Результат интеллектуальной деятельности: ПРОКАТНАЯ КЛЕТЬ ДЛЯ ИЗГОТОВЛЕНИЯ КАТАНОЙ ПОЛОСЫ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Изобретение относится к прокатной клети для изготовления катаной полосы, содержащей рабочие валки, которые опираются на опорные валки или промежуточные валки и опорные валки, при этом рабочие валки, и/или промежуточные валки, и/или опорные валки расположены в прокатной клети с возможностью сдвига относительно друг друга в осевом направлении, и каждый валок по меньшей мере одной образованной из опорного валка и рабочего валка или из опорного валка и промежуточного валка пары валков имеет проходящий по всей эффективной длине бочки изогнутый контур.
Уровень техники
Из WO 2007/144162 А1 известна прокатная клеть, в которой контур бочки валков описан с помощью тригонометрической функции. В ненагруженном состоянии происходит частичное или полное дополнение контура бочки опорных валков или непосредственно соседних рабочих валков или промежуточных валков. В известной из WO 03/022470 А1 прокатной клети контур бочки также следует тригонометрической функции. Среди специалистов такие валки известны под названием SmartCrown®.
Однако в очень широких прокатных клетях было установлено, что, в частности, при прокатке широких полос и при большой нагрузке в краевых зонах валков возникают большие давления. Этот эффект является нежелательным и усиливается с увеличивающимся диаметром рабочих валков, а также за счет начала изгиба валков.
Эта проблема не ограничивается специально выполненным профилем валка, а возникает в принципе также в валках с обычным профилем.
В уровне техники известна также прокатная клеть для изготовления катаной полосы, содержащая рабочие валки, опирающиеся на опорные валки или промежуточные валки и опорные валки, при этом рабочие валки, и/или промежуточные валки, и/или опорные валки расположены в прокатной клети с возможностью сдвига относительно друг друга в осевом направлении, и каждый валок по меньшей мере одной образованной из опорного валка и рабочего валка или из опорного валка и промежуточного валка пары валков имеет проходящий по всей эффективной длине бочки изогнутый контур (см. RU 2300432 С2, В21В 13/14, 10.06.2007).
Сущность изобретения
В основу изобретения положена задача создания прокатной клети, в которой, в частности, при изготовлении широкой катаной полосы и прокатке с большой нагрузкой, действующие на рабочие и опорные валки максимальные давления меньше, так что увеличивается срок службы валков и по возможности предотвращаются поломки валков.
Поставленная задача решается в известной прокатной клети тем, что контур опорного валка задан с помощью функции контура, которая образована посредством наложения на первую функцию контура, которая в ненагруженном состоянии валков дополняет контур соседнего рабочего валка, выпуклой или вогнутой относительно оси опорного валка функции наложения. Данное изобретение исходит из образования на опорном валке с известным само по себе изогнутым контуром дополнительно выпуклого изгиба, т.е. сознательного увеличения в этом валке в средней зоне диаметра. Эта дополнительная выпуклость может быть выполнена так, что при шлифовке валка на проходящую относительно соседнего рабочего валка дополняющим образом первую функцию контура накладывается функция наложения. Эта функция наложения может проходить относительно оси опорного валка выпукло или вогнуто, в зависимости от того, вычитается или прибавляется она. За счет этого наложения достигается, что в середине опорного валка образуется выпуклый изгиб, так что в ненагруженном состоянии больше не происходит соответствующего дополнения соседних валков, а образуется в направлении края валков становящийся все больше зазор. Однако тем не менее сохраняется симметрия распределения нагрузки. С помощью дополнительной выпуклости достигается равномерность нагрузки между опорным валком и непосредственно соседним валком (рабочим валком или промежуточным валком). Другими словами, распределение давления между опорным валком и соседним валком становится за счет контура опорного валка, согласно изобретению, более равномерным. Устраняются пики линейной нагрузки. Вследствие этого уменьшается опасность образования трещин или даже разрушения валка. Срок службы валка увеличивается. За счет выполнения в соответствии с изобретением контура опорного валка в лежащих снаружи середины зонах возникает в ненагруженном состоянии становящийся больше наружу зазор с соседним валком. За счет этого дополнительно достигается, что усиливается действие прогибания валка. За счет этого можно лучше регулировать профиль и ровность катаной полосы при ее изготовлении.
