Результат интеллектуальной деятельности: УСТАНОВКА ДЛЯ ОКОНЧАТЕЛЬНОГО ФОРМИРОВАНИЯ ДЛИННОМЕРНОГО ГИБКОГО ПЕЧАТНОГО КАБЕЛЯ
Вид РИД
Изобретение
Изобретение относится к области производства электрических кабелей различного назначения, в частности изготовления гибких печатных кабелей.
Гибкие печатные кабели представляют собой плоские электрические проводники из медной фольги, изолированные полимерными пленками, например полиэтилентерефталатными. Заготовками являются две ленты, одна из которых выполнена в виде полимерной пленки с клеевым слоем и защитной пленкой, а вторая - в виде фольгированной проводниками полимерной пленки с клеевым слоем и защитной пленкой или без нее. Для полной изоляции проводников производят приклеивание смешанным контактным способом на холоду и с применением тепла, при этом должны быть склеены фольга с полимерной пленкой, а также два слоя пленки между собой в промежутках между проводниками.
Особенностью установок для окончательного формирования длинномерного гибкого печатного кабеля является то, что их конструктивно-компоновочные решения должны обеспечивать высокое качество изоляции проводников в кабеле без пузырей, морщин, складок и т.п.
Известна линия ламинирования термоклеевых материалов по патенту РФ на полезную модель №36093, B32B 7/00, опубл. 27.02.2004 г., содержащая станину, разматывающий и наматывающий узлы с приводами, дозирующее устройство клеящего вещества, нагревательный модуль, модуль каландров.
Такая конструкция линии ламинирования термоклеевых материалов позволяет осуществлять склеивание достаточно широких рулонных материалов, однако она мало подходит для склеивания узких лент, так как при большой длине транспортирования неизбежно возникают смещения лент друг относительно друга, образование морщин и складок, что недопустимо.
Общими признаками известного технического решения с предлагаемой авторами конструкцией является наличие станины, разматывающего и наматывающего узлов с приводами, модуля каландров.
Наиболее близким по технической сути и достигаемому техническому результату является установка для склеивания битумно-полимерных и полимерных рулонных материалов друг с другом по патенту РФ на полезную модель №28504, E04D 15/06, опубл. 27.03.2003 г., принятая авторами за прототип, содержащая станину, подающие бобины, валковый блок и принимающую бобину.
Такая конструкция установки позволяет обеспечить склеивание битумно-полимерных и полимерных рулонных материалов.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известной установки для склеивания битумно-полимерных и полимерных рулонных материалов друг с другом, принятой авторами за прототип, относится то, что известная конструкция не позволяет обеспечить требуемое качество склеивания между собой сильно отличающихся по свойствам материалов, например медной фольги и полимерной пленки.
Общими признаками известного технического решения с предлагаемой авторами конструкцией установки для окончательного формирования длинномерного гибкого печатного кабеля является наличие станины, двух подающих бобин, валкового блока и принимающей бобины.
В отличие от прототипа в предлагаемой авторами установке для окончательного формирования длинномерного гибкого печатного кабеля валковый блок выполнен в виде двух каландров и прижимного обрезиненного валка, причем первый по ходу движения ленточных заготовок каландр имеет температуру окружающей среды, а второй оснащен нагревательным устройством в виде двух независимых нагревателей, установленных неподвижно внутри каландра.
