Результат интеллектуальной деятельности: ЛИНИЯ ПАКЕТИРОВАНИЯ ТРУБ
Вид РИД
Изобретение
Изобретение относится к области трубопрокатного и трубосварочного производства, а точнее к линии пакетирования труб, и может быть использовано при производстве открытых и закрытых гнутых профилей.
Известно устройство для пакетирования длинномерного проката, см. патент РФ №2413670, кл. B65G 57/18, заявл. 01.12.2009., опубл. 10.03.2011 г.
Это устройство содержит рольганг с регулируемым упором, транспортер, закрепленные на портале приемное средство для накопления ряда проката, подъемное средство с электромагнитами и центрователи, а также карманы и транспортное средство с приводом. Приемное средство для накопления ряда проката, подъемное средство с электромагнитами и центрователи расположены в вертикальной плоскости над карманами в зоне загрузки симметрично оси карманов. Приемное средство для накопления ряда проката выполнено в виде крюкообразных рычагов и закреплено на портале с возможностью поворота от привода. Транспортное средство выполнено в виде двух параллельно расположенных групп тележек со смещением в осевом направлении и приводом от реечных передач. Карманы установлены на каждой тележке с возможностью поворота. Устройство не содержит кармана для бракованных труб.
Недостатком известного устройства являются узкие технологические возможности, так как оно может быть использовано только в отдельно стоящем участке пакетирования. Оно не может быть использовано в составе непрерывного трубосварочного или трубопрокатного агрегатов со скоростью сварки (прокатки) 90÷120 м/мин и минимальной длине трубы 6 метров. Цикл поступления труб длиной 6 метров составляет 3÷4 сек. В известном устройстве после набора ряда проката осуществляется множество технологических операций, связанных с включением магнитов для подъема набранного ряда труб над приемным устройством, опускание набранного ряда труб в карман, подъем электромагнитов после их выключения, которые занимают значительное время, не менее 7 секунд, что позволяет принять следующую трубу только через 7 секунд.
Следующий недостаток заключается в конструктивной сложности устройства, высокой металлоемкости и трудоемкости изготовления, и, как следствие, высокой стоимости изготовления и эксплуатации.
Недостатком известного устройства является остаточный магнетизм упакованных труб, для снятия которого потребуется дополнительное оборудование и производственная площадь.
Из известных наиболее близкой по технической сущности является линия пакетирования труб, описанная в патенте РФ №2004988, кл. B21B 39/00, B65G 47/54, заявл. 15.06.92 г., опубл. 30.12.93 г.
Эта линия пакетирования труб содержит транспортное средство с задержниками, раму со стойками, расположенные на раме карманы для бракованных труб, устройство для приема труб и устройство для накопления и опускания рядов труб.
Транспортное средство выполнено в виде подающего рольганга с косорасположенными роликами. На раме закреплены Г-образные стойки, в которые вмонтированы фиксаторы для труб. Устройство для приема труб выполнено в виде реечной передачи с кронштейнами, имеющими возможность поворота и подъема от собственного привода. Устройство для накопления и опускания рядов труб в карманы выполнено в виде винтового механизма с консольным кронштейном. Набор труб осуществляется в карманы с опускающимся дном и откидывающейся стенкой, а обвязка труб набранного пакета осуществляется на другой позиции в передвижных в горизонтальной плоскости карманах с откидывающейся стенкой.
Недостаток известной конструкции линии пакетирования труб заключается в том, что она имеет большие габариты и металлоемкость. Так, например, ширина линии ТЭСА 10-40 составляет 6 метров и металлоемкость 21 тонну.
Другим недостатком известной линии является то, что она имеет множество различных механизмов, что усложняет ее конструкцию и увеличивает металлоемкость и трудоемкость ее изготовления. При сохранении высокой производительности большое количество механизмов снижает надежность всей линии.
Следующим недостатком этой линии пакетирования является высокая стоимость изготовления и эксплуатации.
Задача настоящего изобретения состоит в создании линии пакетирования труб, позволяющей сократить состав оборудования, повысить надежность работы, уменьшить габариты, металлоемкость, трудоемкость и стоимость изготовления и эксплуатации при сохранении высокого уровня производительности.
