Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ С ВНУТРЕННИМИ ИЗГОТОВЛЕННЫМИ ИЗ ВОЛОКОН УСИЛИВАЮЩИМИ ЭЛЕМЕНТАМИ, ЗАГОТОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ПОЛУЧЕННАЯ МЕТАЛЛИЧЕСКАЯ ДЕТАЛЬ
Вид РИД
Изобретение
ВВЕДЕНИЕ
Предлагаемое изобретение относится к способу изготовления композитных металлических деталей путем встраивания в них внутренних усиливающих элементов, сформированных из волокон, в частности из керамических волокон, и относится также к заготовке, используемой в процессе осуществления этого способа, а также к композитной металлической детали, полученной при помощи этого способа.
Предлагаемое изобретение относится к области композитных материалов с металлической матрицей, в целом обозначаемых аббревиатурой СММ.
Для того чтобы уменьшить вес металлических деталей, повышая при этом их механическую прочность как на растяжение, так и на сжатие, обычно прибегают к встраиванию волокон, таких, например, как углеродные волокна, арамидные волокна (например, волокна типа Kevlar®) или керамические волокна, в массу металла. Керамические волокна, в частности волокна карбида кремния SiC, используются, в частности, для высокотехнологичных применений, работающих при высоких температурах, что требуется в авиационной области, или в аэрокосмической области, или в области обеспечения безопасности, например, для систем торможения (керамические тормоза).
Изготовление таких деталей включает этап предварительной реализации вставок, изготовленных на основе нитей, покрытых металлом. Метал, придает, в частности, упругость и гибкость, необходимые для манипуляций с этими нитями.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Известный способ изготовления таких деталей с усиливающими элементами описан, например, в патентном документе FR 2 886 290 и содержит формирование намотки нитей с покрытием вокруг оправки. Эта намотка затем вставляется в контейнер или в основной металлический корпус, в котором при помощи механической обработки предварительно была выполнена полость, предназначенная для формирования ложемента для вставки. Глубина этой полости превышает высоту упомянутой намотки и приспособлена для вставления в нее уплотняющего выступа крышки.
Эта крышка присоединяется при помощи вакуумной сварки к периферийной части упомянутой полости для того, чтобы обеспечить герметичность в процессе осуществления этапа изостатического уплотнения в горячем состоянии, в ходе которого эта крышка деформируется и намотка сжимается при помощи упомянутого уплотняющего выступа.
Технология изостатического уплотнения в горячем состоянии состоит в размещении детали в камере, где эта деталь на протяжении нескольких часов подвергается воздействию высокого давления, имеющего величину порядка 1000 бар, а также воздействию высокой температуры, имеющей величину порядка 1000°С.
В процессе этой обработки незаполненные пространства, имеющиеся между нитями, покрытыми оболочками, исчезают в результате текучести материала, причем эти металлические оболочки нитей, покрытых оболочками, соединяются при помощи сварки между собой и со стенками полости в результате диффузионной сварки так, чтобы сформировать плотную систему, образованную металлическим сплавом, в толще которого располагаются керамические волокна. Полученная таким образом заготовка затем подвергается механической обработке для реализации детали желаемой формы.
Такой способ позволяет обеспечить изготовление осесимметричных деталей для авиационной промышленности, таких, например, как диски ротора или диски с моноблочными лопатками, а также изготовление деталей, не являющихся осесимметричными, таких, например, как рычаги и тяги, валы, корпусы гидравлических силовых цилиндров, кожухи и т.п.
Однако механическая обработка полости, реализуемой в главном корпусе, представляет собой достаточно затруднительную в осуществлении операцию вследствие малых радиусов соединительных зон в донной части этой полости между ее донной поверхностью и боковыми стенками. Эти малые радиусы соединительных зон необходимы для того, чтобы получить ложемент с возможно меньшими зазорами по отношению к вставке, которая имеет прямоугольное поперечное сечение и которая сформирована из нитей небольшого радиуса. Механическая обработка соответствующего уплотнительного выступа крышки также не является простой операцией по причине наличия закрытых углов, а также вследствие того, что этот уплотнительный выступ должен иметь форму, являющуюся строго дополняющей по отношению к форме упомянутой полости.
Кроме того, в том случае, когда подлежащие изготовлению детали не являются осесимметричными, но имеют вытянутую форму, например овальную форму, или же содержащую прямолинейные участки, точная подгонка на значительной длине оказывается затруднительной в реализации. Это оказывается еще более затруднительным для вставок, сформированных из очень жестких нитей с покрытием, например, из керамических волокон, которые требуют реализации ложементов, где они могут адаптироваться совершенным образом. Крышка должна входить точно в полость для того, чтобы предотвратить возможность выдавливания волокон наружу.
