Результат интеллектуальной деятельности: ЛИТЕЙНАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОТОННАЖНЫХ РАЗНОСТЕННЫХ ЧУГУННЫХ ОТЛИВОК ТИПА ВТУЛОК
Вид РИД
Изобретение
Изобретение относится к литейному производству, в частности к способам изготовления крупнотоннажных разностенных чугунных отливок типа втулок, преимущественно втулок цилиндров мощных судовых дизелей. Цель изобретения - получение высоких прочностных и эксплуатационных свойств отливок втулок мощных судовых дизелей.
Известна литейная форма для изготовления цилиндрических отливок втулок (см. Липницкий A.M., Кадников В.Г. Изготовление форм для чугунных отливок. Лениздат, 1957, с.59, рис.28), состоящая из 3-х последовательно изготовленных частей. Внутренняя полость отливки выполняется в виде болвана и для повышения газопроницаемости формы имеет цилиндрическую полость. Верхняя часть формы изготовлена с элементами литниковой системы и каналом для выхода газов. Такая форма не позволяет регулировать теплоотвод от внутренней поверхности отливки и проводить ускоренное ее охлаждение в литейной форме.
Известна также комбинированная литейная форма для производства полых литых разностенных деталей, в том числе гильз для больших дизельных двигателей (см. патент EP 0872295 B1), содержащая металлическую форму и установленную на ней песчаную форму. В полости формы установлен центральный стержень с цилиндрическим отверстием для заливки жидкого металла и стержень с элементами литниковой системы. Система каналов для жидкой среды, в частности воздуха, в составе металлической формы, используемая для подачи или удаления тепла, обеспечивает регулируемое охлаждение массивной части отливки. Для ускоренного охлаждения отливки в области между песчаной и металлической формой установлены холодильники. Такая литейная форма позволяет вести ускоренное охлаждение отливки в области массивной части, что создает условия направленной кристаллизации и обеспечивает высокие механические свойства втулочного чугуна, особенно в воротниковой зоне, где гильза цилиндра испытывает наиболее сильные нагрузки. Однако такая конструкция не позволяет регулировать теплоотвод от центрального стержня отливки для получения заданной структуры ее рабочей поверхности, обеспечивающей высокую износостойкость втулки, а следовательно, и долговечность, что имеет большое значение при изготовлении отливок из чугунов, в особенности из высокопрочных чугунов, склонных к ферритообразованию.
Наиболее близкой, принятой за прототип, является форма для отливки изложниц (А.С. №1678515), содержащая поддон, установленные на нем полуформу для формирования боковой поверхности изложницы, центральный стержень с полым каркасом в виде трубы с отверстиями для выхода газов и верхнюю полуформу со сквозным каналом для выхода газов из стержня. Система подачи хладагента в составе формы, включающая регулирующее устройство, трубопровод и форсунку, обеспечивает подачу заданного количества воды для охлаждения внутренней полости стержня и отбор избыточного тепла от отливки, чем достигается ускоренное и регулируемое ее охлаждение в литейной форме. Недостаток данной формы в том, что она не пригодна для изготовления разностенных отливок типа втулок цилиндров мощных судовых дизелей.
Задача изобретения заключается в устранении дефектов литья, измельчении структурных составляющих и получении преимущественно перлитной металлической основы чугуна в литом состоянии на рабочей поверхности крупнотоннажных разностенных чугунных отливок втулок.
Технический результат достигается тем, что литейная форма для изготовления крупнотоннажных разностенных чугунных отливок типа втулок, преимущественно втулок цилиндров мощных судовых дизелей, содержащая нижнюю часть формы, установленные на ней средние части формы, формирующие наружную поверхность отливки, с «замками» для взаимной фиксации частей, центральный стержень для формирования внутренней полости отливки, выполненный полым с каркасом в виде перфорированной трубы с отверстиями для выхода газов, стержень с элементами литниковой системы, верхнюю часть формы с двумя отверстиями для заливки жидкого металла и отверстием для выхода газов и размещенную на ней заливочную чашу с литниковыми каналами, а также систему подачи хладагента с трубопроводом, сообщенным с полостью каркаса центрального стержня, и форсункой-распылителем, установленной на конце трубопровода в полости каркаса, согласно изобретению выполнена из различных формовочных смесей, теплоаккумулирующая способность которых возрастает с уменьшением толщины стенки отливки, внешние формообразующие поверхности в наиболее массивных частях втулки снабжены холодильниками, литниковая чаша выполнена в виде заливочного бассейна, вмещающего ½ необходимого для заливки в форму жидкого чугуна, с литниковыми каналами, перекрываемыми стопорными устройствами, при этом форма изготовлена в круглых опоках с толщиной слоя формовочной смеси, составляющей 1,5…2,0 от толщины стенки отливки в соответствующем сечении, холодильники выполнены в виде равномерно распределенных по поверхности формы призм общей массой 0,07…0,14 от массы отливки в соответствующем сечении и расстоянии между отдельными холодильниками не более 40 мм.