В частном случае, т.е. в конкретных формах выполнения, изобретение характеризуется следующими признаками:
- установка дополнительно снабжена принимающей бобиной для приема одной или двух защитных пленок;
- на бобинах установлены электромагнитные порошковые муфты, причем корпуса муфт на подающих бобинах закреплены на станине;
- валковый блок и принимающие бобины объединены кинематической связью в виде трех цепных передач с единым приводом, при этом ведомые звездочки цепных передач в валковом блоке закреплены непосредственно на каландрах, а в принимающих бобинах - на корпусах муфт;
- установка дополнительно снабжена направляющим валиком, размещенным перед валковым блоком;
- прижимной обрезиненный валок выполнен самоустанавливающимся на каландрах;
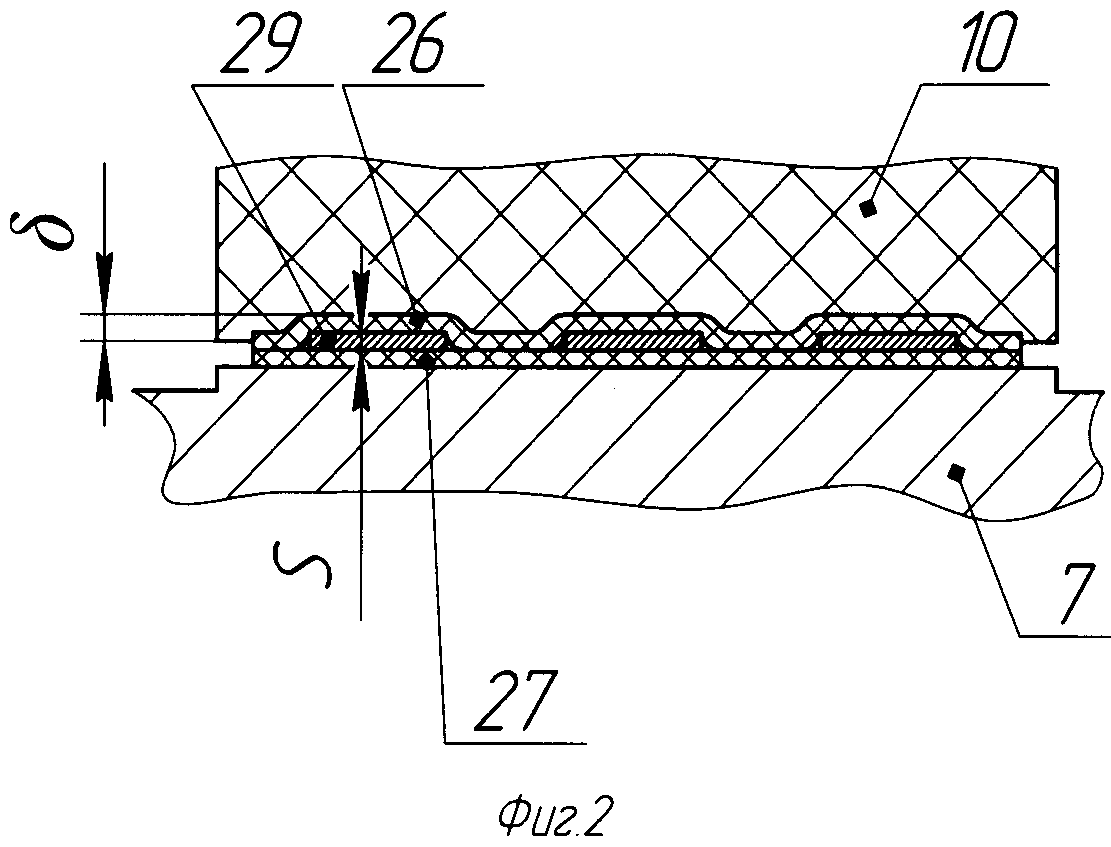
- деформация δ прижимного обрезиненного валка соответствует толщине S фольги, причем δ≥S;
- установка снабжена блоком регулирования температуры нагреваемого каландра;
- нагреваемый каландр снабжен датчиком температуры контактного типа, например, термоэлектрическим преобразователем;
- нагреватели выполнены в виде спиралей.
Именно это позволяет сделать вывод о наличии причинно-следственной связи между совокупностью существенных признаков заявляемого технического решения и достигаемым техническим результатом.
Указанные признаки, отличительные от прототипа, и на которые распространяется испрашиваемый объем правовой защиты, во всех случаях достаточны.
Задачей предлагаемого изобретения является создание установки для склеивания медной фольги и полимерной пленки, обеспечение высокого качества склеивания без пузырей, морщин, складок и т.п.
Указанный технический результат при осуществлении изобретения достигается тем, что в известной установке для окончательного формирования длинномерного гибкого печатного кабеля, содержащей станину, валковый блок, две подающие бобины для размещения ленточных заготовок кабеля, одна из которых выполнена в виде полимерной пленки с клеевым слоем и защитной пленкой, а вторая - в виде фольгированной проводниками полимерной пленки с клеевым слоем и защитной пленкой или без нее, принимающую бобину, особенность заключается в том, что валковый блок выполнен в виде двух каландров и прижимного обрезиненного валка, причем первый по ходу движения ленточных заготовок каландр имеет температуру окружающей среды, а второй оснащен нагревательным устройством в виде двух независимых нагревателей, установленных неподвижно внутри каландра.