Предпочтительный вариант выполнения характеризуется тем, что из первой функции контура вычитается вогнутая относительно оси опорного валка функция наложения. При шлифовке валка это вычитание может быть очень легко реализовано.
Альтернативный вариант выполнения изобретения характеризуется тем, что при изготовлении контура опорного валка к первой функции контура прибавляется выпуклая относительно оси опорного валка функция наложения. В этом случае в середине бочки опорного валка также происходит желаемое утолщение.
Предпочтительный вариант выполнения характеризуется тем, что первая функция контура образована, при рассматривании в направлении бочки, из попеременно вогнуто и выпукло изогнутых участков контура, при этом функция контура описывается тригонометрической функцией. За счет этого в упомянутой в начале технологии SmartCrown® очень легко реализовывать желаемую дополнительную выпуклую кривизну в середине бочки опорного валка.
Другой предпочтительный вариант выполнения характеризуется тем, что первая функция контура образована с помощью полиномной функции.
В другом предпочтительном варианте выполнения может быть предусмотрено, что функция наложения образована с помощью симметричной относительно середины бочки, монотонной в обе стороны функции.
Функция наложения может быть также образована с помощью полиномной функции, тригонометрической функции, круговой функции или степенной функции.
В одном особенно предпочтительном варианте выполнения контур образован в соответствии с уравнениями