Согласно изобретению верхняя, формирующая прибыльную зону отливки, часть формы выполнена из песчано-глинистой смеси с шамотом, средняя часть формы в области массивной и тонкой частей отливки соответственно из смесей на хромитовом и хромомагнезитовом песках, центральный стержень изготовлен из холоднотвердеющей смеси, наполнителем в которой для прибыльной части отливки служит кварцевый песок, а в остальных частях - хромитовый песок. Таким образом создаются условия направленного затвердевания отливки, способствующие устранению дефектов структуры литья.
Система подачи хладагента (преимущественно водовоздушной смеси), включающая регулирующее устройство, трубопровод и форсунку, обеспечивает в процессе охлаждения отливки подачу в полость стержня заданного количества хладагента в единицу времени для отбора избыточного тепла, что позволяет регулировать интенсивность теплоотвода от внутренней поверхности отливки и способствует получению преимущественно перлитной структуры металлической основы ее рабочей поверхности.
Суммарная масса холодильников составляет 0,07…0,14 от массы отливки в соответствующем сечении. За счет высокой теплопроводности и теплоаккумулирующей способности материалов холодильников и формы обеспечивается быстрое снятие температуры перегрева жидкого чугуна и ускоренное затвердевание отливки в соответствующем сечении.
При суммарной массе холодильников менее 0,07 массы отливки в соответствующем сечении указанный эффект не достигается, так как в этом случае холодильники быстро прогреваются до температуры кристаллизующейся отливки и процесс передачи тепла от отливки в форму существенно замедляется за счет низкой теплопроводности материала холодильников при высокой температуре.
При суммарной массе холодильников более 0,14 массы отливки в соответствующем сечении происходит чрезмерно быстрая кристаллизация чугуна, что может приводить к образованию повышенного количества структурно-свободного цементита, содержание которого, как правило, ограничивается, в том числе и для отливок втулок цилиндров мощных судовых дизелей, а также к разрывам в питании тела отливок, вызывающим образование усадочных дефектов.
Расстояние между холодильниками принимается не более их ширины в поперечном сечении, в противном случае кристаллизация чугуна в области между холодильниками сопровождается образованием замкнутых тепловых узлов, питание которых ограничено, что приводит к формированию в этих зонах усадки в виде пористости и рыхлоты.
Толщина стенки формы, составляющая 1,5…2,0 от толщины стенки отливки в соответствующем сечении, выбирается из условий обеспечения направленного затвердевания отливки. Толщина стенки формы менее 1,5 толщины стенки отливки и одновременно большая масса холодильников приводит к ускоренной кристаллизации отливки в соответствующем сечении, что нарушает последовательный характер ее затвердевания и вызывает образование усадочных дефектов. Увеличение толщины стенки формы свыше 2,0 толщины стенки отливки чрезмерно замедляет ее охлаждение и в связи с этим неэффективно.
