Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ УСТРОЙСТВА, СОДЕРЖАЩЕГО ПО МЕНЬШЕЙ МЕРЕ ОДИН ПЕРЕМЕЩАЕМЫЙ РАБОЧИЙ ЭЛЕМЕНТ, А ТАКЖЕ ТАКОЕ УСТРОЙСТВО
Вид РИД
Изобретение
Настоящее изобретение относится к способу изготовления устройства, содержащего по меньшей мере один перемещаемый рабочий элемент, в котором пленку помещают в пресс-форму и по меньшей мере один полимер впрыскивают в пресс-форму, чтобы образовать стенку корпуса, приклеивающуюся к пленке, причем упомянутый перемещаемый рабочий элемент содержит по меньшей мере гибкую часть пленки, продолжающуюся над отверстием в стенке корпуса, причем пленку вставляют в пресс-форму, после чего упомянутый по меньшей мере один полимер впрыскивают в пресс-форму, чтобы образовать стенку корпуса с отверстием и образовать опорный элемент, расположенный в отверстии, причем между опорным элементом и стенкой корпуса предусмотрен зазор.
Изобретение относится к устройству, содержащему по меньшей мере один перемещаемый рабочий элемент, причем упомянутое устройство содержит пленку и стенку корпуса, приклеивающуюся к пленке в результате литьевого прессования в пресс-форме, при этом упомянутый перемещаемый рабочий элемент содержит по меньшей мере гибкую часть пленки, продолжающуюся над отверстием в стенке корпуса, причем опорный элемент расположен в отверстии, и между опорным элементом и стенкой корпуса расположен зазор, причем опорный элемент приклеивается к гибкой части пленки рядом с центральной областью опорного элемента, в то время как в крайней области опорного элемента рядом с зазором опорный элемент не соединен с гибкой частью пленки.
Уровень техники
Используя такой способ, который известен из US 6752946 В2, такое устройство изготавливают посредством литьевого прессования с вкладышем. Сначала гибкую пленку вставляют в пресс-форму. Во время процесса прессования полимер нагревают, превращают в жидкость и впрыскивают в пресс-форму с одной стороны пленки. После впрыскивания полимера и придания ему требуемой формы полимер охлаждают и отверждают, чтобы образовать стенку корпуса. Когда полимер превращается из горячей жидкости в холодную твердую стенку корпуса, общий объем полимера уменьшается; степень уменьшения общего объема полимера характеризуется коэффициентом сжатия. Во время литьевого прессования полимер будет приклеиваться к пленке. После процесса литьевого прессования в зоне, где находится полимер, пленка будет подвергаться усадке вместе с полимером. На месте отверстия, где полимер отсутствует, гибкая часть пленки, продолжающаяся над отверстием, не нагревается в такой же степени, как полимер, и почти не будет подвергаться усадке после процесса литьевого прессования. В результате объединения пленки и полимерной стенки корпуса, которые подвергаются сжатию, и гибкой части пленки, продолжающейся над отверстием, которая почти не подверглась усадке, данная гибкая часть будет превращаться в куполообразную выпуклость.
Недостатком данного известного устройства является то, что такая куполообразная выпуклость приводит к неровной поверхности пленки. Кроме того, необходимо принимать дополнительные меры, для того чтобы обеспечить использование куполообразной выпуклости в качестве перемещаемого рабочего элемента и гарантировать надлежащее ощущение нажатия.
В US 5679304 А раскрыт способ изготовления кнопки панели, включающий создание пресс-формы, включающей перемещаемую пресс-форму, образующую полость, стержневую пресс-форму, содержащую направляющую, литник и затвор, и неподвижную пресс-форму, содержащую литник. В нижней части полости предусмотрено полое пространство, в котором образуется нажимная кнопка. Пластмассовый лист вставляют в полость и образуют на нижней стороне стержневой пресс-формы выступающий участок. Две полые коаксиальные прокладки соединены друг с другом, одна для образования выпуклости, другая для образования упругого рычажка. Пластмассовый лист вводят в полость и размещают между перемещаемой пресс-формой и стержневой пресс-формой. Пластмассовый лист содержит участок расцепления в положении, где должна быть образована нажимная кнопка. Расплавленный полимерный материал впрыскивают в полость через направляющую, литник и затвор. Образованная таким образом кнопка панели включает в себя нажимную кнопку на пластмассовом листе.
