Результат интеллектуальной деятельности: УСТРОЙСТВО НАВИВКИ ПРУЖИН
Вид РИД
Изобретение
Изобретение относится к машиностроительной промышленности, а именно к производству пружин горячей навивкой из прутков.
Из уровня техники известен агрегат для навивки пружин (патент RU №2057611, B21F 3/04, опубл. 10.04.1996), содержащий узел подачи навиваемого материала, узел нагрева, охлаждающую ванну и оправку с приводом вращения и осевого перемещения.
Из уровня техники известно устройство навивки пружин (патент RU 101659 U1 B21F 3/04, опубл. 27.01.2011), содержащее узел подачи навиваемого материала, узел нагрева, охлаждающую ванну и оправку с приводом вращения и осевого перемещения.
Задачей заявленного изобретения является повышение производительности устройства навивки пружин.
Технический результат заключается в реализации повитковой закалки пружин с обеспечением ускоренного охлаждения в области высоких температур и последующего замедленного охлаждения в спокойной охлаждающей среде.
Указанный технический эффект не может быть достигнут в прототипе, поскольку закаливание в нем осуществляется погружением нагретой пружины в охлаждающую ванну без дополнительного воздействия. При этом паровая рубашка, образующаяся в области высоких температур, препятствует непосредственному взаимодействию охлаждающей среды с поверхностью пружины и охлаждение в данной зоне происходит с недостаточной интенсивностью.
Технический результат достигается в устройстве навивки пружин, содержащем узел подачи навиваемого материала, узел нагрева, охлаждающую ванну и оправку с приводом вращения и осевого перемещения, отличающемся тем, что устройство содержит, по меньшей мере, один связанный с насосом спрейер.
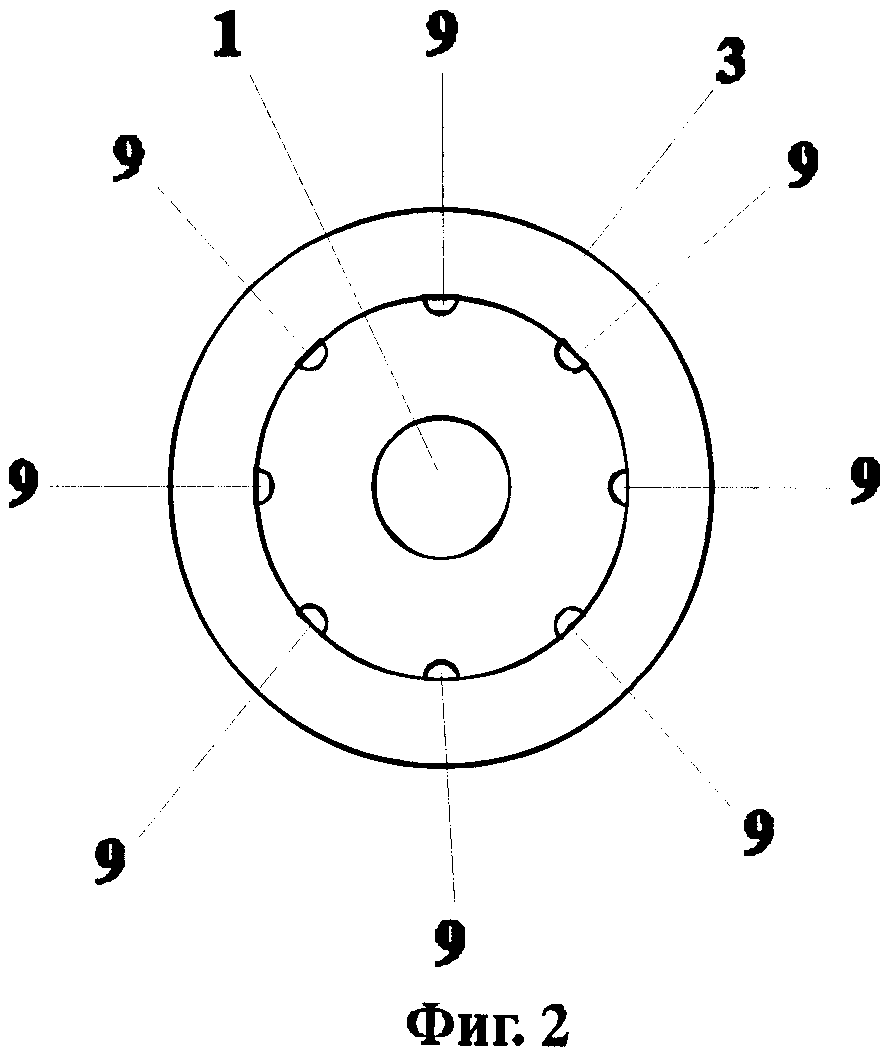
Изобретение реализовано в устройстве навивки пружин, которое схематично иллюстрируется чертежами, где на фиг.1 изображено устройство навивки пружин, на фиг.2 - кольцевой спрейер, на фиг.3 - секторный спрейер.
