Результат интеллектуальной деятельности: СПОСОБ СВОБОДНОГО ЛИТЬЯ, УСТАНОВКА ДЛЯ СВОБОДНОГО ЛИТЬЯ И ЛИТОЕ ИЗДЕЛИЕ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к способу литья (в дальнейшем в этом документе, называемому "способом свободного литья"), который обеспечивает получение литого изделия без использования литейной формы, которая традиционно считалась обязательной для литья, и к установке для свободного литья, надлежащим образом используемой для способа, и к литому изделию, полученному посредством способа и установки.
Уровень техники
[0002] Металлические изделия, выполненные со сложной формой, часто изготавливаются посредством литья. Литье является процессом производства, в котором металл, имеющий текучесть (расплавленный металл), затвердевает с требуемой формой, чтобы получать целевое литое изделие. В течение длительного времени считалось общеизвестным техническим фактом, что литейная форма, имеющая полость, подходящую для требуемой формы целевого литого изделия, является обязательным устройством для литья. Следовательно, традиционно используемые способы литья зачастую приводят к множеству проблем, вызываемых при использовании литейных форм. Проблемы заключаются, например, в дефектах литья (образование трещин при затвердевании, усадочная пористость, отверстия, образующиеся в результате обдувания газом и подобное), неравномерности литой структуры, снижении эффективности использования материала, негативном влиянии на окружающую среду и подобном. Предложен ряд технических подходов для того, чтобы разрешать каждую из традиционных проблем с точки зрения несущественных улучшений.
[0003] Кроме этих технических подходов раскрыты некоторые технические решения, которые разрешают проблемы отлично от традиционных способов литья, в которых используются литейные формы. Патентные документы, которые излагают примеры такой технологии литья, упоминаются ниже.
Список библиографических ссылок
Патентные документы
[0004] PTL 1. Публикация не прошедшей экспертизу заявки на патент (Япония) номер 63-199050
PTL 2. Публикация не прошедшей экспертизу заявки на патент (Япония) номер 2-205232
PTL 3. Публикация не прошедшей экспертизу заявки на патент (Япония) номер 2-251341
PTL 4. Публикация не прошедшей экспертизу заявки на патент (Япония) номер 9-248657
Сущность изобретения
Техническая задача
[0005] Способ, раскрытый в патентном документе 1, тем не менее, позволяет получать только материалы из металла, имеющие простые столбчатые и стержневидные формы, не позволяя выполнять литье, которое требует высокой степени свободы в форме.
[0006] Способы, раскрытые в патентных документах 2-4, также имеют такой технический недостаток, что выпуск расплавленного металла структурно ограничивается посредством литейной формы и элемента секционирования, предоставляемого на поверхностном уровне расплавленного металла на стороне источника подачи. Следовательно, эти способы аналогично неспособны выполнять такое литье, которое требует высокой степени свободы в формах, не позволяя на практике получать литое изделие, имеющее плавно искривленную поверхность или форму. Очевидно, что в этих способах оксиды и подобное могут прилипать к литейной форме и элементу секционирования, предоставляемому на поверхностном уровне расплавленного металла, не позволяя надежно получать литое изделие, имеющее требуемую форму и качество. Также в качестве аналога можно рассматривать SU 1076181 А от 29.02.1984.
[0007] Настоящее изобретение осуществлено с учетом вышеуказанных обстоятельств. Цель настоящего изобретения заключается в том, чтобы предоставлять способ проникающего литья, который допускает простое получение литых изделий, имеющих сложные формы, посредством окончательного решения различных технических проблем, сопровождающих традиционные технологии литья. Настоящее изобретение дополнительно предоставляет установку, надлежащим образом используемую для способа литья, и литое изделие, полученное посредством способа литья.
[0008] Авторы настоящего изобретения упорно работали над решением проблем и в итоге обнаружили, в результате эмпирических исследований и экспериментов, способ литья, в котором расплавленный металл может затвердевать в требуемой форме, чтобы получать целевое литое изделие без использования литейной формы. Авторы изобретения продолжили изыскания, чтобы дополнительно расширять его объем, и в итоге создали настоящее изобретение, описанное ниже.
[0009] Способ свободного литья
(1) Способ свободного литья согласно настоящему изобретению является способом литья, который позволяет получать литые изделия без использования литейных форм, включающим в себя: этап выведения (вытягивания) для выведения расплавленного металла из уровня поверхности, чтобы временно удерживать его форму посредством поверхностной пленки, формируемой на внешней поверхности, или поверхностного натяжения, при этом расплавленный металл подается в удерживаемый расплавленный металл через поверхностный уровень; и этап формования для получения формованного тела посредством затвердевания удерживаемого расплавленного металла, выводимого вдоль заданного пути прохождения в зависимости от требуемой формы литого изделия, при этом удерживаемый расплавленный металл затвердевает после образования требуемой формы посредством приложения к нему внешней силы в позициях между неограниченной частью основания удерживаемого расплавленного металла около уровня поверхности расплавленного металла и граничной поверхностью затвердевания, заданной в качестве границы между удерживаемым расплавленным металлом и формованным телом на этапе формования.
[0010] (2) Способ свободного литья согласно настоящему изобретению позволяет разрешать традиционные технические проблемы, неизбежно возникающие при традиционных способах литья, в которых используются литейные формы. Настоящее изобретение может вообще обходиться без литейных форм, что позволяет изготавливать литое изделие в то время, когда расплавленный металл всегда подается при затвердевании, тем самым предотвращая дефекты литья, которые традиционно возникают в пресс-формах (например, образование трещин при затвердевании, усадочная пористость, вкрапления (отверстия, образующиеся в результате обдувания газом)). Вследствие этого технического преимущества способ может использоваться для литейных сплавов, которые с большой вероятностью подвержены образованию трещин при затвердевании и подобному, когда используются традиционные способы (например, обрабатываемые под давлением алюминиевые сплавы серии JIS 6000 и подобное), и позволяет легко получать литые изделия сложной формы, изготовленные из сплавов. Таким образом, способ свободного литья согласно настоящему изобретению доступен для более широкого спектра сплавов для получения литых изделий.