В JP 9167539 А раскрыта плоская панель с кнопкой, в которой гибкий лист прикреплен к задней поверхности полимерной пластины, образующей отверстие в нижней части. Пусковая кнопка образована посредством раскрытия гибкого листа от отверстия, при этом кольцевая гибкая часть, которая не должна быть прикреплена к полимерной пластине, образуется на периферийном краю кнопочной части гибкого листа. На обратной поверхности кнопочной части гибкого материала образуется опорный материал.
Сущность изобретения
Целью изобретения является создание способа изготовления устройства с перемещаемым рабочим элементом, который выполнен с возможностью удобного нажатия, при этом пленка имеет ровную поверхность благодаря равномерной усадке пленки.
В соответствии с изобретением данная цель достигается посредством способа, упомянутого в начальных абзацах, в котором опорный элемент, по меньшей мере в крайней области рядом с зазором, приклеивается к пленке с уменьшенной силой адгезии по сравнению с силой адгезии между стенкой корпуса и пленкой, причем после извлечения устройства из пресс-формы опорный элемент и гибкая часть пленки взаимно отсоединяются на участке с упомянутой уменьшенной силой адгезии.
Во время литьевого прессования пленка будет приклеиваться к стенке корпуса, а также к опорному элементу. В результате усадки стенки корпуса и опорного элемента, пленка будет также подвергаться усадке. Усадка сжатия будет меньше только в месте зазора. Однако поскольку зазор может быть относительно малым, будет получена относительно равномерная усадка пленки, обеспечивающая оптимальный визуальный результат.
Посредством отсоединения пленки и участка с уменьшенной силой адгезии пленка и крайняя область разделяются. Гибкая часть пленки выполнена с возможностью перемещения относительно стенки корпуса.
Во время процесса литьевого прессования опорный элемент предпочтительно приклеивается с относительно большой силой адгезии к гибкой части пленки рядом с центральной областью опорного элемента, причем опорный элемент совместно с гибкой частью пленки образует рабочий элемент. Гибкая часть пленки позволит опорному элементу перемещаться относительно стенки корпуса.
Вариант осуществления способа в соответствии с изобретением отличается тем, что опорный элемент и гибкая часть пленки взаимно отсоединяются на участке с упомянутой уменьшенной силой адгезии посредством перемещения рабочего элемента относительно стенки корпуса.
Когда нажимают на рабочий элемент, он будет перемещаться относительно стенки корпуса вследствие гибкости гибкой части пленки. Опорный элемент и гибкая часть пленки будут взаимно отсоединяться на участке с упомянутой уменьшенной силой адгезии. Предпочтительно сила адгезии устраняется сразу, как только рабочий элемент перемещают на минимальное расстояние, равное, например, 1 мм.
Другой вариант осуществления способа в соответствии с изобретением отличается тем, что опорный элемент и гибкая часть пленки взаимно отсоединяются на участке с упомянутой уменьшенной силой адгезии посредством нагревания устройства.
После отверждения стенки корпуса и опорного элемента устройство снова нагревают, например, до 60 градусов в течение примерно 24 часов, в результате чего опорный элемент и гибкая часть пленки взаимно отсоединяются.
Другой вариант осуществления способа в соответствии с изобретением отличается тем, что опорный элемент приклеивается к гибкой части пленки рядом с центральной областью опорного элемента с силой адгезии, такой же, как сила адгезии между пленкой и стенкой корпуса.
