Результат интеллектуальной деятельности: СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ГОРЯЧЕКАТАНЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 325×12 мм С ПОВЫШЕННОЙ ТОЧНОСТЬЮ ПО ДИАМЕТРУ И СТЕНКЕ ИЗ СТАЛЕЙ МАРОК 12Х12М1БФРУ-Ш И 16Х12МВСФБР-Ш ДЛЯ ПЕРЕКАТА НА СТАНАХ ХПТ 450 И ХПТ 250 В ПЕРЕДЕЛЬНЫЕ ТРУБЫ-ЗАГОТОВКИ РАЗМЕРОМ 202±1,2×3,5+0,3/-0,2 мм, 194±1,2×2,5+0,3/-0,2 мм И ПОСЛЕДУЮЩЕГО ПРОФИЛИРОВАНИЯ В ШЕСТИГРАННЫЕ ТРУБЫ-ЗАГОТОВКИ РАЗМЕРОМ "ПОД КЛЮЧ" 181,8±0,4×3,5+0,3/-0,2×3750+20/-0 мм И 175±0,4×2,5+0,3/-0,2×2680+20/-0 мм ДЛЯ РЕАКТОРОВ НОВОГО ПОКОЛЕНИЯ НА БЫСТРЫХ НЕЙТРОНАХ
Вид РИД
Изобретение
Изобретение относится к металлургическому и трубопрокатному производствам, а именно к способу производства слитков электрошлаковым переплавом из сталей марок 12Х12М1БФРУ-Ш (ЭП450У-Ш) и 16Х12МВСФБР-Ш (ЭП823-Ш), передела их в слитки-заготовки, способу производства из слитков-заготовок ЭШП на ТПУ 8-16" с пилигримовыми станами передельных горячекатаных труб размером 338×28 мм, механической обработки их в передельные трубы размером 325×12 мм с допуском по диаметру ±0,8% и толщине стенки ±10%, для переката их на станах ХПТ 450 и ХПТ 250 в передельные трубы-заготовки размером 202±1,2×3,5+0,3/-0,2, 194±1,2×2,5+0,3/-0,2 мм и последующего профилирования в шестигранные трубы-заготовки размером "под ключ" 181,8±0,4×3,5+0,3/-0,2×3750+20/-0 мм и 175±0,4×2,5+0,3/-0,2×2680+20/-0 мм для реакторов нового поколения, и может быть использовано при отливке слитков размером 485×1650±25 и 485×1600±25 мм на установках ЭШП из сталей марок 12Х12М1БФРУ-Ш и 16Х12МВСФБР-Ш, переточке их в слитки-заготовки размером 470×1650±25 и 470×1600±25 мм на ОАО "ЗМЗ", сверлении в слитках-заготовках сквозного отверстия диаметром 100±5 мм, переделе слитков-заготовок ЭШП в передельные горячекатаные трубы размером 338×28 мм на ТПУ 8-16" с пилигримовыми станами, механической обработке - расточке и обточке в передельные трубы размером 325×12 мм, перекате их на станах ХПТ 450 и ХПТ 250 в передельные холоднокатаные трубы размером 202±1,2×3,5+0,3/-0,2 мм, 194±1,2×2,5+0,3/-0,2 мм для последующего профилирования в шестигранные трубы-заготовки размером "под ключ" 181,8±0,4×3,5+0,3/-0,2×3750+20/-0 и 175±0,4×2,5+0,3/-0,2×2680+20/-0 мм на ОАО "ЧТПЗ" и использовании их на АЭС, имеющих с своем составе реакторы нового поколения на быстрых нейтронах.
В трубопрокатном производстве известен способ производства горячекатаных товарных и передельных труб большого и среднего диаметров на трубопрокатных установках с пилигримовыми станами из слитков ЭШП стали марки 10Х9МФБ-Ш (ТУ 14-134-398-2003 "Заготовка трубная - слитки для котельных труб ЭШП", ТУ 14-3Р-55-2001 "Трубы стальные бесшовные для паровых котлов и трубопроводов", ТИ 158-Тр.ТБ1-56-2007 "Изготовление бесшовных горячекатаных труб для паровых котлов и трубопроводов по ТУ 14-3Р-55-2001").