[0011] Дополнительно, способ согласно настоящему изобретению может вообще обходиться без литейных форм, чтобы получать литые изделия, тем самым значительно повышая степень свободы в форме литых изделий. Следовательно, такие литые изделия, получение которых традиционно затруднено, могут быть недорого изготовлены посредством настоящего способа. Например, литые изделия после обработки вытачиванием и литые изделия после обработки прокатыванием, получение которых затруднено, могут быть легко изготовлены посредством способа свободного литья согласно настоящему изобретению. Способ свободного литья согласно настоящему изобретению делает необязательным подготовку какого-либо конкретного производственного оборудования или производственных этапов для использования в зависимости от типов литых изделий или литейных форм. Это предпочтительно приводит к уменьшению затрат на изготовление, повышению гибкости изготовления, к примеру, обеспечению мелкосерийного производства с множеством изделий, сокращению размера производственного оборудования, улучшению производственной среды и подобному.
[0012] Поскольку поверхность полости формы не влияет на затвердевание расплавленного металла в способе свободного литья согласно настоящему изобретению, несложно управлять скоростью охлаждения и направлением затвердевания и тем самым получать высококачественное литое изделие с хорошо регулируемой структурой затвердевания.
[0013] Дополнительно, способ свободного литья согласно настоящему изобретению позволяет значительно уменьшать количество расплавленного металла, используемого для части, отличной от самого изделия, тем самым достигая значительного повышения эффективности использования материала и сокращения оборотного лома. Способ свободного литья согласно настоящему изобретению делает необязательным расплавление и удерживание большого количества расплавленного металла перед отливкой изделия большого размера за счет плавления исходных материалов постепенно в зависимости от потребностей. Таким образом, способ позволяет уменьшать использование материала из металла и также экономить энергию, требуемую для литья. Таким образом, способ свободного литья согласно настоящему изобретению позволяет добиваться существенной экономии ресурсов, энергосбережения и меньшего негативного влияния на окружающую среду (например, снижения выбросов CO2).
[0014] (3) Как описано выше, настоящее изобретение предоставляет превосходный способ литья, который в конечном счете разрешает различные технические проблемы, возникающие при традиционных способах литья. Хотя подробности точного механизма способа литья согласно настоящему изобретению не идентифицированы точно, в настоящее время рассматривается механизм, описанный ниже.
Расплавленный металл находится в жидком состоянии или состоянии сосуществования "твердое тело-жидкость", а следовательно, имеет текучесть. Следовательно, расплавленный металл не имеет конкретной формы, если его форма не задана посредством литейной формы и подобного (поверхности полости формы), что означает то, что расплавленный металл обычно не сохраняет (удерживает) какую-либо конкретную форму.
[0015] Тем не менее, когда твердое тело (воздействующее тело) приводится в соприкосновение с поверхностью расплавленного металла и медленно поднимается вверх, расплавленный металл в конкретной форме поднимается вверх параллельно приблизительно на несколько десятков миллиметров без использования литейной формы и подобного. Таким образом, считается, что расплавленный металл удерживается, по меньшей мере, посредством поверхностной пленки (например, оксидной пленки) или поверхностного натяжения, формируемого на поверхности поднимающегося расплавленного металла.
[0016] Расплавленный металл, удерживаемый таким образом (удерживаемый расплавленный металл), не является затвердевшим; следовательно, его форма является временной или переходной. Следовательно, удерживаемый расплавленный металл может иметь форму, по-разному изменяющуюся в зависимости от направления или пути прохождения, в котором направляется расплавленный металл, или внешней силы и подобного, прикладываемой к нему снаружи. Когда удерживаемый расплавленный металл образует надлежащую форму для требуемого литого изделия и затем охлаждается для того, чтобы затвердевать, литое изделие, имеющее требуемую форму, может быть получено даже без использования литейной формы. Поскольку часть основания удерживаемого расплавленного металла около уровня поверхности расплавленного металла является неограниченной, геометрическая форма удерживаемого расплавленного металла имеет очень высокую степень свободы. Следовательно, литое изделие может легко образовывать сложную форму. Способ свободного литья согласно настоящему изобретению позволяет эффективно получать литые изделия сложной формы без возникновения дефектов литья.
[0017] Существуют различные способы для охлаждения удерживаемого расплавленного металла, который должен затвердевать, примеры которых следующие: способ охлаждения удерживаемого расплавленного металла посредством непосредственного обдувания его газом-охладителем и способ охлаждения удерживаемого расплавленного металла косвенно, посредством использования металлического воздействующего тела или уже затвердевшей части расплавленного металла. Может быть использован один из способов охлаждения, или могут быть комбинированы некоторые способы.
[0018] Когда удерживаемый расплавленный металл косвенно охлаждается посредством использования уже затвердевшей части, способы охлаждения могут применяться направленно от уже затвердевшей части к незатвердевшей части. Это помогает получать плотное литое изделие, в котором не допускается такой дефект литья, как усадочная пористость. Дополнительно, способ свободного литья согласно настоящему изобретению позволяет легко получать высококачественное литое изделие, имеющее направленную затвердевшую структуру, получение которой затруднено посредством традиционных способов литья, в которых используются литейные формы.
[0019] Согласно способу свободного литья, в котором расплавленный металл не охлаждается в литейной форме, не допускается возникновения образования трещин при затвердевании, которые возможно формируются в традиционных способах литья вследствие тепловых ограничений конструкции вследствие литейных форм. Вследствие этого технического преимущества, в данном способе можно получать литые изделия, изготовленные из сплавов, таких как обрабатываемые под давлением алюминиевые сплавы серии 6000 (JIS), которые с большой вероятностью подвержены образованию трещин при затвердевании в традиционных способах литья.
