Результат интеллектуальной деятельности: ПУАНСОН ДЛЯ ПРОШИВКИ НА ПРЕССЕ
Вид РИД
Изобретение
Изобретение относится к области обработки металлов давлением, а именно к пуансонам для прошивки на прессах в контейнере с матрицей или без матрицы и может быть использовано при прошивке заготовок, в том числе непрерывнолитых, на горизонтальных и вертикальных прессах.
Известна конструкция полого прошивня (Ю.А. Титов, А.Ю. Титов, Свободная ковка. Основные операции и технологии). Прошивень используется для кузнечной прошивки, т.е. без контейнера. При прошивке прошивнем данной конструкции металл течет в отверстие прошивня и сжимает воздух внутри прошивня. Это приводит к затруднению течения металла в отверстие прошивня и к увеличению усилия прошивки. Наличие сжатого воздуха внутри прошивня может привести к разрушению прошивня.
Известна конструкция прошивня (патент SU 946768, опубликовано 30.07.1982, Бюллетень №28). Вследствие применения конической рабочей поверхности в отверстии прошивня создается дополнительное сопротивление затеканию металла в полость пуансона. При этом увеличивается усилие, необходимое для совершения прошивки.
Известна конструкция прошивня (патент SU 1238871 А1, опубликовано 23.06.1986, Бюллетень №23). Прошивень используется для кузнечной прошивки, т.е. без контейнера. Прошивень составной, требует использования надставки и кольца, что усложняет процесс эксплуатации.
Известна конструкция прошивня (SU 1530316 А1, опубликовано 23.12.1989, Бюллетень №47). Инструмент используется для кузнечной прошивки заготовок, т.е. прошивки без контейнера. Вследствие сужения отверстия прошивня на половине его длины, считая от переднего торца, появляется дополнительное сопротивление затеканию метала в полость прошивня, что приводит к увеличению усилия прошивки.
Известна конструкция кузнечного прошивня (патент SU 555964, опубликовано 30.04.1977, Бюллетень №6). Имеющееся в основании прошивня цилиндрическое углубление позволяет затекать в него ограниченному объему металла. При полном заполнении данного углубления металлом при прошивке изменяется схема напряженно-деформированного состояния метала прошиваемой заготовки. Это приведет к росту усилия и неполному удалению дефектов осевой зоны прошиваемого слитка или непрерывнолитой заготовки.
Технической задачей изобретения является улучшение качества внутренней поверхности получаемых гильз за счет удаления дефектов непрерывнолитой заготовки, уменьшение усилия на пуансон, уменьшение разностенности гильз, а также уменьшение трения на внешней и внутренней поверхности пуансона.
Технический результат достигается тем, что в предлагаемой конструкции пуансона, который имеет форму тела вращения, имеется сквозное отверстие (фиг.1, 1), ось которого совпадает с осью вращения пуансона. Диаметр отверстия переменный, на длине, равной внутреннему диаметру получаемой гильзы, считая от переднего торца пуансона, равен 2/3 от максимального наружного диаметра пуансона, затем увеличивается на 2 мм и остается постоянным по оставшейся длине пуансона, что позволяет снизить трение на внутренней поверхности пуансона. При прошивке непрерывнолитой заготовки в это отверстие затекает металл осевой зоны, содержащей дефекты и несплошности, которые, таким образом, не переходят на внутреннюю поверхность гильзы. При этом металл, затекающий в отверстие пуансона, уплотняется, прорабатывается за счет деформации, приобретая форму цилиндра. В итоге получаются: гильза - полая трубная заготовка, выдра в виде прутка, который можно использовать, в том числе при последующих процессах обработки давлением. Уменьшения усилия по сравнению с использованием сплошного пуансона удается достигнуть за счет уменьшения площади контакта по торцу пуансона с прошиваемым металлом. Снижение разностенности получаемых гильз достигается за счет большей устойчивости полого пуансона по сравнению со сплошным пуансоном. При прошивке полым пуансоном металл течет не только по поверхности пуансона, но и внутрь него, создавая этим направляющую и повышая устойчивость пуансона и его сопротивление продольному изгибу. Для уменьшения трения на наружной поверхности пуансона его наружный диаметр сделан переменным: на длине, равной диаметру получаемой гильзы, считая от переднего торца пуансона, наружный диаметр пуансона равен диаметру получаемой гильзы, затем диаметр уменьшается на 2 мм и остается постоянным по всей оставшейся длине пуансона. В предлагаемой конструкции пуансона сделано второе отверстие - сквозное - диаметром 5 мм (фиг.1, 2), диаметр одинаков по всей длине. Ось вращения второго отверстия пересекает ось вращения пуансона под прямым углом и расположена на расстоянии равном 4/5 длины пуансона от его переднего торца. Отверстие предназначено для того, чтобы воздух при затекании металла внутрь пуансона не сжимался, препятствуя течению металла, а выходил через это отверстие.