Недостатком данного способа является то, что трубы после прокатки имеют большое количество дефектов на внутренней поверхности в виде плен и сетки разгарных трещин, требуют последующей механической обработки (расточки) со съемом металла по 8-10 мм на сторону. Данная марка стали имеет интервал горячей пластичности 1160-900°С и повышенный коэффициент линейного расширения. Если слитки-заготовки ЭШП нагревать до температуры 1160°С, то при прошивке слитков в стане поперечно-винтовой прокатки температура металла в очаге деформации на границе оправка - внутренняя поверхность гильз повышается на 50-70°С в зависимости от диаметра слитка. При прокатке гильз на пилигримовом стане в товарные трубы с температурой наружной поверхности 1160 С° и менее конец прокатки происходит при температуре 800-850°С, в зависимости от диаметра и толщины стенки, что приводит к затяжкам дорнов даже с конусностью 4-5 мм вместо 1,0 по ТИ 158-Тр.ТБ1-56-2007. Нагрев слитков-заготовок ЭШП данной марки стали выше 1160°С приводит к перегреву внутренней поверхности гильз и массовому образованию внутренних плен. Данные трубы необходимо браковать или растачивать на меньшую толщину стенки со съемом металла более 10 мм на сторону, что в свою очередь приводит к повышенному расходу металла и дополнительной трудоемкой операции - расточке дефектных труб.
В трубопрокатном производстве известен также способ производства труб из трудно деформируемых марок стали и сплавов с повышенным коэффициентом линейного расширения, включающий нагрев рабочей части дорна до средней температуры, равной или большей необходимой температуры переднего конца трубы в момент схода ее с дорна Tcp.д≥Тпер.к.т, где Tcp.д - средняя температура дорна перед началом прокатки, °С; Тпер.к.т - необходимая температура переднего конца трубы в момент ее схода с дорна, °С, нагрев рабочей части дорна с перепадом температуры по длине рабочей части не более 100°С, Tmax-Tmin<100°С, где Tmax - максимальная температура рабочей части дорна в зоне интенсивной деформации, °С; Tmin - минимальная температура рабочей части дорна, °С (Патент РФ №2214312, Кл. B21B 21/00, 20.10.2003, бюл. №29).
Недостатком данного способа является то, что он направлен на снижение количества затяжек дорнов при прокатке труб из трудно деформируемых марок стали и сплавов с повышенным коэффициентом линейного расширения за счет нагрева дорнов перед прокаткой и в процессе прокатки. Данный способ не решает технологические вопросы: докатки гильз - обкатки пилигримовых головок при температурах ниже нижнего интервала горячей пластичности данных марок стали и сплавов и тем более технологии получения качественных по внутренней поверхности гильз в процессе прошивки слитков-заготовок ЭШП и прошивки-раскатки гильз-заготовок в гильзы в стане поперечно-винтовой прокатки.
Известен также способ производства бесшовных горячекатаных передельных длинномерных труб из трудно деформируемых марок стали и сплавов, включающий прокатку гильз-заготовок в передельные горячекатаные трубы-заготовки в пилигримовом стане в калибрах валков при разности между внутренним диаметром гильз-заготовок и средним диаметром дорнов, равной Dг.вн-Dср.д=10-20 мм, и с обеспечением вытяжки µ≤6,0, где µ - коэффициент вытяжки на пилигримовом стане; Dг.вн - внутренний диаметр гильзы, Dср.д - диаметр дорна, мм. Прокатку труб на пилигримовом стане в валках с круглым калибром с углом поперечного выпуска на полирующем участке α=25-30°, где α - угол поперечного выпуска валков пилигримового стана на полирующем участке, град., или прокатку на пилигримовом стане в валках с овальным калибром с отношением B/Н=1,1-1,15, где В - ширина калибра валка на полирующем участке, мм; Н - высота калибра валка, мм (Патент РФ №2266132. Кл. B21B 21/00. 27.03.2004. Бюл. №9).
Недостатком данного способа, как и вышеприведенных аналогов, является то, что он также направлен на снижение количества затяжек дорнов при прокатке труб из трудно деформируемых марок стали и сплавов с повышенным коэффициентом линейного расширения за счет прокатки в валках с повышенной овализацией и не решает основного технологического вопроса, докатки гильз - обкатки пилигримовых головок при температурах ниже нижнего интервала горячей пластичности данных марок стали и сплавов, технологии получения качественных по внутренней поверхности гильз в процессе прошивки слитков-заготовок и прошивки-раскатки гильз-заготовок в гильзы в стане поперечно-винтовой прокатки.
В трубной промышленности известен также способ производства горячекатаных товарных и передельных труб большого и среднего диаметров из трудно деформируемых марок стали и сплавов на трубопрокатных установках с пилигримовыми станами, включающий отливку полых слитков высотой 1750-2100 мм на установках электрошлакового переплава. Слитки обтачивают и растачивают до удаления окалины и микротрещин на диаметр 400-620 мм с отношением диаметра к толщине стенки D/S=3,0-4,0, большие значения которых соответствуют слиткам-гильзам меньшего диаметра. Затем слитки-гильзы нагревают до температуры пластичности и прошивают-раскатывают в стане поперечно-винтовой прокатки в гильзы с вытяжками µ=1,5-1,7, большие значения которых соответствуют гильзам большего диаметра. Гильзы, прошитые-раскатанные с вытяжками µ=1,5-1,6, прокатывают на пилигримовых станах в передельные трубы, а гильзы прошитые-раскатанные с вытяжками µ=1,6-1,7 - в товарные трубы.