[0020] Установка для свободного литья
Настоящее изобретение является применимым не только к способу свободного литья, описанному выше, но также и к установке для свободного литья, надлежащим образом используемой для способа. Установка для свободного литья согласно настоящему изобретению содержит тигель, в котором содержится расплавленный металл, и элемент предоставления формы (придающий форму элемент), выполненный с возможностью прикладывать внешнюю силу к удерживаемому расплавленному металлу, выводимому из уровня поверхности расплавленного металла, содержащегося в тигле и временно удерживаемому посредством поверхностной пленки или поверхностного натяжения, формируемого на внешней поверхности, чтобы формировать удерживаемый расплавленный металл с требуемой формой. Установка для литья, имеющая такое структурное отличие, может использоваться для способа свободного литья.
[0021] Установка для свободного литья предпочтительно дополнительно содержит источник приведения в действие, выполненный с возможностью направлять воздействующее тело, имеющее твердую поверхность для принудительного образования базовой формы, спроектированной с возможностью получения требуемой формы литого изделия, вдоль заданного пути прохождения в зависимости от требуемой формы литого изделия из поверхности расплавленного металла в тигле. Установка для свободного литья предпочтительно дополнительно содержит сопло, используемое для того, чтобы выдувать текучую среду на внешнюю поверхность удерживаемого расплавленного металла или на внешнюю поверхность формованного тела, полученного посредством затвердевания удерживаемого расплавленного металла.
[0022] Отливка
Настоящее изобретение также является применимым к литому изделию, полученному посредством способа свободного литья и установки для свободного литья, описанных выше. Литое изделие согласно настоящему изобретению предпочтительно имеет направленную затвердевшую структуру, причем эта затвердевшая структура размещается направленно.
[0023] Другие ограничения
(1) Материал, форма и размер литого материала согласно настоящему изобретению не ограничены конкретным образом.
[0024] (2) Если не указано иное, "x-y", изложенное в подробном описании настоящего изобретения, включает в себя нижнее предельное значение x и верхнее предельное значение y. Верхнее предельное значение и нижнее предельное значение, изложенные в подробном описании настоящего изобретения, могут по-разному комбинироваться и выражаться в таком числовом диапазоне, как "a-b". Любые произвольные числовые значения, включенные в объем, изложенный в подробном описании, могут быть использованы в качестве верхнего предельного значения и нижнего предельного значения, чтобы задавать числовой диапазон.
Краткое описание чертежей
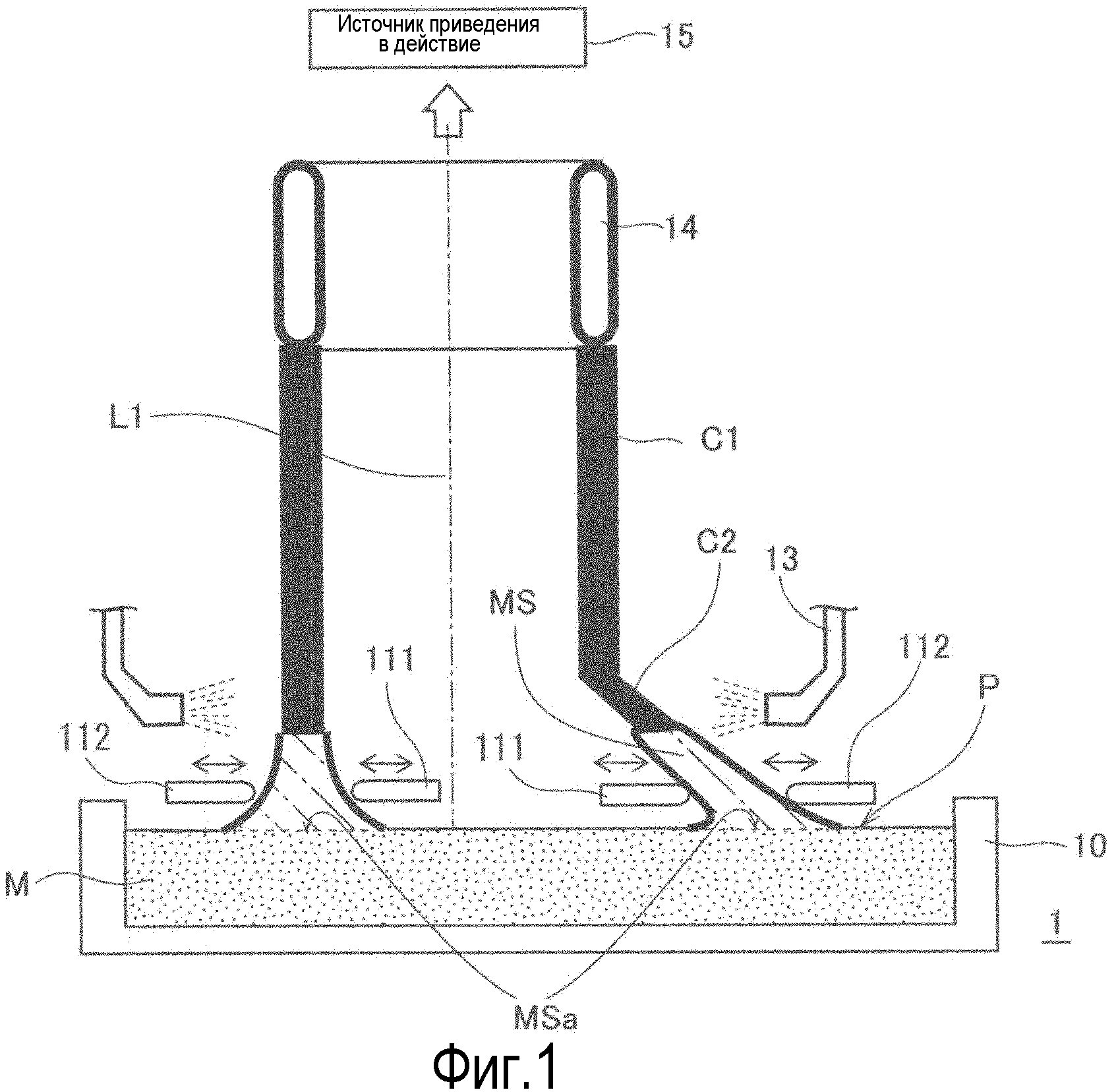
[0025] Фиг. 1 является концептуальным видом установки для свободного литья.
