Результат интеллектуальной деятельности: ЛЕНТА ДЛЯ УПРОЧНЕНИЯ ДЕТАЛЕЙ ИНДУКЦИОННОЙ НАПЛАВКОЙ С ОДНОСТОРОННЕЙ АДГЕЗИЕЙ И СПОСОБ УПРОЧНЕНИЯ ДЕТАЛЕЙ ИНДУКЦИОННОЙ НАПЛАВКОЙ
Вид РИД
Изобретение
Изобретение относится к области защиты стальных деталей металлургического, горнорудного, сельскохозяйственного, дорожно-строительного и другого оборудования от абразивного вида изнашивания.
Известен плавящийся электрод для дуговой сварки, в котором перед обработкой изделия наплавочный материал помещают в оболочку, изготовленную в виде ленты (RU 28064, 10.03.2003).
Недостаток этого электрода состоит в том, что им невозможно нанести равномерный слой наплавляемого материала, в результате чего в дальнейшем требуется дополнительная обработка наплавляемой поверхности.
Известна токопроводящая лента (RU 2418833, 10.08.2010). Недостатком данной ленты является то, что она не может быть использована для упрочнения поверхностей металлических деталей.
Известен способ упрочнения деталей индукционной наплавкой, включающий нанесение на поверхность металлической детали наплавляемого материала и его наплавление (SU 137751, 01.01.1961).
Недостаток этого способа индукционной наплавки состоит в значительной трудоемкости и сложности выполнения операций по формированию требуемого слоя наплавочной шихты на упрочняемой поверхности детали, а также в неудобстве последующего перемещения сформированного слоя, хранения его от влаги, ударов и прочих механических повреждений.