После устранения силы адгезии между гибкой частью пленки и крайней областью опорного элемента опорный элемент будет оставаться соединенным с гибкой пленкой в центральной области. Опорный элемент и гибкая часть совместно образуют перемещаемый рабочий элемент. Когда нажимают на рабочий элемент, гибкая часть пленки может деформироваться между стенками отверстия и центральной областью опорного элемента, и опорный элемент будет перемещаться относительно стенки корпуса. Посредством увеличения или уменьшения крайней области можно уменьшить или увеличить расстояние, на которое может быть перемещен опорный элемент, на величину, которая обеспечивает легкое нажатие на перемещаемый рабочий элемент.
Другой вариант осуществления способа в соответствии с изобретением отличается тем, что крайняя область опорного элемента приклеивается к гибкой части пленки посредством полуадгезива, обеспечивающего упомянутую уменьшенную силу адгезии.
Такой полуадгезив обеспечивает адгезию между гибкой частью и крайней областью, благодаря которой пленка будет вынуждена подвергаться усадке вместе с полимером стенки корпуса, когда жидкий полимер отверждается. После процесса прессования, благодаря уменьшенной силе адгезии, соединение между крайней областью опорного элемента и гибкой частью пленки посредством полуадгезива может быть легко разорвано, чтобы обеспечить перемещение гибкой части пленки относительно стенки корпуса.
Другой вариант осуществления способа в соответствии с изобретением отличается тем, что полуадгезив содержит слой краски с сетчатой структурой, такой как Proell PUR-ZK, XWR, N2K.
Такой полуадгезив обеспечивает уменьшенную силу адгезии между гибкой частью пленки и крайней областью опорного элемента, причем упомянутая сила адгезии достаточно большая, чтобы обеспечить принудительную усадку пленки вместе с опорным элементом, и достаточно малая, чтобы обеспечить расцепление соединения между гибкой частью и крайней областью после процесса прессования. При использовании такого полуадгезива пленке можно одновременно придать цвет краски.
Другой вариант осуществления способа в соответствии с изобретением отличается тем, что пленка содержит полуадгезив также и в по меньшей мере части зазора.
Это позволяет гарантировать, что край опорного элемента будет всегда находиться рядом с частью пленки, содержащей полуадгезив, даже если пленка не очень аккуратно размещена в пресс-форме.
Другой целью изобретения является создание устройства с перемещаемым рабочим элементом, который выполнен с возможностью удобного нажатия, при этом пленка имеет ровную поверхность вследствие практически равномерной усадки пленки.
В соответствии с изобретением данная цель достигается посредством устройства, упомянутого в начальных абзацах, в котором полуадгезив находится на крайней области опорного элемента или на гибкой части пленки на участке, противоположном крайней области опорного элемента.
Опорный элемент вместе с гибкой частью образует перемещаемый рабочий элемент. Когда нажимают на рабочий элемент, гибкая часть пленки может деформироваться между стенкой отверстия и центральной областью опорного элемента, и опорный элемент будет перемещаться относительно стенки корпуса. Поскольку крайняя область не соединена с гибкой частью пленки, крайняя область не будет препятствовать деформации пленки. Однако в результате наличия полуадгезива на крайней области опорного элемента и/или на гибкой части пленки на участке, противоположном крайней области опорного элемента, во время литьевого прессования крайняя область приклеивается к пленке с уменьшенной силой адгезии по сравнению с силой адгезии между стенкой корпуса и пленкой. Полуадгезив используется как адгезив во время литьевого прессования. Благодаря данной уменьшенной силе адгезии, гибкая часть пленки, противоположная крайней области, сжимается вместе со сжатием опорного элемента. После извлечения устройства из пресс-формы опорный элемент и гибкая часть пленки взаимно отсоединяются на участке с упомянутой уменьшенной силой адгезии, чтобы позволить опорному элементу перемещаться относительно стенки корпуса. После взаимного отсоединения гибкой части пленки и крайней области опорного элемента остатки полуадгезива остаются на крайней области и/или на гибкой части, но уже не действуют как адгезив.