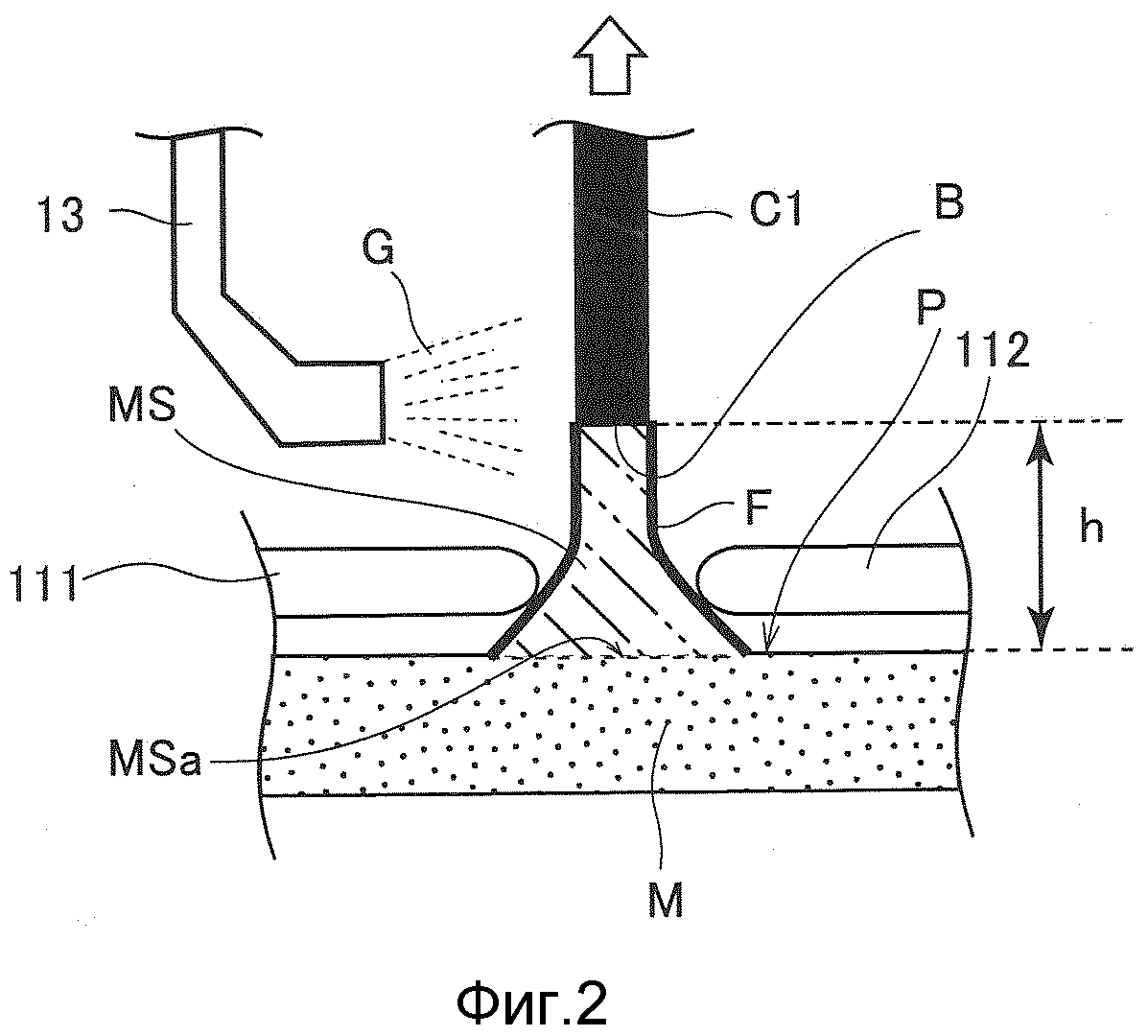
Фиг. 2 является частично укрупненным видом установки для свободного литья, показанной на фиг. 1.
Фиг. 3 является изображением литого изделия, полученного посредством свободного литья.
