Результат интеллектуальной деятельности: СПОСОБ УСТАНОВКИ ТЕПЛОВЫХ ТРУБ В ТРЕХСЛОЙНЫХ ПАНЕЛЯХ
Вид РИД
Изобретение
Изобретение относится к технологии изготовления трехслойной сотовой панели со встроенными тепловыми трубами, в частности к технологии установки тепловых труб на поверхности обшивки панели с обеспечением высокой точности их расположения. Данные трехслойные сотовые панели могут применяться при производстве космических аппаратов.
Из существующего уровня техники известны способы склеивания трехслойных сотовых панелей (патенты RU №№2286290, 2287435).
Изобретение (патент RU №2286290) относится к космической технике и может быть использовано при изготовлении термостатируемых панелей. Способ изготовления трехслойной панели с встроенным в нее жидкостным коллектором включает изготовление коллектора требуемой конфигурации и испытания на прочность, герметичность и контроль гидравлического сопротивления его жидкостного тракта, затем соединение поверхности полки коллектора с поверхностью обшивки теплопроводящим клеем и соединение элементов панели - обшивок с коллекторами с сотовым заполнителем и деталями насыщения - склеиванием, помещением ее в термопечь с созданием в ней соответствующих условий по давлению и температуре. После этого в сотовой панели выполняют отверстия определенной глубины под установку вставок, имеющих резьбовые отверстия для ввинчивания винтов крепления приборов к поверхностям панели, и вклеивают вставки в указанные отверстия. Затем проводят испытания панели на воздействие механических нагрузок, обезгаживание, термоциклирование, заключительные испытания на прочность и на герметичность жидкостного тракта и контроль геометрических параметров панели. Согласно изобретению после выполнения отверстий под установку вставок жидкостный тракт панели дополнительно испытывают на прочность и на герметичность и судят о качестве жидкостного тракта после выполнения вышеуказанных отверстий. В результате становится возможно гарантировать качественное изготовление панели.
Изобретение (патент RU №2287435) относится к способам изготовления термостатируемых трехслойных панелей с встроенными жидкостными трактами и может быть использовано в космической технике. Предлагаемый способ включает склеивание обшивок с сотовым заполнителем и деталями насыщения - при помещении сборки в камерную печь.
В процессе склеивания создают в течение требуемого времени необходимые температуры склеивания и давления прижатия обшивок к сотовому заполнителю и деталям насыщения. При этом сборку устанавливают на технологическую плиту, изготовленную из стали, через прокладку, изготовленную из материала с коэффициентами теплопроводности, линейного расширения, близкими к соответствующим коэффициентам материала обшивок. До начала процесса склеивания сборку изолируют теплоизоляцией, удовлетворяющей определенному условию, а нагрев сборки в процессе склеивания осуществляют ступенчато по определенному правилу. Технический результат изобретения состоит в высококачественном изготовлении (без брака) сотовых панелей с встроенными жидкостными трактами, при обеспечении требуемой жесткой нормы плоскостности и отсутствия короблении поверхностей обшивок.
Наиболее близким к заявляемому способу выбран способ, описанный в изобретении (патент RU №2409471), который может быть использован при производстве космических аппаратов, относящийся к технологии изготовления термостатируемых трехслойных сотовых панелей с встроенными в них тепловыми трубами. Способ изготовления трехслойной сотовой панели с встроенными в нее тепловыми трубами, изготовленными из алюминиевого сплава, включающий изготовление элементов сборки сотовой панели: обшивок, сотового заполнителя, деталей насыщения, тепловых труб. После первоначального опытного определения величин перепадов температур между испарительным и конденсационным участками вышеуказанные тепловые трубы помещают в термокамеру и выдерживают в течение времени не менее 36 часов при повышенной температуре, равной повышенной температуре склеивания элементов сотовой панели в термопечи плюс 5°С. Измеряют температурные перепады между испарительными и конденсационными участками. Каждую тепловую трубу устанавливают наклонно к горизонтальной плоскости концом тепловой трубы, содержащим заправочный штуцер, выше другого конца, достаточным для сбора жидкой фазы аммиака в нижней части внутренней полости тепловой трубы, и плавно разгерметизируют заправочный штуцер на время, достаточное для уменьшения массы тепловой трубы на величину, равную избыточно заправленному в тепловую трубу количеству аммиака. Окончательно герметизируют заправочный штуцер, после чего и после обезгаживания сотовой панели контролируют величины температурных перепадов между испарительным и конденсационным участками тепловых труб на соответствие расчетно-определенным требуемым величинам. Достигается уменьшение величин температурных перепадов между испарительными и конденсационными участками встроенных тепловых труб, неизменными в процессе всего цикла изготовления и эксплуатации панелей.