Таким образом, механическая обработка обычно приводит к повышению стоимости изготовления деталей. В частности, механическая обработка главного корпуса контейнера вместе с его крышкой составляет значительную долю от общей стоимости изготавливаемых деталей. Для того чтобы снизить эту стоимость и упростить этапы реализации, Заявитель разработал способ изготовления, в котором полость принимает в себя прямолинейную вставку, а также крышку, размеры которой регулируются для того, чтобы обеспечить возможность ее позиционирования на этой вставке. Герметичность полости при этом обеспечивается при помощи тугой посадки крышки путем уменьшения размеров крышки в холодном состоянии, например, в результате ее погружения в жидкий азот, с последующим расширением этой крышки в полости таким образом, чтобы реализовать плотную подгонку. Это техническое решение, таким образом, обеспечивает герметичность и позволяет упростить форму полости.
Этот способ описан в патентной заявке, поданной 4 июля 2008г. под номером FR 08/54589.
Однакоэто техническое решение характеризуется высокой степенью опасности потери герметичности в полости контейнера, в которой размещаются крышка и вставка, в процессе последующего осуществления операции изостатического уплотнения в горячем состоянии по следующим причинам.
Эта операция состоит в том, чтобы подвергнуть систему, образованную контейнером, вставкой и крышкой, воздействию двойного цикла повышения температуры и давления. При этом давление создается при помощи газообразной текучей среды уплотнения, в качестве которой обычно используется аргон.
Под действием повышения температуры механические напряжения, формируемые в результате тугой посадки между крышкой и контейнером, ослабляются. Одновременно внешнее по отношению к контейнеру давление также возрастает, и газ уплотнения проникает в полость, содержащую вставку, между крышкой и контейнером. Такое проникновение может помешать или сделать неэффективным уплотнение, а также диффузионную сварку оболочек нитей вставки между собой и/или со стенками полости.
ОБЪЕКТ ПРЕДЛАГАЕМОГО ИЗОБРЕТЕНИЯ
Для решения этой проблемы в данном изобретении предлагается обработка предварительного соединения при помощи сварки крышки с контейнером перед осуществлением фазы уплотнения.
Говоря более конкретно, объектом предлагаемого изобретения является способ изготовления композитных металлических деталей путем введения внутренних усиливающих элементов, сформированных из волокон, включающий этапы: формирования при помощи механической обработки в металлическом корпусе или в контейнере, по меньшей мере, одной полости, представляющей собой ложемент для размещения вставки соответствующей формы, содержащей усиливающие волокна, установки крышки на вставку в полости контейнера, причем эта крышка имеет стенки, удерживаемые с давлением на располагающиеся против них стенки упомянутого контейнера, цикл изостатического уплотнения в горячем состоянии системы, образованной контейнером, вставкой и крышкой, и последующую механическую обработку этой системы для получения требуемой детали. При этом этап помещения крышки с давлением на контейнер продолжается термической обработкой предварительного диффузионного сваривания, состоящей в повышении и поддержании температуры системы, образованной контейнером, вставкой и крышкой, соединяя таким образом эту крышку с контейнером.
В этих условиях изостатическое уплотнение оказывается оптимизированным и больше не требует внешнего закрытия контейнера при помощи крышки с использованием специфической сварки, что приводит к снижению стоимости изготовления, гарантируя при этом качественное уплотнение вследствие отсутствия утечек газа во вставке в результате внутренней предварительной сварки.
Предпочтительным образом эта предварительная обработка вводится в цикл изостатического уплотнения в горячем состоянии, в котором первая только термическая фаза продолжается фазой создания внешнего давления в горячем состоянии.
В соответствии с частными способами реализации предлагаемого изобретения:
- тугая посадка, предваряющая этап предварительной сварки, осуществляется между стенками крышки и располагающимися против них стенками контейнера для того, чтобы обеспечить плотную подгонку с давлением между упомянутыми стенками;
- эта тугая посадка осуществляется путем охлаждения крышки для сокращения ее размерных параметров перед ее установкой в полость с последующим ее тепловым расширением в результате возвращения к температуре окружающей среды и/или в результате нагревания контейнера в процессе этого повышения температуры для увеличения размерных параметров его полости в результате расширения перед установкой крышки;
- упомянутое охлаждение реализуется путем термической закалкой в сухом льде или в сжиженном газе, в частности, в жидком азоте.