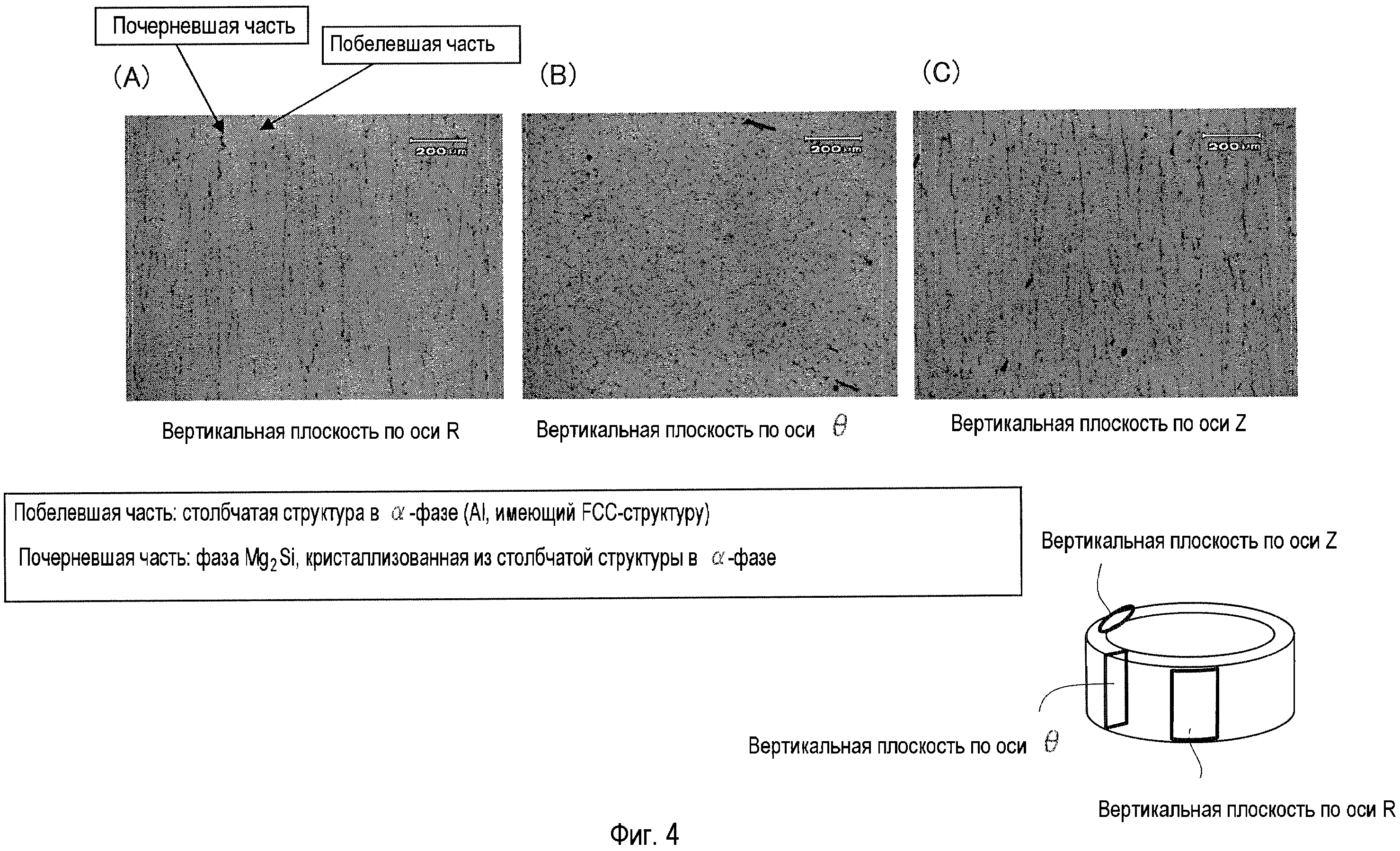
Фиг. 4 являются микроскопическими изображениями микроструктуры литого изделия. Фиг. 4A является микроскопическим изображением микроструктуры на вертикальной плоскости по оси R. Фиг. 4B является микроскопическим изображением микроструктуры на вертикальной плоскости по оси тета. Фиг. 4C является микроскопическим изображением микроструктуры на вертикальной плоскости по оси Z.
Фиг. 5 является изображением другого литого изделия, полученного посредством свободного литья.
Фиг. 6 является изображением еще одного другого литого изделия, полученного посредством свободного литья.
Список номеров ссылок
[0026] 1 - установка для свободного литья
10 - тигель
11 - элементы предоставления формы
13 - охлаждающее сопло (сопло)
14 - инициатор (воздействующее тело)
15 - источник приведения в действие
M - расплавленный металл
MS - удерживаемый расплавленный металл
MSa - часть основания
C1, C2 - отливка
L1 - путь прохождения (заданный путь прохождения)
G - охладитель.
Подробное описание вариантов осуществления
[0027] Настоящее изобретение подробнее описывается посредством вариантов осуществления. Данное подробное описание, включающее в себя нижеприведенное описание вариантов осуществления, может надлежащим образом применяться не только к способу свободного литья и установке для свободного литья, но также и к литому изделию, полученному посредством способа и установки согласно настоящему изобретению. Один или более следующих составляющих признаков могут произвольно добавляться к вышеуказанной структуре настоящего изобретения. Структурный признак в отношении способа литья может считаться аналогичным структурному признаку литого изделия, когда оно понимается как изделие посредством процесса. Следует отметить, что наиболее подходящий вариант осуществления зависит от целевого применения, требуемых характеристик и подобного.
[0028] Способ свободного литья
Основные этапы, включенные в способ свободного литья согласно настоящему изобретению, представляют собой этап выведения и этап формования.
Этап выведения
(1) Этап выведения является этапом, на котором часть расплавленного металла, содержащегося в емкости, такой как тигель, выводится из источника подачи, например, уровня поверхности расплавленного металла, чтобы удерживать свою форму в зависимости от требуемой формы литого изделия. Когда литые изделия изготавливаются непрерывно, этап выведения и этап формования осуществляются в качестве последовательности этапов.
[0029] Область выведения, в которой выводится удерживаемый расплавленный металл, находится около границы между уровнем поверхности расплавленного металла, содержащегося в тигле, и удерживаемым расплавленным металлом, и часть основания удерживаемого расплавленного металла формируется около области выведения.
[0030] (2) Удерживаемый расплавленный металл предпочтительно выводится посредством, например, использования воздействующего тела, предоставляемого для образования базовой формы, спроектированной с возможностью получения требуемой формы литого изделия, и приведения в соприкосновение воздействующего тела с расплавленным металлом в области выведения и подъем воздействующего тела вверх. Соответственно, удерживаемый расплавленный металл может стабильно удерживаться, и литое изделие может образовывать неизменяемую форму. Таким образом, другое преимущество упомянутого выведения удерживаемого расплавленного металла состоит в том, что удерживаемый расплавленный металл может переноситься посредством использования воздействующего тела на этапе формования.
