Результат интеллектуальной деятельности: ПОДАЮЩИЙ МЕХАНИЗМ ПИЛИГРИМОВОГО СТАНА
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением, а именно к устройствам для перемещения заготовки при ее подаче на прокатку в пилигримовом стане.
Известен подающий аппарат пилигримового стана (49-00.00 СБ, Челябинский трубопрокатный завод ЧТПЗ ТПЦ-1), содержащий корпус с расположенными в нем пневмоцилиндром и тормозным устройством, выполненным в виде набора тарельчатых пружин, при этом внутри корпуса с возможностью возвратно-поступательного перемещения установлен шток, соединенный с одной стороны с поршнем пневмоцилиндра и с другой стороны - с дорновой головкой.
Недостатком известного подающего аппарата является низкая устойчивость к большим силовым нагрузкам на пружины тормозного устройства, которые довольно быстро приходят в негодность и перестают уравновешивать силы инерции в качестве амортизирующего устройства. Это вызывает большие ударные нагрузки со стороны поршня в переднюю часть пневмоцилиндра, вызывающие его износ, а также разрушение пружин и передней крышки тормозного устройства и, как следствие, необходимость ремонта подающего аппарата.
Наиболее близким по технической сущности является подающий аппарат (механизм) пилигримового стана (Ю.Ф. Шевакин, В.П. Коликов, Ю.Н. Райков. Производство труб. М.: «Интермет Инжиниринг», 2005. Подающий аппарат с гидравлическим торможением, стр.175, рис.7.), включающий воздушную камеру с расположенным в ней воздушным поршнем, водяную камеру с гидравлическим поршнем и шток, проходящий через воздушную и водяную камеры и соединенный с одной стороны с воздушным поршнем, с другой стороны - с дорновой головкой.
Известный подающий механизм более надежен в работе по сравнению с вышеуказанным аналогом. Однако наличие длинной водяной камеры предопределяет большую длину штока, что увеличивает подвижные массы, а следовательно и динамические нагрузки. При этом не исключены определенные деформации длинного штока, что вызывает кромочный контакт воздушного поршня со стенкой воздушной камеры. Это, в свою очередь, вызывает местные разрушения поршня, что снижает надежность его работы. Кроме того, в известном подающем механизме не гарантировано одновременное касание пневматическим и гидравлическим поршнями передних стенок пневматической и гидравлической камер, что не исключает сильных ударов того или другого поршня о переднюю стенку соответствующей камеры, вызывающих резкое торможение подающего механизма, которое может нарушить контакт трубы с оправкой.
Техническим результатом является уменьшение габаритов подающего механизма и повышение надежности его работы.
Указанный технический результат достигается тем, что в подающем механизме пилигримового стана, включающем корпус с расположенными в нем воздушной камерой с воздушным поршнем, водяной камерой с гидравлическим поршнем, а также штоком, проходящим через воздушную и водяную камеры и соединенным с одной стороны с воздушным поршнем, с другой стороны с дорновой головкой, согласно изобретению гидравлический поршень снабжен продольными хвостовиками, выступающими в крайних положениях гидравлического поршня за пределы водяной камеры на величину, меньшую на 5% величины хода гидравлического поршня, при этом гидравлический поршень выполнен в виде втулки и установлен на штоке с возможностью свободного перемещения вдоль него.
Выполнение гидравлического поршня с хвостовиками, выступающими в его крайних положениях за пределы водяной камеры, позволяет в 1, 3 раза уменьшить длину штока, что значительно уменьшает подвижную массу и динамические нагрузки устройства, а также повышает его продольную устойчивость.
Выступание хвостовиков в крайних положениях гидравлического поршня за пределы водяной камеры на величину, меньшую на 5% величины хода гидравлического поршня, исключает одновременное касание воздушным и гидравлическим поршнями передних стенок соответственно пневматической и водяной камер за счет того, что при ходе штока с воздушным поршнем вперед сначала происходит касание торцом воздушного поршня заднего продольного хвостовика гидравлического поршня. Затем происходит перемещение гидравлического поршня, при этом в период одного цикла работы подающего механизма гидравлический поршень, не доходя до передней крышки водяной камеры на величину 5%, за счет давления оставшейся сжатой жидкости исключает жесткий удар пневматического поршня о переднюю стенку пневматической камеры. Это значительно повышает надежность работы поршней и в целом подающего механизма. Уменьшение хода гидравлического поршня на величину, меньшую 5%, не гарантирует достаточное смягчение удара пневматического поршня о переднюю стенку камеры. Уменьшение хода гидравлического поршня на величину, большую 5%, не обеспечивает необходимое снижение конечной скорости штока с дорновой головкой и тем самым ухудшает условия его торможения.
Технических решений, совпадающих с совокупностью существенных признаков изобретения, не выявлено, что позволяет сделать вывод о ее соответствии условию патентоспособности «новизна».
Заявляемые существенные признаки изобретения, предопределяющие получение указанного технического результата, явным образом не следуют из уровня техники, что позволяет сделать вывод о соответствии изобретения условию патентоспособности «изобретательский уровень».
