Результат интеллектуальной деятельности: СПОСОБ РАДИОГРАФИЧЕСКОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ
Вид РИД
Изобретение
Изобретение относится к области дефектоскопии и может быть использовано при радиографическом контроле сварных соединений.
Известен способ радиографического контроля сварных соединений, при котором направление просвечивания совпадает с плоскостью сварного соединения [1]. При этом для дефектов типа вытянутых в направлении просвечивания вертикальных пор в сечении сварного соединения (вертикальные поры характеризуются значительно более высоким контрастом изображения в сравнении со сферическими порами такого же диаметра) размер дефекта в сечении шва Δdсеч. совпадает с размером дефекта в направлении просвечивания Δd, определяемым, как принято, путем визуального или фотометрического сравнения на снимке оптической плотности или контраста изображений реальных дефектов и эталонных дефектов - отверстий (канавок) образца-имитатора, устанавливаемого на сварное соединение [2].
Наиболее близким по своей технической сути заявляемому способу является способ радиографического контроля сварных соединений, при котором направление просвечивания не совпадает с плоскостью сварного соединения - угловое просвечивание [3]. При этом вертикально вытянутые в сечении шва поры (свищи) будут отображаться на снимке не в виде контрастных круглых темных пятен, а в виде вытянутых в направлении просвечивания под большим углом к оси шва удлиненно-овальных или каплевидных изображений сравнительно невысокого контраста. Очевидно, что в этом случае Δd≠Δdсеч., а определение по снимку размера по сечению Δdсеч. вертикальной поры по ширине (диаметру) ее проекции, возможное для сферических и горизонтально (вдоль шва) вытянутых пор, не может быть приемлемо. Здесь предполагается учет геометрии просвечивания.
Задачей, на решение которой направлено заявляемое изобретение, является повышение информативности и надежности радиографического контроля сварных соединений.
Поставленная техническая задача решается за счет того, что в способе радиографического контроля сварных соединений, заключающемся в просвечивании ионизирующим излучением сварных соединений с установленными на них образцами-имитаторами дефектов и определении по снимкам типа и оценке размеров выявляемых дефектов сварных швов, фиксируют при угловом просвечивании угол α между направлением просвечивания и плоскостью сварного соединения, замеряют на снимке длину проекции Lпр. дефектов типа вытянутых по сечению шва пор и проводят расчет размера этих дефектов по сечению шва Δdсеч. для условия их вертикальной ориентации в плоскости шва, а при нормальном - в направлении плоскости шва просвечивании при невозможности или сложности сравнительных с использованием образцов-имитаторов дефектов оценок размера Δdсеч. вертикальных пор осуществляют дополнительное просвечивание сварного соединение под углом к плоскости соединения и проводят аналогичный применяемому при угловом просвечивании расчет размера Δdсеч. на основании фиксируемого значения угла просвечивания α и замеряемого размера проекции Lпр. вертикальной поры на дополнительном снимке.
Сущность изобретения поясняется чертежом.
На Фиг.1 представлены схемы нормального (Фиг.1-а) и углового (Фиг.1-б) просвечивания и схематичные изображения соответствующих снимков сварного соединения с дефектом типа вертикально вытянутой поры в сечении шва, на которых: 1 - источник излучения, 2 - сечение сварного шва, 3 - кассета с пленкой, 4 - дефект - вытянутая в сечении шва (вертикальная) пора, 5 - образец-имитатор с отверстиями.
Обычно угловое просвечивание при α=15-30° проводят при контроле кольцевых сварных соединений через две стенки (с оценкой прилегающего к пленке участка шва) с целью разнести на снимке изображения верхнего и нижнего по отношению к пленке участка шва.
При нормальном просвечивании вертикальная пора (свищ) будет отображаться на снимке в виде округлого темного пятна (Фиг.1-а), значительно более контрастно выраженного, чем такие же по ширине (диаметру) сферические поры и отверстия образца-имитатора. Размер поры по сечению шва Δdсеч. определяют сравнением ее изображения с изображением отверстия (канавки) образца-имитатора известной глубины Δdотв.(кан.).
При угловом просвечивании вертикальная пора будет проецироваться на снимок в виде вытянутого в направлении просвечивания темного пятна значительно меньшего, чем при нормальном просвечивании контраста (Фиг.1-б). Зная угол просвечивания α и замерив на снимке длину изображения (проекции) поры Lпр., можно провести расчет размера поры по сечению шва Δdсеч. При фокусном расстоянии f>>d, что, как правило, имеет место при радиографическом контроле (d - толщина стенки трубы), размер Δdceч. можно полагать равным Δdceч.=Lпр.ctgα.
При невозможности или сложности проведения по образцам-имитаторам оценок размера дефекта в направлении просвечивания при нормальном просвечивании (Фиг.1-а) можно оценить размер Δdсеч. вертикальной поры аналогично рассмотренной выше схеме Фиг.1-б, проведя дополнительное просвечивание под углом α=20-30° к плоскости сварного соединения. Необходимость в этом возникает в случае возможного отклонения протяженной в сечении шва поры от вертикальной ориентации и при малом диаметре (ширине) ее изображения на снимке - менее удвоенной суммарной величины геометрической и собственной нерезкости Uс.г. и менее 0,5 мм. При указанной малой ширине изображения дефекта происходит перекрытие нерезкостью изображения дефекта и возрастание шума снимка, что не позволяет обеспечить приемлемой точности визуальных и фотометрических сравнительных оценок размера Δd=Δdсеч. [4].