Новая совокупность конструктивных элементов, а также наличие связей между ними позволяет, в частности, за счет того, что:
- валковый блок выполнен в виде двух каландров и прижимного обрезиненного валка, причем первый по ходу движения ленточных заготовок каландр имеет температуру окружающей среды, а второй оснащен нагревательным устройством в виде двух независимых нагревателей, установленных неподвижно внутри каландра, производить предварительное плотное соединение склеиваемых лент при прохождении их между первым каландром и прижимным обрезиненным валком, в том числе склеивание полимерных пленок между собой в промежутках между проводниками, а затем, при прохождении лент через зону контакта второго каландра и прижимного обрезиненного валка, разогревать соединенные ленты до температуры расплавления клеевого слоя с последующей его полимеризацией, а также исключить образование воздушных пузырей и повысить качество склеивания.
Признаки, характеризующие изобретение в конкретных формах исполнения, позволяют, в частности, за счет того, что:
- установка дополнительно снабжена принимающей бобиной для приема одной или двух защитных пленок, применять заготовки кабеля с защитными пленками, изолирующими клеевой слой в рулоне, обеспечить отсутствие слипания лент в рулоне и повысить качество склеивания;
- на бобинах установлены электромагнитные порошковые муфты, причем корпуса муфт на подающих бобинах закреплены на станине, обеспечить на участке от подающих бобин до вальцового пресса равномерное натяжение лент, без перекосов, провисов, деформации лент, исключить образование морщин и складок и повысить качество склеивания;
- валковый блок и принимающие бобины объединены кинематической связью в виде трех цепных передач с единым приводом, при этом ведомые звездочки цепных передач в валковом блоке закреплены непосредственно на каландрах, а в принимающих бобинах - на корпусах муфт, гарантировать идентичную частоту вращения обоих каландров и обеспечить на участке от вальцового пресса до принимающей бобины равномерное натяжение сформированного кабеля без перекосов, провисов, деформации, а также исключить образование морщин и складок в процессе склеивания и повысить качество склеивания;
- установка дополнительно снабжена направляющим валиком, размещенным перед валковым блоком, производить предварительное холодное склеивание лент под давлением, определяемым натяжением лент, уменьшить расстояние транспортирования лент до позиции склеивания, при этом исключить смещения лент друг относительно друга и повысить качество склеивания;
- прижимной обрезиненный валок выполнен самоустанавливающимся на каландрах, обеспечить равномерное прижатие валка к образующим обоих каландров, создать постоянное одинаковое давление на склеиваемые ленты по всей их ширине и повысить качество склеивания;
- деформация δ прижимного обрезиненного валка соответствует толщине S фольги, причем δ≥S, обеспечить надежное склеивание полимерных пленок между собой в промежутках между проводниками, сформировать качественную круговую изоляцию проводников в гибком печатном кабеле;
- установка снабжена блоком регулирования температуры нагреваемого каландра, обеспечить поддержание температуры нагреваемого каландра, необходимой для качественного склеивания;
- нагреваемый каландр снабжен датчиком температуры контактного типа, например, термоэлектрическим преобразователем, обеспечить контроль температуры нагреваемого каландра;
- нагреватели выполнены в виде спиралей, обеспечить равномерный прогрев нагреваемого каландра и повысить качество склеивания.
Сущность изобретения заключается в том, что в известной установке для окончательного формирования длинномерного гибкого печатного кабеля, содержащей станину, валковый блок, две подающие бобины для размещения ленточных заготовок кабеля, одна из которых выполнена в виде полимерной пленки с клеевым слоем и защитной пленкой, а вторая - в виде фольгированной проводниками полимерной пленки с клеевым слоем и защитной пленкой или без нее, принимающую бобину, в отличие от прототипа, согласно изобретению, валковый блок выполнен в виде двух каландров и прижимного обрезиненного валка, причем первый по ходу движения ленточных заготовок каландр имеет температуру окружающей среды, а второй оснащен нагревательным устройством в виде двух независимых нагревателей, установленных неподвижно внутри каландра.