Задачей, решаемой изобретением, является снижение трудоемкости и повышения производительности процесса нанесения порошковых материалов на упрочняемую поверхность изделий.
Настоящая задача решается тем, что лента для упрочнения деталей индукционной наплавкой с односторонней адгезией выполнена полой из влагонепроницаемого герметичного неметаллического материала, внутри которого размещена формообразующая решетка из синтетического материала и равномерный слой порошкообразной наплавочной шихты.
Способ упрочнения деталей индукционной наплавкой включает нанесение на поверхность металлической детали вышеописанной ленты с наплавляемым материалом путем ее наклеивания и последующего наплавления.
Сущность предлагаемого изобретения заключается в том, что изготавливается самоклеющаяся порошковая лента для индукционной наплавки износостойких сплавов, где наплавочную шихту помещают во влагонепроницаемую герметичную и самоклеящуюся оболочку из неметаллического материала с необходимыми геометрическими ее размерами, обеспечивающими требуемую толщину и ширину наплавляемого износостойкого покрытия.
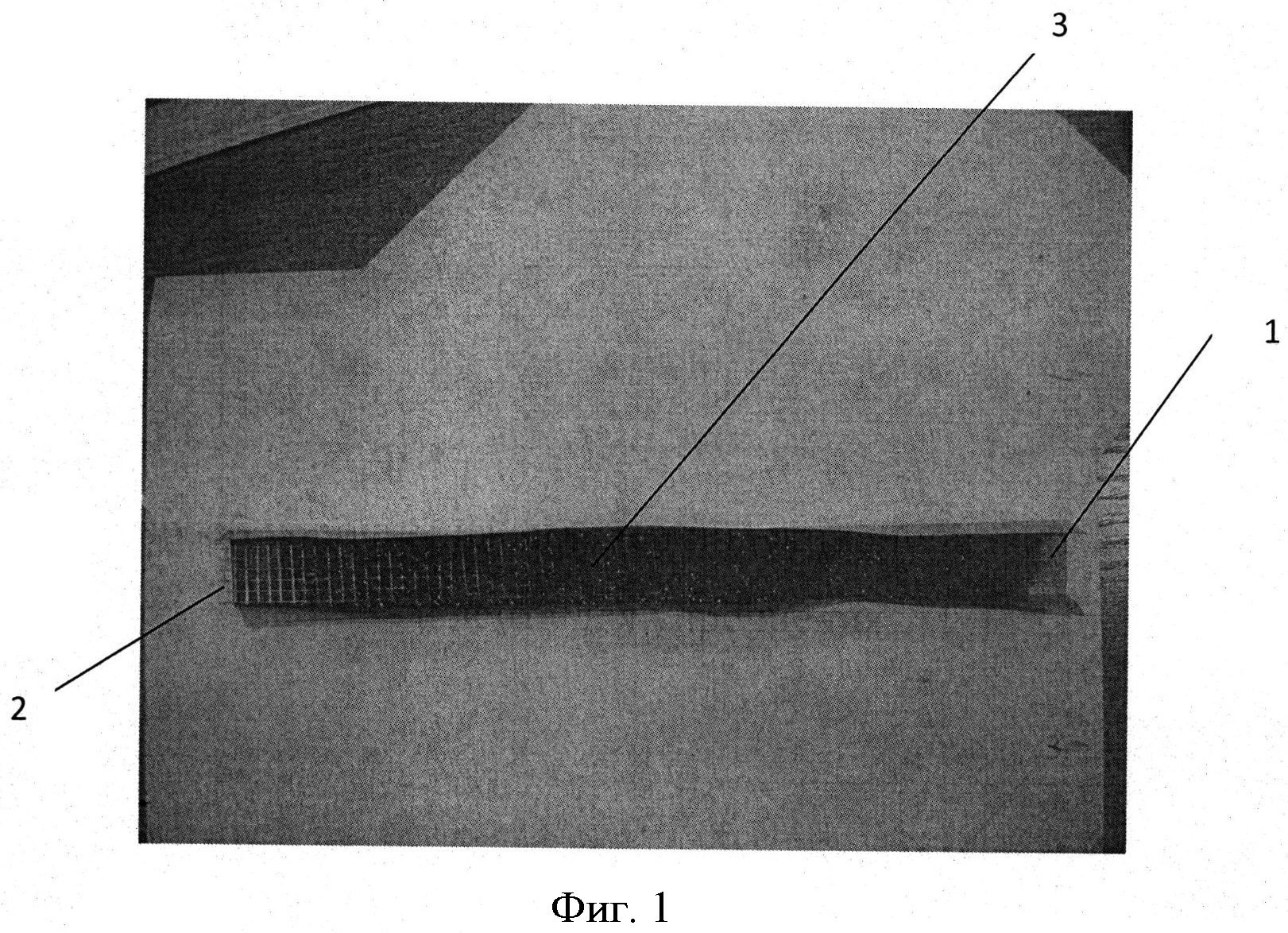
На фиг. 1 показана сетка и шихта, расположенные в неметаллической оболочке.
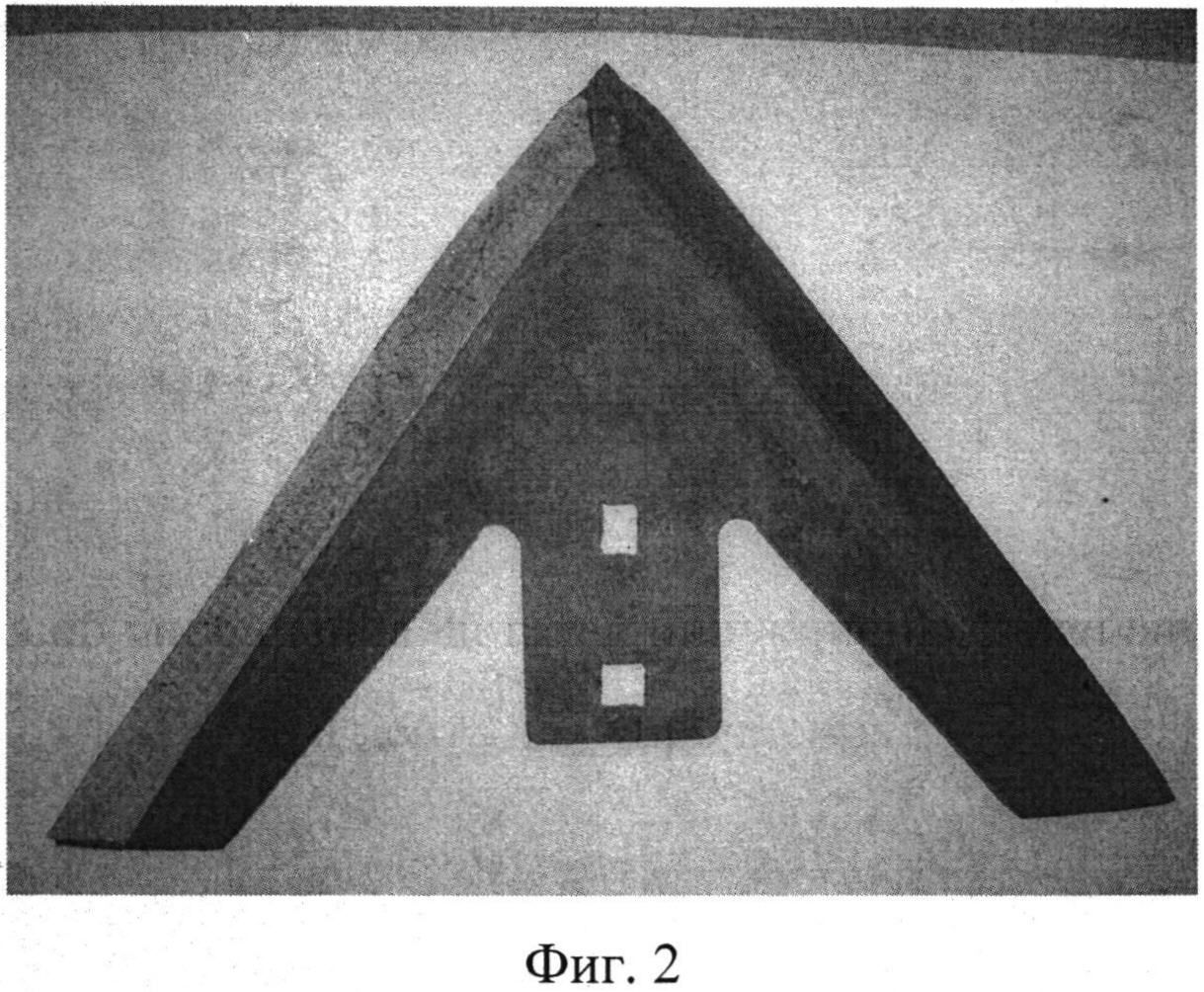
На фиг. 2 - самоклеющаяся порошковая лента приклеена на упрочняющую поверхность детали (стрельчатая лапа).