С другой стороны, в сомнительных случаях углового просвечивания можно провести дополнительное просвечивание с направлением излучения в плоскость сварного соединения. Это позволяет уточнить ориентацию вытянутой поры и, соответственно, более точно провести по предложенной методике расчет размера Δdсеч., а также оценить одновременно глубину залегания дефекта.
Пример конкретного выполнения.
Заявленный способ был использован при радиографическом контроле сварных соединений трубопровода с толщиной стенки трубы d=8 мм. Просвечивание проводилось рентгеновским излучением (R-аппарат SMART) на пленку Agfa-D5 с фокусного расстояния (источник-труба) 500 мм через две стенки под углом между направлением просвечивания и плоскостью сварного соединения α=20°. Расшифровка снимков осуществлялась по прилегающему к пленке участку сварного соединения (Фиг.1-б).
На радиографических снимках были выявлены ориентированные под большим углом к оси шва удлиненные поры с размерами (длина × ширина) изображений 3×0,8 мм и 2,5×0,8 мм (П3×0,8; П2,5×0,8).
Согласно применяемому нормативному документу ГОСТ23055-78 (класс 5 - таблица 5): при толщине свариваемых элементов 8 мм (толщина трубы) допускаются поры длиной до 3 мм и шириной (диаметром) до 1 мм. За размеры дефектов типа пор и включений принимаются размеры (длина, ширина) их изображений на радиографическом снимке (см. ГОСТ23055-78 п.2.1). Соответственно, указанные дефекты П3×0,8 и П2,5×0,8 являются допустимыми.
В то же время, учитывая угловое просвечивание и предполагая вытянутую по сечению шва ориентацию выявленных дефектов (учитывается, что проекция вертикальной поры на снимке вытянута под большим, при центральном проектировании - близким к 90° углом к оси шва и обычно имеет каплевидную форму), получим, проведя расчеты размера дефекта по сечению шва Δdсеч. по предложенной методике, следующие результаты:
- для поры П2,5×0,8 - Δdсеч.=Lпр.ctgα=2,5×2,75=6,9 мм;
- для поры П3×0,8 - Δdceч.=Lпр.ctgα=3×2,75=8,2 мм.
Таким образом, расчеты показывают, что выявленные поры являются или сквозными (П3×0,8) или близкими к сквозным «несплошностями». Это подтверждается вскрытием шва и нормальным (в плоскость сварного соединения) просвечиванием. Очевидно, что такие дефекты следует считать недопустимыми, хотя по параметрам своих изображений (длине, ширине) они удовлетворяют принятым нормативам (в действующей радиографической нормативно-технической документации нет требований к ориентации изображений пор и включений на снимке и привязке к направлению просвечивания).
Дефекты типа вытянутых в сечении пор и свищей могут в той или иной мере отклоняться от вертикальности и иметь различную глубину залегания, что может приводить к определенной погрешности при расчете Δdсеч. по формуле Δdceч.=Lпр.ctgα, однако это вполне допустимо, поскольку при таком расчете нет занижения размера дефекта по сечению шва.
Предложенный способ радиографического контроля сварных соединений позволяет учитывать ориентацию дефектов типа вытянутых в сечении шва пор и свищей и предотвращать пропуск (классификацию в качестве допустимых) такого типа дефектов с недопустимо большими размерами по сечению сварного соединения. Это в целом существенно повышает информативность и надежность заявляемого способа радиографического контроля сварных изделий.
Источники информации
1. ГОСТ7512-82. Контроль неразрушающий. Соединения сварные. Радиографический метод, (черт.4, 5 - а, б, е, ж, з и п.4.4).
2. Румянцев С.В. Радиационная дефектоскопия. М.: Атомиздат, 1974, 512 с.
3. ГОСТ 7512-82. Контроль неразрушающий. Соединения сварные. Радиографический метод. Черт. 5 г, д и п.4.5) - прототип.
4. Зуев В.М. Оценка размера дефектов малого раскрытия в направлении просвечивания. - Дефектоскопия, 2000, № 7, с.63-68).
