Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ КОВАНОЙ ДЕТАЛИ С АДАПТИВНОЙ ШЛИФОВКОЙ
Вид РИД
Изобретение
Настоящее изобретение касается области изготовления таких деталей, как лопатки турбомашины техникой ковки, в частности прецизионной ковки. Оно направлено, в частности, на изготовление лопаток больших размеров из титанового сплава, таких как лопаток вентилятора турбореактивного двигателя, и их финишную обработку с приданием соответствия норме заготовочной кованой детали операцией адаптивной шлифовки.
Лопатки вентилятора турбореактивного двигателя обычно изготавливаются прецизионной ковкой. Прецизионная ковка заключается в нанесении последовательных штамповочных ударов в соответствующих матрицах, предназначенных для получения заготовочной детали, имеющей форму и размерные характеристики, близкие к конечной детали. В случае полуготовой после ковки лопасти вентилятора лопасть не соответствует конечным требованиям в том, что касается геометрических характеристик внутри принятых допусков. Этими характеристиками являются, например, кручение, то есть поворот сечений лопасти по оси стойки, продольный изгиб, т.е. изгиб лопасти относительно оси стойки и реперных точек, волнистость и дефект формы.
Таким образом, приведение в соответствие лопасти является необходимым. Обычно оно заключается в корректировке формы профиля спинки и корыта путем снятия материала в местах лопасти, имеющих излишнюю толщину относительно теоретического профиля. При прецизионной ковке коррекция касается удаления излишней толщины до нескольких десятых долей миллиметра, обычно от 0,4 до 0,6 мм.
Определяют количество точек, соответствующих теоретическому профилю, распределенных в виде сетки вдоль оси лопасти и между передней кромкой и задней кромкой. Измеряют геометрические характеристики заготовки лопатки в этих точках с помощью трехразмерных шупов. В патенте ЕР 1596156 того же Заявителя предложено такое устройство. Таким образом узнают разность между теоретическим профилем и реальным профилем.
В соответствии с известным уровнем техники осуществляют затем операцию выборки по толщине, которая состоит в анализе и защите путем наложения покрытия наименее толстых зон детали. Эта операция осуществляется, главным образом, вручную. Затем между защищенными зонами излишек материала снимается химической обработкой, которая состоит в помещении на заданное время детали в кислотную ванну для вытравливания металла. Затем осуществляют ручную обработку путем местной и повторяющейся шлифовки зон, превышающих допуск, имеющих дефекты внешнего вида и следы химической обработки. При этой операции речь идет о так называемой первичной операции шлифовки. В некоторых случаях вручную подгоняют деталь до необходимых допусков.
Наконец, так называемая конечная автоматизированная шлифовка обеспечивает непрерывность аэродинамического профиля и необходимое состояние поверхности для хорошего обтекания воздухом. Автоматизированная шлифовка обычно осуществляется с помощью абразивной ленты. Например, используют ленту, абразивный материал которой является карбидом кремния. Лента размещается на ведомом вращающемся колесе по касательной к поверхности детали. Перемещение колеса относительно поверхности управляется программой, учитывающей геометрию шлифуемой поверхности. Такие параметры, как скорость движения абразивной ленты по поверхности, скорость перемещения колеса относительно детали, а также давление, оказываемое на поверхность, и зернистость абразивного материала определяются таким образом, чтобы удалить требуемое количество материала и обеспечить желаемое состояние поверхности. Описание шлифующей машины с помощью абразивной ленты представлено в патенте US 5193314.
Ручные операции, особенно когда нужно обрабатывать тяжелые детали, как лопатки вентилятора турбореактивного двигателя, являются трудоемкими для оператора и могут вызывать проблемы опорно-двигательного аппарата. Кроме того, эти операции требуют контроля. Ручные операции стремятся заменить операциями, которые освобождают оператора и которые позволяют сгруппировать несколько операций. Заявитель уже внедрил способ автоматизированного шлифования титанового сплава с помощью абразивной ленты, содержащей суперабразивные зерна из промышленных алмазов или нитрида бора; этот способ описан в патенте ЕР 1525949.
Заявитель поставил себе задачу осуществить в один единственный этап и, предпочтительно, автоматически приведение лопасти в геометрическое соответствие и ее финишное шлифование.