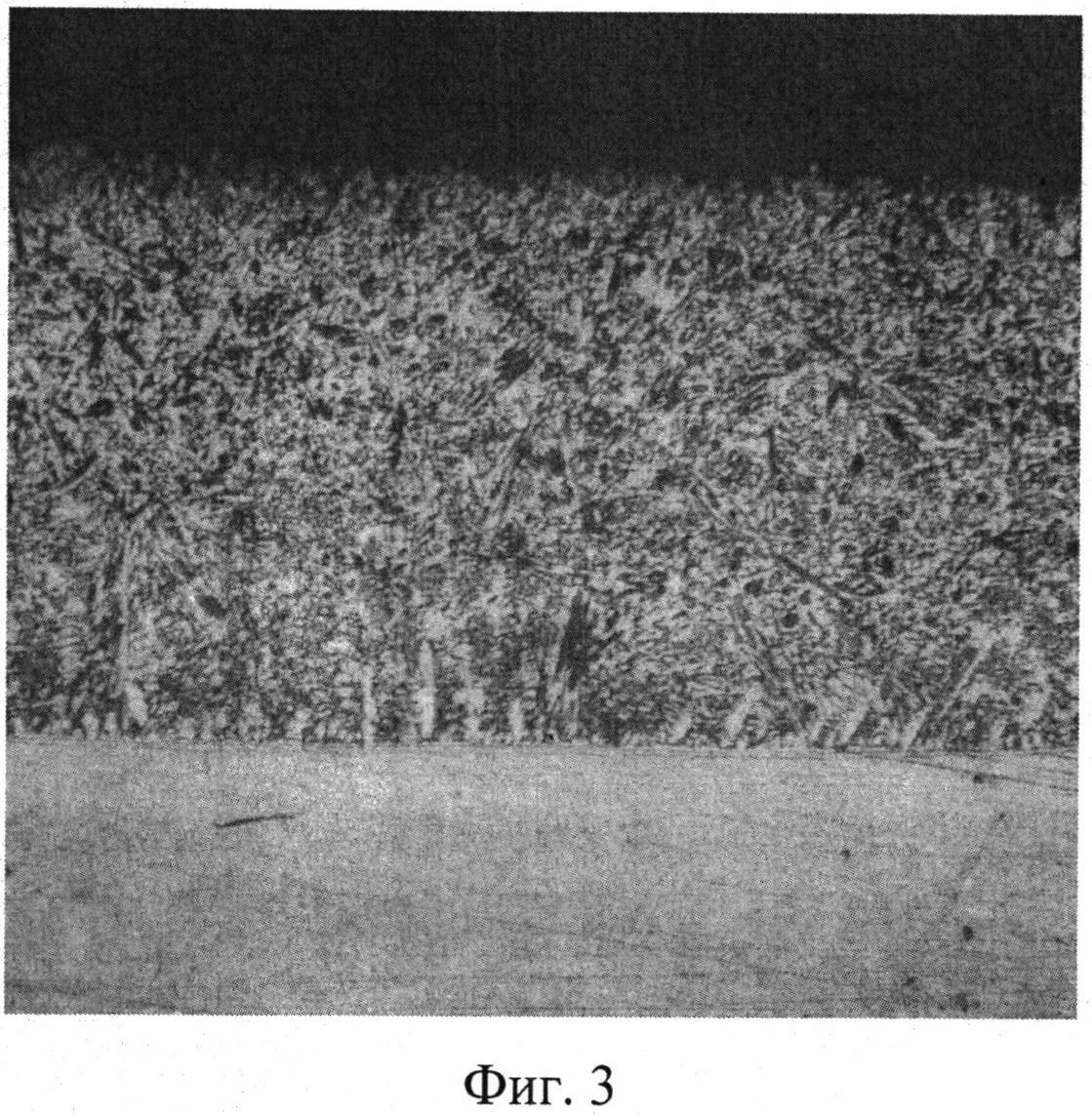
На фиг. 3 приведена структура сплава ПГ-УС25.
Лента состоит из полой влагонепроницаемой герметической оболочки 1 из неметаллического материала, внутри которой размещена формообразующая решетка 2 из синтетического материала и слой порошкообразной шихты 3. Лента имеет одностороннюю адгезию (липкий слой).
Изготовление порошковой самоклеющейся ленты и ее нанесение на деталь осуществляется следующим образом.
Из самоклеющегося скотча отрезалась лента (ширин 22 мм) и придавалась ей форма короба (фиг. 1), в которую укладывалась формообразующая решетка 2 (сетка серпянка) и насыпалась шихта 3 (ПГ-УС25-85% и флюс 15%). Высота (толщина ленты) определялась количеством сеток, установленных в оболочку. Затем она склеивалась по ширине и торцам.
Толщина порошковой ленты (4 мм) определяется высотой наплавки поперечного сечения упрочняемого покрытия, которая составляет не более 4 мм.
Ширина порошковой ленты определяется размерами упрочняемой поверхности детали. При непрерывно-последовательном способе шириной индуктора.
Изготовление предлагаемой ленты и ее приклеивание позволяет: во-первых, унифицировать операцию нанесения наплавляемого материала (флюс + твердый сплав) на различные поверхности (режущие кромки с углом наклона до 20-25°, крылья и носок стрельчатой лапы, поверхности с радиусом кривизны