Поставленная задача достигается тем, что в линии пакетирования труб, содержащей транспортное средство с задержниками, раму со стойками, расположенные на раме карманы для бракованных труб, устройство для приема труб и устройство для накопления и опускания рядов труб, согласно изобретению, транспортное средство выполнено в виде приводной ускорительной клети и смонтированных на стойках посредством поворотных рычагов, тяг и приводной рычажной трансмиссии холостых поворотных роликов с четырьмя положениями их оси вращения, устройство для приема труб выполнено в виде размещенных в цилиндрических направляющих реечных передач, на концах реек которых закреплены втулки скольжения и гибкие пружинные полосы, а устройство для накопления и опускания рядов труб выполнено в виде установленных в цилиндрических направляющих винтовых передач, на концах винтов которых закреплены втулки скольжения и опускающиеся кронштейны, при этом устройство для приема труб и устройство для накопления и опускания рядов труб установлены по обе стороны от стоек в цилиндрических направляющих, объединенных в нижней части разъемным корпусом.
Карманы для бракованных труб установлены в стойках рамы под холостыми поворотными роликами.
Устройство для приема труб и устройство для накопления и опускания рядов труб расположены перпендикулярно плоскости скатывания труб.
На цилиндрических направляющих устройства для приема труб закреплены радиусные роликовые проводки для направления и изгиба гибких пружинных полос.
Такое конструктивное выполнение линии пакетирования труб позволяет сократить состав оборудования, повысить надежность работы, уменьшить габариты, металлоемкость, трудоемкость и стоимость изготовления и эксплуатации при сохранении высокого уровня производительности.
Это достигается благодаря тому, что подаваемые ускорительной клетью трубы в зависимости от положения холостых поворотных роликов направляются: бракованные - в расположенные внизу карманы, годные - вправо или влево от оси линии для пакетирования в квадратные пакеты.
Поступление бракованных труб свободным падением в карманы, а годных труб за счет перекатывания цилиндрических или скольжения профильных по наклонным под углом не менее 25° к горизонту в сторону сбора в квадратные пакеты максимально сокращают габариты, металлоемкость и трудоемкость изготовления этой части технологического оборудования.
Устройство приема труб, размещенное в наклонных под углом к горизонту цилиндрических направляющих роликовых проводках и выполненное в виде объединенных приводной трансмиссией реечных передач с жестко закрепленными на концах реек втулками скольжения и гибких пружинных полос вместе с устройством для накопления и опускания рядов, размещенных в цилиндрических направляющих единых с устройством приема сварных стоек и выполненных в виде объединенных приводной трансмиссией винтовых передач с втулками скольжения и опускающимися кронштейнами для рядов труб дают возможность разместить рейки и винты в одной плоскости, создать более массивную конструкцию для восприятия ударной нагрузки от скатывающихся труб, а также осуществлять набор, обвязку и подъем в верхнее положение набранного квадратного пакета труб, исключив, таким образом, габаритные, металлоемкие и трудоемкие в изготовлении как стационарные, так и передвижные карманы вместе с механизмами в известных технических решениях.
Задержники используются для накопления 2÷3 труб только в процессе выполнения технологических операций - опускание набранного ряда труб и выдвижения на верхние части гибких пружинных полос. Это дает возможность обеспечивать темп поступления труб, равный 3 секундам.