Объектом предлагаемого изобретения также является заготовка металлической детали, собранная в процессе фазы повышения температуры в соответствии с определенным выше способом. Эта заготовка содержит металлический корпус или контейнер, изготовленную из подкрепляющих волокон вставку, располагающуюся в полости, сформированной в этом контейнере, а также металлическую крышку, располагающуюся на вставке в упомянутой полости и соединенную с упомянутым контейнером.
В соответствии с частыми способами реализации предлагаемого изобретения:
- упомянутая полость содержит первую главную длинную часть, в которой размещается вставка, и, по меньшей мере, одну вторую часть, располагающуюся в продолжение первой части, причем упомянутая крышка содержит центральный участок, покрывающий вставку, и, по меньшей мере, одно продолжение, имеющее форму, соответствующую форме второй части упомянутой полости таким образом, чтобы частично охватывать упомянутую вставку на по меньшей мере двух различных плоскостях. Таким образом, крышка образует своего рода металлическую обкладку, имеющую достаточно простую форму и легко поддающуюся реализации;
- крышка содержит зону постепенного деформирования, располагающуюся между главным участком и, по меньшей мере, одним продолжением крышки в момент осуществления этапа уплотнения;
- вставка и полость являются прямолинейными для того, чтобы эта крышка точно соединялась в полости с контейнером в фазах термической обработки с тем, чтобы не допустить выдавливания волокон наружу;