В качестве объекта изобретения предложен способ изготовления детали ковкой, включающий изготовление заготовочной детали прецизионной ковкой и шлифование детали с помощью абразивной ленты, при этом номинальные или соответствующие геометрические характеристики получаемой детали заданы в теоретической модели, отличающийся тем, что он включает следующие этапы:
- измерения геометрических характеристик заготовочной детали после операции ковки и сравнения с теоретической моделью,
- определения на поверхности детали несоответствующих зон,
- определения количества материала, который необходимо удалить в каждой несоответствующей зоне для приведения ее в соответствие с номинальными геометрическими характеристиками,
- шлифовку детали с помощью абразивной ленты при управлении лентой таким образом, чтобы снять упомянутое количество материала в каждой несоответствующей зоне.
Машина выполнена с возможностью цифрового управления, при этом создают конкретную программу для шлифуемой детали.
В известном уровне техники придания соответствия норме автоматизированные шлифующие машины используются для конечной шлифовки с помощью абразивной ленты, адаптированной к желаемому состоянию поверхности. В известном уровне техники снимают равномерную толщину материала, чтобы не нарушить профиль, приведенный в соответствие вручную в процессе предыдущей операции, а теперь исключают этап приведения в соответствие вручную и совмещают его с операцией финишного шлифования.
Преимуществом приведения в соответствие согласно изобретению, которое, таким образом, может быть автоматическим, является исключение ручных операций выборки, маскировки необрабатываемых зон и подгонки деталей.
Таким образом обеспечивается выигрыш во времени при цикле изготовления деталей.
Констатируется уменьшение геометрического разброса, связанного с ручными подгонками.
Наконец, исключают риски профессиональных заболеваний, связанных с повторением операций.
В соответствии с другим отличием на поверхности детали предварительно определяют множество точек измерения, измеряют геометрические характеристики заготовочной детали в, по меньшей, части упомянутых точек измерения и управляют снятием материала абразивной лентой в упомянутых точках измерения в зависимости от расхождения между геометрическими характеристиками заготовочной детали и номинальными геометрическими характеристиками.
В соответствии с другим отличием определяют картографию снятий материала, исходя из измерений геометрических характеристик заготовочной детали, и преобразуют упомянутую картографию в картографию параметров управления абразивной ленты. Предпочтительно, предварительно калибруют параметры управления абразивной ленты в каждой из измерительных точек. Операцию калибровки осуществляют один раз для одного типа данной детали.
В соответствии с предпочтительным вариантом осуществления способа, лентой управляют путем изменения относительной скорости подачи детали по отношению к абразивной ленте, при этом другие параметры управления абразивной ленты поддерживаются постоянными.
Другими параметрами являются скорость вращения абразивной ленты и контактное давление колеса на обрабатываемую поверхность.
Благодаря этому отличию способа, преимущественным образом упрощают шлифование поверхности детали при одновременном приведении в геометрическое соответствие.
В фазе калибровки устанавливают, таким образом, отношение, такое как закон или таблица соответствия между управляемыми параметрами и количеством снимаемого материала. Можно, например, использовать калибровку, которая осуществляется, исходя из измерения в каждой точке количества снимаемого материала, по меньшей мере, при двух различных скоростях подачи.
Для обеспечения равномерной шлифовки в любой точке в каждой точке измерения снимают минимальное количество материала, соответствующее равномерной шлифовке.
Как было упомянуто выше, способ используется, в частности, при изготовлении лопатки турбомашины и, в особенности, лопасти вентилятора турбореактивного двигателя.