Другой вариант выполнения устройства в соответствии с изобретением отличается тем, что опорный элемент имеет цилиндрическую форму, а крайняя область опорного элемента является кольцеобразной и расположена концентрично относительно опорного элемента.
Таким образом, получается круглый перемещаемый опорный элемент. Однако можно также реализовать отверстия и опорные элементы, имеющие другие формы.
Другой вариант выполнения устройства в соответствии с изобретением отличается тем, что опорный элемент и стенка корпуса соединены друг с другом посредством перемычки.
Такая перемычка позволяет легко образовать опорный элемент совместно со стенкой корпуса посредством литьевого прессования, при этом стенка корпуса и опорный элемент выполнены из одного полимера. Жидкий полимер будет перетекать в пресс-форму из части пресс-формы, образующей стенку корпуса, через часть пресс-формы, образующую перемычку, в часть формы, образующую опорный элемент.
Другой вариант выполнения устройства в соответствии с изобретением отличается тем, что стенка корпуса и центральная область опорного элемента обе приклеиваются к пленке посредством адгезива.
Адгезив наносят на пленку, чтобы обеспечить прочное приклеивание пленки и полимера друг к другу во время процесса литьевого прессования. Такой адгезив обеспечивает относительно большую силу адгезии между пленкой и стенкой корпуса и между пленкой и центральной областью опорного элемента.