- вставка имеет поперечное сечение, выбираемое между многоугольным, в частности, прямоугольным, овальным и круглым поперечным сечением;
- вставка сформирована из волокон, собранных в пучки и покрытых металлом, в частности, титаном, что облегчает диффузионную сварку в процессе уплотнения;
- упомянутая заготовка имеет множество полостей удлиненной формы, в которых располагаются вставки соответствующей формы, причем эти полости выполняются вдоль прямолинейных частей, параллельных или не параллельных между собой. Такое расположение позволяет реализовать множество внутренних продольных усиливающих элементов без использования вставки, имеющей вытянутую кольцевую форму с прямолинейными ветвями, которая требует подгонки механической обработки полости для вставки к форме этой вставки, что является трудоемкой и дорогостоящей операцией. Эти многочисленные усиливающие элементы получаются без нанесения ущерба прочности детали, поскольку волокна работают главным образом вдоль их продольного направления.
КРАТКОЕ ОПИСАНИЕ ПРИВЕДЕННЫХ В ПРИЛОЖЕНИИ ЧЕРТЕЖЕЙ
Другие характеристики и преимущества предлагаемого изобретения будут лучше поняты из приведенного ниже подробного описания примера его реализации, где даются ссылки на приведенные в приложении чертежи,среди которых:
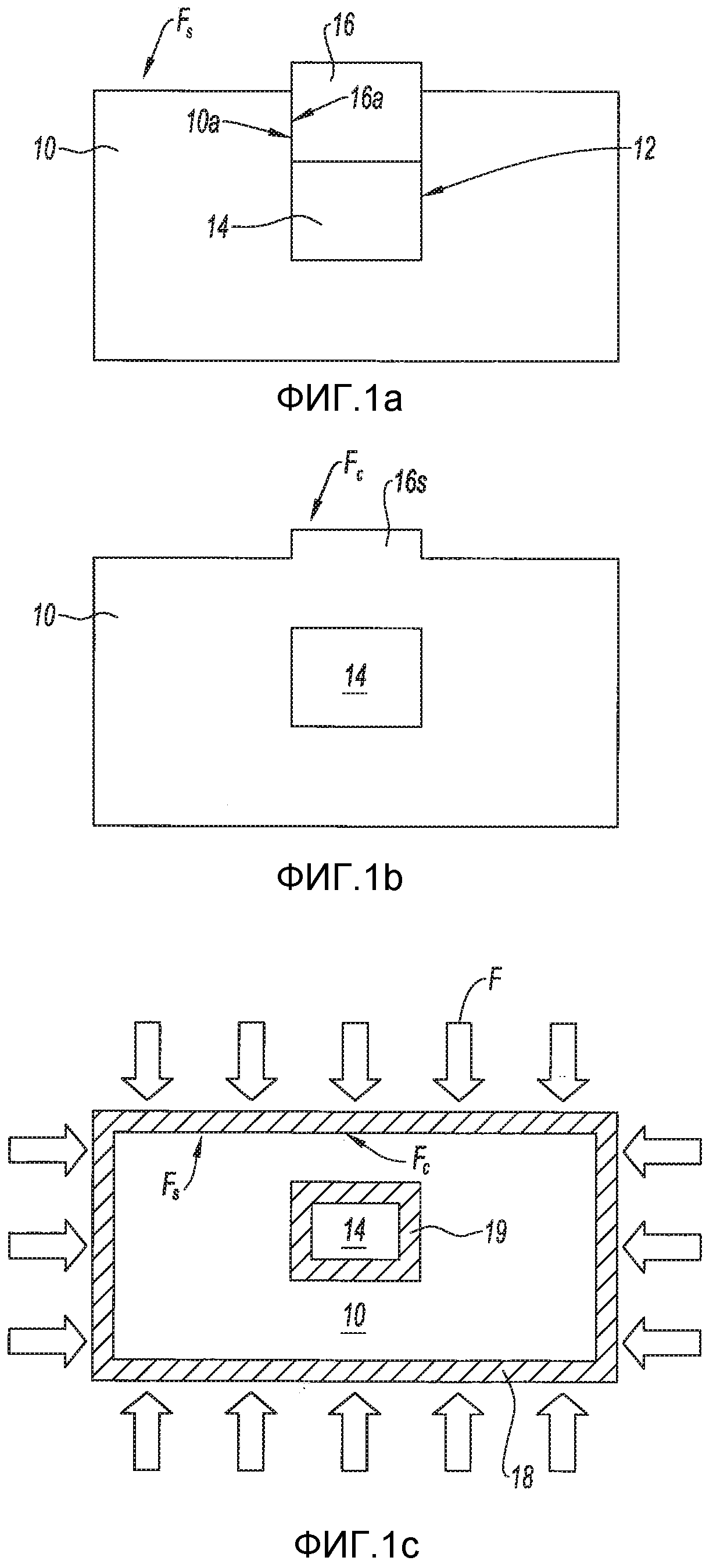
- Фиг. с 1а по 1с представляют собой схематические виды в разрезе примера последовательного осуществления трех главных этапов термической обработки при реализации способа в соответствии с предлагаемым изобретением;