Условие патентоспособности «промышленная применимость» подтверждено на примере конкретного выполнения изобретения.
На чертеже изображен подающий механизм пилигримового стана.
Подающий механизм пилигримового стана включает корпус 1, воздушную камеру 2 с расположенным в ней воздушным поршнем 3, соединенным со штоком 4, водяную камеру 5 с гидравлическим поршнем 6, снабженным хвостовиками 7 и 8. В корпусе 1 установлена тормозная втулка 9 и передняя крышка 10, а также регулировочные клапаны 11. Передний хвостовик 7 герметично уплотнен относительно крышки 10, а задний хвостовик 8 - относительно задней стенки водяной камеры 5. Наружная поверхность поршня 6 расположена с зазором относительно внутренней поверхности тормозной втулки 9. Поршень 6 выполнен в виде втулки и установлен с возможностью свободного перемещения относительно штока 4. Шток 4 проходит через воздушную камеру 2 и водяную камеру 5 и соединен с одной стороны с воздушным поршнем 3, а с другой стороны - с дорновой головкой 12.
Подающий механизм пилигримового стана работает следующим образом. После очередной подачи в процессе раскатки трубной заготовки в рабочей клети пилигримового стана (не показана), заготовка вместе с дорновой головкой 12, штоком 4 и воздушным поршнем 3 движется назад, в сторону воздушной камеры 2, сжимая в ней воздух. После перемещения штока на расстояние, равное разности длин воздушной 2 и водяной 5 камер, дорновая головка 12 входит в контакт с передним хвостовиком 7, выступающим за пределы крышки 10, и синхронно перемещает гидравлический 6 и воздушный 3 поршни на величину, соответствующую длине хода гидравлического поршня 6 в водяной камере 5. При этом задний хвостовик 8 выступает в полость воздушной камеры 2 на длину хода гидравлического поршня 6 в водяной камере 5. По окончании хода штока 4 в крайнее заднее положение, благодаря освобождению трубной заготовки от взаимодействия с прокатным инструментом (не показан), дорновая головка вместе со штоком ускоренно перемещается вперед под действием давления сжатого воздуха на воздушный поршень 3. Воздушный поршень 3, приближаясь к заднему хвостовику 8 гидравлического поршня 6, достигает максимальной скорости поступательного движения и в результате контакта с хвостовиком 8, выступающим в воздушную камеру 2, перемещает гидравлический поршень 6 в крайнее переднее положение. В этот период происходит торможение воздушного поршня 3 за счет дополнительного сопротивление воды, вытекающей через узкий кольцевой зазор между наружной поверхностью гидравлического поршня 6 и внутренней поверхностью тормозной втулки 9, что защищает подающий механизм от ударных нагрузок. В этот период совместное замедленное движение воздушного 3 и гидравлического 6 поршней сопровождается падением скорости штока с дорновой головкой. Дополнительное торможение воздушного поршня и предотвращение удара его о переднюю стенку воздушной камеры 2 обеспечивают за счет давления оставшейся сжатой жидкости между передней стенкой 10 и гидравлическим поршнем 6 при уменьшении на 5% величины его хода. В процессе работы подающего механизма дополнительное управление давлением в водяной камере 5 проводят при помощи регулировочных клапанов 11.
Таким образом, предлагаемая конструкция подающего механизма позволяет значительно уменьшить длину штока и ударные нагрузки, что повышает надежность работы подающего механизма.
Подающий механизм пилигримового стана, включающий корпус с расположенными в нем воздушной камерой с воздушным поршнем, водяной камерой с гидравлическим поршнем, а также штоком, проходящим через воздушную и водяную камеры и соединенным с одной стороны с воздушным поршнем, а с другой стороны - с дорновой головкой, отличающийся тем, что гидравлический поршень снабжен продольными хвостовиками, выступающими в крайних положениях гидравлического поршня за пределы водяной камеры на величину, меньшую на 5% величины его хода, при этом гидравлический поршень выполнен в виде втулки и установлен на штоке с возможностью свободного перемещения вдоль него.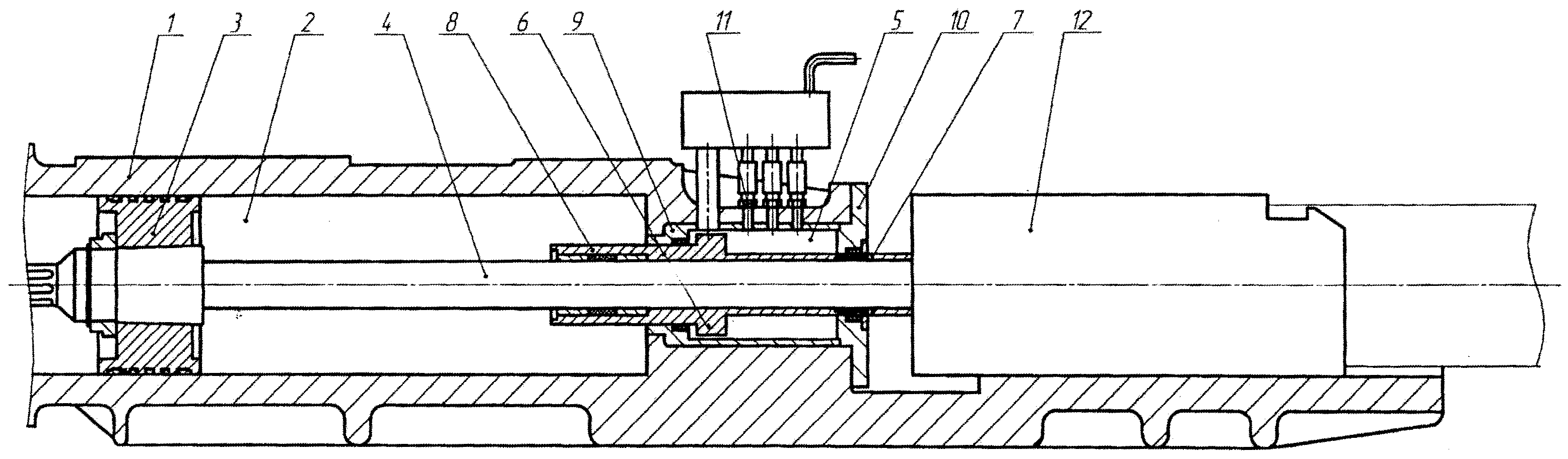