Использование пуансона предлагаемой конструкции не требует изменения технологии прошивки гильз и оборудования прошивного пресса.
Использование изобретения обеспечит снижение усилия на пуансон, уменьшение разностенности и количества дефектов на внутренней поверхности получаемых гильз.
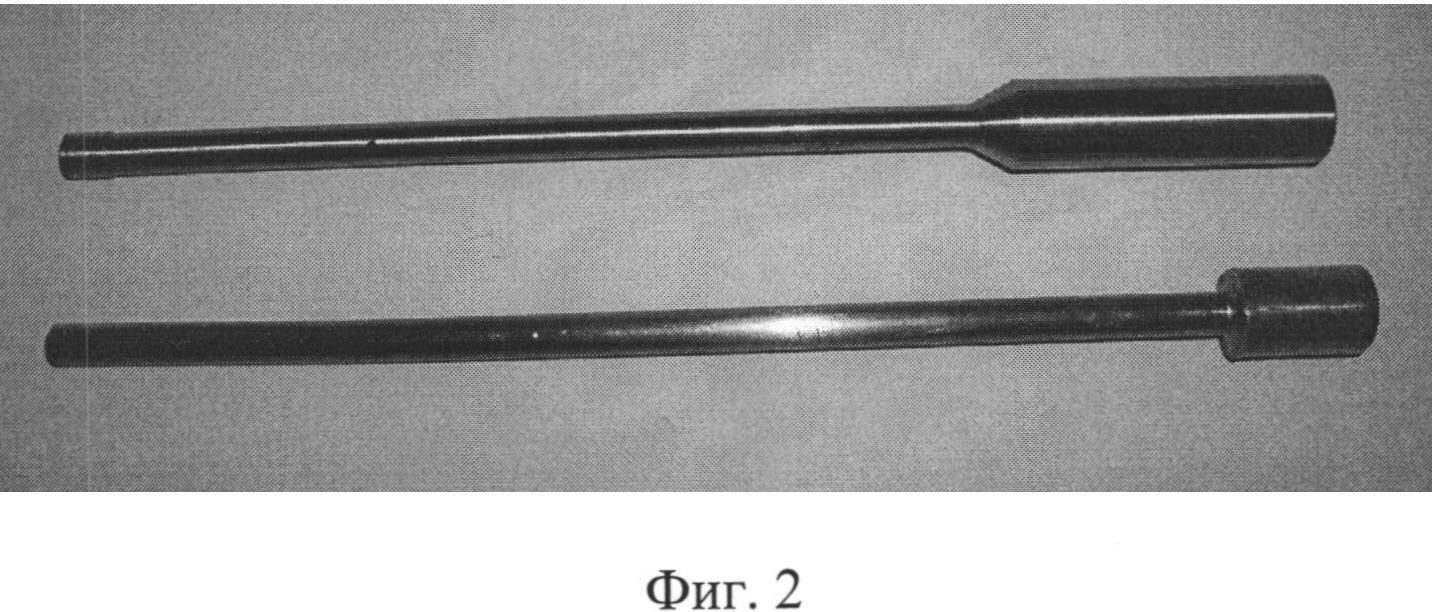
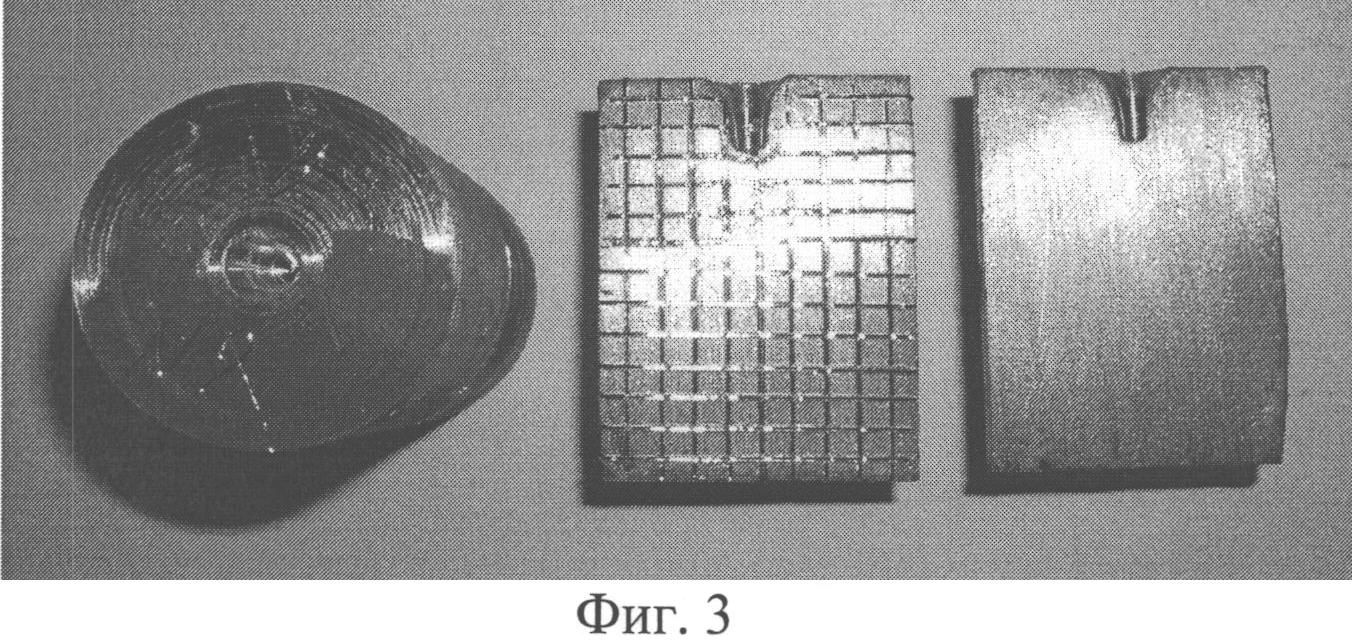
Примером использования пуансона предлагаемой конструкции является прошивка на прессе трубной заготовки. Эксперименты проводились на гидравлическом прессе усилием 400 кН кафедры ТОТП НИТУ «МИСиС». Для прошивки использовали полый пуансон с отверстиями для выхода воздуха. Диаметр рабочей части полого пуансона составлял 10 мм, диаметр отверстия - 6 мм, глубина отверстия - 80 мм (фиг.2). Также использовали сплошной пуансон с диаметром рабочей части 10 мм (фиг.2). Прошивали свинцовые заготовки диаметром 40 мм и высотой 60 мм, часть из заготовок были составными (фиг.3).