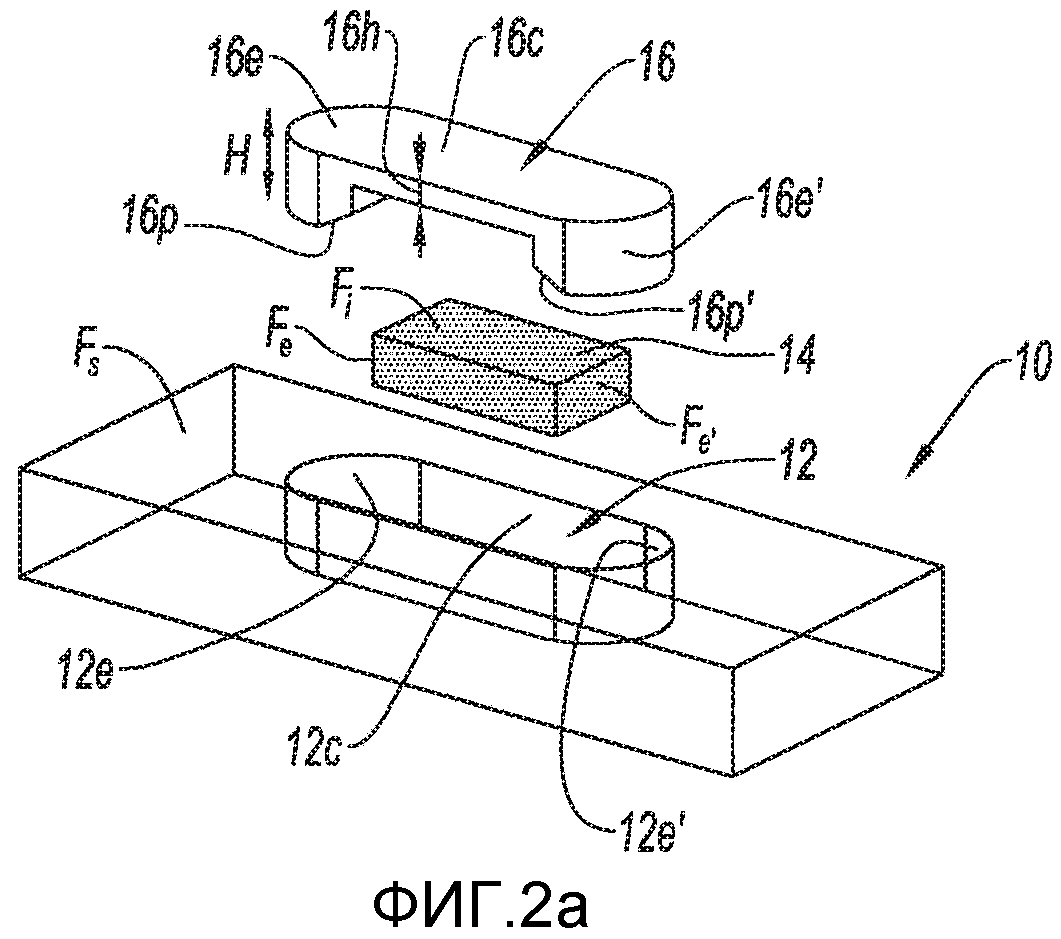
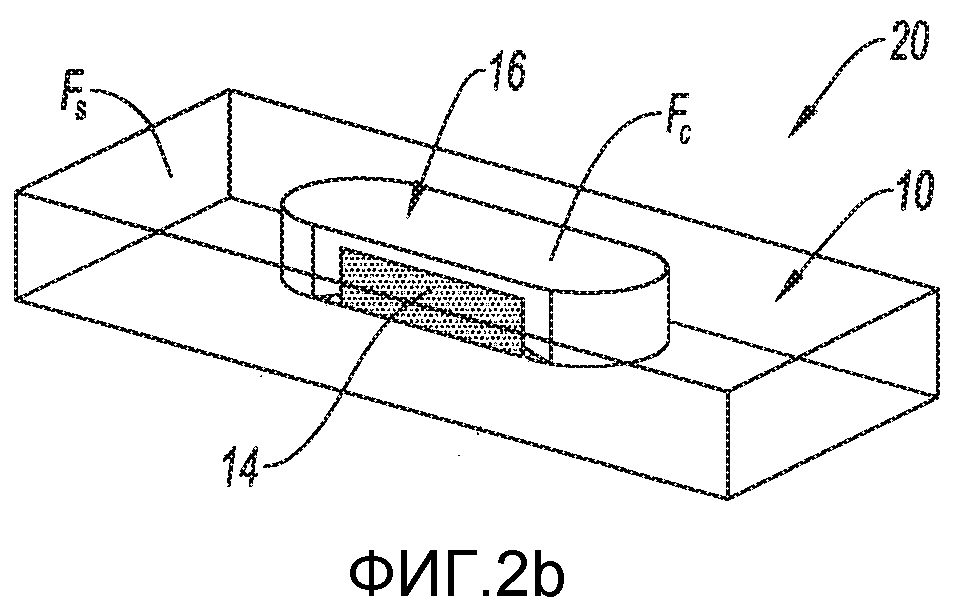
- Фиг. 2а и 2b представляют собой схематические изометрические и прозрачные виды примера соединения для реализации заготовки металлической детали в соответствии с предлагаемым изобретением;
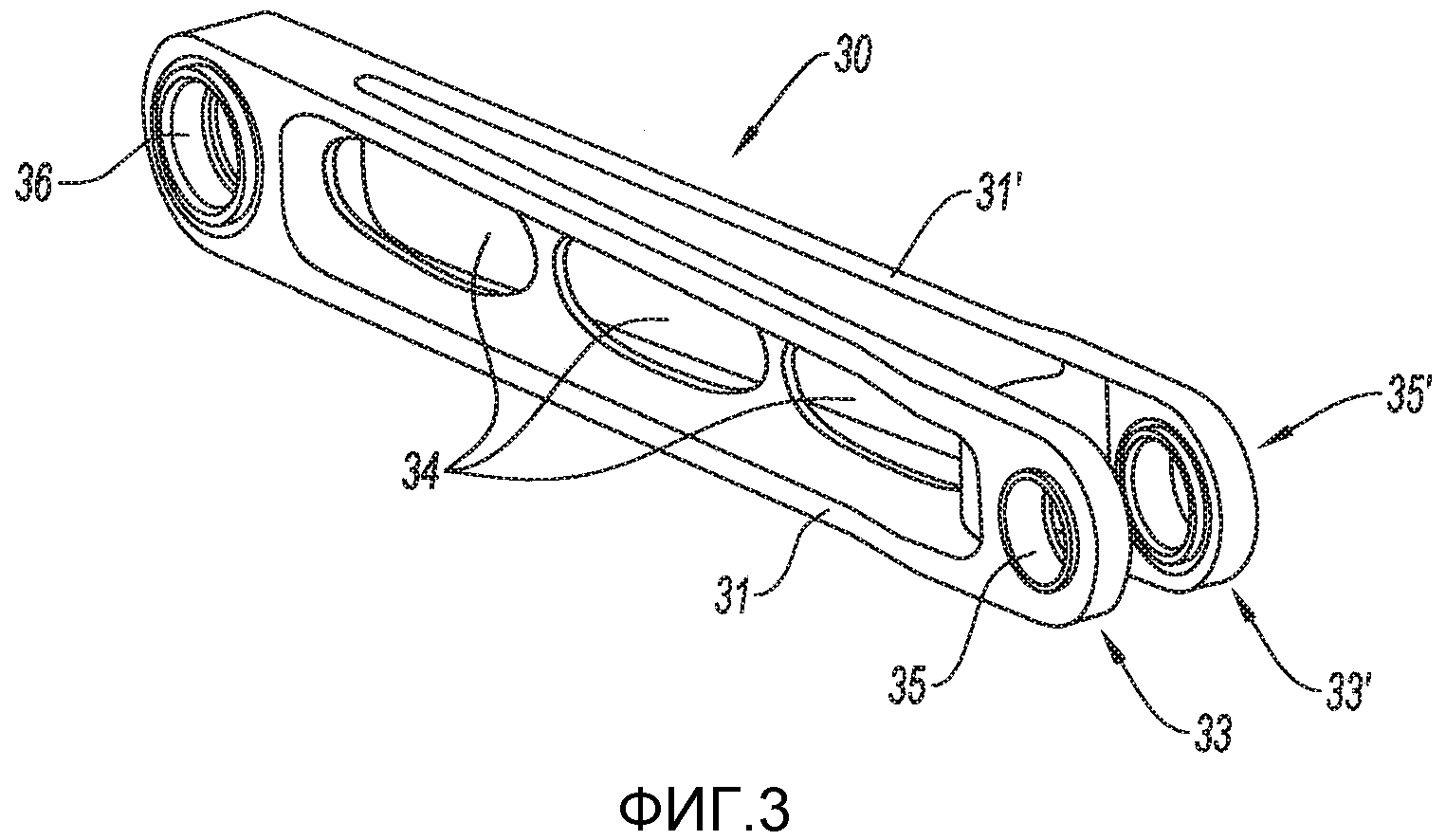
- Фиг.3 представляют собой схематический изометрический вид рычага посадочного шасси воздушного судна, имеющего в своем составе уплотненные подкрепляющие вставки в соответствии с предлагаемым изобретением.
ПОДРОБНОЕ ОПИСАНИЕ СПОСОБА РЕАЛИЗАЦИИ ДАННОГО ИЗОБРЕТЕНИЯ
В приведенном ниже изложении термины типа "верхний" или "нижний", определяющие позиционирования различных объектов, обозначают локализацию по отношению к этим объектам в соответствии с направлением действия универсальной силы тяжести.
Как это можно видеть на показанном, на фиг.1а схематическом виде в поперечном разрезе, представленный металлический корпус или контейнер 10 предназначен для формирования рычага посадочного шасси воздушного судна. Полость 12 формируется при помощи механической обработки в этом контейнере 10, начиная от ее верхней поверхности Fs. В нижней части этой полости размещается вставка 14 и в ее верхней части размещается крышка 16, причем эта крышка покрывает упомянутую вставку.
Эта крышка 16 в представленном на фиг.1а примере реализации выступает по отношению к верхней поверхности Fs контейнера 10 по соображениям компенсации материала, как об этом будет сказано ниже, в фазе изостатического уплотнения.