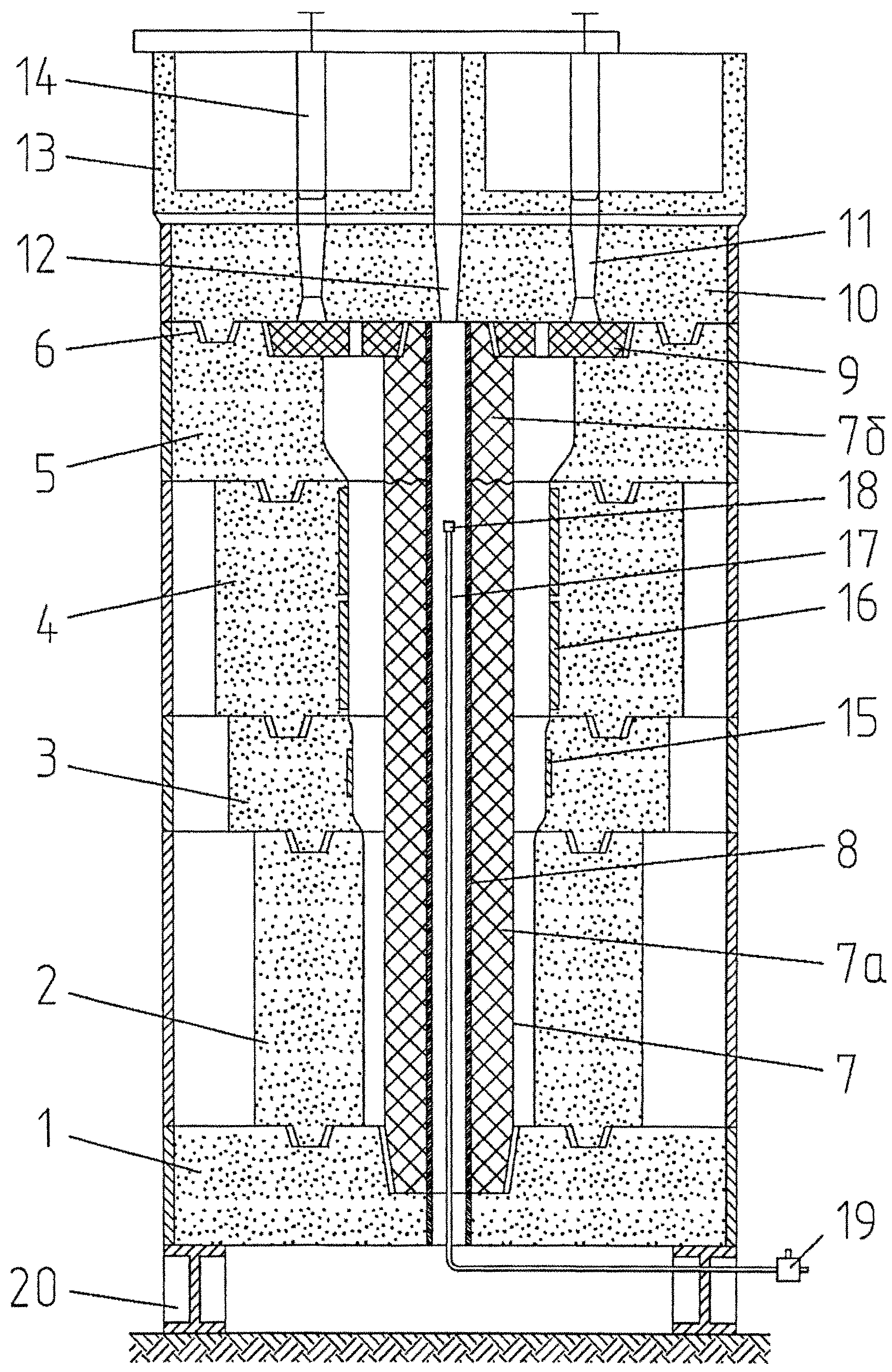
На чертеже представлена схема заявленной формы.
Литейная форма содержит нижнюю часть формы 1 и установленные на ней средние части формы 2, 3, 4 и 5, формирующие наружную поверхность отливки. Все части формы имеют «замки» 6 для их взаимной фиксации. Центральный стержень 7, формирующий внутреннюю полость отливки, изготовлен полым с каркасом в виде перфорированной трубы 8 со сквозными отверстиями для выхода газов. Стержень 9 изготовлен с элементами литниковой системы. Верхняя часть формы 10 выполнена с двумя отверстиями 11 для заливки жидкого металла и газоотводным каналом 12. На верхней части формы 10 установлен заливочный бассейн 13 с литниковыми каналами, которые перекрываются стопорными устройствами 14. Средние части формы 3 и 4 содержат холодильники 15 и 16, выполненные в виде призм, равномерно распределенных по поверхности формы. Для охлаждения внутренней полости стержня 7 и отбора избыточного тепла от отливки имеется система подачи хладагента, включающая трубопровод 17, сообщенный с полостью стержня 7, форсунку-распылитель 18, установленную на конце трубопровода, и регулирующее устройство 19. Для удобства монтажа и обслуживания литейная форма установлена на металлических опорах 20. Составы формовочных смесей для изготовления литейной формы приведены в таблице 1.