Устройство навивки пружин содержит узел подачи навиваемого материала (не показано), например прутков заготовок, узел нагрева (не показано), оправку 1 с приводом вращения и осевого перемещения (не показано), охлаждающую ванну 2, спрейер 3, насос 4.
Забор охлаждающей среды может производиться из специальной емкости (не показано) с охлаждающей средой заданной температуры. При этом охлаждающая ванна 2 оснащается стравливающим клапаном (не показано).
Для экономии материала охлаждающей среды система принудительной подачи охлаждающей среды может быть выполнена замкнутой (фиг.1). При этом забор охлаждающей среды производится из ванны 2.
Для увеличения ресурса насоса 4 перед ним целесообразно установить фильтр 5.
Для регулировки температуры охлаждающей среды, забранной из ванны 2 перед подачей через спрейер 3, целесообразно оснастить устройство теплообменником 6, установив его между насосом 4 и спрейером 3.
Для контроля температуры охлаждающей среды, подаваемой через спрейер 3, целесообразно оснастить устройство температурным датчиком 7.
При использовании в устройстве насоса с двигателем с регулируемой частотой оборотов (на пример Grundfos MAGNA) пользователь получает возможность регулировать количество подаваемой через спрейер 3 охлаждающей среды в единицу времени. При этом для контроля расхода материала охлаждающей среды целесообразно оснастить устройство расходомером 8.
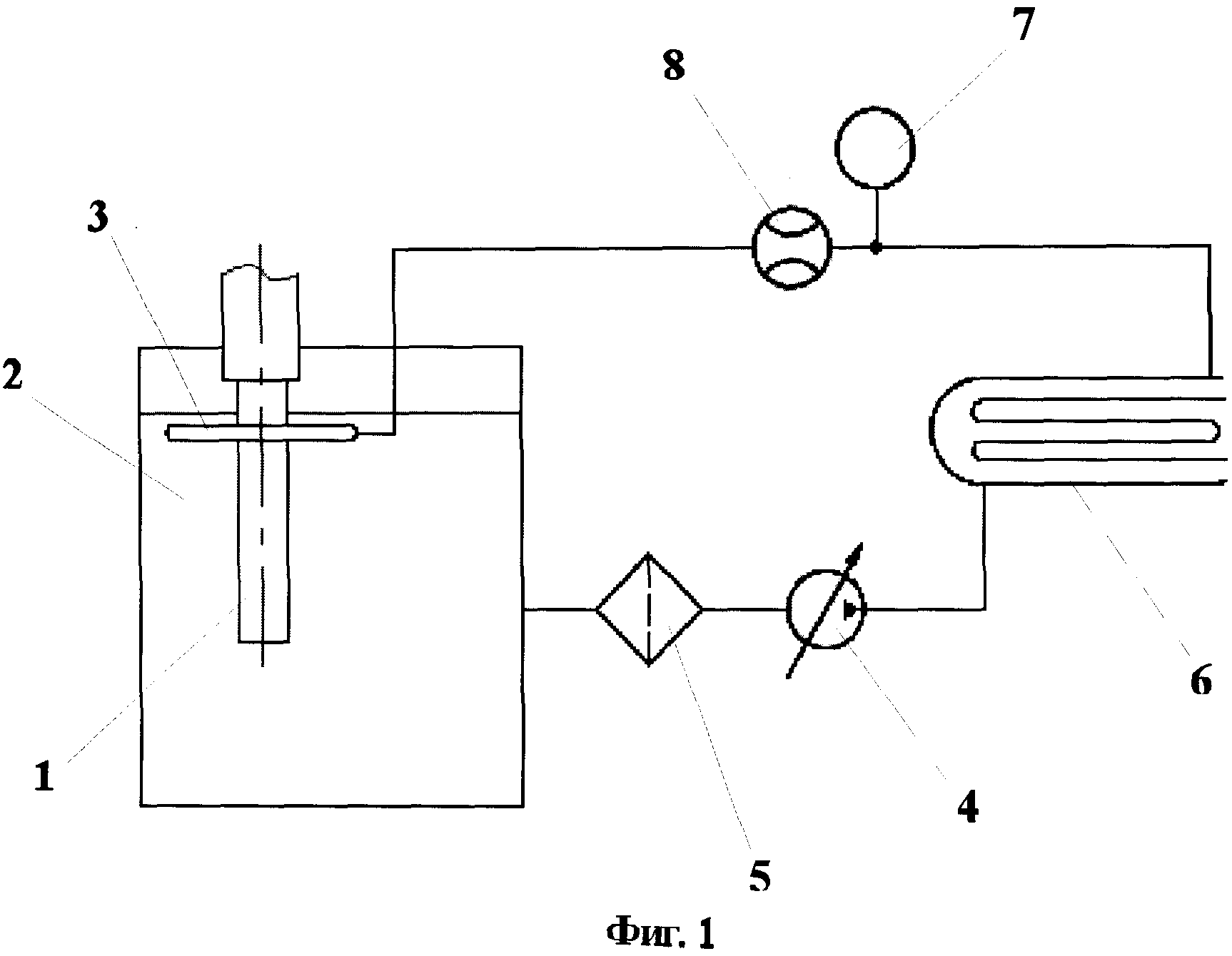
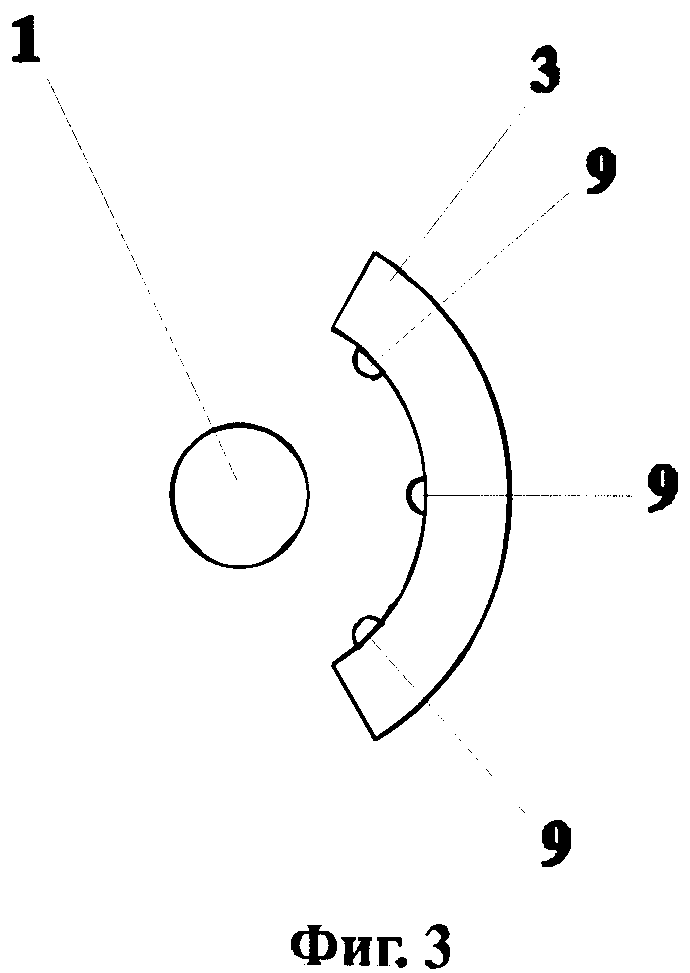
В зависимости от габаритов навиваемой пружины сперйер 3 может быть выполнен кольцевым (фиг.2) либо секторным (фиг.3). Секторных спрейеров 3 может быть установлено более одного.
