Результат интеллектуальной деятельности: ТРИАНГУЛИРОВАННЫЙ СИЛЬНОТОЧНЫЙ ТОКОПОДВОД
Вид РИД
Изобретение
Изобретение относится к области электрометаллургии стали и ферросплавов, химической рудно-термии и другим производствам, где применяются трехфазные электропечи для плавки и обработки стали и сплавов, различных ферросплавов, карбида кальция, силикокальция, высококремнистых, высокоглиноземистых и других тугоплавких материалов.
Сильноточные токоподводы (короткие сети) к плавильным электротермическим агрегатам различного назначения и мощности являются важнейшими устройствами их конструкции, определяющими технико-экономические параметры этого оборудования.
Известна электродуговая печь с реактансным шлейфом на проводе тока большой силы [1] германской фирмы «Фукс Системтехник ГмбХ». Конструкция этой печи считается одной из самых совершенных именно в части подвода электроэнергии. Подвод тока в ней производится от трансформатора к трем параллельно расположенным в проекции на горизонтальной плоскости электрододержателям через кабель тока высокой силы. Стальные коробчатые электрододержатели плакированы снаружи слоем меди для подвода тока к соответствующему электроду. Для выравнивая реактанса трех фаз, с целью регулирования их симметрирования за счет увеличения реактивности средней фазы, был предусмотрен специальный реактансный шлейф, который впоследствии был заменен триангулированием короткой сети на участке: электрододержатели - гибкие кабели и подводы к трасформатору. В процессе нескольких лет эксплуатации печей на российских предприятиях были выявлены следующие недостатки конструкции этого оборудования.
- Прямоугольного сечения рукава электрододержателей из толстолистовой углеродистой стали, плакированные снаружи токонесущим слоем меди методом «сварка взрывом», из-за чего имеют повышенную массу стали, сложны и дороги в изготовлении (в 3,5 раза); дорогие в эксплуатации - требуют для охлаждения в 3 раза больше воды не технической, а очищенной, по сравнению с традиционной конструкцией. Температура нагрева воды во внутренней полости электрододержателей достигает свыше 60°C, а на стали, через которую охлаждается наружный медный токонесущий слой, образуется накипь, еще более ухудшающая условия охлаждения.
- Электрододержатели с рукавами - балками - сверхжесткие, что приводит при эксплуатации к резонансным виброколебаниям в вертикальной и горизонтальной плоскостях, вызывающим усталостные напряжения и ускоренное разрушение медного токонесущего слоя, а также недопустимо частые поломки электродов. Поэтому срок жизни электрододержателей ограничен 5 годами, что в 4-5 раз меньше обычного. При этом электрододержатели ремонту не подлежат и требуется их замена новыми. Кроме того, возникает проблема утилизации отслуживших рукавов электрододержателей, т.к. при сварке взрывом происходит в пограничном слое диффузия одного металла (меди) в другой (сталь) и разделить их механическим способом весьма сложно, требуется термическое разделение по разности температур плавления, т.к. наличие меди в шихте (железном ломе) для плавки стали недопустимо.
- Упрочнение конструкции электрододержателей для снижения амплитуд колебания и сопрягаемых с ними элементов конструкции печи (стоек, роликов направляющих и др.) увеличило частоту колебаний свыше 30 до 50 Гц, сделало их визуально незаметными и еще более опасными для работы печи не только в механическом, но и электротехническом отношении. Автовиброколебания, доходящие до резонанса, одновременно воздействуют на работу токонесущих элементов электропечи, оборудование и защиту питающей сети, вызывают колебания и несинусоидальность тока, явление фликкер-эффекта (мигания), снижают качество и надежность работы электропечной установки в целом, что подтвердилось на практике.
- Параллельное расположение электрододержателей и их сближение в конструкции печи свыше определенного предела при триангуляции токоподвода приводит не к улучшению, а к ухудшению симметрирования фаз.
- Это же решение создало дополнительные недостатки конструкции: уменьшение экспериментально установленного распада электродов, значительно увеличившего количество их поломок, и потребовало усложненное, специальное конструктивное исполнение головной части электрододержателей крайних (1-й и 3-й) фаз, с боковыми консолями с их внешней стороны, т.е. выполненными в зеркальном отображении, разных по изготовлению не только по сравнению со средней (2-й) фазой, но и между собой.
- Уменьшение распада электродов вызывает при эксплуатации печи снижение долговечности работы подины ванны, (из-за перегрева) на несколько сотен плавок (против ее нормальной работы 3000 плавок). Установлено - этот недостаток неустраним даже при наличии жидкого остатка металла (10-15%) на подине после слива основной массы плавки.
Известно устройство для подвода электроэнергии [2], представляющее триангулированный сильноточный токоподвод дуговой печи, обеспечивающий минимальные активные (омические) и реактивные потери электроэнергии. Это достигается за счет предельного сокращения длины токоподвода от трансформатора до электроконтактных зажимов электродов, а также дополнительного уменьшения на целую секцию длины каждого из трех электродов. Причем рукава электрододержателей с закрепленными на них разъемными резьбовыми соединениями токонесущими трубами получились настолько малы, что токоподвод оказался выполненным преимущественно гирляндами водоохлаждаемого гибкого кабеля, т.к. и остальные участки токоподвода со стороны трансформатора из-за их небольших размеров и конфигурации имеют незначительные сопротивления. В устройстве предусмотрено симметрирование распределения мощности между тремя фазами за счет того, что гирлянды крайних фаз снабжены дополнительными нитками кабеля, расположенного в гирляндах вместе с основными равномерно по окружности или по овалу, подобно ниткам гирлянды средней фазы. При этом количество дополнительных ниток кабеля определяется условием снижения сопротивления гирлянд крайних фаз по сравнению с гирляндой средней фазы в диапазоне от 20 до 80% пропорционально величине ее реактивного сопротивления. Важно отметить, что в данной конструкции устройства именно реактанс является определяющим при выборе дополнительного количества ниток кабеля потому, что реактивное сопротивление, как правило, превосходит активное (омическое) в 5-6 раз, а общее сокращение длины токоподвода в целом снижает значение активного сопротивления всего контура до столь малой величины (по сравнению с реактансом), что им практически можно пренебречь.