Недостатком данного способа является то, что он только частично снижает образование дефектов на внутренних поверхностях гильз за счет снижения коэффициента вытяжки (обжатия гильз-заготовок по стенке) в очаге деформации при прошивке-раскатке гильз-заготовок из коррозионно-стойких трудно деформируемых марок стали и сплавов с низким температурным интервалом горячей пластичности и высоким коэффициентом линейного расширения в станах поперечно-винтовой прокатки. К недостатком данного способа относится и то, что способ изготовления полых гильз-заготовок значительно трудоемок и металлоемок, т.к. требуется механическая обработка - обточка и расточка полых слитков ЭШП в гильзы-заготовки. Данный способ не решает технологические вопросы нагрева слитков ЭШП из сталей марок 12Х12М1БФРУ-Ш и 16Х12МВСФБР-Ш, прошивки и прокатки передельных труб из трудно деформируемых марок стали и сплавов с низким температурным интервалом горячей пластичности и высоким коэффициентом линейного расширения и прокатки их на станах ХПТ 450 и ХПТ 250 в передельные трубы размером 202±1,2×3,5+0,3/-0,2 и 194±1,2×2,5+0,3/-0,2 мм для последующего профилирования их в шестигранные трубы-заготовки для реакторов нового поколения на быстрых нейтронах.
Наиболее близким техническим решением является способ производства опытных образцов шестигранных труб-заготовок размером "под ключ" 181,8×3,5×3750+20/-0 мм из стали марки 12Х12М1БФРУ-Ш (ЭП450У-Ш) для реакторов АЭС нового поколения на быстрых нейтронах (протоколы №60/11 и 61/11 от 03.08.2011 и ТУ 1367-043-00186654-2012 (опытная партия) "Трубы бесшовные холоднодеформированные шестигранные из стали марки 12Х12М1БФРУ-Ш (ЭП450У-Ш)" и ТУ 1367-048-00186654-2012 (опытная партия) "Трубы бесшовные холоднодеформированные из стали марки 12Х12М1БФРУ-Ш (ЭП450У-Ш)", включающий отливку слитков электрошлаковым переплавом размером 485×1540 мм, обточку слитков в слитки-заготовки размером 470×1540 мм, сверление в слитках-заготовках центрального отверстия диаметром 100±5 мм, нагрев до температуры 1180-1200°С, прошивку в стане поперечно-винтовой прокатки в гильзы размером 480×вн.315×2400 мм, прокатку гильз на пилигримовых станах в передельные горячедеформированные трубы-заготовки размером 344×31 мм в калибре 351 мм, отрезку пилой горячей резки технологических отходов - пилигримовых головок и затравочных концов, правку труб и механическую обработку - расточку и обточку в передельные трубы размером 325×12 мм с допуском по диаметру ±1,0% и толщине стенки ±12,5% со съемом металла по наружной и внутренней поверхностям по 9,5 мм с чистотой поверхности Rz≤30 мкм, перекатку механически обработанных труб размером 325×12 мм на станах ХПТ 450 и ХПТ 250 в передельные трубы размером 202×3,5 мм.
Недостатком данного прототипа является то, что прошивка слитков-заготовок ЭШП размером 470×100×1540 мм в стане поперечно-винтовой прокатки при температуре нагрева 1180-1200°С приводит на границе оправки с внутренней поверхностью гильз к повышению температуры до 1250-1270°С, что для данных марок стали чревато перегревом внутренней поверхности и образованием сетки разгарных трещин, что в свою очередь приводит к браку или увеличению съема металла при расточке горячекатаных труб в передельные механически обработанные трубы размером 325×12 мм и, как следствие, к увеличению допусков по диаметру до ±1,0%, а по стенке до +12,5/-15%. Недостатком данного прототипа также является то, что при переделе слитков-заготовок ЭШП размером 470×1540±25 мм в передельные холоднокатаные трубы размером 202×3,5 и 194×2,5 мм для последующего профилирования их в шестигранные трубы размером "под ключ" 181,8±0,4×3,5+0,3/-0,2×3750+20/-0 мм и 175±0,4×2,5+0,3/-0,2×2680+20/-0 мм получаются повышенные отходы по некратности и низкий выход передельных круглых труб размером 202×3,5 и 194×2,5 мм с допуском по диаметру ±1,2 мм и стенке +0,3/-0,2 мм.