до 10 мм, поверхности сложной формы) и автоматизировать процесс нанесения материала; во-вторых, исключает неравномерность распределения компонентов шихты, состоящей из компонентов с различной плотностью и гранулометрическим составом; в-третьих, обеспечивает равномерную толщину шихты и в последующем наплавляемого слоя за счет наличия сетки; в-четвертых, при осуществлении индукционной наплавки применение в составе ленты полимерных горючих и расходуемых материалов не влияет на физико-механические свойства наплавляемого сплава.
Для проведения экспериментальных наплавочных работ использовали высокочастотный генератор ЭЛИСТ - 120 ПЗ).
Способ получения лигатуры для борирования стали
Способ индукционной наплавки торцевых поверхностей деталей
Способ литья
Способ упрочнения лезвийной поверхности детали
Способ упрочнения поверхности литой стальной детали
Способ получения лигатуры для борирования стали
Способ индукционной наплавки торцевых поверхностей деталей
Способ литья
Способ упрочнения лезвийной поверхности детали
Способ упрочнения поверхности литой стальной детали
Способ изготовления ножа соломоизмельчителя
Вихретоковая измерительная система для контроля качества и толщины упрочняющих покрытий на металлической основе
Способ борирования стальных деталей
Способ крепления термопары к металлическому изделию
Способ закалки деталей из низкоуглеродистой борсодержащей стали