Устройство при всех своих достоинствах имеет существенные недостатки.
- Главный из них - ограниченная универсальность его применения.
Этот недостаток возник вследствие того, что для предельного укорочения длины всех без исключения участков токоподвода, включая гирлянды гибкого кабеля, где свою роль сыграло дополнительно симметрирование фаз, конструкция устройства обязана быть стационарной. При этом устройство может с успехом быть использовано в дуговых агрегатах печь-ковш при работе с тигель-ковшами емкостью от 30 до 380 т и более. Кроме того, устройство пригодно для всех рудно-термических электропечей различного назначения, имеющих стационарную или вращающуюся ванну. Однако устройство непригодно и не может быть использовано в работе на плавильных агрегатах, где непрерывный технологический процесс требует периодического наклона ванны для выполнения определенных технологических операций. Например, на дуговых сталеплавильных печах любого типа, независимо от донного или эркерного способа слива металла, где применяют наклон ванны в сторону рабочего окна для скачивания шлака или на рудно-термических печах, где при выплавке определенных видов ферросплавов требуется наклон ванны для слива готового продукта. Таких, как для получения феррохромовых сплавов - низкоуглеродистого и безуглеродистого феррохрома на электропечах мощностью 3500 кВА.
- Другим недостатком устройства является ограниченность его применения, в зависимости от технологических условий плавки или обработки определенных материалов, по мощности и ее симметрированию по фазам. Так наиболее простое и при этом достаточно эффективное равномерное расположение ниток кабеля в гирляндах по кругу в средней фазе в сочетании с подобным расположением ниток как основных, так и дополнительных, по овалу на крайних фазах, рационально и приемлемо только при рабочих токах (и соответствующих напряжениях), обеспечивающих предельные по величине мощности от 40 до 50 МВ·А, при максимальном токе до 70 кА (на печах-ковшах это позволяет обеспечить успешную обработку жидкого металла в тигель-ковшах максимальной рабочей емкостью - 380 тонн).
Приведенное устройство принято в качестве прототипа для вновь предлагаемого сильноточного токоподвода, в конструкции которого устраняются вышеуказанные недостатки известных конструкций подобного назначения.
Данное изобретение направлено на создание устройства - триангулированного сильноточного токоподвода, обеспечивающего универсальность его применения в конструкции трехфазных плавильных электропечей, различных по технологическому назначению, например дуговых сталеплавильных, с пониженными активными (омическими) и реактивными потерями электроэнергии, в том числе за счет снижения потерь в рукавах электрододержателей и наиболее равномерного распределения - симметрирования мощности по фазам в интервале от 0 до менее 5%, с одновременным повышением эксплуатационной надежности, снижением затрат на обслуживание и эксплуатацию, увеличения Cosφ и КПД, повышения производительности и экономичности электропечей.
Указанные технические и экономические результаты обеспечиваются принципиальными конструктивными отличиями предлагаемого устройства от известных подобного назначения.
Принципиальные отличия предлагаемого технического решения устройства от известных заключаются в том, что медные токонесущие водоохлаждаемые трубы электрододержателей жестко крепятся к рукавам из маломагнитной стали неразъемно, без электрической изоляции, в специальных приспособлениях, причем на крайних фазах (первой и третьей) непосредственно к верхней поверхности соответствующего рукава, а на средней фазе (второй) - на площадках вертикальных кронштейнов, выполненных также из маломагнитной стали, приваренных сверху рукава.
Такое техническое решение позволяет обеспечить универсальность применения устройства, снизить потери электроэнергии, значительно уменьшить расход охлаждающей воды, повысить надежность его работы и существенно уменьшить расходы времени и средств на обслуживание токоподвода, т.к. неразъемные крепления в обслуживании практически не нуждаются.
Кроме того, токонесущие трубы всех трех фаз снабжены водоохлаждаемыми электроконтактными башмаками и вместе с закрепленными к ним гибкими кабелями расположены по вершинам равностороннего треугольника с оптимальными по величине сторонами так, что средняя фаза сверху с гирляндой гибких кабелей размещена равномерно по кругу или эллипсу, а гирлянды гибких кабелей крайних фаз снабжены дополнительными гибкими кабелями, размещенными в гирляндах вместе с основными кабелями равномерно по эллипсу, при этом количество дополнительных кабелей симметрично увеличивает общие рабочие сечения кабелей в гирляндах настолько, чтобы снижение сопротивления гирлянд крайних фаз по сравнению с гирляндой средней фазы было в диапазоне от 25 до 65% пропорционально величине импеданса (т.е. общей величине активного и реактивного сопротивлений) гирлянды средней фазы.
Такое техническое решение обеспечивает наиболее рациональное симметрирование мощности по фазам, повышает коэффициент мощности (Cosφ), полезное использование электроэнергии, увеличивает КПД и производительность электропечей в режиме энергосбережения. Необходимо особо отметить, что универсальность устройства в комплексе его отличительных особенностей снимает ограничения в обозримом будущем по развитию мощностей электропечей указанного выше назначения и одновременно повышения их экономичности.
Обоснования существенной новизны технических решений предлагаемого устройства - триангулированного сильноточного токоподвода.