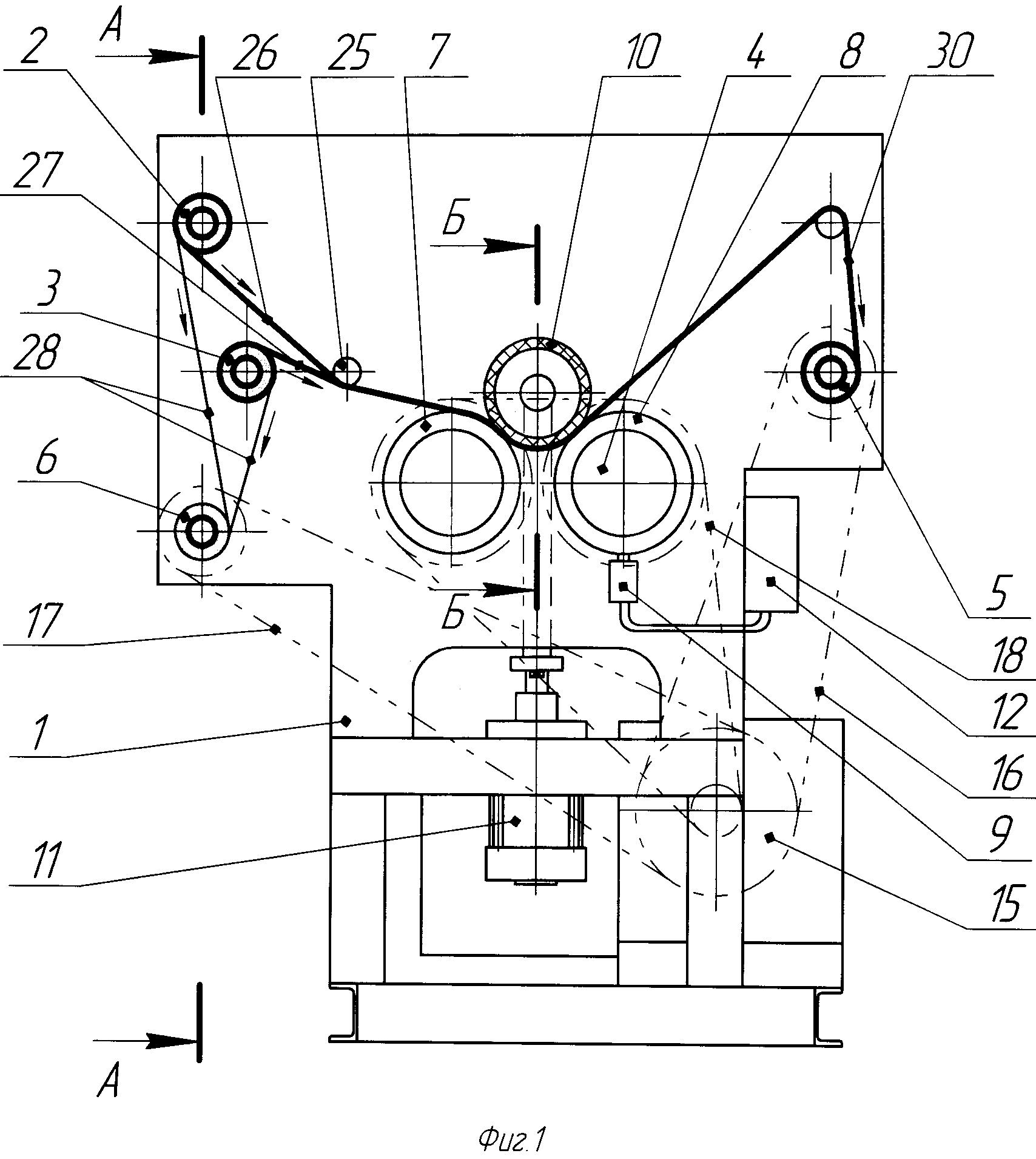
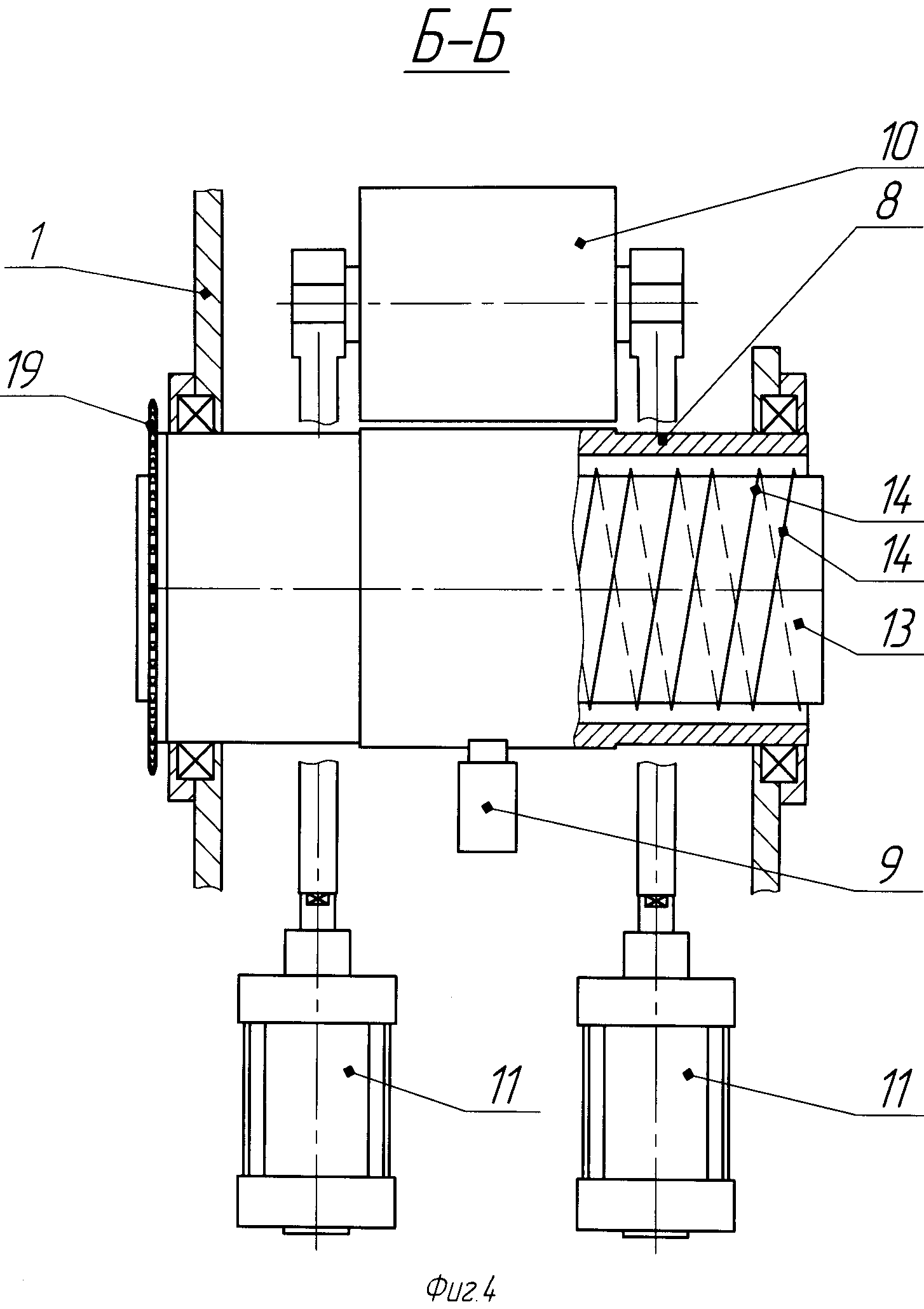
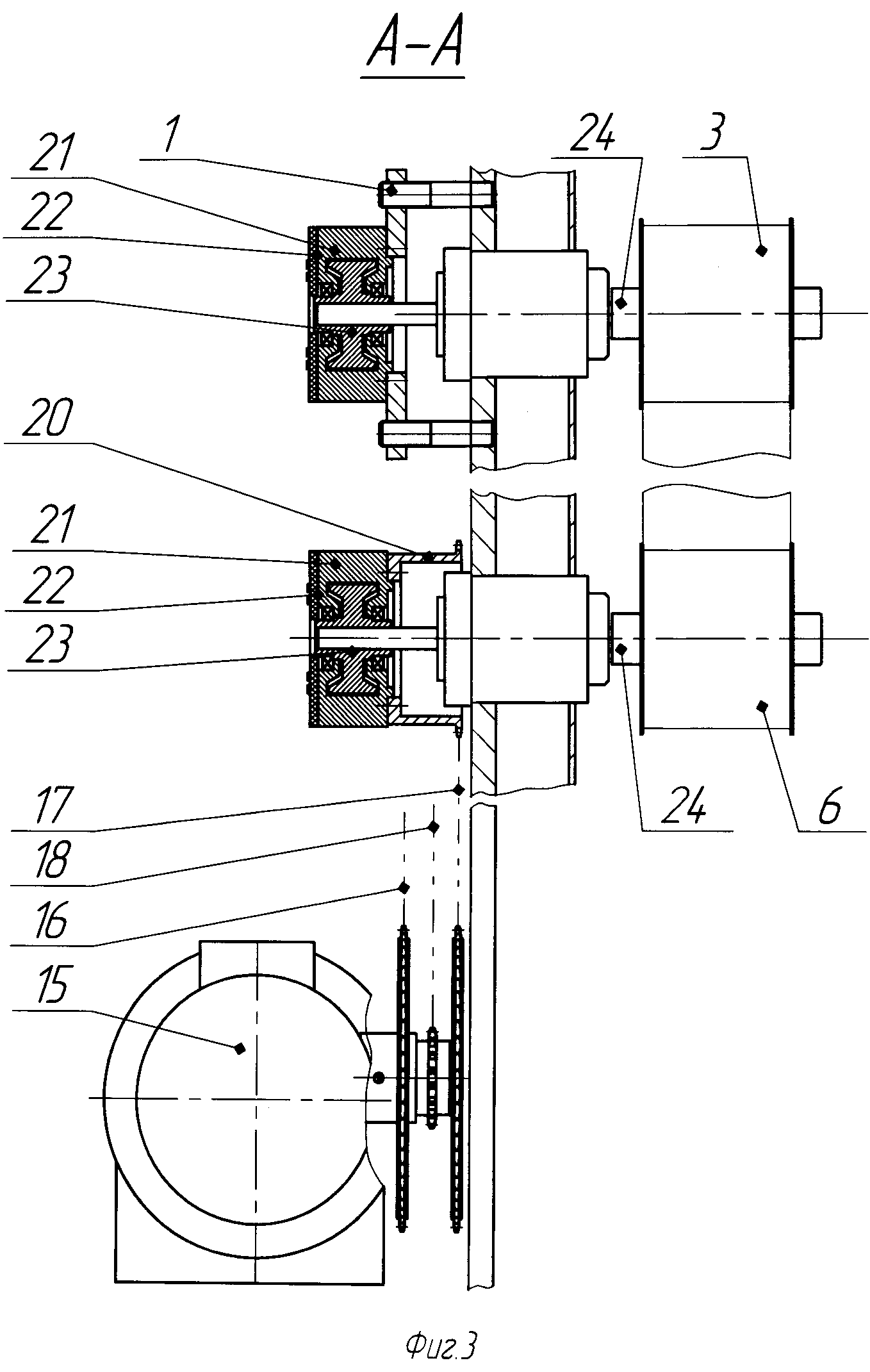
Сущность предлагаемого изобретения поясняется чертежами, где на фиг.1 изображен общий вид установки для окончательного формирования длинномерного гибкого печатного кабеля, на фиг.2 - поперечное сечение гибкого печатного кабеля в зоне контакта каландра и прижимного обрезиненного валка, на фиг.3 - привод установки и конструкция подающей и принимающей бобин, на фиг.4 - валковый блок.
