конечном состоянии, полученном способом выполнения по изобретению.
В комбинации с этими основными этапами выполнения способ по изобретению может также содержать этапы неразрушающего контроля усиления 30, позволяющие удостовериться в геометрическом и металлургическом соответствии получаемого узла. В качестве примера видов неразрушающего контроля может быть приведен рентгенологический контроль.
В соответствии со вторым вариантом воплощения изобретения этап соединения, или воссоединения, различных усилений диффузионной пайкой заменен этапом соединения разных усилений сваркой, например электронным пучком.
Во втором варианте воплощения этап соединения сваркой выполняется без формующего оборудования. Этот этап осуществляют после этапа выполнения различных секторов усиления.
Таким образом, во втором варианте воплощения способ выполнения структурного металлического уплотнения 30 передней кромки лопатки 10, как изображено на фиг.1 и 2, включает:
- первый этап выполнения нескольких секторов 30a, 30b, 30c, 30d металлического усиления, например, способом лазерного плавления;
- второй этап соединения сваркой различных секторов 30a, 30b, 30c, 30d, образующих различные части усиления;
- третий этап позиционирования упомянутых секторов 30a, 30b, 30c, 30d, соединенных вместе на оборудовании, образующем внутренний отпечаток усиления и содержащем профиль передней кромки лопатки турбомашины;
- четвертый этап термической обработки для ослабления напряжений;
- пятый этап конформации в горячем состоянии;
- шестой этап удаления формы с металлического усиления 30 оборудования, при этом оборудование разделено на различные съемные секторы для облегчения удаления формы с усиления 30;
- финишный этап выполнения металлического усиления 30, включающий подэтап полирования поверхности усиления и/или подэтап исправления боковых поверхностей усиления 30.
Способ по изобретению был, в основном, описан для структурного металлического усиления на основе титана; во всяком случае, способ по изобретению применим также к материалам на основе никеля, а также на основе стали.
Изобретение было также описано для выполнения металлического усиления композитной лопатки турбомашины; во всяком случае, изобретение применимо также для выполнения металлического усиления задней кромки лопатки турбомашины.
Изобретение было, в частности, описано для способа лазерного плавления для выполнения первого этапа; во всяком случае, первый этап может быть выполнен по-другому, например, способом быстрого макетирования или способом механической обработки.
Целесообразность выполнения лазерным плавлением усиления из нескольких независимых секторов позволяет ограничить напряжения, накапливающиеся в детали в процессе способа изготовления путем лазерного плавления, а также деформацию тонкостенных боковых поверхностей при снятии детали с оборудования. Действительно, усиление содержит тонкостенные боковые поверхности, которые стремятся тем больше деформироваться в процессе снятия детали с оборудования, чем большими являются размеры детали.
Способ изготовления металлического усиления по изобретению хорошо совмещается с общим способом ремонта лопатки турбомашины, который таким образом, включает:
- первый этап отсоединения использованного металлического усиления пиролитическими средствами, позволяющими нагреть клей или полимер до температуры порядка от 100 до 400°С для размягчения и/или разрушения клея, используемого для соединения металлического усиления с лопаткой турбомашины;
- второй этап выполнения нового металлического усиления в соответствии с изобретением;
- и, наконец, третий этап соединения металлического усиления, изготовленного в процессе второго этапа, склеиванием с помощью известного специалисту клея для наклеивания усиления на лопатку, например цианоакрилата либо эпоксидного клея.
Другими преимуществами изобретения являются следующие:
- уменьшение стоимости производства;
- уменьшение времени изготовления;
- упрощение технологического процесса;
- уменьшение стоимости материала.
Механическая деталь, содержащая вставку из композитного материала
Способ формирования рельефных элементов, представляющих собой завихрители пограничного слоя
Способ восстановления формы подвижной лопатки газотурбинного двигателя, лопатка газотурбинного двигателя и газотурбинный двигатель, содержащий такую лопатку
Устройство для аксиального удержания лопаток, установленных на роторном диске газотурбинного двигателя
Модуль турбомашины, снабженный устройством для улучшения радиальных зазоров
Контроль зазора у вершины лопаток в турбине высокого давления турбомашины
Устройство производства электрической энергии в двухвальном газотурбинном двигателе
Выхлопной кожух газотурбинного двигателя, газотурбинный двигатель, дренаж выхлопного кожуха газотурбинного двигателя
Устройство подвески газотурбинного двигателя и газотурбинный двигатель, содержащий такое устройство подвески
Структурная или неструктурная соединительная стойка картера компрессора турбореактивного двигателя, промежуточный картер турбореактивного двигателя и турбореактивный двигатель
Механическая деталь, содержащая вставку из композитного материала
Способ формирования рельефных элементов, представляющих собой завихрители пограничного слоя
Способ восстановления формы подвижной лопатки газотурбинного двигателя, лопатка газотурбинного двигателя и газотурбинный двигатель, содержащий такую лопатку
Устройство для аксиального удержания лопаток, установленных на роторном диске газотурбинного двигателя
Модуль турбомашины, снабженный устройством для улучшения радиальных зазоров
Контроль зазора у вершины лопаток в турбине высокого давления турбомашины
Устройство производства электрической энергии в двухвальном газотурбинном двигателе
Выхлопной кожух газотурбинного двигателя, газотурбинный двигатель, дренаж выхлопного кожуха газотурбинного двигателя
Устройство подвески газотурбинного двигателя и газотурбинный двигатель, содержащий такое устройство подвески
Структурная или неструктурная соединительная стойка картера компрессора турбореактивного двигателя, промежуточный картер турбореактивного двигателя и турбореактивный двигатель