- Технико-экономическая целесообразность разделения функций элементов электродержателей: токонесущей - на медные водоохлаждаемые трубы, а несущей механическую нагрузку - на рукава из маломагнитной стали становится не просто возможной, но существенно необходимой при условии, если оба эти элемента неразъемно соединяются между собой без промежуточных элементов, например без дополнительных болтовых разъемных соединений и/или электрической изоляции, требующей периодического обслуживания и замены. Известно, что углеродистая сталь (марок - Ст3 или Ст35), применяемая для рукавов электрододержателей плавильных электропечей различного назначения, в том числе для сталеплавильных (ДСП), при температуре 20°C имеет удельное электрическое сопротивление (УЭС) - 0,171 ом·мм2/м, а маломагнитная сталь (например, марки Х18Н9Т) в 4,15 раза выше (0,71 ом.мм2/м). При температуре 100°C УЭС маломагнитной стали выше, чем углеродистой в 3,35 раза, а рабочая температура большей несущей части рукавов электрододержателей не достигает этой величины. В районе расположения медных водоохлаждаемых токонесущих труб температура стабильно ниже, т.к. они работают при температуре, как правило, не превышающей 35°C. При рабочих температурах периодического нагрева в районе электроконтактных зажимов электродов (где не работает никакая термостойкая электроизоляция), не имея синеломкости, указанная углеродистая сталь работает при температурах: 200, 300, 400 и 450°C, при этих температурах маломагнитная сталь обладает УЭС выше, чем углеродистая соответственно в: 2,81, 2,36, 2,09 и 1.8 раза. Впервые в практической реальности с тем, что маломагнитная сталь работает в диапазоне указанных температур по сравнению с углеродистой как изолятор, столкнулись при работе на однофазных электропечах, выплавляющих тугоплавкие (при 1900-2000°C) материалы. Кроме того, потери электроэнергии с токами Фуко в рукавах электрододержателей, выполненных из маломагнитной стали, ничтожны, а с токами утечки незначительны. Конструкция приспособлений для неразъемного крепления токонесущих труб к рукавам электрододержателей, учитывающих все особенности и условия их работы - в т.ч. во всех плоскостях, гарантирует эксплуатационную надежность работы электрододержателей как единой конструкции и предусматривает их простую утилизацию после многолетней службы за счет несложной электрорезки хомутов и скоб.
- Одним из определенных в числе существенных отличий нового устройства от прототипа является недостаток последнего, обусловленный граничными условиями его наиболее эффективной работы.
Так установлено, при эксплуатации устройства - прототипа, когда используемая мощность за счет допустимой перегрузки трансформатора по току на 20% (при этом мощность - 48МВ·А), вплотную приближается к 50 МВ·А, а ток к 70 кА (последние величины соответствуют максимально допустимой перегрузке на 25% трансформатора), в этом случае более рациональным становится размещение гибкого кабеля крайних фаз по эллипсу, а не по овалу, т.к. эллипс обеспечивает транспозицию кабеля в гирлянде, более близкую к идеальной - по кругу, чем овал, и тем самым более полное симметрирование мощностей по фазам.*)
*)Примечание. Геометрическая природа эллипса как кривой 2-го порядка такова, что чем ближе его эксцентриситет к единице, тем эллипс более вытянут, чем эксцентриситет ближе к нулю, тем эллипс ближе по форме к окружности. Когда малая и большая полуоси эллипса становятся равны, эллипс превращается в окружность. Таким образом окружность является частным случаем эллипса и становится понятным его преимущество по более эффективному размещению кабеля в гирлянде и ее лучшему, чем по овалу, симметрированию мощности с гирляндами других фаз.
Более равномерное распределение тока по нитям кабеля, особенно при увеличивающемуся с мощностью количеству нитей кабеля, повышает надежность его работы, гибких гирлянд и токоподвода в целом. С учетом небольшой разности предельных мощностей при использовании устройства прототипа, в указанных конкретных условиях на печах- ковшах, и его других эффективных достоинств при эксплуатации, отмеченный недостаток терпим. Однако при дальнейшем увеличении мощности печей и (другой) новой конструкции устройства универсального назначения этот недостаток должен быть устранен. Так как он может существенно влиять не только на энергосбережение, но и качество производимой продукции.
При этом размещение увеличенного количества кабеля в гирлянде по эллипсу при росте мощности и тока печей обеспечивает (по сравнению даже с кругом, который быстро увеличивается в диаметре) более компактную транспозицию кабеля, эффективность его работы, удобство его обслуживания в гирлянде и компактность самой гирлянды.
- Из накопленного опыта, при мощности электропечей до 50 МВ·А, а тем более свыше 50 до 95-100 МВ·А при токах ≥90 кА и свыше 100 МВ·А при токах, соответствующих мощности (например, 130-135 кА при использовании графитированных электродов Ш710), симметрирование мощности должно выполняться не только за счет уточненного количества дополнительных кабелей на крайних фазах и более рациональной транспозиции кабелей в компактных гирляндах, но транспозиции самих гирлянд, в совокупном сочетании с гирляндой средней фазы. Последнее важно учитывать потому, что установлено - сторона равностороннего треугольника при триангуляции токоподвода с определенными электрическими параметрах установки электропечи (мощности, токах и напряжениях НН), и конструктивном выполнении всех его элементов, имеет четко выраженное оптимальное значение, обеспечивающее максимально эффективные результаты триангуляции и работы сильноточного токоподвода в целом.
Установлено, что выполнение сторон треугольника больше оптимальной величины незначительно влияет на улучшение симметрирования мощности, в то время как уменьшение сторон треугольника весьма существенно влияет на ухудшение симметрирования. В последнем случае, если исходить, например, из стремления улучшить компактность короткой сети, то, чтобы уменьшить отрицательный эффект в симметрировании мощности, требуется - либо применять трехфазный трансформатор с пофазным регулированием мощности с рассогласованием рабочего напряжения (НН) по фазам в 2-3 ступени, либо устанавливать равные ему по суммарной мощности три однофазных трансформатора с раздельным регулированием электрических параметров каждой фазы. И то, и другое решения значительно дороже и сложнее в эксплуатации, чем выполнение сторон треугольника оптимальной величины при триангуляции токоподвода.
Строгая взаимная компановка триангулированных элементов токоподвода фиксируется также определенным расположением электроконтактных подвижных башмаков, закрепленных сваркой на токонесущих трубах электрододержателей и встречных, также соориентированных, аналогичных неподвижных башмаков, расположенных у проема стены трансформаторного помещения и закрепленных к трубошинам, соединенным через компенсаторы с трансформатором.