Задачей предложенного способа является снижение или полное исключение дефектов на внутренней поверхности гильз при прошивке слитков-заготовок, снижение расхода металла, при переделе слиток ЭШП - передельная горячекатаная труба - передельная механически обработанная труба, за счет изменения технологии нагрева слитков-заготовок ЭШП, изменения схемы деформации слитков-заготовок в стане поперечно-винтовой прокатки и гильз на пилигримовом стане при производстве передельных горячекатаных труб, освоение производства передельных механически обработанных труб размером 325×12 мм с гарантированным допуском по диаметру ±0,8% и толщине стенки ±10,0% для последующего использования их при освоении производства шестигранных труб - заготовок размером "под ключ" 181,3±0,4×3,5+0,3/-0,2×3750+20/-0 и 175±0,4×2,5+0,3/-0,2×2680+20/-0 мм из сталей марок 12Х12М1БФРУ-Ш и 16Х12МВСФБР-Ш для оснащения АЭС реакторами нового поколения на быстрых нейтронах, а следовательно, снижение стоимости шестигранных труб.
Технический результат достигается тем, что в известном способе производства передельных горячекатаных механически обработанных труб размером 325×12 мм с повышенной точностью по диаметру и стенке из сталей марок 12Х12М1БФРУ-Ш (ЭП450У-Ш) и 16Х12МВСФБР-Ш (ЭП823-Ш) для переката их на станах ХПТ 450 и ХПТ 250 в передельные трубы размером 202±1,2×3,5+0,3/-0,2 мм, 194±1,2×2,5+0,3/-0,2 мм и последующего профилирования в шестигранные трубы-заготовки размером "под ключ" 181,8±0,4×3,5+0,3/-0,2×3750+20/-0 мм и 175±0,4×2,5+0,3/-0,2×2680+20/-0 мм для реакторов нового поколения на быстрых нейтронах, включающем отливку слитков электрошлаковым переплавом размером 485×1540 мм, обточку слитков в слитки-заготовки размером 470×1540 мм, сверление в слитках-заготовках центрального отверстия диаметром 100±5 мм, нагрев до температуры пластичности, прошивку в стане поперечно-винтовой прокатки на оправке диаметром 300 мм в гильзы размером 480×вн.315×2400 мм с вытяжкой µпр=1,55-1,56 и подъемом по диаметру δ=(2,1-2,2) %, прокатку гильз на пилигримовых станах в передельные горячедеформированные трубы-заготовки размером 344×31 мм в калибре 351 мм на дорнах диаметром 283/287 мм с вытяжкой µп=3,28-3,29, обжатием по диаметру Δ=(28,3-28,4) % и подачей гильз в очаг деформации m=20-22 мм, отрезку технологических отходов - пилигримовых головок и затравочных концов пилой горячей резки, правку труб, механическую обработку - расточку и обточку в передельные трубы размером 325×12 мм с допуском по диаметру ±1,0% и стенке ±12,5% со съемом металла по наружной и внутренней поверхностям по 9,5 мм, слитки электрошлакового переплава из стали марки 12Х12М1БФРУ-Ш (ЭП450У-Ш) отливают размером 485×1650±25 мм, а из стали марки 16Х12МВСФБР-Ш (ЭП823-Ш) размером 485×1600±25 мм, которые обтачивают и растачивают в слитки-заготовки, соответственно, размером 470×100×1650±25 и 470×100×1600±25 мм, нагревают до температуры 1120-1140°С, прошивают в стане поперечно-винтовой прокатки в гильзы размером 480×вн.315×2560±40 и 480×вн.315×2500±40 мм на оправке диаметром 300 мм с вытяжкой µ=1,55-1,56 и подъемом по диаметру δ=2,1-2,2%, гильзы прокатывают на пилигримовых станах с использованием подкладных углеродистых колец в передельные горячедеформированные трубы размером 338×28×8500±150 и 338×28×8000±150 мм в калибре 340 мм, на дорнах диаметром 282/286 мм с вытяжкой µ=3,79, обжатием по диаметру Δ=29,8% и подачей гильз в очаг деформации m=16-18 мм, от труб пилой горячей резки удаляют технологические отходы - пилигримовые головки и затравочные концы, трубы с использованием температуры прокатного нагрева правят в шестивалковой правильной машине, трубы разрезают на две трубы-заготовки размером 338×28×4250±75 и 338×28×4000±75 мм, растачивают и обтачивают в трубы-заготовки размером 325×12×4250±75 и 325×12×4000±75 мм со съемом металла по внутренней поверхности по 9,5 мм, а по наружной поверхности по 6,5 мм с чистотой поверхности Rz≤30 мкм с допуском по диаметру ±0,8% и стенке ±10,0%, дефекты в виде черновин глубиной не более 0,5 мм, расположенные на разных поверхностях со смещением относительно друг друга по окружности, удаляют пологой зачисткой с чистотой поверхности Rz≤30 мкм, а величину смещения определяют из выражения  , где d - номинальный наружный диаметр передельной трубы, мм, слитки-заготовки ЭШП нагревают в методических печах по технологии: на колосники печи садят две НЛЗ диаметром 450-500 мм из стали марки 10 или 20, по одной в ряд для настройки стана поперечно-винтовой прокатки, пилигримового стана и разогрева дорнов, затем садят на колосники печи слитки-заготовки сталей 12Х12М1БФРУ-Ш или 16Х12МВСФБР-Ш в два ряда партиями по 8-12 штук при температуре 800-900°С и выдерживают без кантовки в течение 45-60 минут, нагревают до температуры 1120-1140°С со скоростью 1,8-2,2°С в минуту с равномерной кантовкой по два слитка-заготовки с каждого ряда с 22-го по 7-е окно через 20-22 минуты на угол, равный ≈290-300°, выдерживают при температуре 1120-1140°С в течение 50-60 минут с равномерной кантовкой с 7-го окна на 4-е окно через 15-20 минут, кантуют с 4-го окна на яму печи и выдают с температурой центра слитков-заготовок 1120-1140°С, посад следующих 4-х слитков-заготовок производят после кантовки с колосников первых двух слитков-заготовок из каждого ряда, перед прошивкой слитков-заготовок в стане поперечно-винтовой прокатки внутрь центрального сверления с двух концов задают смазку в виде смеси поваренной соли и графита (50/50) массой 800-1000 грамм, гильзы прокатывают на пилигримовом стане в передельные трубы на дорнах с температурой наружной поверхности 500-600°С, которая достигается за счет прокатки двух настроечных углеродистых гильз.