В дальнейшем изобретение поясняется нижеследующим описанием, не являющимся ограничительным, со ссылками на сопровождающие чертежи, на которых:
Фиг. 1 схематично изображает вид сбоку лопатки турбомашины,
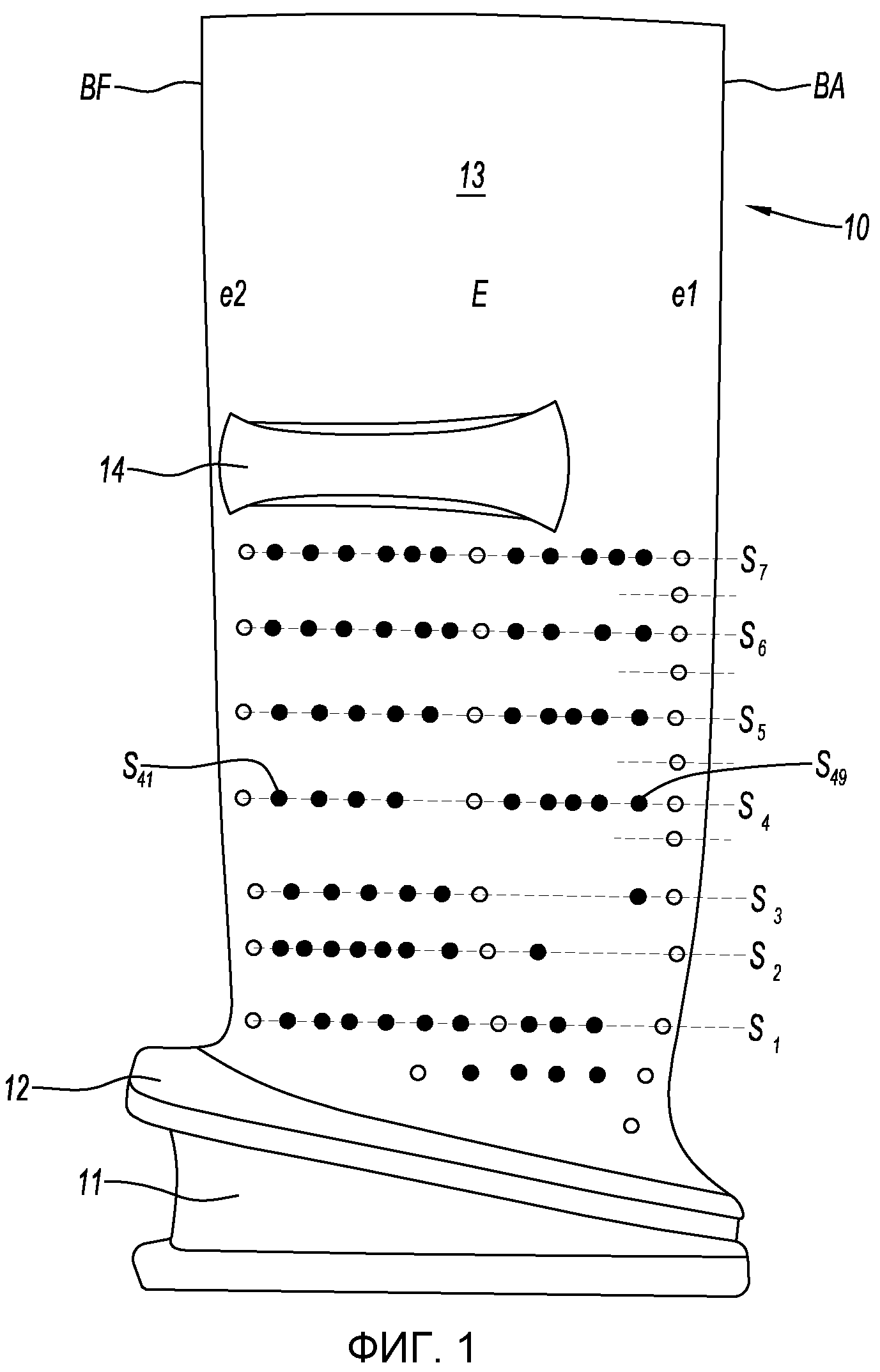
Фиг. 2 изображает машину для шлифовки абразивной ленты.