Полость 12, вставка 14 и крышка 16 имеют дополняющую друг друга форму и механически обрабатываются таким образом, чтобы вообще не иметь зазоров или иметь минимальные зазоры между этими элементами, возможно меньшие с учетом технологических возможностей их обработки. В частности, крышка 16 и контейнер 10 имеют стенки 16а и 10а, упирающиеся друг в друга в результате создания предварительного давления.
Предпочтительным образом тугая посадка между располагающимися друг против друга стенками крышки и контейнера осуществляется путем предварительного охлаждения крышки в жидком азоте. При этом размерные параметры крышки уменьшаются, и она устанавливается в полость, опираясь на вставку. В результате нагревания в процессе повышения температуры в последующей фазе предварительной сварки крышка подвергается расширению по размерам и располагающиеся друг против друга стенки этой крышки и контейнера начинают упираться друг в друга, обеспечивая их плотную подгонку.
Затем осуществляют цикл предварительной сварки в результате диффузии материала в горячем состоянии в соответствующей технологической камере (на приведенных в приложении чертежах не показана), способной одновременно осуществлять изостатическое уплотнение. Повышение температуры и продолжительность цикла адаптируются для осуществления диффузии металла контейнера. Создание предварительного давления рассчитывается таким образом, чтобы обеспечить возможность достаточной релаксации механических напряжений в процессе этого повышения температуры.