RU(x,c)=R0+A*sin{[2*φ*(х+с)]/LREF}-В*х-С*х2
RL(x,c)=R0-A*sin{[2*φ*(х-с)]/LREF}+В*х-С*х2
где
RU - радиус верхнего опорного валка,
RL - радиус нижнего опорного валка,
x - осевое положение относительно середины валка,
c - сдвиг контура,
R0 - смещение радиуса валка,
А - коэффициент контура,
φ - угол контура,
LREF - опорная длина шлифовки,
В - коэффициент опрокидывания,
С - коэффициент второго порядка (С>0).
Квадратный член С*х2 вызывает наложение параболического контура на упомянутый в начале, известный из уровня техники тригонометрический контур SmartCrown®. Если бы коэффициент С был равен нулю, то оба соседних валка в ненагруженном несдвинутом состоянии снова бы дополняли друг друга.
Краткое описание чертежей
Другие предпочтительные варианты выполнения, подробности и модификации изобретения следуют из приведенного ниже пояснения изобретения со ссылками на прилагаемые чертежи, на которых изображено:
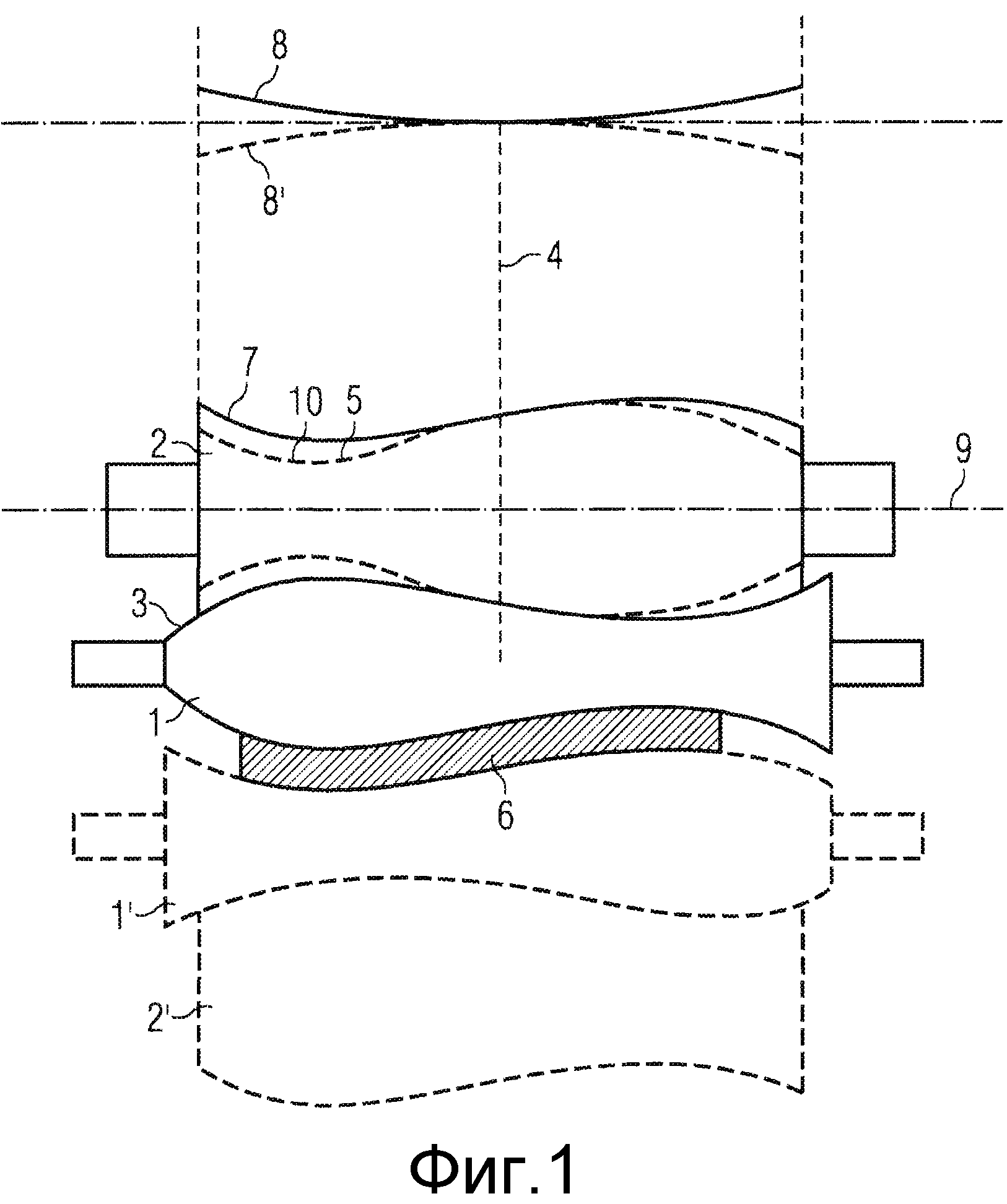
фиг. 1 - верхняя часть прокатной клети кварто, в которой показан контур опорного валка, который в соответствии с одним вариантом выполнения изобретения образован посредством наложения, при котором из первой функции контура, которая проходит дополняющим образом относительно соседнего рабочего валка, вычитается вогнутая относительно оси опорного валка функция наложения, соответственно, прибавляется выпуклая относительно оси опорного валка функция наложения;
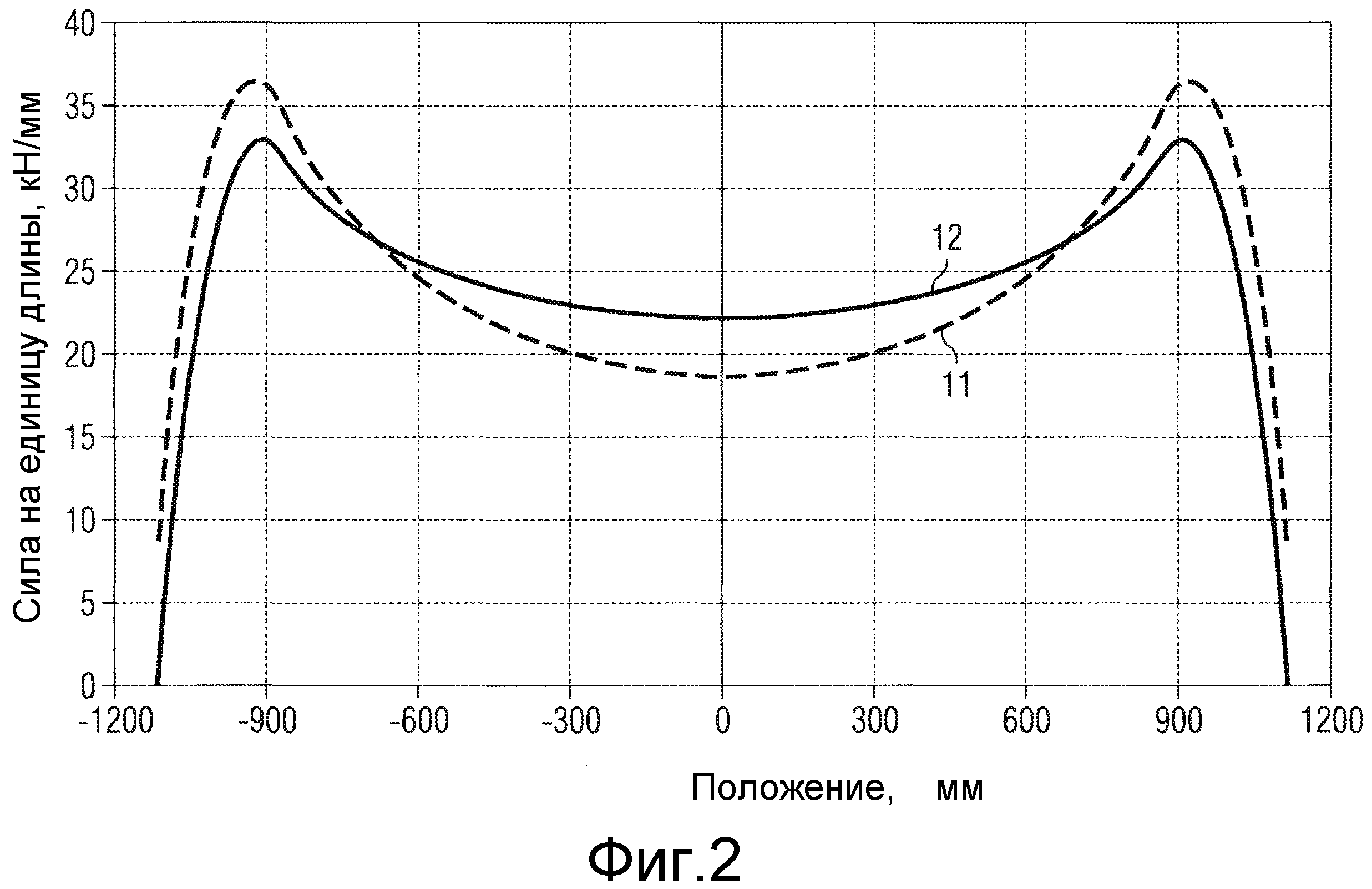