Конструктивное размещение трансмиссий винтовых, реечных передач и рычажных трансмиссий поворотных роликов и задержников ниже предусмотренных перекрытий улучшает условия обслуживания оборудования с соблюдением требований техники безопасности.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
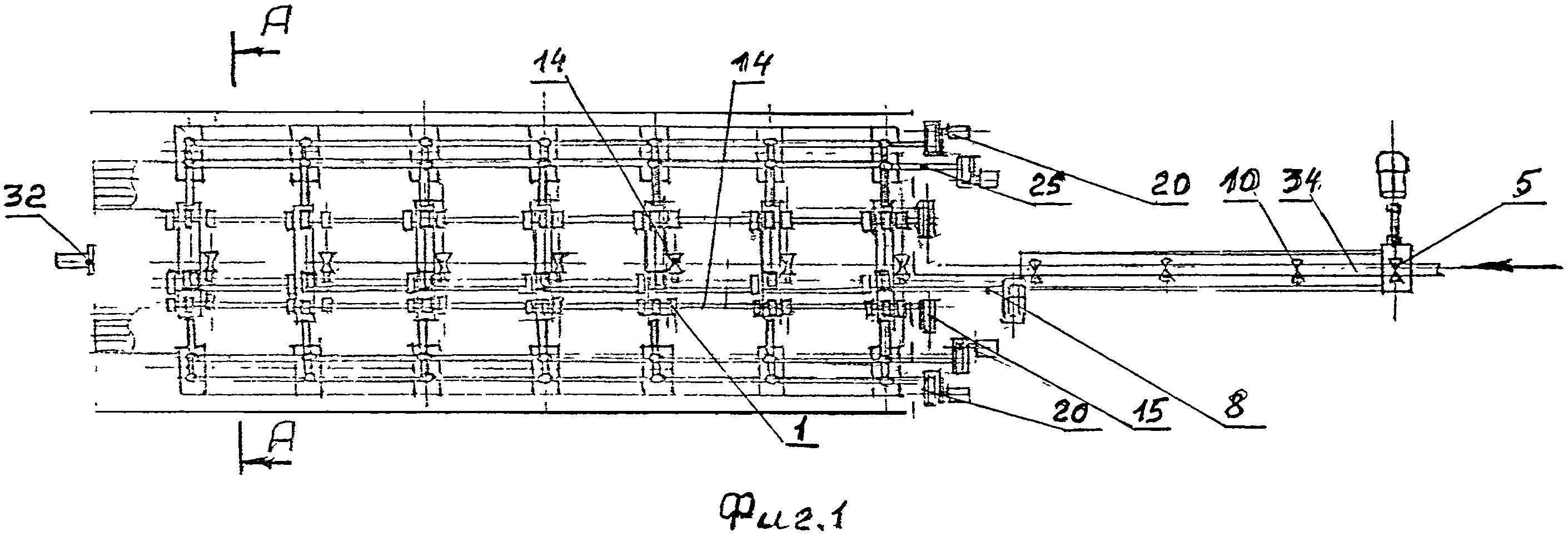
на фиг.1 изображена линия пакетирования труб в плане;
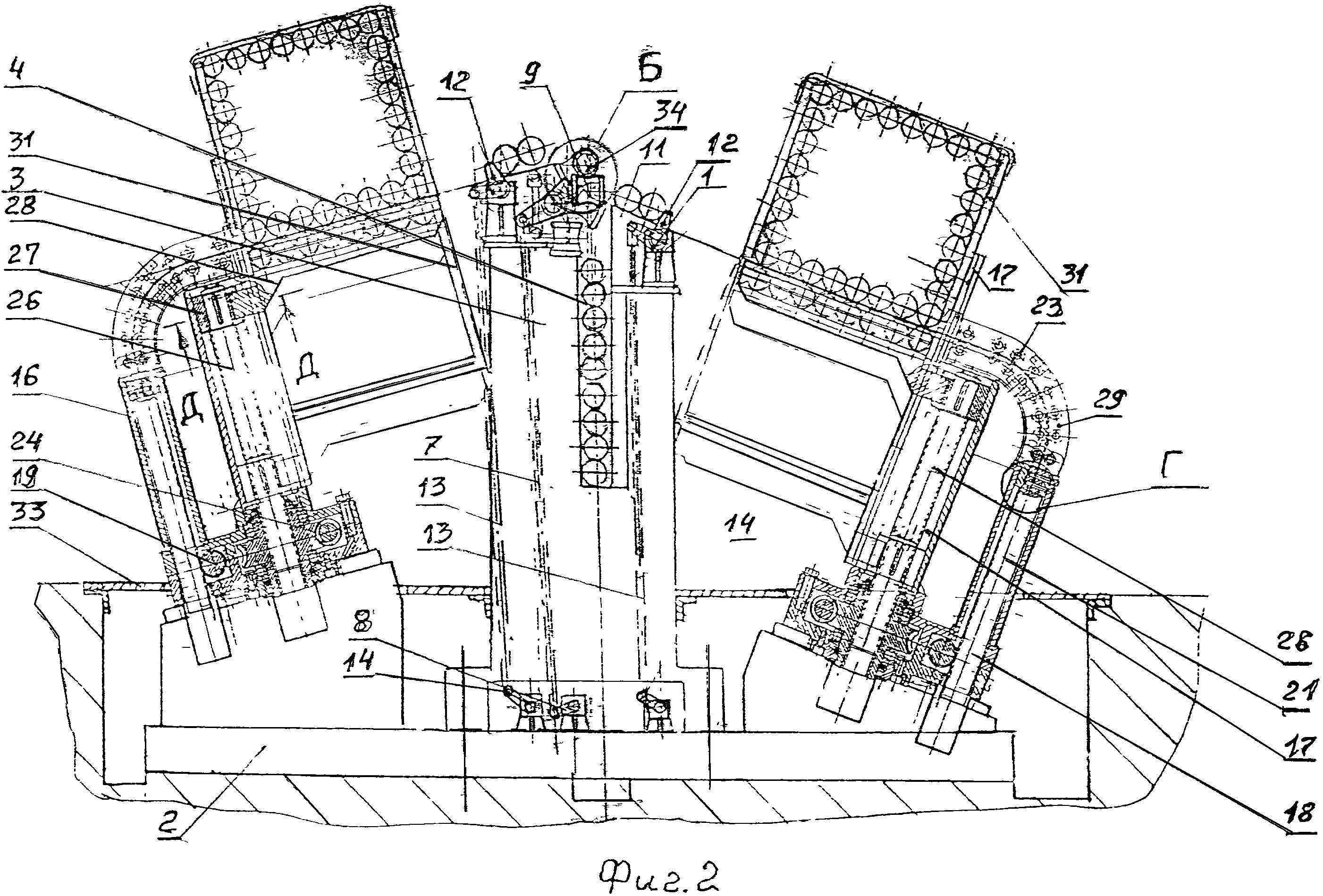
на фиг.2 - разрез А-А на фиг.1;
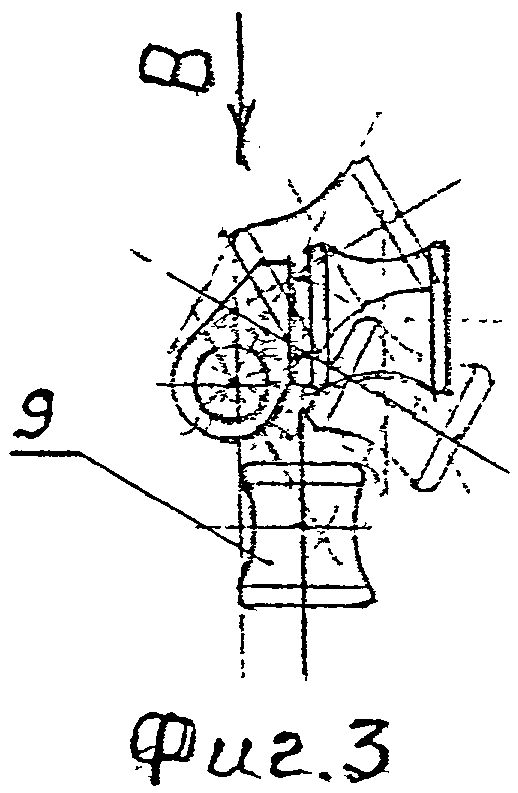