В рассматриваемом здесь примере реализации упомянутый металл представляет собой титановый сплав и температура сварки имеет величину в диапазоне от 850ºС до 1000ºС. Продолжительность выдерживания этой температуры для титановых сплавов составляет минимум 30 минут. Эта предварительная сварка обеспечивает соединение, полностью или, по меньшей мере, частично, контейнера с крышкой. Контейнер и крышка предпочтительным образом изготавливаются из одного и того же металла, а именно из титанового сплава в рассматриваемом здесь примере реализации. После этой обработки соединения контейнер 10 и крышка 16 образуют одну общую конструктивную единицу, охватывающую изготовленную из волокон вставку 14, как это схематически проиллюстрировано на фиг. 1b, причем крышка всегда образует выступ 16s по отношению к верхней поверхности Fc.
Затем осуществляют операцию изостатического уплотнения в горячем состоянии, как это схематически проиллюстрировано на фиг. 1с. При этом давление (схематически показанное стрелками F) воздействует в направлениях, перпендикулярных по отношению ко всем поверхностям контейнера 10, порождая оседание крышки. Введение газа под давлением и воздействие температуры, значения которых могут достигать соответственно 1000 бар и 1000°С, позволяют металлу матрицы вставки 14 заполнить пустые пространства между нитями, покрытыми оболочкой и образующими вставку.
Размерные параметры крышки предварительно рассчитываются таким образом, чтобы верхняя поверхность 16s этой крышки 16 в процессе приложения давления переходила на уровень верхней поверхности Fs контейнера 10, имея при этом в виду, что собственный объем вставки уменьшается примерно на величину от 15% до 20%. На заключительной стадии процесса контейнер, крышка и волокна вставки оказываются уплотненными, как это проиллюстрировано при помощи объемов 18 и 19 усадки, показанных в разрезе заштрихованными зонами на фиг. 1с.
Таким образом, заготовка детали оказывается усиленной при помощи нитей, заключенных в массе этой заготовки. При этом заключительная механическая обработка позволяет получить деталь желаемой формы.
Изометрические виды, показанные на фиг. 2а и 2b, конкретно иллюстрируют сборку компонентов с целью реализации предварительно отформованной заготовки 20. Эти компоненты содержат контейнер 10, имеющий удлиненную форму и имеющий полость 12, также имеющую удлиненную форму, прямолинейную вставку 14 и крышку 16, имеющую форму металлической обкладки.
Выполненная при помощи механической обработки полость 12 является прямолинейной и имеет плоскую донную часть и стенки, перпендикулярные к этой донной части. Поверхность соединения между донной частью полости и ее стенками имеет небольшой радиус кривизны для того, чтобы обеспечить возможность подгонки вставки 14 с возможно меньшим зазором. Полость содержит центральную часть 12с и две концевые закругленные части 12е и 12е', располагающиеся в продольном продолжении по одну и по другую стороны от ее центральной части.
Центральная часть 12с полости предназначена для того, чтобы служить ложементом для размещения прямолинейной вставки 14 в результате подгонки. Упомянутая вставка формируется путем соединения керамических волокон, покрытых металлом, а именно титаном в рассматриваемом здесь примере реализации.
Форма крышки 16 позволяет охватить вставку 14 после ее размещения в предназначенном для нее ложементе. Крышка 16 представляет в целом форму обкладки, и ее размерные параметры подгоняются к размерным параметрам полости 12 с центральной частью 16с и концевыми частями 16е и 16е', располагающимися в продольных продолжениях этой центральной части. Эти концевые части позволяют крышке охватывать вставку на ее верхней поверхности Fi и на ее концевых поверхностях Fe и Fe', или же на трех различных плоскостях.
Высота Н концевых частей 16е и 16е' крышки соответствует высоте 16h ее центральной части 16с, увеличенной на высоту вставки 14, и немного превышает глубину полости 12. Концевые части 16е и 16е' крышки имеют, каждая, скошенную грань 16р и 16р', формирующую некоторое пространство вместе с донной частью полости со стороны вставки. Эти скошенные грани определяют свободные пространства, которые будут облегчать деформирование крышки в процессе ее уплотнения.