Предлагаемая установка для окончательного формирования длинномерного гибкого печатного кабеля содержит станину 1, подающие бобины 2 и 3 для подачи ленточных заготовок 26 и 27, валковый блок 4, принимающую бобину 5 для сматывания сформированного кабеля 30 и принимающую бобину 6 для сматывания защитных пленок 28. Валковый блок 4 включает холодный каландр 7 и нагреваемый каландр 8, который оснащен датчиком температуры 9, а также прижимной обрезиненный валок 10, перемещаемый пневмоцилиндрами 11. Датчик температуры 9 электрически связан с блоком регулирования температуры 12, который управляет нагревательным устройством 13, выполненным в виде двух независимых нагревателей 14, установленным неподвижно внутри нагреваемого каландра 8. Привод 15 посредством цепных передач 16, 17 и 18 кинематически объединяет, соответственно, принимающие бобины 5, 6 и каландры 7, 8, при этом ведомые звездочки 19 цепной передачи 18 закреплены на каландрах 7 и 8, а на принимающих бобинах 5 и 6 ведомые звездочки 20 закреплены на корпусах 21 электромагнитных порошковых муфт 22. Корпуса 21 муфт 22 на подающих бобинах 2 и 3 закреплены на станине 1. Роторы 23 электромагнитных муфт 22 установлены на валах 24 бобин 2, 3, 5 и 6. Между валковым блоком 4 и подающими бобинами 2 и 3 расположен направляющий валик 25.
Установка для окончательного формирования длинномерного гибкого печатного кабеля работает следующим образом.
В исходном положении прижимной обрезиненный валок 10 поднят над каландрами 7 и 8 (фиг.4). Ленточные заготовки 26 и 27 с подающих бобин 2 и 3 (фиг.1) совмещают по ширине и протягивают сначала под валиком 25, затем между каландрами 7 и 8 и прижимным обрезиненным валком 10 и заправляют их на принимающую бобину 5. Защитные пленки 28, изолирующие клеевой слой заготовки в рулоне, с подающих бобин 2 и 3 заправляют на принимающую бобину 6. Подают электропитание на нагревающее устройство 13, причем для ускоренного разогрева каландра 8 используют оба нагревателя 14, а при дальнейшем регулировании температуры используют только один из нагревателей 14. После нагрева каландра 8 до необходимой температуры опускают вниз прижимной обрезиненный валок 10, который самоустанавливается по образующим каландров 7 и 8, и включают вращение привода 15. Начинается движение ленточных заготовок 26 и 27, причем скорость их перемещения задают, регулируя скорость вращения каландров 7 и 8. При этом муфты 22 подающих бобин 2 и 3 работают в режиме торможения с определенным усилием, создающим необходимое натяжение ленточных заготовок 26 и 27, а муфты 22 принимающих бобин 5 и 6 работают в режиме вращения с проскальзыванием, также создавая необходимое натяжение сформированного гибкого печатного кабеля 30 и защитных пленок 28. Склеивание ленточных заготовок 26 и 27 производят в три этапа. На первом этапе склеивание производят в холодном состоянии при контакте ленточных заготовок 26 и 27 на валике 25 под действием давления, создаваемого натяжением ленточных заготовок 26 и 27, при этом исключается смещение ленточных заготовок 26 и 27 относительно друг друга за счет близкого расположения валика 25 к подающим бобинам 2 и 3. Второй этап склеивания производят на каландре 7 также в холодном состоянии, при этом под действием прижимного обрезиненного валка 10 происходит склеивание между собой двух слоев полимерной пленки в промежутках между проводниками 29 (фиг.2). Третий этап склеивания производят на нагреваемом каландре 8, при этом клеевой слой расплавляется с последующей полимеризацией, а отдельные проводники из медной фольги в гибком печатном кабеле становятся полностью изолированными. Окончательно сформированный гибкий печатный кабель 30 сматывают на принимающую бобину 6.
Применение установки для окончательного формирования длинномерного гибкого печатного кабеля в соответствии с изобретением обеспечивает высокое качество склеивания без пузырей, морщин и складок.
В настоящее время в соответствии с изобретением разработана конструкторская документация на установку для окончательного формирования длинномерного гибкого печатного кабеля. В соответствии с конструкторской документацией изготовлен промышленный образец установки.
Указанный положительный эффект подтвержден проведенными испытаниями образца установки для окончательного формирования длинномерного гибкого печатного кабеля.
Установка для нанесения покрытия на внутреннюю поверхность труб
Полуавтомат для формования полимерного покрытия внутри осесимметричной оболочки
Установка для нанесения покрытия на внутреннюю поверхность труб
Полуавтомат для формования полимерного покрытия внутри осесимметричной оболочки
Способ формирования покрытия внутри вращающейся вокруг оси оболочки
Устройство для электросоединения плоского печатного кабеля
Способ измерения внутреннего объема сосудов различных объемов со сложной внутренней поверхностью и устройство для его осуществления