Другой вариант выполнения устройства в соответствии с изобретением отличается тем, что устройство представляет собой бытовой электроприбор, предпочтительно ручной бытовой электроприбор, более предпочтительно электробритву.
Такое устройство будет иметь цельный крайний вид и будет визуально гладким и водонепроницаемым у рабочего элемента.
Краткое описание чертежей
Изобретение будет описано более подробно со ссылкой на чертежи, на которых
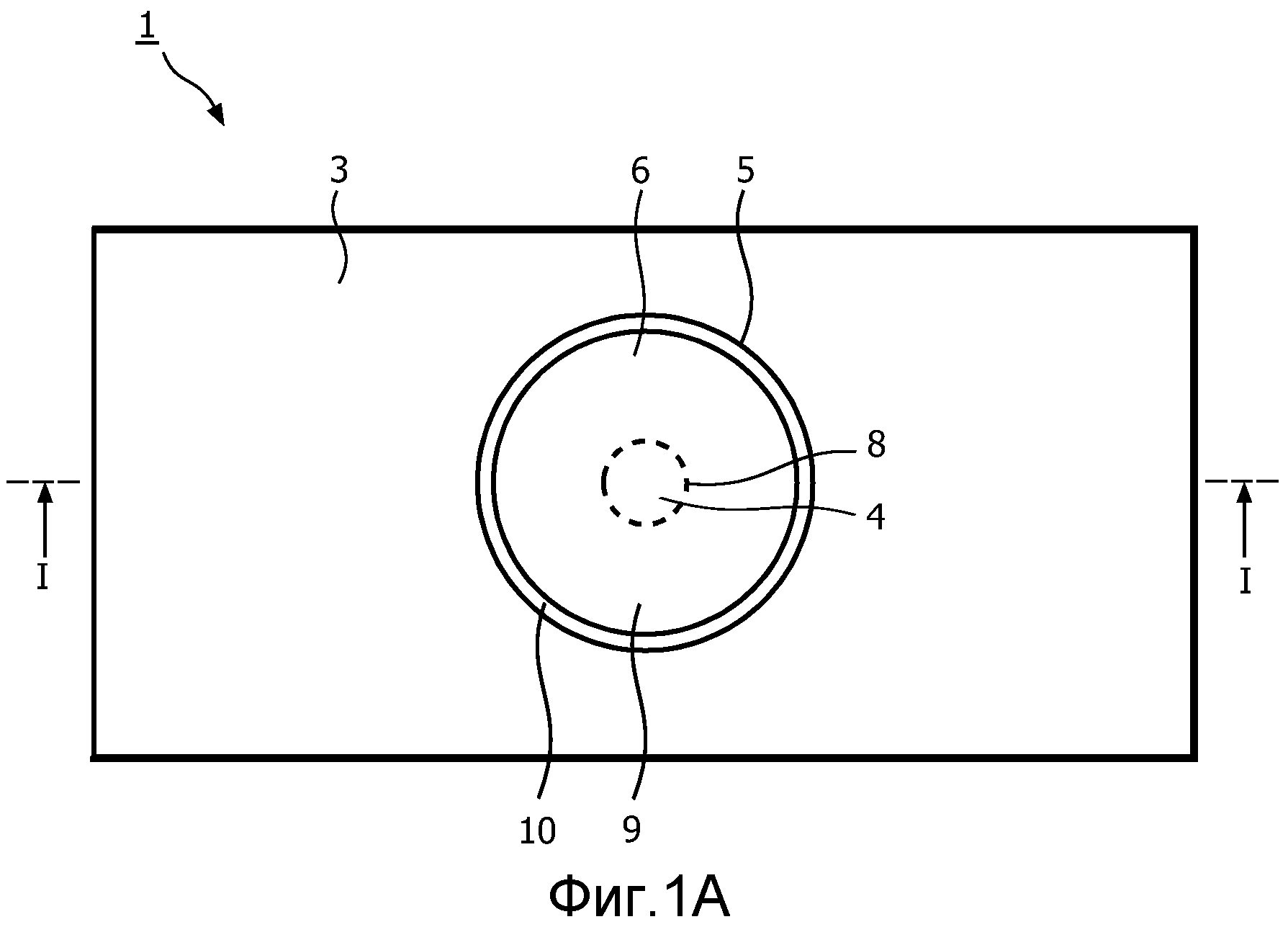
Фиг.1А представляет собой вид снизу устройства в соответствии с изобретением,
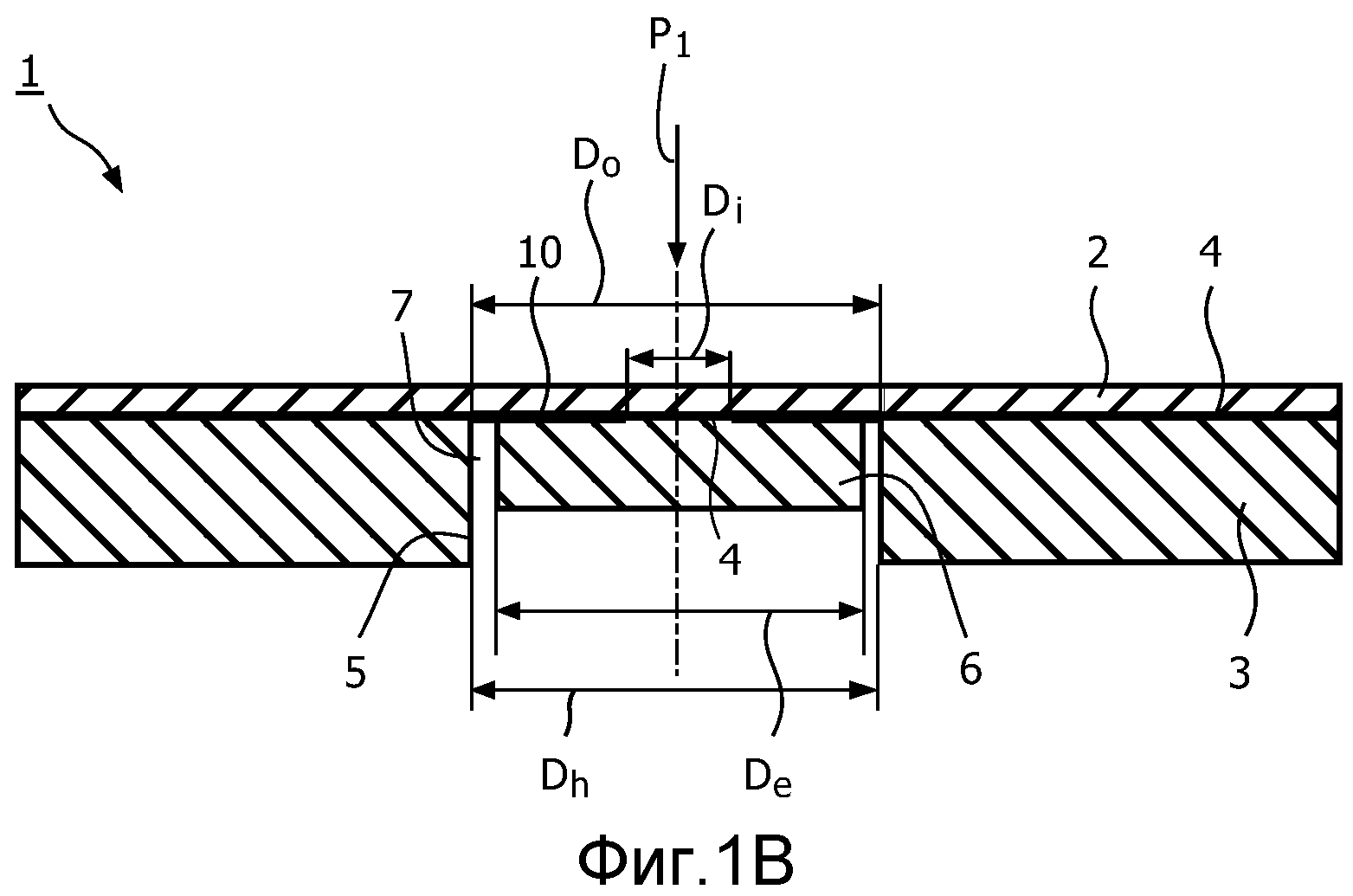
Фиг.1В представляет собой поперечное сечение устройства, которое показано на фиг.1А.
На чертежах одинаковые детали обозначены одинаковыми ссылочными позициями.
Подробное описание вариантов осуществления
На фиг.1А и 1В показано устройство 1 в соответствии с изобретением, содержащее пленку 2 и полимерную стенку 3 корпуса, постоянно приклеенную к пленке 2 с относительно большой силой адгезии посредством адгезива 4. Стенка 3 корпуса содержит по меньшей мере одно сквозное отверстие 5 с диаметром Dh. В сквозном отверстии 5 расположен цилиндрический опорный элемент 6 с диаметром