, где d - номинальный наружный диаметр передельной трубы, мм, слитки-заготовки ЭШП нагревают в методических печах по технологии: на колосники печи садят две НЛЗ диаметром 450-500 мм из стали марки 10 или 20, по одной в ряд для настройки стана поперечно-винтовой прокатки, пилигримового стана и разогрева дорнов, затем садят на колосники печи слитки-заготовки сталей 12Х12М1БФРУ-Ш или 16Х12МВСФБР-Ш в два ряда партиями по 8-12 штук при температуре 800-900°С и выдерживают без кантовки в течение 45-60 минут, нагревают до температуры 1120-1140°С со скоростью 1,8-2,2°С в минуту с равномерной кантовкой по два слитка-заготовки с каждого ряда с 22-го по 7-е окно через 20-22 минуты на угол, равный ≈290-300°, выдерживают при температуре 1120-1140°С в течение 50-60 минут с равномерной кантовкой с 7-го окна на 4-е окно через 15-20 минут, кантуют с 4-го окна на яму печи и выдают с температурой центра слитков-заготовок 1120-1140°С, посад следующих 4-х слитков-заготовок производят после кантовки с колосников первых двух слитков-заготовок из каждого ряда, перед прошивкой слитков-заготовок в стане поперечно-винтовой прокатки внутрь центрального сверления с двух концов задают смазку в виде смеси поваренной соли и графита (50/50) массой 800-1000 грамм, гильзы прокатывают на пилигримовом стане в передельные трубы на дорнах с температурой наружной поверхности 500-600°С, которая достигается за счет прокатки двух настроечных углеродистых гильз.
Сопоставительный анализ заявляемого решения с прототипом показывает, что заявляемый способ отличается от известного тем, что слитки электрошлакового переплава из стали марки 12Х12М1БФРУ-Ш (ЭП450У-Ш) отливают размером 485×1650±25 мм, а из стали марки 16Х12МВСФБР-Ш (ЭП823-Ш) размером 485×1600±25 мм, которые обтачивают и растачивают в слитки-заготовки, соответственно, размером 470×100×1650±25 и 470×100×1600±25 мм, нагревают до температуры 1120-1140°С, прошивают в стане поперечно-винтовой прокатки в гильзы размером 480×вн.315×2560±40 и 480×вн.315×2500±40 мм на оправке диаметром 300 мм с вытяжкой µ=1,55-1,56 и подъемом по диаметру δ=2,1-2,2 %, гильзы прокатывают на пилигримовых станах с использованием подкладных углеродистых колец в передельные горячедеформированные трубы размером 338×28×8500±150 и 338×28×8000±150 мм в калибре 340 мм, на дорнах диаметром 282/286 мм с вытяжкой µ=3,79, обжатием по диаметру Δ=29,8% и подачей гильз в очаг деформации m=16-18 мм, от труб пилой горячей резки удаляют технологические отходы - пилигримовые головки и затравочные концы, трубы с использованием температуры прокатного нагрева правят в шестивалковой правильной машине, трубы разрезают на две трубы-заготовки размером 338×28×4250±75 и 338×28×4000±75 мм, растачивают и обтачивают в трубы-заготовки размером 325×12×4250±75 и 325×12×4000±75 мм со съемом металла по внутренней поверхности по 9,5 мм, а по наружной поверхности по 6,5 мм с чистотой поверхности Rz≤30 мкм с допуском по диаметру ±0,8% и стенке ±10,0%, дефекты в виде черновин глубиной не более 0,5 мм, расположенные на разных поверхностях со смещением относительно друг друга по окружности, удаляют пологой зачисткой с чистотой поверхности Rz≤30 мкм, а величину смещения определяют из выражения
, где d - номинальный наружный диаметр передельной трубы, мм, слитки - заготовки ЭШП нагревают в методических печах по технологии: на колосники печи садят две НЛЗ диаметром 450-500 мм из стали марки 10 или 20, по одной в ряд для настройки стана поперечно-винтовой прокатки, пилигримового стана и разогрева дорнов, затем садят на колосники печи слитки-заготовки сталей 12Х12М1БФРУ-Ш или 16Х12МВСФБР-Ш в два ряда партиями по 8-12 штук при температуре 800-900°С и выдерживают без кантовки в течение 45-60 минут, нагревают до температуры 1120-1140°С со скоростью 1,8-2,2°С в минуту с равномерной кантовкой по два слитка-заготовки с каждого ряда с 22-го по 7-е окно через 20-22 минуты на угол, равный ≈290-300°, выдерживают при температуре 1120-1140°С в течение 50-60 минут с равномерной кантовкой с 7-го окна на 4-е окно через 15-20 минут, кантуют с 4-го окна