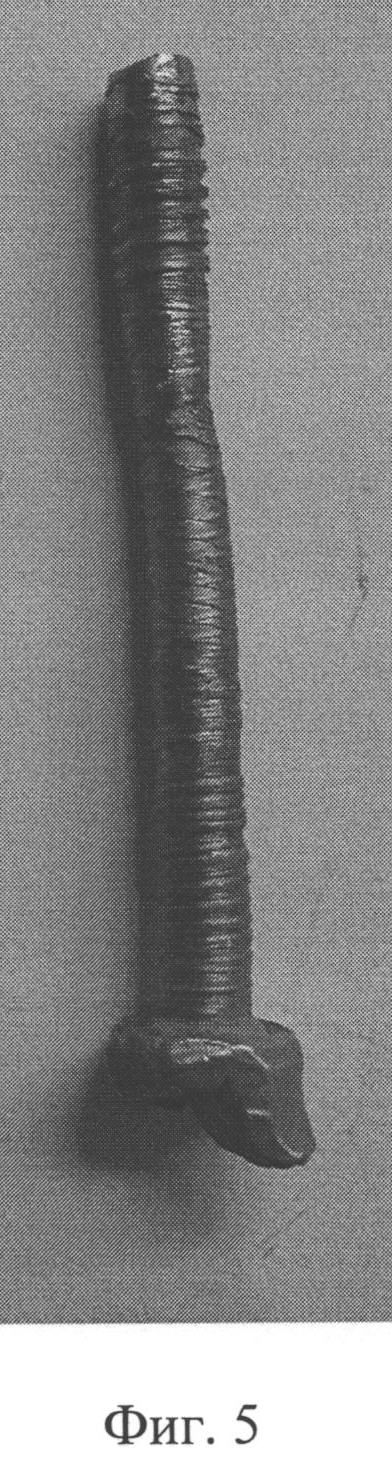
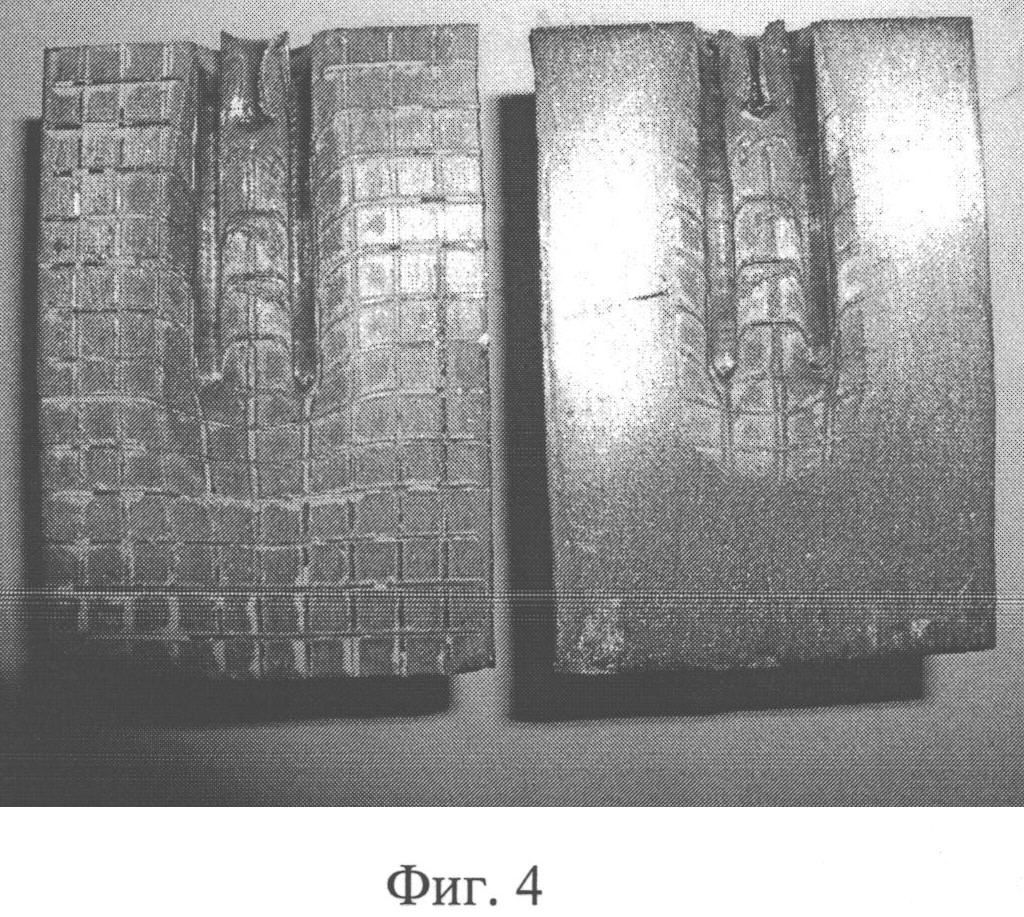
Проведенные эксперименты показали, что процесс прошивки полым пуансоном на прессе протекает стабильно. Металл затекает в отверстие полого пуансона на глубину, примерно равную начальной высоте заготовки (фиг.4). При этом помимо получаемой полой трубной заготовки в виде отхода получили выдру (фиг.5), диаметр которой был равен диаметру осевого отверстия полого пуансона.