В рассматриваемом здесь примере реализации соединение между крышкой и контейнером для получения предварительно отформованной заготовки 20 предпочтительным образом предваряется их взаимной тугой посадкой. Для этого крышка 12 подвергается резкому понижению ее температуры для того, чтобы вызвать сокращение ее размерных параметров. Простое средство для осуществления этой операции состоит в погружении крышки в жидкий азот. При этом крышка легко устанавливается в полость после ее охлаждения. Испытывая затем расширение, крышка плотно подгоняется к полости контейнера и оказывает давление на боковые стенки этого контейнера.
Камера изостатического уплотнения (не показана) обычно содержит средства регулирования нагревания в широком диапазоне температур, которые могут достигать 1000°С и более, средства вакуумирования и средства создания высокого давления, которое может достигать 1000 бар и более.
Температура осуществления цикла диффузионной сварки представляет собой обычную температуру сварки металла, из которого изготовлены контейнер и крышка, то есть в данном случае титанового сплава.
Предпочтительным образом фазы термической обработки, в частности предварительной сварки, осуществляются в установке уплотнения. Предварительная сварка и уплотнение, таким образом, связаны в единую и непрерывную последовательность.
Верхняя поверхность Fc крышки 16 опускается в процессе сжатия до давления в 1000 бар для окончательного завершения изостатического уплотнения в горячем состоянии предварительно отформованной заготовки 20.
Говоря более конкретно, вставка формируется из пучка волокон, покрытых титановым сплавом. Поскольку соответствующая обработка приводит к уменьшению объема и к уплотнению этой вставки, крышка опускается в полость наподобие поршня. Зона перехода, сформированная скошенными гранями 16е и 16е', позволяет крышке деформироваться без того, чтобы усилия сдвига приводили к повреждению этой крышки. Полученная таким образом заготовка оказывается готовой к механической обработке для реализации требуемой металлической детали.
Предлагаемое изобретение не ограничивается описанными выше и представленными здесь графически примерами его реализации.
Создание давления крышки на контейнер может быть реализовано при помощи любого средства, доступного специалисту в данной области техники: например, путем введения упругой пластины, при помощи механического расширителя и т.п.
В зависимости от типа подлежащей изготовлению детали следует встраивать в нее такое количество вставок, которое будет адаптировано к структуре этой подлежащей подкреплению детали.
Таким образом, в рычаге 30, проиллюстрированном на фиг. 3, вставки были уплотнены с использованием способа в соответствии с предлагаемым изобретением в каждую из прямолинейных частей 31 и 31' каждой из не являющихся параллельными ветвей 33 и 33' перед механической обработкой вырезов 34, 35, 35' и 36. Эти вставки обеспечивают передачу усилий на растяжение и на сжатие.
Способ в соответствии с предлагаемым изобретением позволяет в этих условиях реализовать любую деталь, имеющую в своем составе одну или несколько вставок в продольных частях этой детали.
В то же время форма крышки может варьироваться и охватывать вставку частично или полностью. В этом случае несколько крышек могут охватывать эту вставку, предусматривая, например, наличие сквозной полости, причем вставка располагается в середине этой полости, и две крышки располагаются по одну и по другую стороны от этой вставки, от двух противоположных сторон данного контейнера.
Межлопаточная герметизация для колеса турбины или компрессора турбомашины
Комбинированный турбопрямоточный реактивный двигатель
Многослойная панель акустической обработки, гондола турбореактивного двигателя и турбореактивный двигатель
Способ изготовления детали
Система впрыска топлива для турбореактивного двигателя и способ сборки такой системы впрыска
Способ управления зазором в вершинах лопаток ротора турбины
Направляющее и уплотняющее устройство, шестеренчатая коробка передач турбомашины и турбомашина
Волокнистая структура для детали, изготовленной из композитного материала, содержащая один или более дугообразных участков
Способ и устройство обнаружения вращающегося срыва потока в компрессоре газотурбинного двигателя и газотурбинный двигатель
Способ зажигания для камеры сгорания газотурбинного двигателя
Волокнистая структура, образующая фланец и контрфланец
Межлопаточная герметизация для колеса турбины или компрессора турбомашины
Комбинированный турбопрямоточный реактивный двигатель
Многослойная панель акустической обработки, гондола турбореактивного двигателя и турбореактивный двигатель
Способ изготовления детали
Система впрыска топлива для турбореактивного двигателя и способ сборки такой системы впрыска
Способ управления зазором в вершинах лопаток ротора турбины
Направляющее и уплотняющее устройство, шестеренчатая коробка передач турбомашины и турбомашина
Волокнистая структура для детали, изготовленной из композитного материала, содержащая один или более дугообразных участков
Способ и устройство обнаружения вращающегося срыва потока в компрессоре газотурбинного двигателя и газотурбинный двигатель