Способ электрофизической обработки сварных соединений металлических конструкций
Заготовка под прошивку и последующую раскатку на двухвалковом стане поперечно-винтовой прокатки в гильзы-заготовки размером 650×500вн.×3250-3650 мм для передела их в механически обработанные трубы размером 610×36,53×3150-3550 мм из стали марки 15х5м для коммуникаций нефтеперерабатывающих заводов с геометрическими размерами повышенной точности
Способ производства бесшовных горячедеформированных котельных труб размером 465×25-75 мм из жаропрочной стали марки 10х9к3в2мфбр-ш для энергетического оборудования с суперсверхкритическими параметрами пара
Трубопрокатная установка с пилигримовыми станами для прокатки бесшовных горячекатаных труб диаметром от 273 до 630 мм
Способ производства бесшовных труб размером 325×13-15 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков электрошлакового переплава стали марки 10х9мфб-ш
Способ производства заготовок с наружными и внутренними плакирующими слоями из коррозионно-стойких сталей и сплавов, производства из них бесшовных трехслойных горячекатаных и холоднокатаных товарных и передельных труб с повышенным ресурсом эксплуатации, для добычи газа и газового конденсата в сероводородсодержащих средах, его транспортировки и труб для хозяйственных нужд
Способ изготовления прямошовных труб большого диаметра
Способ производства бесшовных горячедеформированных механически обработанных труб размером 610×36,53×3200-3550 мм из стали марки 08х18н10т-ш для объектов атомной энергетики
Способ переточки дорнов пилигримовых станов, используемых для производства горячекатаных труб диаметром 273-550 мм, и выполненных из стали марки 25х2м1ф с исходной толщиной слоя сорбита на поверхности 40-50 мм.
Валок пилигримового стана для прокатки труб размером 508×10-16 мм
Способ электрофизической обработки сварных соединений металлических конструкций
Заготовка под прошивку и последующую раскатку на двухвалковом стане поперечно-винтовой прокатки в гильзы-заготовки размером 650×500вн.×3250-3650 мм для передела их в механически обработанные трубы размером 610×36,53×3150-3550 мм из стали марки 15х5м для коммуникаций нефтеперерабатывающих заводов с геометрическими размерами повышенной точности
Способ производства бесшовных горячедеформированных котельных труб размером 465×25-75 мм из жаропрочной стали марки 10х9к3в2мфбр-ш для энергетического оборудования с суперсверхкритическими параметрами пара
Трубопрокатная установка с пилигримовыми станами для прокатки бесшовных горячекатаных труб диаметром от 273 до 630 мм
Способ производства бесшовных труб размером 325×13-15 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков электрошлакового переплава стали марки 10х9мфб-ш
Способ производства заготовок с наружными и внутренними плакирующими слоями из коррозионно-стойких сталей и сплавов, производства из них бесшовных трехслойных горячекатаных и холоднокатаных товарных и передельных труб с повышенным ресурсом эксплуатации, для добычи газа и газового конденсата в сероводородсодержащих средах, его транспортировки и труб для хозяйственных нужд
Способ изготовления прямошовных труб большого диаметра
Способ производства бесшовных горячедеформированных механически обработанных труб размером 610×36,53×3200-3550 мм из стали марки 08х18н10т-ш для объектов атомной энергетики
Способ переточки дорнов пилигримовых станов, используемых для производства горячекатаных труб диаметром 273-550 мм, и выполненных из стали марки 25х2м1ф с исходной толщиной слоя сорбита на поверхности 40-50 мм.
Валок пилигримового стана для прокатки труб размером 508×10-16 мм