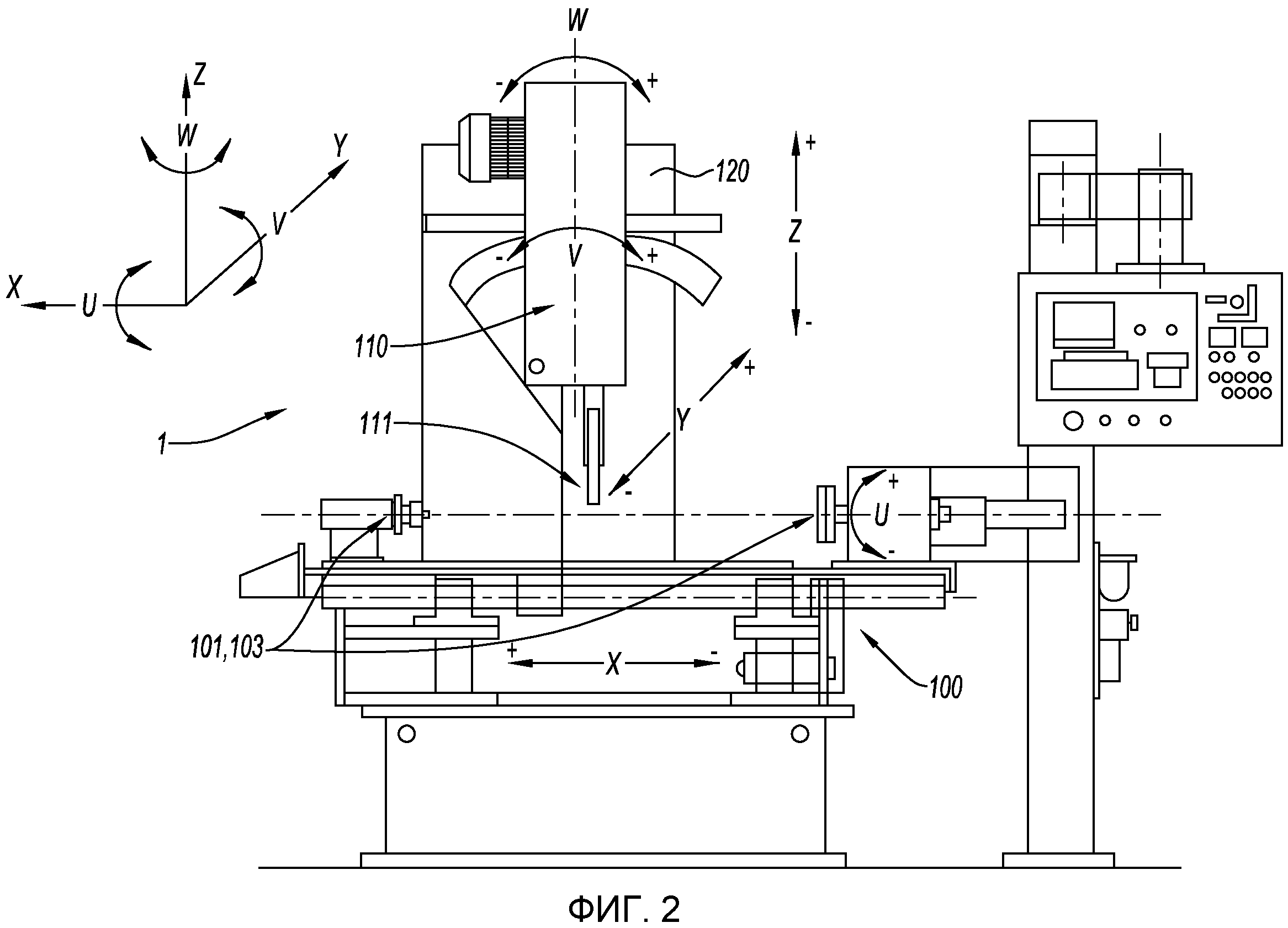
Заготовочная деталь, объект способа по изобретению, является, например, изображенной на фиг. 1 лопаткой вентилятора турбореактивного двигателя. Такая деталь 10 из титанового сплава содержит ножку 11, платформу 12 и лопасть 13 аэродинамической формы, обтекаемой газами, проходящими через двигатель от входа на выход. Промежуточные элероны 14 образуют опоры одной лопатки на другую. Такая лопатка, когда она установлена на роторе компрессора, размещена в двигателе, обычно, в радиальном направлении относительно оси вращения его подвижных частей. Лопасть содержит корыто и спинку, простирающиеся между передней кромкой ВА и задней кромкой BF, вдоль которых они смыкаются.