[0031] Воздействующее тело имеет такую форму, которая является подходящей для базовой формы (например, круглую форму, кольцевую форму). Воздействующее тело может быть изготовлено из любого материала, если расплавленный металл проявляет к нему свойства адгезии. Для направленного затвердевания расплавленного металла в направлении от воздействующего тела к области выведения и подобному, воздействующее тело предпочтительно является металлическим телом (твердым материалом) с превосходной теплопередачей (удельной теплопроводностью, теплопереносом). Материал воздействующего тела в таком случае не обязательно является металлом, идентичным металлу расплавленного металла.
[0032] (3) Атмосфера, в которой выводится удерживаемый расплавленный металл, не ограничена конкретным образом. Когда удерживаемый расплавленный металл, как указано, выводится в атмосфере или в окислительной атмосфере, оксидная пленка формируется в качестве поверхностной пленки на внешней поверхности удерживаемого расплавленного металла. Когда удерживаемый расплавленный металл выводится в атмосфере азота, нитридная пленка формируется в качестве поверхностной пленки на нем. Даже когда удерживаемый расплавленный металл выводится в такой атмосфере, в которой не формируется поверхностная пленка, удерживаемый расплавленный металл может быть удержан посредством поверхностного натяжения, формируемого на поверхности расплавленного металла.
[0033] Этап формования
(1) Этап формования является этапом, на котором удерживаемый расплавленный металл затвердевает при направлении в зависимости от требуемой формы литого изделия, так что получается формованное тело (литое изделие), имеющее требуемую геометрическую форму. Как описано выше, удерживаемый расплавленный металл, хотя и имеет временно удерживаемую форму, не затвердевает. Следовательно, удерживаемый расплавленный металл может принимать требуемую форму посредством регулирования и корректировки пути прохождения, в котором он проходит после этапа выведения, и внешней силы, прикладываемой к нему.
[0034] Удерживаемый расплавленный металл, имеющий неограниченную часть основания, может легко образовывать различные сложные формы. Удерживаемый расплавленный металл направляется таким образом, что он имеет требуемую форму посредством использования элемента предоставления формы (такого инструмента, как поддон, направляющая или ролик), приведенного в соприкосновение с удерживаемым расплавленным металлом, или посредством обдувания текучей средой (газом) с регулируемым давлением или с регулируемым расходом, чтобы прикладывать давление текучей среды к нему. Затем удерживаемый расплавленный металл может образовывать различные сложные формы, и, следовательно, может быть получено литое изделие, имеющее произвольную форму. Удерживаемый расплавленный металл может направляться таким образом, что он имеет требуемую форму не только со стороны внешней поверхности, но также и со стороны внутренней поверхности удерживаемого расплавленного металла. Когда удерживаемый расплавленный металл направляется таким образом, что он имеет требуемую форму со сторон своей внешней поверхности и внутренней поверхности, толщина удерживаемого расплавленного металла, а также его форма может легко корректироваться или регулироваться.
[0035] Поскольку удерживаемый расплавленный металл имеет такую геометрическую форму и вид, могут быть легко получены литые изделия, имеющие формы, получение которых посредством традиционных способов литья, в которых используются литейные формы (например, литое изделие после обработки вытачиванием), до настоящего времени затруднено. Это упрощает производство литых изделий, имеющих формы, получение которых может быть затруднено посредством просто управления перемещением удерживаемого расплавленного металла вдоль заданного пути прохождения, описанного ниже.
[0036] Путь прохождения, в котором направляется удерживаемый расплавленный металл, предпочтительно является идущим вверх путем прохождения, имеющим, по меньшей мере, идущий вверх компонент, поскольку удерживаемый расплавленный металл может более легко направляться и управляться при вытаскивании вверх (этап подъема). Заданный путь прохождения может быть прямым, искривленным или спиральным путем прохождения, расположенным вертикально вверх. Заданный путь прохождения может быть путем прохождения с регулярной конфигурацией или путем прохождения с нерегулярной конфигурацией.
[0037] (2) Примеры способов для охлаждения удерживаемого расплавленного металла следующие: направленное затвердевание посредством использования воздействующего тела или уже затвердевшей части и затвердевание при охлаждении посредством выдувания любого из различных охладителей на удерживаемый расплавленный металл или формованное тело около граничной поверхности затвердевания со сторон его внутренней и внешней поверхности. Охладители могут выдуваться на удерживаемый расплавленный металл, чтобы не только охлаждать, но также и формировать удерживаемый расплавленный металл. Примерами охладителя являются газ, такой как воздух, газообразный азот или инертный газ или жидкость, такая как вода. Когда жидкость используется в качестве охладителя, удерживаемый расплавленный металл может быть быстро и эффективно охлажден посредством теплоты парообразования. В частности, когда жидкость распыляется в зависимости от количества теплоты затвердевания удерживаемого расплавленного металла, не допускается капание жидкости, используемой в качестве охладителя, на расплавленный металл, и охладитель может легко восстанавливаться.
[0038] Когда сопла предоставляются на внешней или внутренней сторонах удерживаемого расплавленного металла, охладитель может быть легко распылен. То, сколько сопел предоставляется, и где они находятся, может надлежащим образом определяться в зависимости от требуемой формы и затвердевшей структуры литого изделия. Когда, например, множество сопел либо кольцевое сопло предоставляется на внешней стороне удерживаемого расплавленного металла, весь удерживаемый расплавленный металл может равномерно охлаждаться. Как результат, может быть получено литое изделие, имеющее упорядоченную затвердевшую структуру.