на яму печи и выдают с температурой центра слитков-заготовок 1120-1140°С, посад следующих 4-х слитков-заготовок производят после кантовки с колосников первых двух слитков-заготовок из каждого ряда, перед прошивкой слитков-заготовок в стане поперечно-винтовой прокатки внутрь центрального сверления с двух концов задают смазку в виде смеси поваренной соли и графита (50/50) массой 800-1000 г, гильзы прокатывают на пилигримовом стане в передельные трубы на дорнах с температурой наружной поверхности 500-600°С, которая достигается за счет прокатки двух настроечных углеродистых гильз. Таким образом, заявляемый способ соответствует критерию "изобретательский уровень".
Сравнение заявляемого решения (способа), не только с прототипом, но и с другими техническими решениями в данной области техники, не позволило выявить в них признаки, отличающие заявляемое решение от прототипа, что позволяет сделать вывод о соответствии условию патентоспособности "изобретательский уровень".
Способ опробован на трубопрокатной установке с пилигримовыми станами 8-16" и на участке обработки поковок и труб специального назначения при обточке и расточке передельных горячекатаных труб размером 344×31 и 338×28 мм в трубы размером 325×12 мм ОАО "ЧТПЗ". Сначала в производство были заданы 2 слитка-заготовки ЭШП размером 470×100×1540 мм стали марки 12Х12М1БФРУ-Ш, которые были равномерно нагреты в течение 8 часов до температуры 1190 и 1200°С. Прошивку производили на оправке диаметром 300 мм в гильзы размером 480×вн.315×2400 мм. При прошивке первого слитка-заготовки с температурой 1190°С на внутренней поверхности гильзы были рванины, глубину которых определить на горячих гильзах было невозможно. Гильза была прокатана на пилигримовом стане в трубу размером 344×31 мм на дорне диаметром 283/287 мм. Труба по длине имела сквозные рванины. Из данной трубы был вырезан годный участок трубы длиной 1450 мм. Данная труба была обточена и расточена до удаления дефектов на размер 320×8,5×1200 мм. Второй слиток-заготовка с температурой центра на выдаче из печи 1200°С при прошивке в стане поперечно-винтовой прокатки развалился по длине на три части и был забракован. Сквозной расходный коэффициент металла от слитка до передельной трубы размером 320×8,5×1200 мм составил 57,186.
После данного случая по существующей технологии 2 слитка-заготовки размером 470×00×1540 мм общей массой 4040 кг были нагреты по предлагаемой технологии в методической печи до температуры 1130 и 1140°С. Прошивку слитков-заготовок в стане поперечно-винтовой прокатки производили на оправке диаметром 300 мм. При прошивке на гильзах были внутренние плены и небольшие рванины. Прокатку гильз на пилигримовом стане производили в валках с калибром 351 мм на дорнах диаметром 283/287 мм с конусностью 4,0 мм в передельные трубы размером 344×31 мм. Прокатку труб производили с подкладными углеродистыми кольцами с подачами гильз в очаг деформации m=20-22 мм. Трубы сошли с дорна удовлетворительно, т.к. температура конца прокатки была 860-870°С. На трубах на внутренней поверхности были плены и поперечные рванины. Трубы были выправлены на правильной машине и порезаны на две трубы-заготовки размером 344×31×3300 мм. Трубы-заготовки были расточены до удаления внутренних дефектов, а затем обточены на диаметр 325 мм. Толщина стенки труб составила от 9,5 до 12,5 мм, т.е. с допуском по толщине стенки +4,2/-20,8%. Расходный коэффициент металла при переделе слиток ЭШП - передельная труба размером 325×12 мм составил 3,730, а при механической обработке передельных труб размером 344×31 мм в трубы размером 325×12 мм - 2,808. Трубы были приняты как условно годные и переданы в цех №5. Трубы на станах ХПТ 450 и ХПТ 250 были перекатаны в передельные трубы размером 202×3,5×15600 мм. Трубы размером были приняты как условно годные с допуском по диаметру ±0,8% или ±1,55 мм и толщине стенки ±12,5% или ±0,44 мм. Таким образом. при переделе 2 слитков размером 470×1540 мм получено 13,2 метра механически обработанных передельных труб размером 325×12 мм с допуском по диаметру ±1,0% и стенке +4,2/-20,8%.