фиг. 2 - график, на котором показано расчетное распределение нагрузки между верхним рабочим валком и опорным валком в зависимости от положения относительно середины клети, при этом кривая 12 представляет случай с выпуклостью, согласно изобретению, а кривая 11 - случай без выпуклости, согласно изобретению, опорного валка.
Реализация изобретения
На фиг. 1 схематично показана верхняя часть прокатной клети кварто с опорными валками, согласно изобретению, в ненагруженном, несдвинутом состоянии (лежащая ниже часть прокатной клети кварто лишь обозначена штриховыми линиями). Рабочие валки 1, 1′ и опорные валки 2, 2′ имеют контур бочки, который описывается с помощью тригонометрической функции. Исходя из первой функции 7 контура, которая в ненагруженном состоянии дополняет контур рабочего валка 1, получают функцию 10 контура опорного валка 2 посредством наложения на первую функцию 7 контура функции 8, соответственно, 8′ наложения. Эта функция 8, соответственно, 8′ наложения показана на фиг. 1 вверху. В показанном примере выполнения функция 8 наложения является относительно оси 9 опорного валка вогнутой. Согласно изобретению, вогнутая функция 8 наложения вычитается из первой функции 7 контура. Результатом является контур 5 опорного валка 2, который изображен на фиг. 1 штриховыми линиями и описывается функцией 10 контура. (Аналогичное относится к случаю выпуклой функции 8′ наложения, которая согласно другому варианту выполнения суммируется с функцией 7 контура).