|
Работа предложенной формы осуществляется следующим образом. В изготовленную, собранную и подготовленную к заливке литейную форму жидкий перегретый чугун из разливочного ковша поступает в заливочный бассейн 13, вмещающий ½ необходимого для заливку в форму жидкого чугуна. В заливочном бассейне 13 осуществляется модифицирование чугуна заданным количеством модификатора. По истечении небольшого времени после начала заливки стопорные устройства 14 одновременно поднимаются и жидкий чугун через литниковые каналы бассейна 13, отверстия 11 и литниковые каналы стержня 9 заполняет полость формы. С учетом большой высоты формы (более 4 м) для изготовления крупнотоннажных отливок втулок мощных судовых дизелей модификатор, попадающий в форму из заливочного бассейна, активно перемешивается с остальным металлом при дальнейшей заливке такой формы, что обеспечивает хорошее усвоение модификатора и соответственно высокий эффект от модифицирования. Конструкция формы и способ заливки обеспечивают направленную кристаллизацию отливки снизу вверх за счет поступления последних горячих порций металла непосредственно в прибыли и эффективное питание кристаллизующегося металла, исключающее образование усадочных дефектов. По окончании заливки включают систему подачи хладагента, подающего с помощью регулирующего устройства 18 через форсунку-распылитель 17 в полость центрального стержня 7 по заданной программе (таблица 2) водовоздушную смесь. За счет интенсивного отвода тепла через стержень 7 достигается ускоренное охлаждение внутренней поверхности отливки, что обеспечивает получение заданной структуры его металлической основы на рабочей поверхности втулки дизеля. Образующиеся в полости стержня пар и газы под избыточным давлением удаляюются через газоотводный канал 12. После охлаждения отливки до заданной температуры подачу хладагента прекращают, форму разбирают, извлекая отливку. Далее цикл повторяется.
В связи с большими затратами на проведение экспериментов с крупными отливками расчеты конкретных размеров и обоснование вышеуказанных параметров предлагаемой литейной формы проводили с помощью системы компьютерного моделирования литейных процессов LVMFlow (разработчик ЗАО «НПО МКМ», г. Ижевск) применительно к отливке втулки судового дизеля массой 3700 кг, изготавливаемой из чугуна с вермикулярным графитом и имеющей следующие размеры, мм:
|
Результаты компьютерного моделирования заливки литейной формы приведены в таблице 2.
|
Холодильники выполнены в виде призм размерами 60×20×170 мм в 3-ем сечении и 60×20×400 мм в 4-ом сечении (см. чертеж). Толщина стенок формы во 2-ом сечении составляет 845 мм для каждого из вариантов конструкции 2-8 (см. чертеж). В остальных сечениях (не указанных в таблице) форма имеет наружный диаметр 1300 мм. Центральный стержень выполнен полым с каркасом в виде перфорированной трубы диаметром 325 мм. Расход хладагента при этом составляет 300 дм3/мин. Материал отливки - чугун с вермикулярным графитом, по составу и свойствам соответствующий марке ЧВГ30 ГОСТ 28394-89. Температура заливки - 1420°C.
Эти данные подтверждают, что предлагаемая конструкция литейной формы способствует устранению дефектов литья, позволяет резко сократить время затвердевания отливки по сравнению с обычной песчано-глинистой формой, что обеспечивает измельчение структурных составляющих и повышает прочностные свойства чугуна в отливке, а также позволяет вести ускоренное охлаждение отливки в интервале температур перлитного превращения чугуна, способствующее получению в литом состоянии преимущественно перлитной структуры его металлической основы.
На основании полученных данных была спроектирована и изготовлена литейная форма с параметрами, соответствующими 7 варианту (см. табл.2) предлагаемой технологии. Механические характеристики чугуна в подприбыльной части опытной отливки втулки (толщиной стенки 130 мм), изготовленной в заявленной литейной форме из чугуна с вермикулярным графитом, имели следующие значения: временное сопротивление разрыву при растяжении - 310 МПа, твердость - 229 кг/мм2.
Способ энергоэффективного двухзонного регулирования скорости асинхронного электропривода с гибким ограничением мощности
Гидравлический амортизатор с электрическим генератором
Гидравлический амортизатор с электрическим генератором
Гидродвигатель внутреннего сгорания с электрическим генератором
Вихрекамерный дизель
Электрический генератор с подвижным цилиндром двигателя внутреннего сгорания
Матрица пластинчатого теплообменника
Устройство для определения адгезии металлических поверхностей
Компактированный реагент для обработки валкового расплава
Износостойкий чугун с шаровидным графитом
Фрикционный гаситель колебаний
Способ энергоэффективного двухзонного регулирования скорости асинхронного двигателя в системе прямого управления моментом
Способ измельчения зерна стали в поверхностном слое отливки
Шатун двигателя внутреннего сгорания с устройством для охлаждения поршня
Фрикционный гаситель колебаний
Двигатель внутреннего сгорания с изменяемым объемом камеры сжатия
Энергоэффективный способ управления асинхронными тяговыми двигателями, подключенными параллельно к одному инвертору
Двигатель внутреннего сгорания с изменяемой степенью сжатия
Чугун для изготовления сердцевины двухслойных валков
Электрический генератор переменного тока с аксиально-поршневым двигателем