Граничные пределы, в которых определяется количество дополнительных гибких кабелей в гирляндах крайних фаз, размещаемых вместе с основными кабелями равномерно по эллипсу, с симметричным увеличением общих рабочих сечений в этих гирляндах настолько, чтобы снижение сопротивления гирлянд крайних фаз по сравнению с гирляндой средней фазы находилось в диапазоне от 25 до 65% пропорционально величине импеданса, т.е. общей величине активного и реактивного сопротивлений, обосновываются следующими условиями:
- нижний предел 25%, менее этой величины снижение импеданса крайних фаз, как правило, не обеспечивает допустимого предела переноса мощности между фазами (менее 5%);
- верхний предел 65%, более этой величины дальнейшее снижение импеданса крайних фаз относительно средней настолько незначительно меняет перенос мощности между фазами (близкий к нулю), что становятся экономически нецелесообразными дополнительные затраты медного водоохлаждаемого гибкого кабеля, который дорог, и расточительно использовать с рабочей плотностью тока ниже экономической плотности тока, находящейся в пределах 2,5-3,5 А/мм2. Обычно рабочая плотность тока в таком кабеле составляет от 4 до 6 А/мм2, при максимально допустимой нагрузке 10 А/мм2.
Указанные граничные пределы предполагают также конструктивные варианты основной идеи с учетом подводимой мощности и диапазона рабочего тока НН, сечения и количества ниток гибкого кабеля, который может быть одного типоразмера для гирлянд всех трех фаз, но может быть и разного сечения, например для средней фазы по отношению к крайним, что может быть обусловлено размерами и транспозицией фазовых гирлянд при триангулировании или в некоторых случаях особенностями производственных условий эксплуатации оборудования с симметрированной мощностью фаз по условиям энергоснабжения реконструируемого цеха и т.п.
- платой за универсальность применения предлагаемого устройства является увеличение длины электрододержателей и определенное увеличение омического сопротивления, которым нельзя пренебрегать; в совокупности с реативным сопротивлением оно составляет импеданс фаз и всего токоподвода в целом.
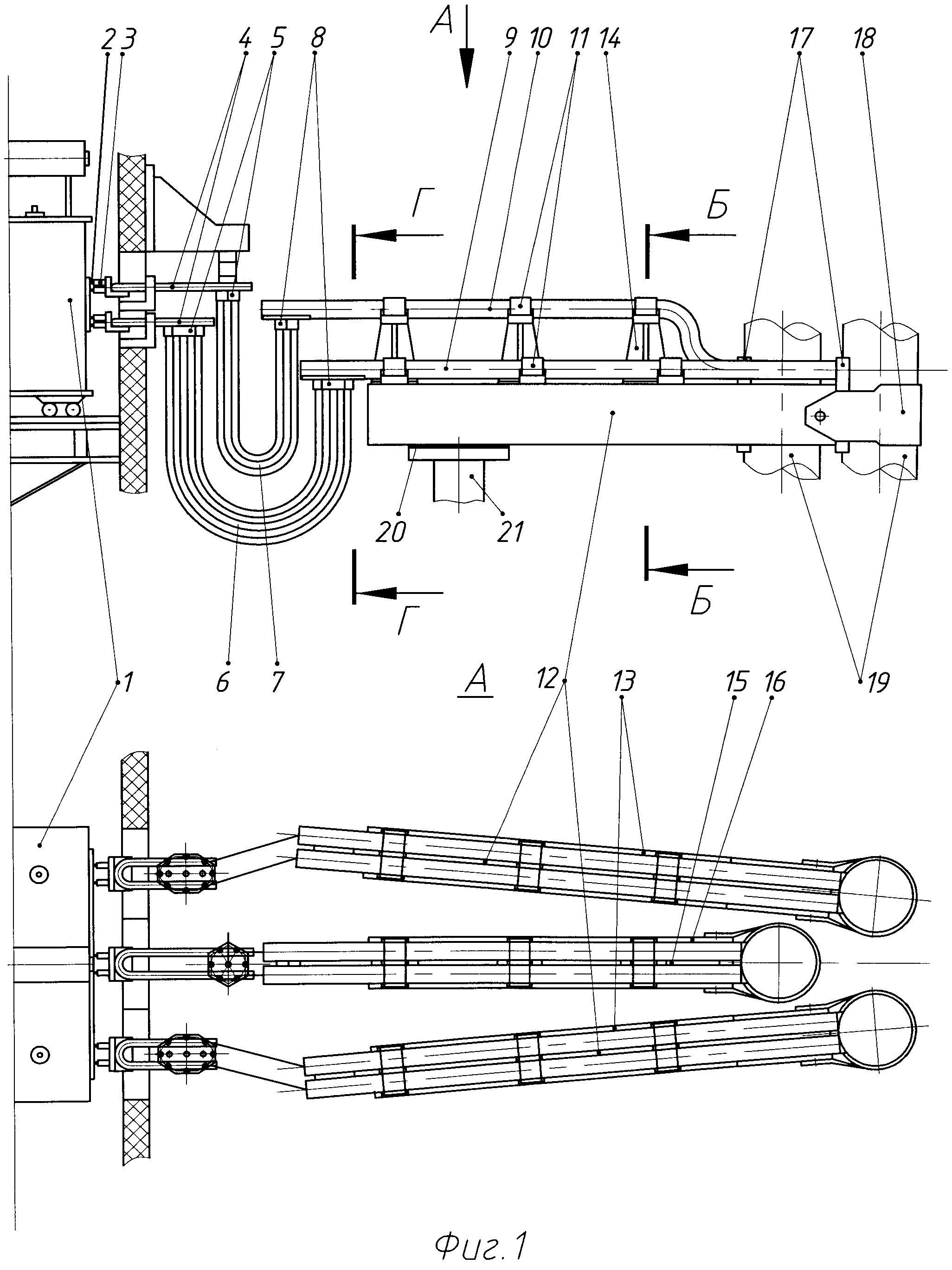