Способ радиографического контроля сварных соединений, заключающийся в просвечивании ионизирующим излучением сварных соединений с установленными на них образцами-имитаторами дефектов и определении по снимкам типа и оценке размеров выявляемых дефектов сварных швов, отличающийся тем, что фиксируют при угловом просвечивании угол α между направлением просвечивания и плоскостью сварного соединения, замеряют на снимке длину проекции L дефектов типа вытянутых по сечению шва пор и проводят расчет размера этих дефектов по сечению шва Δd для условия их вертикальной ориентации в плоскости шва, а при нормальном - в направлении плоскости шва просвечивании при невозможности или сложности сравнительных, с использованием образцов-имитаторов дефектов, оценок размера Δd вертикальных пор осуществляют дополнительное просвечивание сварного соединения под углом к плоскости соединения и проводят аналогичный применяемому при угловом просвечивании расчет размера Δd на основании фиксируемого значения угла просвечивания α и замеряемого размера проекции L вертикальной поры на дополнительном снимке.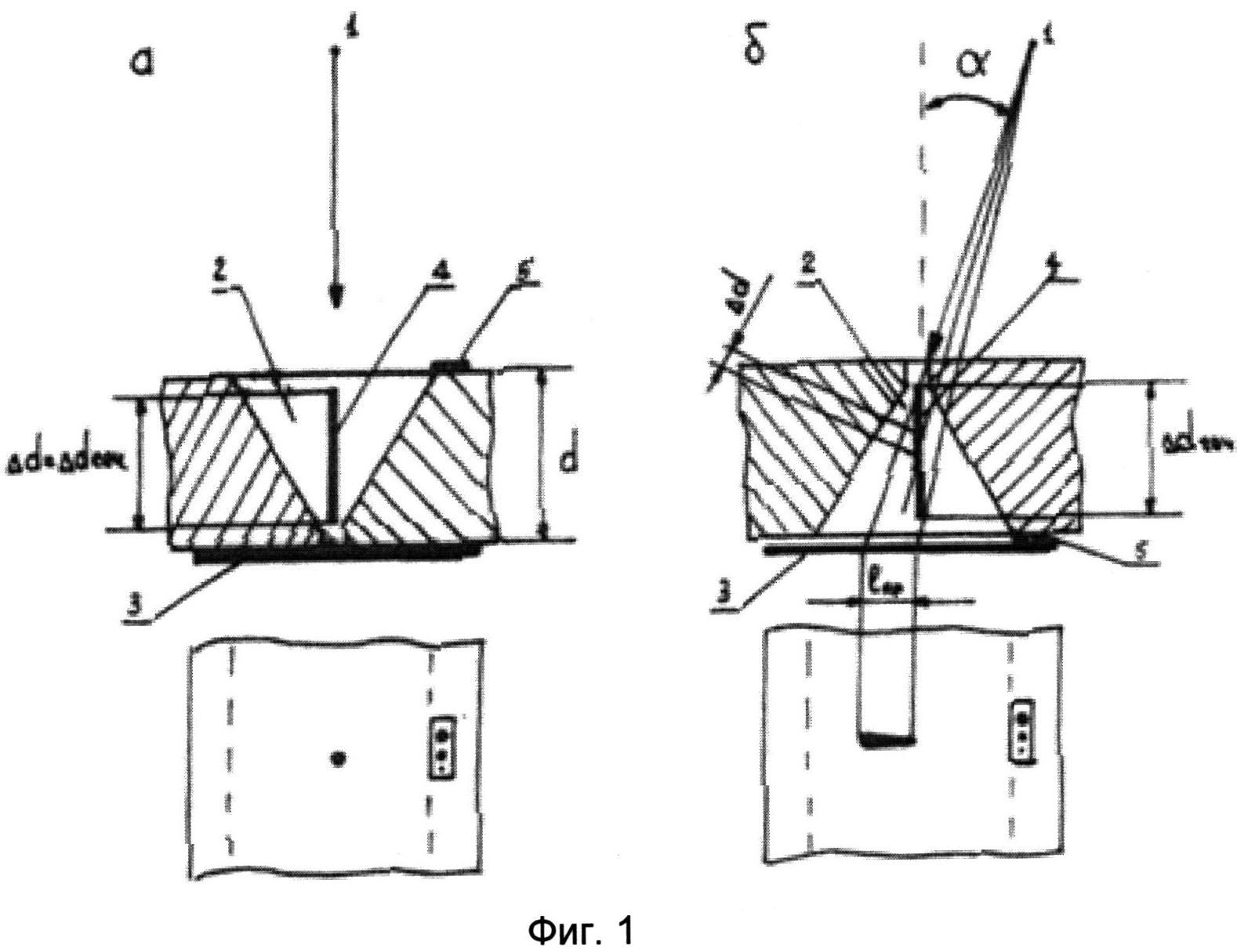
Способ получения нанокомпозитных материалов и устройство для его реализации
Способ разделения полидисперсных частиц в микронном и наноразмерном диапазоне и устройство для его реализации
Способ получения лазерного излучения на квантовых точках и устройство для его реализации
Способ получения стеклокремнезита
Способ получения стеклокремнезита на основе отходов горнодобывающей промышленности
Способ удаления ртути из первого контура ядерной энергетической установки с водным теплоносителем
Способ эндоскопического лечения острых термохимических повреждений слизистой оболочки трахеи и/или бронхов
Дозвуковая аэродинамическая труба с низким уровнем пульсаций потока инфразвукового диапазона
Устройство для согласования импедансов
Способ декорирования льдистыми красками изделий из стекла
Шихта для получения декоративно-облицовочных материалов
Способ получения стеклокремнезита
Шихта для синтеза марблита чёрного цвета