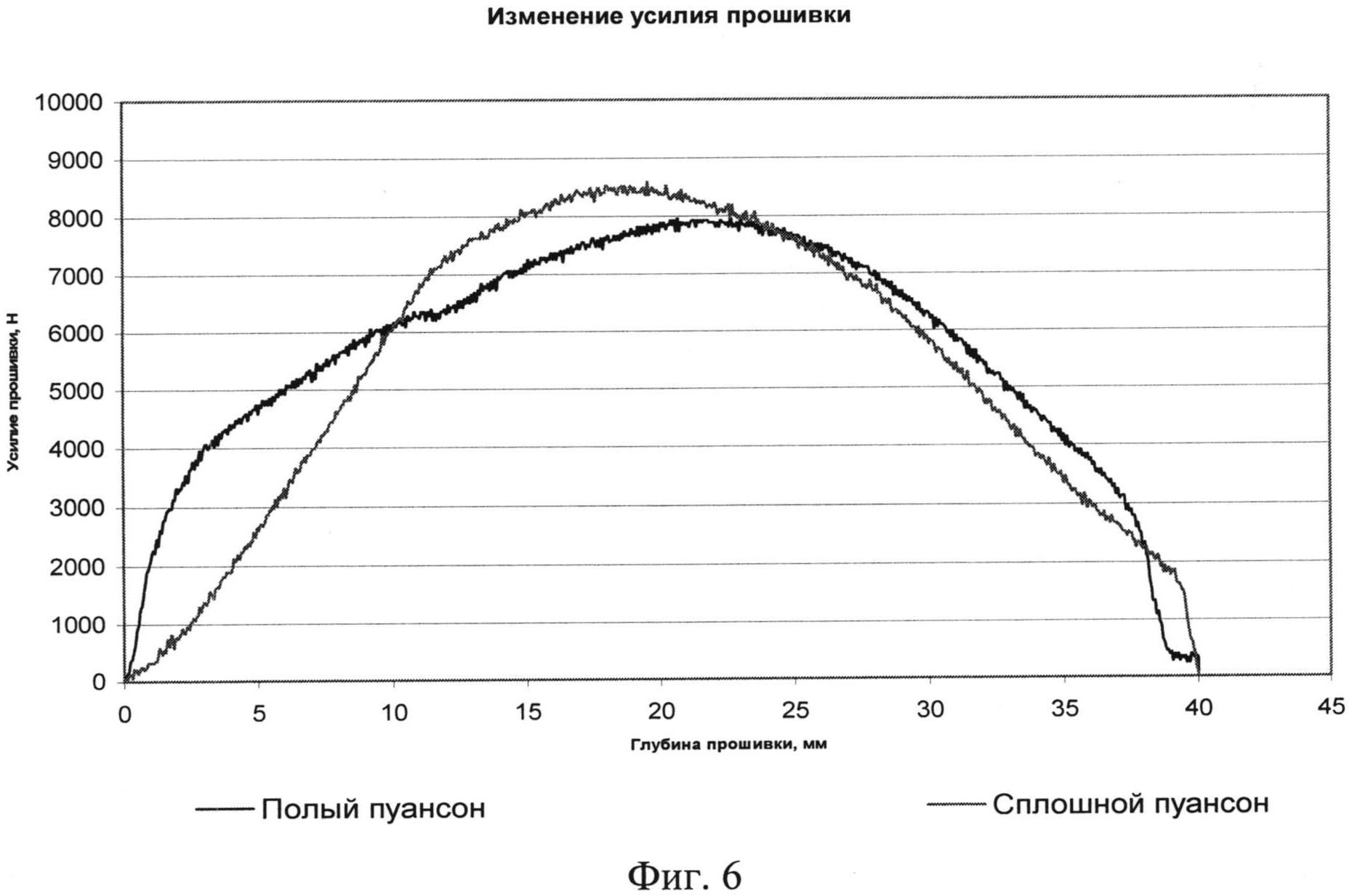
При прошивке сплошным и полым пуансонами фиксировали изменение усилия прошивки. Установили, что при прошивке полым пуансоном усилие на 8-10% ниже (фиг.6), чем при прошивке сплошным.