По предлагаемой технологии 2 слитка-заготовки стали марки 12Х12М1БФРУ-Ш размером 470×1650 мм были просверлены на диаметр 100±5 мм, нагреты в методической печи в соответствии с пп.1 и 3 формулы изобретения до температуры 1120°С, прошиты в стане поперечно-винтовой прокатки (п.4 формулы изобретения) в гильзы размером 480×вн.315×2560 мм и прокатаны на пилигримовом стане в передельные горячекатаные трубы размером 338×28×8500 мм в соответствии с пп.1 и 5 формулы изобретения. Трубы были порезаны на две равные части, расточены и обточены в соответствии с п.1 формулы изобретения в передельные механически обработанные трубы-заготовки размером 325×12×4250 мм. На одной трубе-заготовке на наружной поверхности осталась чернота площадью 20×25 мм глубиной 0,5 мм, которая была удалена абразивной зачисткой с чистотой поверхности Rz≤30 мкм (п.2 формулы изобретения). Расходный коэффициент металла при переделе слиток ЭШП - передельная механически обработанная труба размером 325×12 мм составил 2,856, а при механической обработке передельных труб размером 338×28×4250 мм в трубы размером 325×12×4250 мм - 2,304.
При переделе 2 слитков ЭШП размером 485×1600 мм из стали 16Х12МВСФБР-Ш по предлагаемой технологии получено 16,0 м механически обработанных передельных труб размером 325×12 мм с допуском по диаметру ±0,8% и стенке ±10,0%. На одной трубе-заготовке на наружной поверхности осталась чернота площадью 25×35 мм глубиной 0,4 мм, которая была удалена абразивной зачисткой с чистотой поверхности Rz≤30 мкм (п.2 формулы изобретения). Расходный коэффициент металла при переделе слиток ЭШП - передельная механически обработанная труба размером 325×12 мм составил 2,943, а при механической обработке передельных труб размером 338×28×4000 мм в трубы размером 325×12×4000 мм - 2,305. Затем механически обработанные трубы-заготовки размером 325×12 мм были перекатаны в цехе №5 на станах ХПТ 450 и ХПТ 250 в трубы размером 194±1,2×2,5+0,3/-0,2 мм, которые были спрофилированы в профилировочном "стане 400" в шестигранные трубы-заготовки размером "под ключ" 175±0,4×2,5+0,3/-0,2×2680 мм.
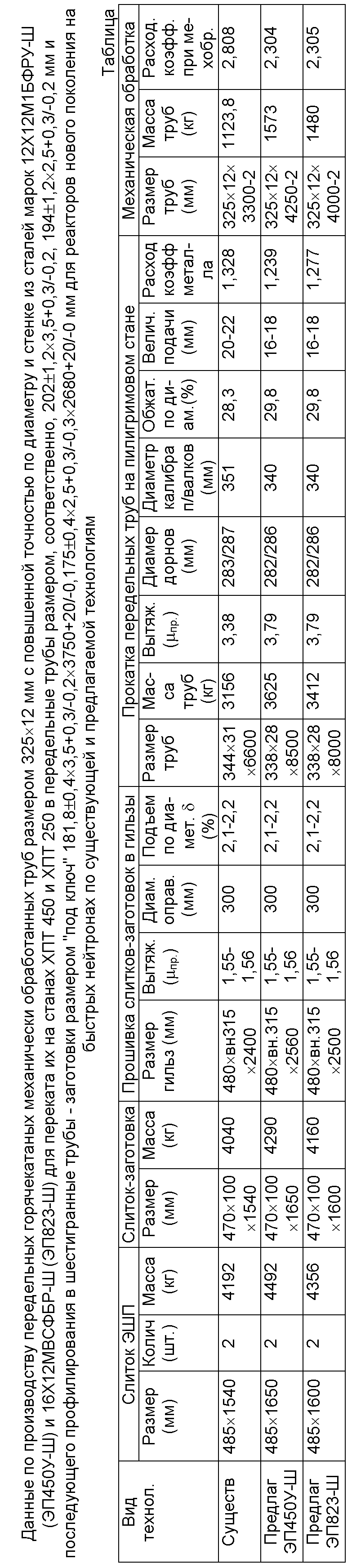
Данные по производству передельных горячекатаных механически обработанных труб размером 325×12 мм с повышенной точностью по диаметру и стенке из сталей марок 12Х12М1БФРУ-Ш (ЭП450У-Ш) и 16Х12МВСФБР-Ш (ЭП823-Ш) для переката их на станах ХПТ 450 и ХПТ 250 в передельные трубы размером 202±1,2×3,5+0,3/-0,2 мм и 194±1,×2,5+0,3/-0,2 мм и последующего профилирования в шестигранные трубы-заготовки размером "под ключ" 181,8±0,4×3,5+0,3/-0,2×3750+20/-0 и 194±1,2×2,5+0,3/-0,2×2680+20/-0 мм для реакторов нового поколения на быстрых нейтронах по существующей и предлагаемой технологиям приведены в таблице. Из таблицы видно, что при производстве передельных горячекатаных механически обработанных труб размером 325×12 мм из сталей марок 12Х12М1БФРУ-Ш и 16Х12МВСФБР-Ш по предлагаемой технологии получены трубы с допуском по диаметру ±0,8% и стенке ±10,0%, перекатка которых на станах ХПТ 450 и ХПТ 250 дает возможность производить трубы размером 202×3,5 и 194×2,5 мм с допуском по диаметру ±1,2 мм и толщине стенки +0,3/-0,2 мм для последующего профилирования их в шестигранные