Изобретение поясняется чертежами, где на фиг.1 изображен триангулированный токоподвод в двух проекциях: наверху - в поперечном разрезе в вертикальной плоскости, а внизу - в плане (в качестве примера для дуговых сталеплавильных электропечей мощностью от 50 до 95-100 МВ·А);
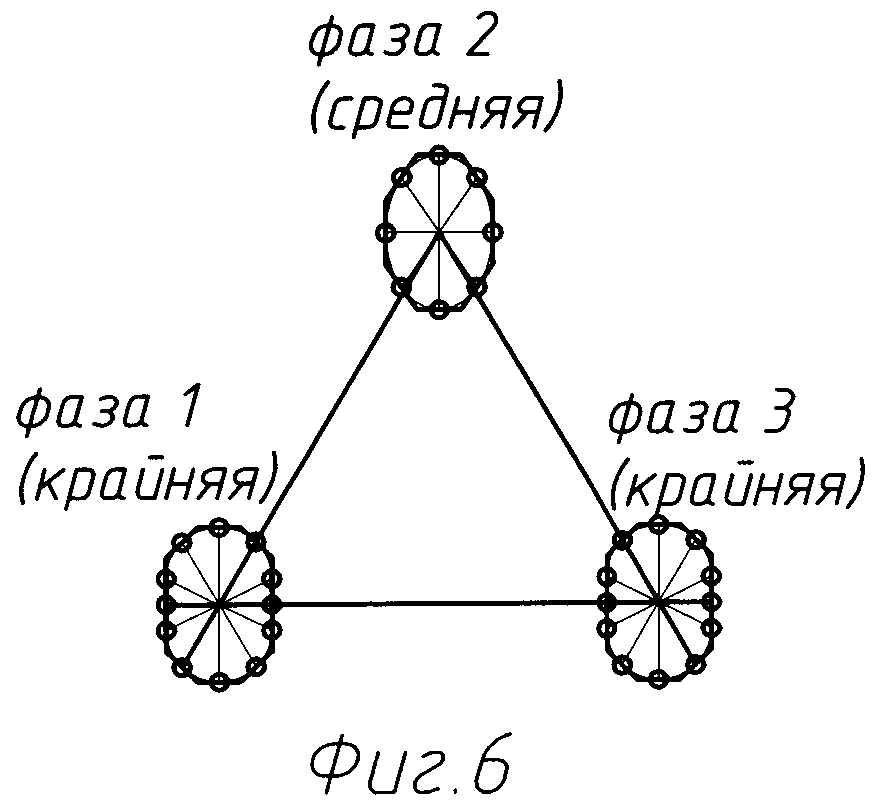
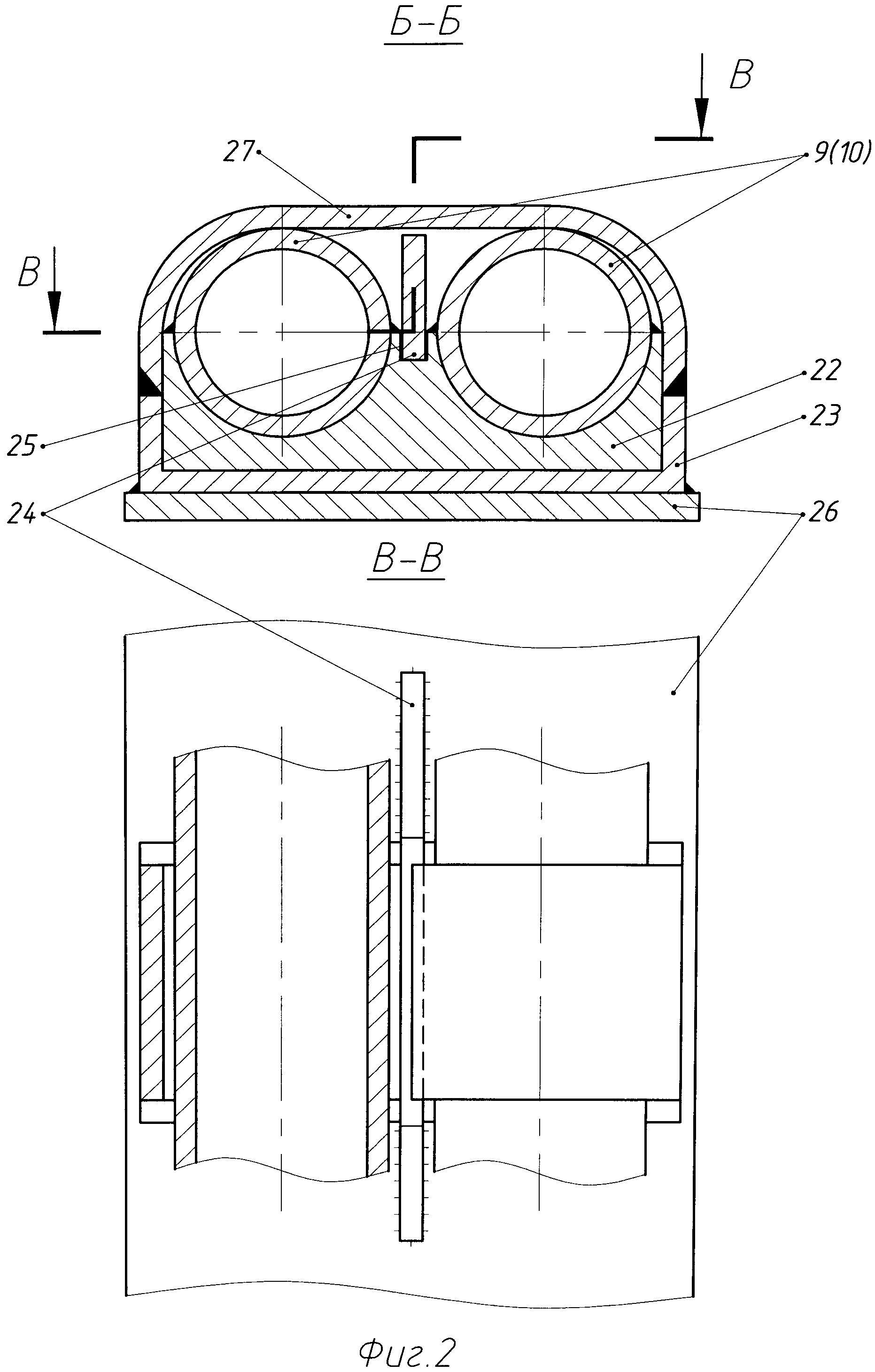
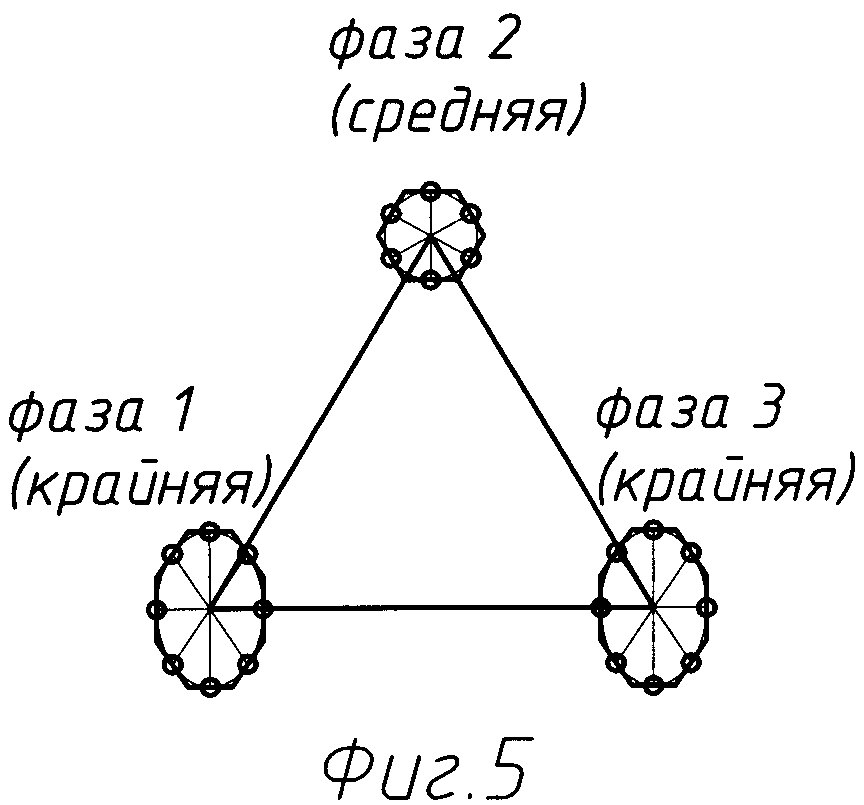
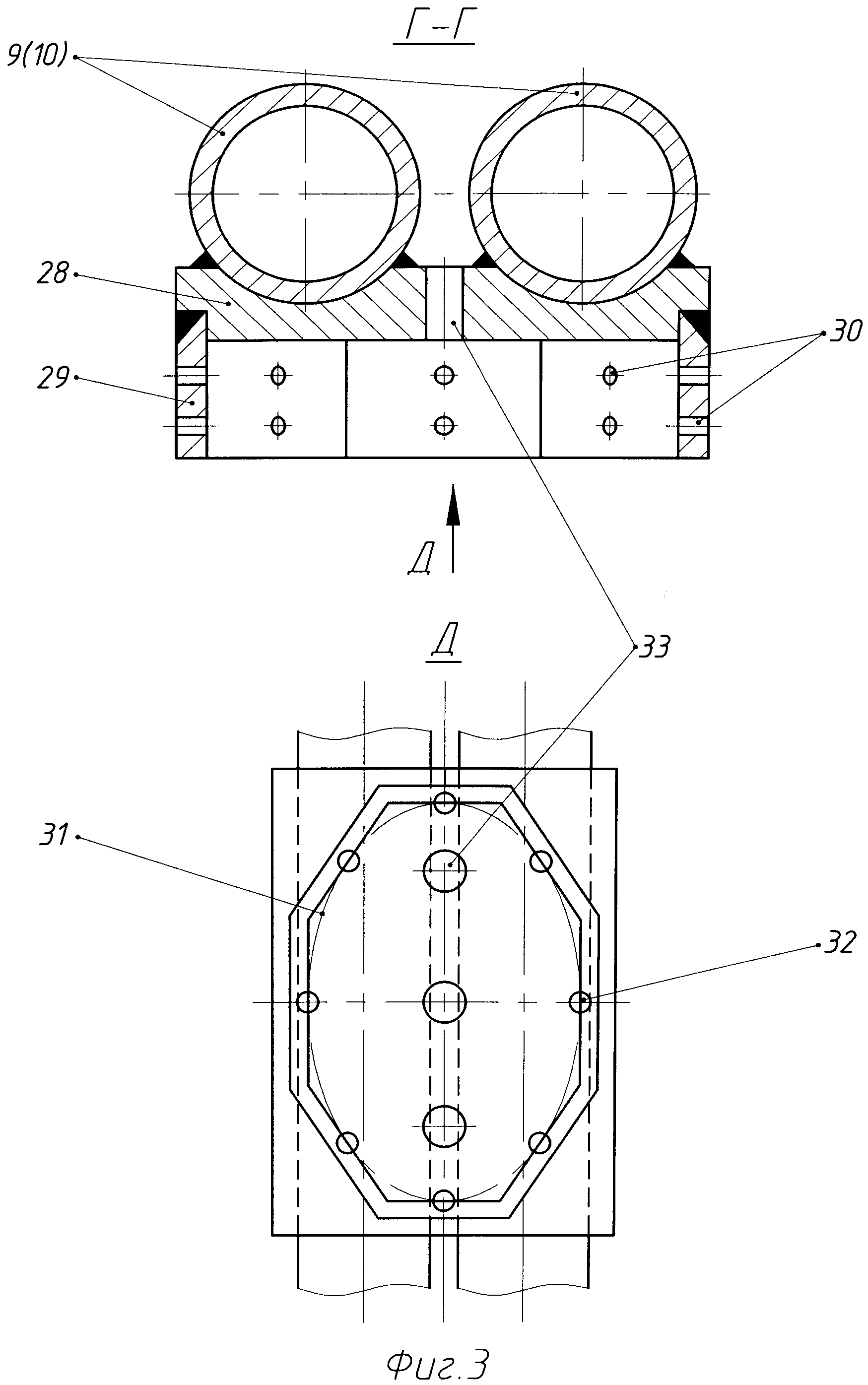
на фиг. 2 - приспособление для неразъемного крепления токонесущих труб непосредственно к рукавам или через кронштейны на рукаве электрододержателей; на фиг. 3 показан электроконтактный башмак (для гирлянд гибких кабелей) и его закрепление к токонесущим трубам на электрододержателях (подвижные башмаки) и аналогичные башмаки (неподвижные) и их крепление на водоохлаждаемых трубошинах, подсоединяющих гирлянды гибкого кабеля через демпферы-компенсаторы к выводам трансформатора (со стороны проема в стене и на наружной стороне стены его помещения, где они закреплены стационарно); на фиг. 4, фиг. 5 и фиг. 6 - схемы триангулированного размещения симметрированных кабельных гирлянд для электропечей различной мощности.