De, причем диаметр Dh больше, чем диаметр De. Опорный элемент 6 выполнен из того же полимера, что и стенка 3 корпуса. Опорный элемент 6 имеет толщину, которая меньше толщины стенки 3 корпуса. Опорный элемент 6 расположен концентрично относительно сквозного отверстия 5. Между опорным элементом 6 и стенками сквозного отверстия 5 имеется зазор 7 с шириной 0,5*( Dh - De). Пленка 2 продолжается над сквозным отверстием 5 и приклеивается к опорному элементу 6 посредством адгезива 4. Адгезив 4 расположен в центральной области 8 опорного элемента 6, имеющей диаметр Di. Пленка 2 приклеивается к опорному элементу 6 в крайней области 9 за пределами центральной области 8 посредством полуадгезива 10, обеспечивающего уменьшенную силу адгезии по сравнению с силой адгезии между пленкой 2 и стенкой 3 корпуса и между пленкой 2 и центральной областью 8 опорного элемента 6. Полуадгезив 10 также нанесен на пленку 2 в зазоре 7 и продолжается до стенок сквозного отверстия 5. Внешний диаметр Do окружности полуадгезива 10 примерно равен диаметру Dh. Полуадгезив содержит слой краски с сетчатой структурой, такой как Proell PUR-ZK, XWR, N2K, обеспечивающий принудительную усадку пленки 2 вместе с жидким полимером во время литьевого прессования и во время охлаждения, чтобы образовать плоскую поверхность пленки 2.