трубы-заготовки размером "под ключ" 181,8±0,4×3,5+0,3/-0,2×3750+20/-0 и 175±0,4×2,5+0,3/-0,2×2680+20/-0 мм. При производстве передельных горячекатаных механически обработанных труб размером 325×12 мм из стали 12Х12М1БФРУ-Ш по предлагаемой технологии получено снижение расходного коэффициента металла на 874 кг, а из стали марки 16Х12МВСФБР-Ш на 787 кг, исключена трудоемкая операция расточки труб размером 344×31 мм с дефектами на внутренней поверхности в передельные механически обработанные размером 325×12 мм.
Использование предложенного способа производства передельных горячекатаных механически обработанных труб размером 325×12 мм с повышенной точностью по диаметру и стенке из сталей марок 12Х12М1БФРУ-Ш (ЭП450У-Ш) и 16Х12МВСФБР-Ш (ЭП823-Ш) для переката их на станах ХПТ 450 и ХПТ 250 в передельные трубы размером 202±1,2×3,5+0,3/-0,2 194±1,2×2,5+0,3/-0,2 мм и последующего профилирования в шестигранные трубы-заготовки размером "под ключ" 181,8±0,4×3,5+0,3/-0,2×3750+20/-0 мм и 175±0,4×2,5+0,3/-0,2×2680+20/-0 мм для реакторов нового поколения на быстрых нейтронах позволит освоить их производство, снизить расходный коэффициент металла при переделе слиток ЭШП - передельная горячекатаная труба размером 325×12 мм из стали марки 12Х12М1БФРУ-Ш на 874 кг, а из стали марки 16Х12МВСФБР-Ш на 787 кг, а следовательно, снизить их стоимость и стоимость шестигранных труб-заготовок из данных марок стали.
Навигационный комплекс
Способ активной борьбы с айсберговой опасностью и устройство для активной борьбы с айсберговой опасностью
Донная станция
Способ изготовления сварных труб большого диаметра
Устройство измерения параметров волнения
Способ производства бесшовных горячекатаных труб большого и среднего диаметров из труднодеформируемых марок стали и сплавов на трубопрокатных установках с пилигримовыми станами из гильз с повышенной кривизной
Способ производства передельных труб размером 290х11-12 мм с использованием трубопрокатной установки тпу 8-16" с пилигримовыми станами из низкопластичных сталей марок 04х14т3р1ф-ш и 04х14т5р2ф-ш
Способ производства обсадных труб размером 244,5×7,9, 244,5×9 и 244,5×10 мм на трубопрокатных установках с пилигримовыми станами
Способ производства передельных труб большого и среднего диаметров из сплавов на основе титана
Способ многослойной сварки труб
Навигационный комплекс
Способ активной борьбы с айсберговой опасностью и устройство для активной борьбы с айсберговой опасностью
Донная станция
Способ изготовления сварных труб большого диаметра
Устройство измерения параметров волнения
Способ производства бесшовных горячекатаных труб большого и среднего диаметров из труднодеформируемых марок стали и сплавов на трубопрокатных установках с пилигримовыми станами из гильз с повышенной кривизной
Способ производства передельных труб размером 290х11-12 мм с использованием трубопрокатной установки тпу 8-16" с пилигримовыми станами из низкопластичных сталей марок 04х14т3р1ф-ш и 04х14т5р2ф-ш
Способ производства обсадных труб размером 244,5×7,9, 244,5×9 и 244,5×10 мм на трубопрокатных установках с пилигримовыми станами
Способ производства передельных труб большого и среднего диаметров из сплавов на основе титана
Способ многослойной сварки труб