Результатом этого наложения, согласно изобретению, является дополнительная выпуклость опорного валка 2 в зоне середины 4 бочки. Эта форма профиля, согласно изобретению, показана на фиг. 1. Исходя из середины 4 бочки образуется слева и справа становящийся все больше зазор между опорным валком 2 и рабочим валком 1.
Действие дополнения, согласно изобретению, контура бочки поясняется ниже со ссылками на фиг. 2. На фиг. 2 показан график расчетного распределения нагрузки между рабочим валком 1 и опорным валком 2. При этом на оси абсцисс нанесено положение относительно середины прокатной клети, на оси ординат - отнесенная к единице длины сила. Кривая 11 показывает распределение нагрузки для случая полностью дополняющих шлифовок валков, при этом контур рабочего валка и опорного валка описывается с помощью тригонометрической функции в соответствии с известной технологией SmartCrown®. В отличие от этого, кривая 12 показывает распределение нагрузки для случая выполненной в соответствии с изобретением функции 10 контура опорного валка 2. Эта функция 10 контура является результатом наложения на известную тригонометрическую функцию 7 контура функции, в данном примере квадратной функции. Как показано на фиг. 2, происходит смещение нагрузки к середине валка.
Графическое представление результата расчета наглядно показывает, что также в широких прокатных клетях с опорными валками, которые сознательно бомбированы в середине, можно подавлять пики нагрузки и достигать за счет изобретения равномерности распределения нагрузки.
Эта равномерность распределения нагрузки имеет то преимущество, что срок службы валков может быть увеличен с помощью изобретения, и уменьшается опасность образования трещин или даже разрушения валков.
Достигаемый с помощью изобретения эффект равномерности распределения нагрузки не ограничивается, естественно, поясненной выше прокатной клетью кварто, а приводит также при распределении нагрузки между промежуточными валками и опорными валками в шестивалковой прокатной клети к уменьшению пиков нагрузки и равномерности профиля нагрузки.
Перечень позиций
1, 1′ - Рабочий валок
2, 2′ - Опорный валок
3 - Контур рабочего валка 1
4 - Середина бочки
5 - Контур опорного валка 2
6 - Катаная полоса
7 - Первая функция контура
8, 8′ - Функция наложения
9 - Ось опорного валка
10 - Функция контура
11 - Кривая распределения нагрузки без выпуклого изгиба
12 - Кривая распределения нагрузки с выпуклым изгибом/
Ввод в эксплуатацию чистовой группы клетей прокатного стана в совмещенной литейно-прокатной установке
Способ и устройство для отделения газообразного компонента
Способ и устройство для подготовки подвергаемого горячей прокатке материала
Загрузочный желоб для агломерата
Способ горячей прокатки стальных полос и стан горячей прокатки
Способ и устройство для активного подавления колебаний давления в гидравлической системе
Способ и устройство для полуактивного уменьшения колебаний давления в гидравлической системе
Способ закрепления затравки в установке непрерывной разливки и установка непрерывной разливки с затравкой
Способ и устройство для восстановления содержащих железную руду шихтовых материалов или для производства чугуна или жидких стальных полуфабрикатов
Способ восстановления на основе риформинг-газа с рециркуляцией восстановительных газов и декарбонизацией части отходящего газа, использованного в качестве горючего газа для риформинг-установки
Способ и устройство для получения газа-заменителя
Способ и устройство для получения чугуна или расплавленных стальных полуфабрикатов
Ввод в эксплуатацию чистовой группы клетей прокатного стана в совмещенной литейно-прокатной установке
Способ и устройство для отделения газообразного компонента
Способ и устройство для подготовки подвергаемого горячей прокатке материала
Загрузочный желоб для агломерата
Способ горячей прокатки стальных полос и стан горячей прокатки
Способ и устройство для активного подавления колебаний давления в гидравлической системе
Способ и устройство для полуактивного уменьшения колебаний давления в гидравлической системе
Способ закрепления затравки в установке непрерывной разливки и установка непрерывной разливки с затравкой