Триангулированный сильноточный токоподвод универсальный, например, к дуговой сталеплавильной печи (ДСП) содержит трехфазный печной трансформатор 1, к выводам 2 которого через демпферы-компенсаторы 3 присоединены промежуточные водоохлаждаемые трубошины 4, выходящие из трансформаторного помещения и закрепленные в проеме и на его стене и также водоохлаждаемые стационарные электроконтактные башмаки 5, подсоеденены гирлянды водоохлаждаемого гибкого кабеля 6 крайних фаз (1-й и 3-й) и 7 средней фазы (2-й), вторые концы его соединены с подвижными подобными электроконтактными башмаками 8 соответствующих фаз, приваренными к медным токонесущим водоохлаждаемым трубам 9 и 10, закрепленным в неразъемных приспособлениях 11 или непосредственно на рукавах 12 из маломагнитной стали, электрододержателей 13 (1-й и 3-й фаз), или на верхних горизонтальных площадках кронштейнов 14 из маломагнитной стали, приваренных сверху к рукаву 15, выполненному из такого же материала, электрододержателя 16 (2-й фазы). Токонесущие трубы 9 и 10 соединяются с водоохлаждаемыми электроконтактными плитами 17, закрепленными к торцам соответствующих рукавов 12 и 15, и подводят к ним электрический ток, а также одновременно подводят и отводят охлаждающую воду. Хомуты 18 из жаропрочной стали, дистанционно управляемые пружинно-гидравлическими приводами (известной конструкции, расположенными внутри рукавов 12 и 15, на чертеже не показаны), прижимают графитированные электроды 19 к электроконтакным плитам 17, обеспечивая одновременно надежный электрический контакт и механическое удержание электродов при их реверсивных перемещениях (вверх-вниз) совместно с электрододержателями 13 и 16, которые через электроизоляцию 20 закреплены на стойках 21 (снабженных, например, гидроприводами с управлением от авторегулятора, встроенными с направляющими роликами в наклоняющуюся шахту - все механизмы известной конструкции и на чертеже не показаны).
Кроме того, электроконтактные плиты 17 совместно с хомутами 18, управляемыми упомянутыми приводами, образуют механизмы - электроконтактные зажимы электродов, которые выполняют не только упомянутую выше функцию зажима электродов при работе электропечи, но и их периодического освобождения в процессе эксплуатации, для перепуска - компенсации сгорания электродов, а также в моменты полной замены, «свежими» свечами сгоревших, предварительно свинченных из требуемого количества секций электродов в специальных приспособлениях вне печи.
На фиг.2 (см. сечение Б-Б фиг.1), представлено приспособление 11 для неразъемного крепления токонесущих труб 9 или 10, которое снабжено переходником 22 из меди - материала, одинакового с материалом труб, приваренным к ним и размещенным в коробчатом корпусе 23 из маломагнитной стали, где он с встроенной в него скобой 24 из маломагнитной стали плотно закреплен в пазе 25, выполненном сверху по центральной горизонтальной оси приспособления 11, совпадающей с продольной осью рукава 12(15) электрододержателя 13(16).
Скоба 24 в вертикальной плоскости охватывает переходник 22 с корпусом 23 и вместе с ним приварена с двух сторон к верхней поверхности 26 рукавов 12 или к верхним горизонтальным площадкам кронштейнов 14 рукава 15. Кроме того, токонесущие трубы 9(10) вместе с переходником 22 охвачены сверху в горизонтальной плоскости, перпендикулярной плоскости скобы 24, хомутом 27 из маломагнитной стали, приваренным с двух сторон к корпусу 23.
На фиг.3 (см. сечение Г-Г фиг.1) показан подвижный электроконтактный башмак 8 (вариант для крайних фаз - 1-й и 3-й) крепления водоохлаждаемого гибкого кабеля восьми ниточных гирлянд 6. Конструкция башмака 8 содержит медную токонесущую плиту 28, приваренную снизу к водоохлаждаемым токонесущим трубам 9 или 10 и снабженную приваренной к ней также снизу медной электроконтактной пластиной 29 с отверстиями 30 для крепления к ней болтами (не показаны) плоских контактов наконечников водоохлаждаемого гибкого кабеля гирлянд 6. С этой целью электроконтактная пластина 29 выполнена в виде 8-угольника, охватывающего контур эллипса 31, к плоским сторонам которого легко и надежно крепить плоские контакты кабеля гирлянд 6 так, что осевые центры 32 нитей кабелей каждой гирлянды 6 были с заданными промежутками между ними расположены строго по эллипсу 31. Для лучшего охлаждения плиты 28 и пылеудаления из промежутка между токонесущими трубами 9 или 10 в токонесущей плите 28 предусмотрены вентиляционные отверстия 33.