[0039] Расплавленный металл
Тип расплавленного металла не ограничен конкретным образом. Металл может быть железом, алюминием, магнием или титаном либо сплавом, полученным из любого из этих металлов. "Расплавленный металл", изложенный в подробном описании настоящего изобретения, не обязательно ограничивается металлом, содержимое которого полностью находится в жидкой фазе. Расплавленный металл может быть металлом в фазе сосуществования "твердое тело-жидкость", в которой твердая фаза смешивается с жидкой фазой, когда твердая фаза и жидкая фаза не обязательно получаются из идентичного материала. Расплавленный металл может представлять собой композиционные материалы.
[0040] Другие ограничения
Намеченное конечное использование литого изделия согласно настоящему изобретению не ограничено конкретным образом. Литое изделие может быть почти конечным изделием или материалом, который должен дополнительно обрабатываться после этого до завершения (промежуточным материалом). Настоящее изобретение позволяет легко и недорого получать литые изделия, имеющие сложные формы или затвердевшую структуру, получение которых посредством традиционных способов литья, в которых используются литейные формы, до настоящего времени затруднено. Следовательно, литое изделие согласно настоящему изобретению может быть использовано в широком диапазоне изделий в областях техники, в которых традиционно не используются литые изделия.
Пример 1
[0041] Настоящее изобретение подробнее описывается со ссылкой на примеры.
Установка для свободного литья
(1) Фиг. 1 является концептуальным видом установки 1 для свободного литья. Фиг. 2 является укрупненным видом части установки для свободного литья, показанной на фиг. 1. Установка 1 для свободного литья имеет тигель 10, в котором содержится расплавленный металл M, и внутренний элемент 111 предоставления формы и внешний элемент 112 предоставления формы, предусмотренный немного выше поверхностного уровня расплавленного металла M в тигле 10 (которые совместно называются "элементами 11 предоставления формы"), множество охлаждающих сопел 13, предоставляемых выше элементов 11 предоставления формы, из которых приблизительно кольцеобразно выдувается охладитель G, инициатор 14 (воздействующее тело), изготовленный из металла и имеющий кольцевую форму в сечении, и источник 15 приведения в действие, который поднимает инициатор 14.
[0042] Источник 15 приведения в действие может управлять скоростью подъема (скоростью восхождения) инициатора 14 и направлением подъема (направлением перемещения) инициатора 14. Инициатор 14 может перемещаться вдоль идущего вверх пути прохождения (заданного пути прохождения) с произвольной конфигурацией. Объем охладителя G (воздух используется в примере 1), выдуваемого из охлаждающих сопел 13, и его давление выдувания может произвольно управляться посредством отдельно предоставляемого контроллера (не показан на чертежах).
[0043] (2) Когда расплавленный металл M направляется посредством инициатора 14 и вытягивается вверх из области P выведения тигля 10 (этап подъема), кольцевая и тонкая поверхностная пленка F (оксидная пленка) формируется на внешних поверхностях расплавленного металла M на его внутренней и внешней поверхностях. Эти поверхностные пленки F (или поверхностное натяжение расплавленного металла M) формируют удерживаемый расплавленный металл MS, выводимый и поддерживающий кольцевую (коническую) форму.
[0044] Поскольку удерживаемый расплавленный металл MS удерживается посредством поверхностных пленок F, удерживаемый расплавленный металл MS идет вверх приблизительно до высоты h из поверхностного уровня расплавленного металла M в тигле 10. Высота h или близлежащая высота является граничной поверхностью B затвердевания, на которой жидкая фаза изменяется на твердую фазу. В направлении вверх граничной поверхности B затвердевания удерживаемый расплавленный металл MS затвердевает, так что получается литое изделие C1 (формованное тело), имеющее требуемую форму (например, кольцевую форму). Направление затвердевания литого изделия C1, охлажденного посредством отвода тепла из инициатора 14 и посредством охладителя G, выдуваемого на него из охлаждающих сопел 13, является направлением от инициатора 14 к области P выведения. Следовательно, литое изделие C1 имеет направленную литую структуру, сформированную в направлении, в котором идет литое изделие C1.
[0045] Кольцевая часть MSa основания удерживаемого расплавленного металла MS, сформированного около области P выведения расплавленного металла, является неограниченной. Когда элементы 11 предоставления формы в соприкосновении с удерживаемым расплавленным металлом MS, соответственно, перемещаются вправо и влево, часть MSa основания может свободно изменять свою форму в соответствии с поведением элементов 11 предоставления формы. Как результат, удерживаемый расплавленный металл MS свободен от сжатия и может изменяться на любые сложные формы посредством элементов 11 предоставления формы.
[0046] Свободное литье
(1) Литое изделие, фактически изготовленное посредством установки 1 для свободного литья, описывается ниже. Обрабатываемый под давлением алюминиевый (Al) сплав (JIS A6063), который традиционно известен как металл, литье которого затруднено, поскольку с большой вероятностью возникает образование трещин при затвердевании и подобное, использован в качестве материала расплавленного металла M. Подготовленный материал из металла расплавляется и помещается в тигель 10 и затем удерживается при 680 градусах C.
[0047] Внутренний элемент 111 предоставления формы, плавающий на поверхности расплавленного металла M, представляет собой теплоизоляционный элемент, имеющий дисковую форму и сформированный с размером "D (диаметр) 40 мм × толщина 3 мм". Внешний элемент 112 предоставления формы представляет собой теплоизоляционный элемент, имеющий форму кольца и сформированный с размером "внутренний диаметр D60 мм × внешний диаметр D100 мм × толщина 3 мм". Область P выведения сформирована посредством элементов 11 предоставления формы и имеет кольцевую форму с зазором 10 мм ("внутренний диаметр D40 мм × внешний диаметр D60 мм").
[0048] Инициатор 14 представляет собой цилиндрический элемент, изготовленный из стали и сформированный с размером "внутренний диаметр D44 мм × внешний диаметр D56 мм × высота 100 мм". Восемь охлаждающих сопел 13 равномерно расположены в кольцевой форме в направлении выше от элементов 11 предоставления формы. Соответствующие охлаждающие сопла 13 продувают воздух приблизительно при 30 градусах C с расходом 200 л/мин.