Расположение тепловых труб определяется схемой размещения приборов на поверхности сотовой панели для обеспечения отвода избыточного тепла от работающих приборов, следовательно, от точности размещения тепловых труб в конечном итоге зависит работоспособность и надежность спутника. Как правило, точность расположения тепловых труб должна быть не хуже 0,5 мм. С другой стороны для наиболее рационального размещения приборов и различной аппаратуры на поверхности сотовой панели требуется наиболее рациональное и плотное их размещение в местах расположения тепловых труб. Для обеспечения крепления приборов применяются специальные закладные элементы, выполненные в виде катушек с резьбовыми отверстиями. Отверстия под установку закладных катушек выполняются после склеивания обшивок с сотовым заполнителем. При отклонении расположения встроенных внутрь панели тепловых труб от заданных расчетных значений существует вероятность их повреждения в процессе механической обработки. Следует отметить, что до установки тепловых труб (склеивание с обшивкой) производится их заправка и испытания, поэтому ремонт тепловых труб в составе сотовой панели при их повреждении невозможен.
Самым простым способом установки тепловых труб на поверхность обшивки является их установка по предварительной разметке слесарным способом. Другой способ предполагает применение специальных полномасштабных шаблонов. Однако оба вышеуказанных способа не обеспечивают высокую точность ориентирования тепловых труб, в особенности, когда речь идет о крупногабаритных панелях размером до 6000×6000 мм. Использование шаблонов в данном случае не рационально из-за их большой массы (до 100 кг) и габаритных размеров. С увеличением габаритных размеров шаблона снижается точность их изготовления.
Таким образом, как следует из вышеизложенного, известные способы изготовления трехслойных сотовых панелей со встроенными в них тепловыми трубами обеспечивают недостаточно высокое качество изготовления с обеспечением точности расположения тепловых труб.
Задачей, на решение которой направлен заявленный способ, является усовершенствование технологии установки тепловых труб с обеспечением высокой точности их расположения в трехслойных панелях.
Данная задача решается за счет того, что заявленный способ установки тепловых труб в трехслойных панелях, включает соединение элементов сборки - обшивок с тепловыми трубами, сотовым заполнителем и закладными элементами - склеиванием; помещение сборки, установленной на технологической плите через подкладной лист, в термопечь, установку и поддержание требуемого времени и необходимых режимов полимеризации.
При этом перед установкой тепловых труб контуры тепловых труб проецируют при помощи лазерного проектора на поверхность обшивки трехслойной панели.
Техническим результатом, обеспечиваемым приведенной совокупностью признаков, является снижение затрат на изготовление технологической оснастки, в частности шаблонов, а также повышение точности расположения тепловых труб в трехслойных панелях, что приводит к качественному обеспечению отвода избыточного тепла от работающих приборов, а следовательно, позволяет увеличить надежность и работоспособность космического аппарата в целом.
Сущность изобретения поясняется чертежом, на котором изображено на фиг. 1 - Размещение тепловых труб на поверхности обшивки.
Лазерный проектор проецирует контуры тепловых труб 1 на поверхность обшивки 2, и дает возможность осуществлять высокоточное проецирование в масштабе 1:1. При необходимости повышения качества проекции на крупногабаритных обшивках возможно применение нескольких проекторов, распределение данных между проекторами выполняется автоматически, кроме того, существует возможность поочередного отображения контуров тепловой трубы в той зоне, где непосредственно происходит работа.
Таким образом, предлагается следующий способ установки тепловых труб в трехслойных панелях:
- Изготовление обшивки. Для обеспечения последующей привязки проекции тепловых труб в обшивке должны быть предусмотрены базовые отверстия в количестве не менее 4, точность расположения отверстий с допуском не более 0,1 мм.