Спрейер 3 может быть оснащен щелевыми или круглыми соплами 9 в зависимости от величины давления охлаждающей среды, которую необходимо достичь внутри спрейера 3.
Устройство навивки пружин работает следующим образом.
Вертикально перемещаясь с навиваемой пружиной, оправка 1 непрерывно-последовательно входит в охлаждающую среду, заполняющую ванну 2. В ванной 2 установлен спрейер 3, через который охлаждающую среду под давлением, создаваемым насосом 4, подают последовательно на каждый виток пружины, погружаемый в охлаждающую среду.
Под воздействием охлаждающей среды, подаваемой из спрейера 3, разрушается паровая рубашка, образующаяся у поверхности пружины, погруженной в охлаждающую среду ванны 2. Это обеспечивает доступ охлаждающей среды непосредственно к поверхности пружины.
В зависимости от марки стали, диаметра прутка, диаметра пружины выбирается температура подаваемой через спрейер 3 охлаждающей среды, частота оборотов двигателя насоса 4, вариант исполнения спрейера 3 и установленных на нем сопел 9. В результате подбора нужной комбинации указанных факторов удается обеспечить воздействие на поверхность пружины требуемого количества охлаждающей среды заданной температуры в единицу времени.
В результате непосредственного взаимодействия охлаждающей среды с поверхностью охлаждаемого витка пружины процесс отбора тепла на начальной стадии закаливания протекает более интенсивно.
По мере погружения оправки 1 в ванну 2 каждый виток пружины последовательно выходит из зоны воздействия спрейера 3 и продолжает остужаться в охлаждающей среде в спокойном режиме.
При этом в результате более интенсивного отбора тепла на начальной стадии закаливания общее время закаливания пружины сократилось, а производительность устройства навивки пружин повысилась.
Способ изготовления упругих элементов с использованием метода анизотропного ориентирования наноструктуры в материале
Устройство для навивки пружин (варианты)
Способ изготовления пружин из стали
Способ изготовления пружин из стали
Способ изготовления пружин с контролируемой мелкодисперсной наноструктурой
Способ изготовления пружин и агрегат для его воплощения
Способ изготовления крупногабаритных пружин из стали
Линия для производства пружин горячей навивкой (варианты)
Способ изготовления упругих элементов с использованием метода анизотропного ориентирования наноструктуры в материале
Устройство для навивки пружин (варианты)
Способ изготовления пружин из стали
Способ изготовления пружин из стали
Способ изготовления пружин с контролируемой мелкодисперсной наноструктурой
Способ изготовления пружин и агрегат для его воплощения
Способ изготовления крупногабаритных пружин из стали
Линия для производства пружин горячей навивкой (варианты)
Способ обработки опорных витков пружин и роботизированный комплекс для его осуществления
Способ обработки опорных витков пружин методом плазменной резки, роботизированный комплекс и линия для его воплощения