[0049] (2) Инициатор 14 приведен в соприкосновение с поверхностью расплавленного металла M в области P выведения. После того, как затвердевание расплавленного металла M начато на стороне в нижнем конце инициатора 14, инициатор 14 поднимается вверх вдоль линейного пути L1 прохождения (заданного пути прохождения) на скорости восхождения 40 мм/мин с выходом воздуха, непрерывно выдуваемого из восьми охлаждающих сопел 13. Затем выводится удерживаемый расплавленный металл MS, удерживаемый посредством поверхностных пленок F (оксидных пленок) (этап выведения, этап подъема), и формируется литое изделие C1, имеющее цилиндрическую форму и направленно затвердевшее в направлении вверх от граничной поверхности B затвердевания (этап формования). Литое изделие C1 формируется с размером "внешний диаметр D55 мм × толщина 5 мм".
[0050] На промежуточной стадии этапа формования активируются элементы 11 предоставления формы. Другими словами, внутренний элемент 111 предоставления формы и внешний элемент 112 предоставления формы перемещаются таким образом, что часть MSa основания удерживаемого расплавленного металла MS увеличивается в диаметре. Как результат, получено литое изделие C2, имеющее цилиндрическую форму и эллиптическую форму в сечении и сформированное с размером "наибольший внешний диаметр 80 мм × наименьший внешний диаметр 55 мм × толщина 4 мм". Фиг. 3 является изображением литого изделия C1 и литого изделия C2 (совместно называемых "литыми изделиями C"). Полученные литые изделия C не имеют дефектов литья, как усадочная пористость или образование трещин при затвердевании, и имеют гладкую и тонкую поверхность литья.
[0051] (3) Фиг. 4 являются микроскопическими изображениями микроструктуры литого изделия C1. Фиг. 4A-4C являются, соответственно, микроскопическими изображениями микроструктур на радиально вертикальной плоскости (вертикальной плоскости по оси R), вертикальной плоскости по окружности (вертикальной плоскости по оси тета) и вертикальной плоскости в направлении прохождения (вертикальной плоскости по оси Z). Из этих изображений видно, что литое изделие C1 имеет предпочтительную направленную литую структуру. В изображениях побелевшая часть является столбчатой структурой, которая представляет собой первичный кристалл на основе альфа-фазы, выращенный в направлении подъема (Al в FCC-структуре), и почерневшая часть представляет собой фазу Mg2Si, в итоге кристаллизованную после того, как выращена столбчатая структура.
Пример 2
[0052] Способ свободного литья
Фиг. 5 и 6 являются изображениями другого литого изделия, полученного посредством установки 1 для свободного литья. Чтобы получать литое изделие C3, показанное на фиг. 5, скорость горизонтального (вправо и влево) перемещения инициатора 14 и скорость восхождения инициатора 14 заданы равными 1:1, и удерживаемый расплавленный металл MS направлен вдоль зигзагообразного пути прохождения (заданного пути прохождения), наклонен от вертикального направления приблизительно на 45 градусов и затем сформирован. Литое изделие C3 также имеет направленную литую структуру. Литое изделие C3 не имеет дефекта литья, такого как усадочная пористость или образование трещин при затвердевании, и имеет гладкую и тонкую поверхность литья.
[0053] Чтобы получать литое изделие C4, показанное на фиг. 6, путь прохождения для прохождения инициатора 14 (направляющий путь прохождения удерживаемого расплавленного металла MS), имеющий зигзагообразную форму, изменяется на путь прохождения, имеющий спиральную форму (заданный путь прохождения), и затем формируется удерживаемый расплавленный металл MS. Более конкретно, инициатор 14 приводится в соприкосновение с расплавленным металлом M в области P выведения, и инициатор 14 затем немного поднимается на скорости восхождения 84 мм/мин (этап выведения, этап подъема). При постоянно удерживаемой скорости восхождения, инициатор 14 затем перемещается на окружной скорости 28 мм/мин вдоль внешней границы с радиусом 10 мм (D20 мм). Литое изделие C4, полученное таким образом, также имеет направленную затвердевшую структуру. Литое изделие C4 не демонстрирует дефекта литья, такого как усадочная пористость или образование трещин при затвердевании, и имеет гладкую и тонкую поверхность литья.
[0054] Когда элементы предоставления формы используются для того, чтобы формировать литые изделия, показанные на фиг. 5 и 6, литые изделия, имеющие чрезвычайно сложные формы, могут быть эффективно получены при одновременном обеспечении высокого качества изделий.
Устройство управления разрядкой для вторичной батареи
Устройство дифференциала
Устройство для очистки выхлопного газа двигателя внутреннего сгорания
Устройство управления амортизацией колебаний в транспортном средстве и транспортное средство, оснащенное устройством управления амортизацией колебаний
Контроллер для двигателя внутреннего сгорания
Система очистки выхлопных газов двигателя внутреннего сгорания
Устройство регулирования теплообмена транспортного средства
Гибридное транспортное средство
Тормозное устройство транспортного средства, подавляющее чрезмерное скольжение колеса в ходе торможения
Система очистки выхлопных газов двигателя внутреннего сгорания
Устройство управления разрядкой для вторичной батареи
Устройство дифференциала
Устройство для очистки выхлопного газа двигателя внутреннего сгорания
Устройство управления амортизацией колебаний в транспортном средстве и транспортное средство, оснащенное устройством управления амортизацией колебаний
Контроллер для двигателя внутреннего сгорания
Система очистки выхлопных газов двигателя внутреннего сгорания
Устройство регулирования теплообмена транспортного средства
Гибридное транспортное средство
Тормозное устройство транспортного средства, подавляющее чрезмерное скольжение колеса в ходе торможения
Система очистки выхлопных газов двигателя внутреннего сгорания