После охлаждения, гибкая пленка 2, продолжающаяся над сквозным отверстием 5, совместно с опорным элементом 6 может быть использована в качестве перемещаемого рабочего элемента. Полуадгезив 10 обладает такими свойствами, что когда на пленку 2 и опорный элемент 6 нажимают в направлении, указанном стенкой Р1, опорный элемент 6 высвобождается от пленки 2 в крайней области 9. После первого перемещения опорного элемента 6 на некоторое минимальное расстояние, равное, например, 1 мм, опорный элемент 6 будет приклеиваться к пленке 2 только в центральной области 8 посредством адгезива 4 с относительно большой силой адгезии, обеспечивая достаточное перемещение гибкой части пленки 2 при оказании надавливающего усилия на перемещаемый рабочий элемент. Усилие, требующееся для перемещения опорного элемента 6, и расстояние, на которое может быть перемещен опорный элемент 6, зависит, помимо прочего, от диаметра Di центральной области 8.
Диаметр Di предпочтительно находится в пределах 5-8 мм. Диаметр Do всегда больше, чем диаметр Di, и предпочтительно находится в пределах 15-25 мм.
Можно также взаимно отсоединять гибкую часть пленки и крайнюю область опорного элемента посредством нагревания устройства, после того как он извлечен из пресс-формы, используемой для литьевого прессования.
Устройство 1 может быть использовано для изготовления любого бытового электроприбора, например ручных электроприборов, таких как электробритвы с перемещаемым рабочим элементом.
Отверстие 5 и опорный элемент 6 могут иметь другие формы, например прямоугольную или эллиптическую.
Возможно также, что опорный элемент 6 изготовлен из другого полимера, отличающегося от полимера стенки 3 корпуса.
Возможно также, что опорный элемент 6 имеет толщину, которая равна или больше толщины стенки 3 корпуса.
Можно также соединить стенку корпуса и опорный элемент посредством перемычки, имеющей ширину, например, 3 мм, что упрощает изготовление устройства посредством литьевого прессования.
Можно также не использовать адгезив 4, а приклеивать полимерную стенку 3 корпуса прямо к пленке 2.
Необходимо отметить, что диаметр Do полуадгезива 10 может быть также меньше, чем диаметр Dh сквозного отверстия 5, и может быть даже равен диаметру De опорного элемента 6. Возможно также, что диаметр Do полуадгезива 10 немного больше, чем диаметр Dh сквозного отверстия 5. Однако предпочтительно Dh > Do > De > Di.
Другие изменения в раскрытых вариантах осуществления могут быть очевидны и осуществлены специалистами в данной области техники при практической реализации заявленного изобретения, на основании изучения чертежей, описания и прилагаемой формулы изобретения. В формуле изобретения слово «содержащий» не исключает других элементов и этапов, а термины, используемые в единственном числе, не исключают множества. Тот факт, что некоторые меры изложены в разных зависимых пунктах формулы изобретения, не исключает возможности эффективного использования сочетания данных мер. Любые ссылочные позиции в формуле изобретения не должны рассматриваться как ограничивающие его объем.
Способ и устройство для формирования изображений в большом поле зрения, и детектирования и компенсации артефактов движения
Система получения изображений с кардио-и/или дыхательной синхронизацией и способ 2-мерной визуализации в реальном времени с дополнением виртуальными анатомическими структурами во время процедур интервенционной абляции или установки кардиостимулятора
Гибкий модульный узел
Компенсация колебаний анода в рентгеновских трубках с вращающимся анодом
Вставка для молокоотсоса
Камера, система, содержащая камеру, способ работы камеры и способ обращения свертки записанного изображения
Ультразвуковые устройство и система, содержащие преобразователи и дисплеи с возможностью замены
Устройство, содержащее бойлер для содержания и нагревания жидкости и систему для содержания жидкости при более низкой температуре
Способ и устройство для управления цифровым контентом
Анализ, по меньшей мере, трехмерного медицинского изображения