Контур лопасти определен множеством сечений, располагающихся между платформой и вершиной, вдоль оси, называемой осью стойки относительно системы отсчета. Система отсчета сама определяется элементами или плоскостями ножки лопатки. Таким образом, лопатка полностью геометрически охарактеризована, поскольку известны параметры, связанные с заранее заданными точками на каждом из сечений. Эта совокупность образует номинальные геометрические характеристики лопатки и является теоретической моделью. Номинальные геометрические характеристики могут определяться размерами, формами, одной или нескольким координатами в пространстве, а также ориентациями, или их комбинацией.
В представленном примере часть лопасти, расположенная между платформой и элероном для корыта, определена семью сечениями, S1-S7. На каждом из сечений нанесены реперные точки на поверхности лопасти между ВА и BF. Например, сечение, обозначенное S4, содержит реперные точки S41-S49 между задней кромкой BF и передней кромкой ВА.
Как и в способе из известного уровня техники, начинают с измерения с помощью робота трехразмерных измерений геометрических характеристик заготовочной детали после ковки.
Заявитель в патенте ЕР 1 596 156 описал пример способа и аппаратуры, позволяющий измерить одновременно геометрические характеристики множества точек, распределенных по поверхности лопатки. Трехразмерное измерение координат совокупности заранее заданных точек поверхности механической детали по отношению к заранее заданной системе отсчета включает:
- подготовительную фазу, в которой одновременно измеряют координаты заранее заданных точек поверхности первой механической детали, взятой в качестве эталонной детали,
- фазу инициализации, в которой осуществляют линейные измерения перемещения по нормалям к точкам упомянутой эталонной детали,
- фазу измерения, в которой осуществляют линейные измерения перемещения в точках измеряемой детали, соответствующих точкам эталонной детали,
- фазу расчета, в которой осуществляют расчет трехразмерных координат точек измеряемой детали, исходя из трехразмерных координат точек упомянутой эталонной детали, линейных измерений и направляющих косинусов теоретических нормалей в этих точках.
При таком расчете, осуществленном в каждой из измерительных точек на заранее заданных сечениях, непосредственно определяют несоответствующие зоны, то есть зоны, имеющие в рассматриваемых точках излишнюю толщину. Для каждой из несоответствующих зон, таким образом, получают величину снимаемого материала для приведение их в соответствие.
В соответствии с известным уровнем техники осуществляли последовательные операции
- ручной выборки,
- химической обработки,
- ручной шлифовки поверхности для уменьшения дефектов поверхности и следов химической обработки, и
- финишной шлифовки поверхности в автоматизированной шлифовальной машине с помощью тонкозернистой абразивной ленты, предназначенной для получения желаемого состояния поверхности, с помощью которой снимают равномерную толщину материала для получения желаемой шероховатости без нарушения профиля, получаемого вручную.
Способ по изобретению включает в себя после определения снимаемой толщины выполнение картографии снятия материала и шлифовку в машине, предпочтительно, автоматизированной, с непосредственным снятием материала в каждой из точек, соответствующих установленной картографии без выполнения операции приведения в соответствие вручную. Действительно, поверхность лопатки шлифуют, осуществляя одновременно обеспечение геометрического соответствия.
Ниже со ссылкой на фиг. 2 описан пример шлифующей машины для осуществления изобретения.
Машина 1, изображенная на фиг. 2, имеется в продаже и выпускается компанией IBS. Стол 100 содержит два зажима 101 и 102, между которыми горизонтально удерживается деталь удлиненной формы. Система детали с ее суппортом может перемещаться в этом направлении Х или поворачиваться вокруг этой оси в направлении U с помощью соответствующих электроприводов Mx и Mu. Над столом на вертикальной стойке 120 установлена головка 110, которая может перемещаться вдоль своей оси Z. Головка 110 может также поворачиваться в направлении W вокруг этой оси Z. Электроприводы Mz и Mw предусмотрены для привода головки в двух направлениях. Наконец, головка 10 может перемещаться горизонтально в направлении Y, перпендикулярно направлению Х и поворачиваться в направлении V вокруг этой оси. Приводные средства Му и Mv обеспечивают эти перемещения. Головка 110 удерживает контактное подвижное колесо 111 с осью, которая неподвижна относительно этого колеса. Двигатель, установленный на головке 110, осуществляет привод колеса 111 через абразивную ленту, которая установлена на периферии колеса. Совокупность приводных средств связана с управляющей системой, которая содержит блок управления со средствами программирования и запоминания, содержащий, в частности, данные о геометрических характеристиках шлифуемой детали.