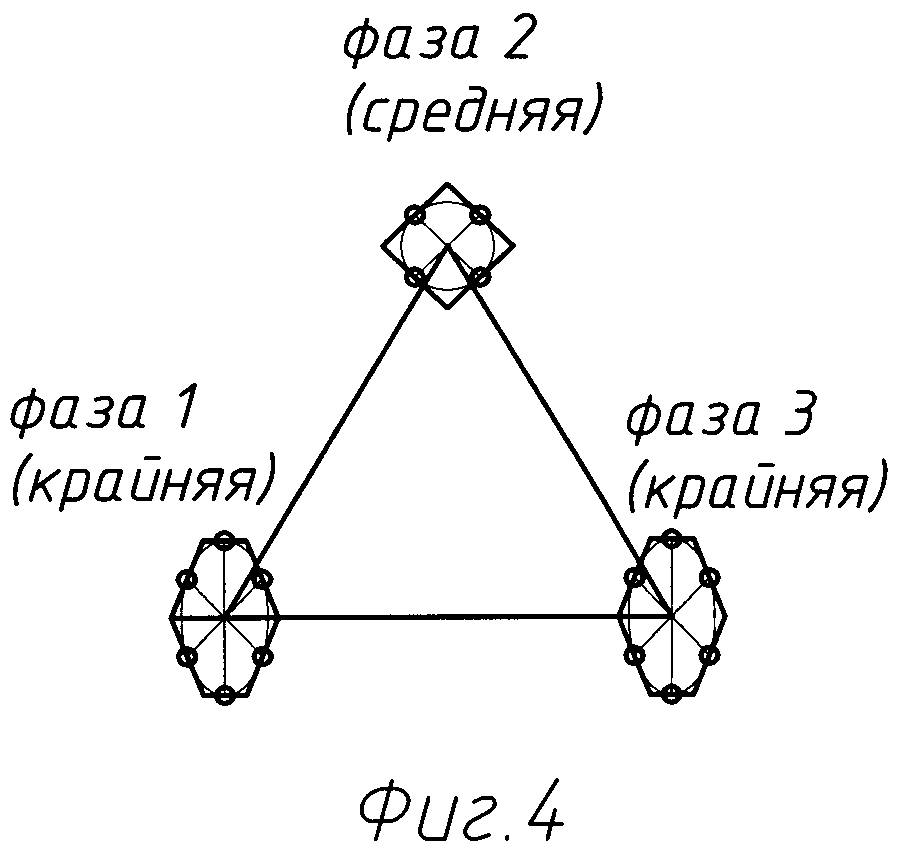
На фиг.4, на фиг.5 и на фиг.6 приведено графическое изображение взаимного расположения триангулированных и симметрированных фазовых гирлянд и транспозиции кабелей в них для нижеследующих вариантов их применения на различных электропечах.
При этом нет необходимости в дополнительных пояснениях, кроме приведенных выше в описании.
На фиг.4 - для электропечей мощностью до 50 МВ·А;
На фиг.5 - для электропечей мощностью от 50 до 95-100 МВ·А;
На фиг.6 - для электропечей мощностью свыше 95-100 МВ·А.
Из приведенного описания предлагаемого устройства и взаимодействия всех его элементов следует:
токонесущие трубы 9 и 10 образуют, за счет своего расположения и соответствующего закрепления к рукавам электрододержателей, вершины равностороннего пространственного оптимальной величины треугольника, берущего свое начало от выводов 2 трансформатора 1, далее продолжающегося посредством компенсаторов 3, трубошин 4, стационарных электроконтактных башмаков 5, симметрированных компактных гирлянд гибкого кабеля 6 и 7 с подвижными электроконтактными башмаками 8 и завершающегося электродами 19 включительно, что в целом составляет триангулированный сильноточный токоподвод универсального назначения, с учетом подробно изложенных и обоснованных его принципиальных особенностей, отраженных в формуле изобретения.
Источники информации
1. Патент ФРГ №3516940 А1, МКИ Н05В 7/11, с приоритетом от 10.05.85 г. Электродуговая печь с реактансным шлейфом на проводе тока большой силы. Фирма «Фукс Системтехник ГмбХ», изобретатели: Эле И., Тимм К., Алерс X.
2. Патент РФ - RU №2192713, C1, 7 Н05В 7/11, 7/08, F27B 3/08, с приоритетом от 23.02.2001 г. Устройство для подвода электроэнергии. Изобретатели: Фролов Ю.Ф., Лебедев В.А.
Способ технологической обработки паропылегазовых потоков в газоходах дуговых печей и устройство для его осуществления
Устройство для электромагнитного торможения и поперечной передачи длинномерного термоупрочненного ферромагнитного сортового проката
Устройство для электромагнитного торможения термоупрочненного ферромагнитного арматурного проката перед холодильником
Составной предварительно напряженный валок
Рудно - термическая электропечь с горячей подиной и сильноточным токоподводом
Дуговая печь постоянного тока
Подовый электрод дуговой печи постоянного тока
Способ технологической обработки паропылегазовых потоков в газоходах дуговых печей и устройство для его осуществления
Устройство для электромагнитного торможения и поперечной передачи длинномерного термоупрочненного ферромагнитного сортового проката
Устройство для электромагнитного торможения термоупрочненного ферромагнитного арматурного проката перед холодильником
Составной предварительно напряженный валок
Рудно - термическая электропечь с горячей подиной и сильноточным токоподводом
Дуговая печь постоянного тока
Подовый электрод дуговой печи постоянного тока
Способ сушки и нагрева футеровки сталеразливочного ковша
Устройство для термоупрочнения и гидротранспортирования проката
Способ термического упрочнения изделий после горячей прокатки