Пуансон для прошивки заготовок в контейнере на прессе, выполненный в виде тела вращения с переменным профилем и двумя отверстиями, отличающийся тем, что он выполнен с переменным наружным диаметром, который на длине пуансона от его переднего торца, равной внутреннему диаметру получаемой полой заготовки, равен упомянутому внутреннему диаметру полой заготовки, а на оставшейся длине пуансона имеет постоянную величину, которая меньше внутреннего диаметра полой заготовки на 2 мм, одно из отверстий выполнено сквозным, имеет переменный по длине диаметр и ось, совпадающую с осью пуансона, причем диаметр упомянутого отверстия на длине от переднего торца пуансона, равной его максимальному наружному диаметру, равен 2/3 от максимального наружного диаметра пуансона, а на оставшейся длине имеет постоянную величину, на 2 мм превышающую диаметр отверстия на длине от переднего торца пуансона, при этом второе отверстие выполнено с осью, которая пересекает ось пуансона под прямым углом и расположена на расстоянии от его переднего торца, равном 4/5 длины пуансона, и с постоянным по всей длине диаметром, равным 5 мм.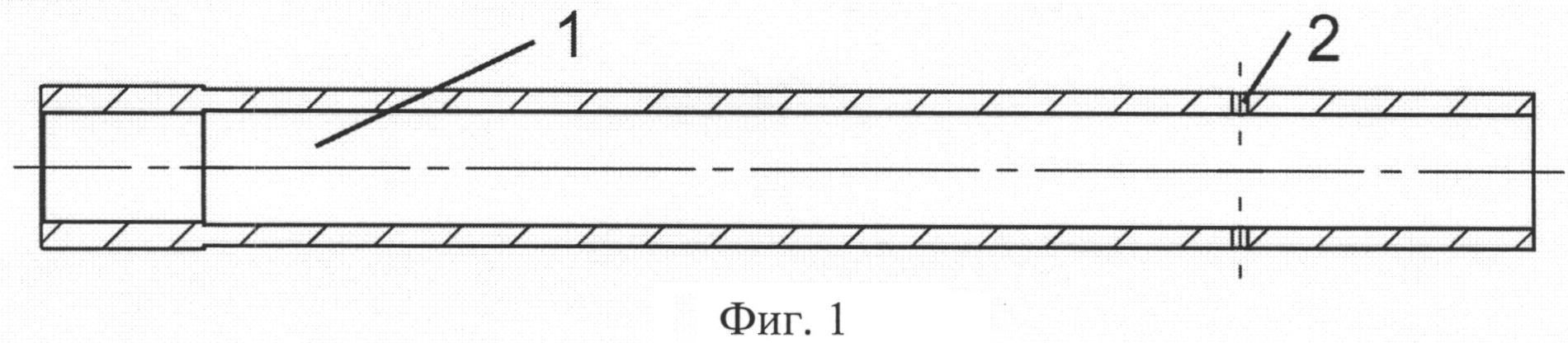
Способ определения пористости металлоизделий
Способ получения многогранных труб
Способ винтовой прокатки полых заготовок с дном
Способ изготовления заготовок в форме стакана из прутка
Способ получения постоянных магнитов на основе сплавов редкоземельных металлов с железом и азотом
Линейка прошивного стана
Способ подготовки заготовки к винтовой прокатке
Способ изготовления бесшовных труб диаметром менее 120 мм винтовой прокаткой
Способ прошивки в стане винтовой прокатки
Алмазный инструмент на гальванической связке
Роликовый подшипник качения
Устройство для изготовления цилиндрических заготовок формы стакан
Способ определения пористости металлоизделий
Способ получения многогранных труб
Способ винтовой прокатки полых заготовок с дном
Способ изготовления заготовок в форме стакана из прутка
Способ получения постоянных магнитов на основе сплавов редкоземельных металлов с железом и азотом
Линейка прошивного стана
Способ подготовки заготовки к винтовой прокатке
Способ изготовления бесшовных труб диаметром менее 120 мм винтовой прокаткой