Для шлифовки детали на ее поверхность локально по касательной накладывают ленту, осуществляя определенное давление. Приводят во вращение ленту, которая вращается с колесом 111.
Величина снятия и состояние поверхности зависят от многих параметров:
- зернистости абразивной ленты,
- скорости перемещения ленты вследствие вращения колеса вокруг своей оси,
- давления ленты на поверхность детали, осуществляемого колесом,
- относительной скорости движения ленты вдоль детали, которая является относительной скоростью движения стола, то есть детали относительно инструмента в направлении осей Х.
В соответствии с другим отличием изобретения облегчают шлифовку поверхности лопатки путем одновременного обеспечения геометрического соответствия путем управления относительной скоростью движения между деталью и шлифующей лентой, предпочтительно сохраняя постоянными контактное давление и скорость вращения ленты.
Машина управляется на основании картографии удалений материала. Она преобразуется для машины в картографию относительной скорости движения детали относительно шлифующей ленты. Эта картография установлена в зависимости от предварительно заданного отношения между скоростью движения и количеством удаляемого материала. Такое отношение устанавливается путем отладки в каждой точке детали.
Отладка осуществляется единожды для данного типа детали. Она осуществляется, в соответствии с конкретным осуществлением способа согласно изобретению, путем измерения, в каждой точке детали, удаляемого материала при множестве различных равномерных скоростей движения. Удаляемое количество получают интерполяцией; частный пример заключается в определении удаления при двух различных скоростях движения.
В итоге, различные этапы приведения в соответствие детали, номинальные характеристики которой известны, заключаются в измерении ее геометрических характеристик и определении несоответствующих зон. Исходя из этих измерений, устанавливают картографию удалений материала для соответствующих точек в этих зонах. Эти данные вводятся в блок управления шлифующей машиной 1. Между зажимами машины устанавливают обрабатываемую деталь и включают машину. Абразивная лента приводится во вращение колесом и устанавливается на место на детали. В соответствии с отличием изобретения скорость вращения колеса поддерживается постоянной в процессе всей операции шлифовки, а также давление колеса на деталь. Движение ленты вдоль детали управляется системой управления, в которую введены упомянутые выше данные. Скорость движения таким образом изменяется в зависимости от количества удаляемого материала. Способ позволяет таким образом осуществить за один этап одновременное приведение в соответствие и финишную полировку детали. Предпочтительно предусматривают минимальное удаление материала по всей поверхности для осуществления равномерной финишной шлифовки.
Устройство удаления масла и турбомашина, содержащая это устройство
Подвеска силовой установки к конструктивному элементу летательного аппарата
Крепление многоконтурного турбореактивного двигателя к летательному аппарату
Канал охлаждения, выполненный в стенке
Устройство и способ кругового деформирования круглой детали, в частности, выпускного картера газотурбинного двигателя
Полный вал газотурбинного двигателя и газотурбинный двигатель, содержащий по меньшей мере упомянутый вал
Разделенный на секторы сопловой аппарат, турбина низкого давления и турбомашина, содержащие такой сопловой аппарат
Промежуточный картер турбореактивного двигателя и турбореактивный двигатель
Камера сгорания турбомашины со спиральной циркуляцией воздуха
Способ алюминирования из паровой фазы металлической детали газотурбинного двигателя, донорская рубашка и лопатка газотурбинного двигателя, содержащая такую рубашку
Инжектирование воздуха в тракт компрессора газотурбинного двигателя
Устройство удаления масла и турбомашина, содержащая это устройство
Подвеска силовой установки к конструктивному элементу летательного аппарата
Крепление многоконтурного турбореактивного двигателя к летательному аппарату
Канал охлаждения, выполненный в стенке
Устройство и способ кругового деформирования круглой детали, в частности, выпускного картера газотурбинного двигателя
Полный вал газотурбинного двигателя и газотурбинный двигатель, содержащий по меньшей мере упомянутый вал
Разделенный на секторы сопловой аппарат, турбина низкого давления и турбомашина, содержащие такой сопловой аппарат
Промежуточный картер турбореактивного двигателя и турбореактивный двигатель
Камера сгорания турбомашины со спиральной циркуляцией воздуха