- Установка подкладного листа на поверхность технологической плиты. Для обеспечения высокой точности установки тепловых труб плоскостность опорной поверхности технологической плиты должна быть не более 0,1 мм на размере 200×200 мм.
- Установка обшивки на поверхность подкладного листа для того, чтобы обеспечить точное расположение проекции тепловых труб относительно обшивки необходимо установить в базовые отверстия специальные «мишени», входящие в состав лазерного проектора, после чего производится автоматическая калибровка проектора.
- Установка тепловых труб (Фиг. 1). Проецирование контура тепловых труб осуществляется с учетом допуска на расположение тепловой трубы. Контур полки тепловой трубы совмещается с ее проекцией, для фиксации положения тепловой трубы в полке тепловой трубы, обшивке и подкладном листе выполняется отверстие и устанавливается штифт. Для каждой тепловой трубы выполняется по два отверстия.
- Демонтаж тепловых труб, удаление стружки, подготовка поверхностей обшивки и полки тепловой трубы под склеивание, установка клея на поверхность полки.
- Склеивание обшивки с тепловыми трубами. Необходимое давление обеспечивается с помощью вакуумного мешка, на вакуумный мешок устанавливается теплоизоляция. Склеивание производится в термопечи в течение требуемого времени при повышенной температуре (например, 125°С), температуру повышают ступенчато, доводя до температуры склеивания, выдерживают при этой температуре (например, 3 часа), после чего постепенно охлаждают до температуры окружающей среды. В частности, для склеивания обшивки с тепловыми трубами применяется теплопроводный пленочный клей ТПК-22 ТУ2252-005-17625595-2011.
- Сборка-склеивание сотого заполнителя с обшивками и закладными элементами. На технологическую плиту для склеивания устанавливается подкладной лист. После чего поверхность подкладного листа застилается антиадгезивной пленкой. Далее на поверхность пленки устанавливается обшивка с тепловыми трубами, фиксируются закладные элементы, устанавливается сотовый заполнитель и верхняя обшивка. Затем снова слой антиадгезионной пленки, накладной алюминиевый лист, дренажный слой. На поверхности технологической плиты монтируется вакуумный мешок, производится вакуумирование сборочной единицы и ее транспортирование в термопечь. Склеивание производится по режимам полимеризации применяемого клея (например, 125°С в течение 3 часов), изменение температуры до заданной величины производится постепенно, ступенчато для обеспечения равномерности прогрева технологической оснастки. В частности, для склеивания обшивки с сотовым заполнителем применяется пленочный клей ВК-51 ТУ 1-596-212-85.
В настоящее время предложенный авторами способ отражен в технологической документации, в соответствии с которой проведена опытная отработка технологии изготовления крупногабаритных сотовых панелей с алюминиевыми обшивками толщиной 0,3 мм, результаты испытаний подтверждают достижение задачи изобретения в полном объеме.
Способ установки тепловых труб в трехслойных панелях, включающий соединение элементов сборки - обшивок с тепловыми трубами, сотовым заполнителем и закладными элементами - склеиванием при температуре 125°С в течение трех часов, помещение сборки, установленной на технологической плите через подкладной лист, в термопечь, отличающийся тем, что перед установкой тепловых труб контуры тепловых труб проецируют при помощи лазерного проектора на поверхность обшивки трехслойной панели.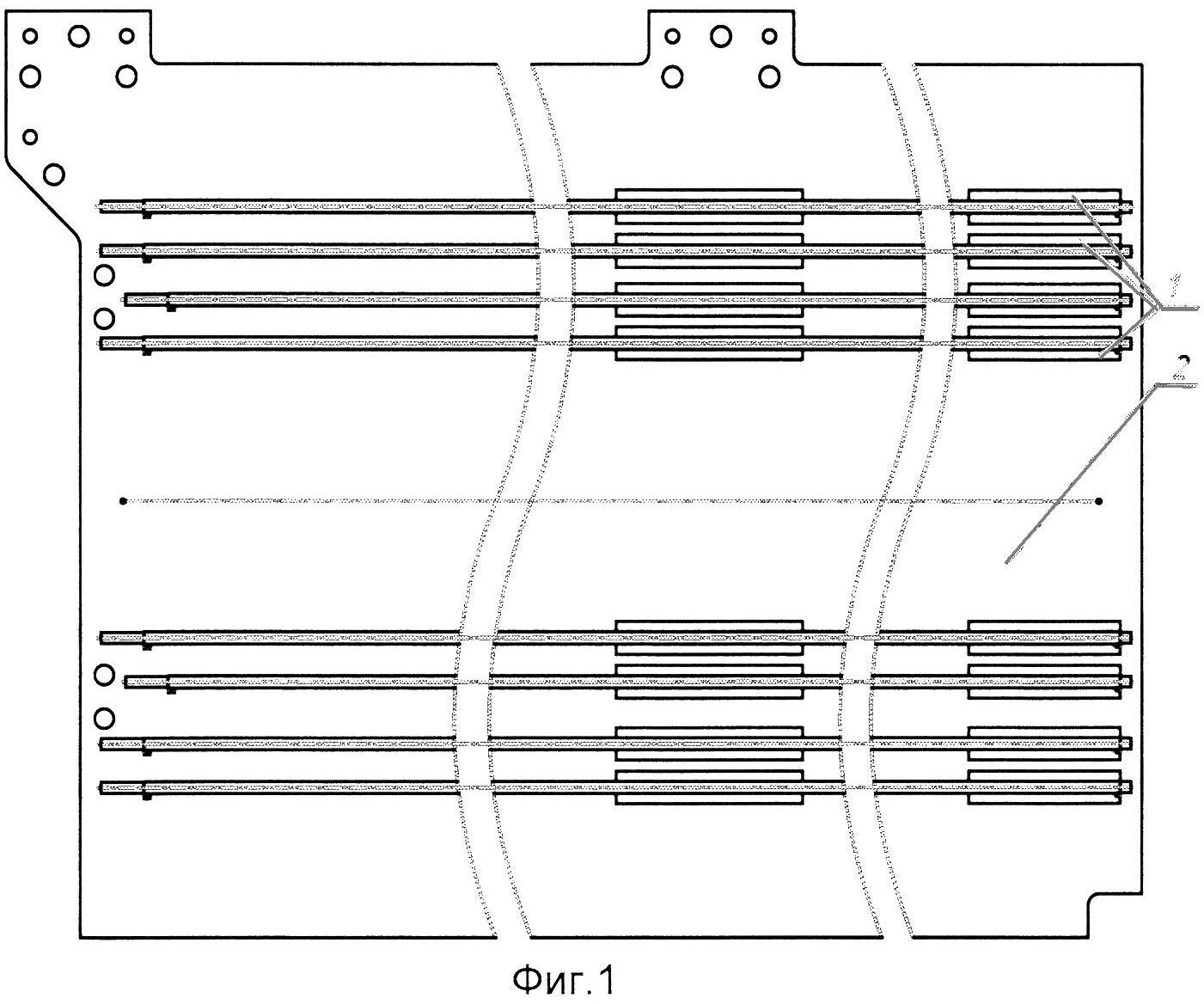
Способ эксплуатации никель-водородной аккумуляторной батареи в автономной системе электропитания космического аппарата и автономная система электропитания для его реализации
Узел герметизации стыка разъемных соединений
Способ создания контекста для сжатия измерительных данных и способ проведения измерений
Способ и устройство для обработки внутренней поверхности волноводов
Способ интеграции с автоматизированной системой управления данными об изделии
Способ тестирования двигателей коррекции космического аппарата
Способ удержания космического аппарата на геосинхронной 24-часовой орбите
Узел закрепления оборудования к силовой сетчатой конструкции из полимерных композиционных материалов
Способ изготовления космического аппарата
Термокамера и способ ее работы
Способ эксплуатации никель-водородной аккумуляторной батареи в автономной системе электропитания космического аппарата и автономная система электропитания для его реализации
Узел герметизации стыка разъемных соединений
Способ создания контекста для сжатия измерительных данных и способ проведения измерений
Способ и устройство для обработки внутренней поверхности волноводов
Способ интеграции с автоматизированной системой управления данными об изделии
Способ тестирования двигателей коррекции космического аппарата
Способ удержания космического аппарата на геосинхронной 24-часовой орбите
Узел закрепления оборудования к силовой сетчатой конструкции из полимерных композиционных материалов
Способ изготовления космического аппарата
Термокамера и способ ее работы