на фиг.3 - место Б на фиг.2;
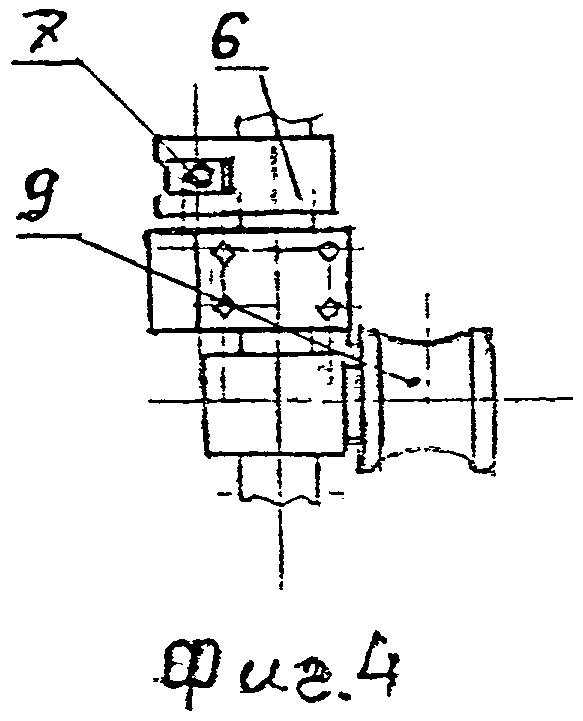
на фиг.4 - вид В на фиг.3;
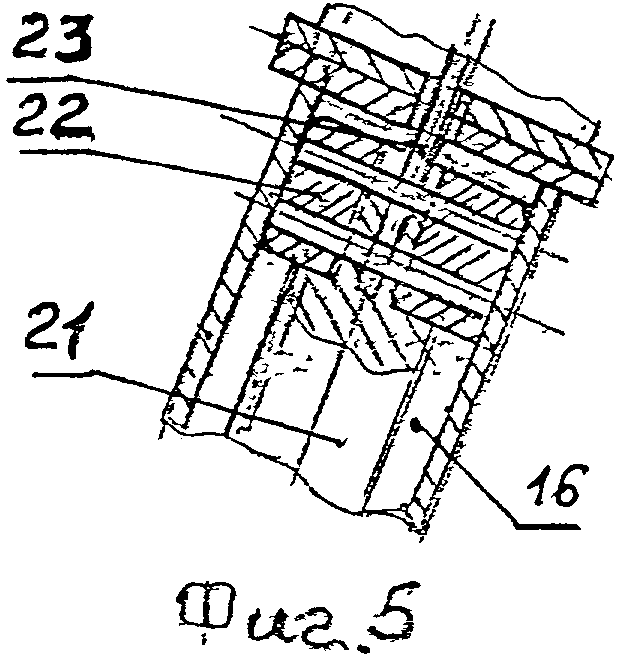
на фиг.5 - место Г на фиг.2;
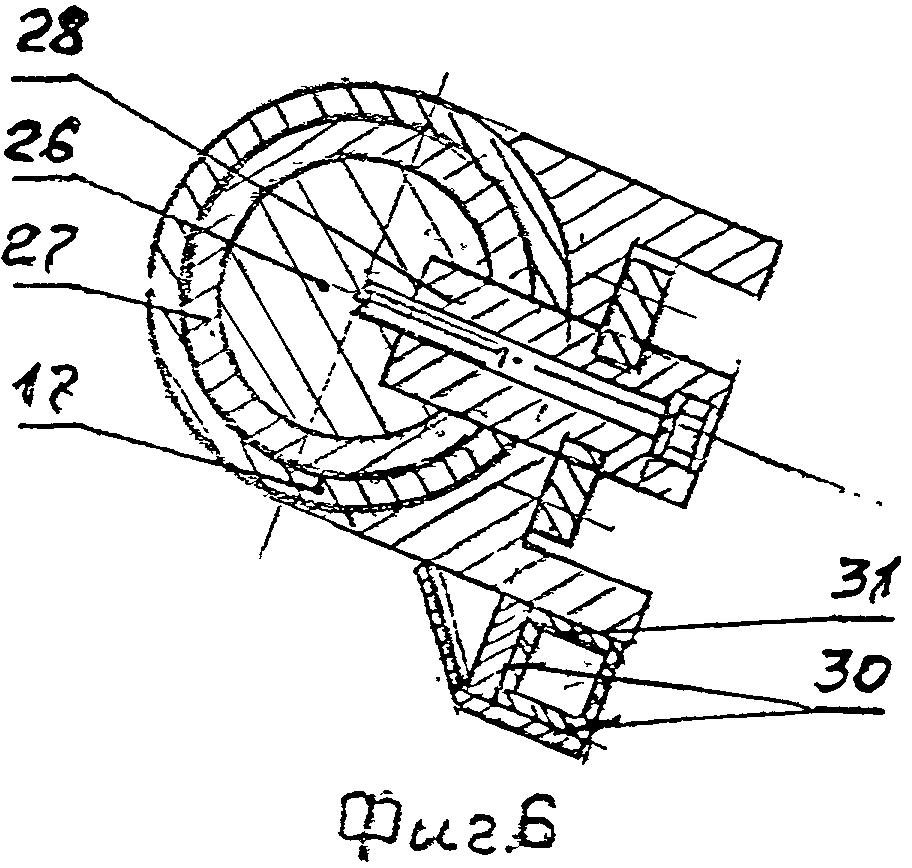
на фиг.6 - разрез Д-Д на фиг.2;
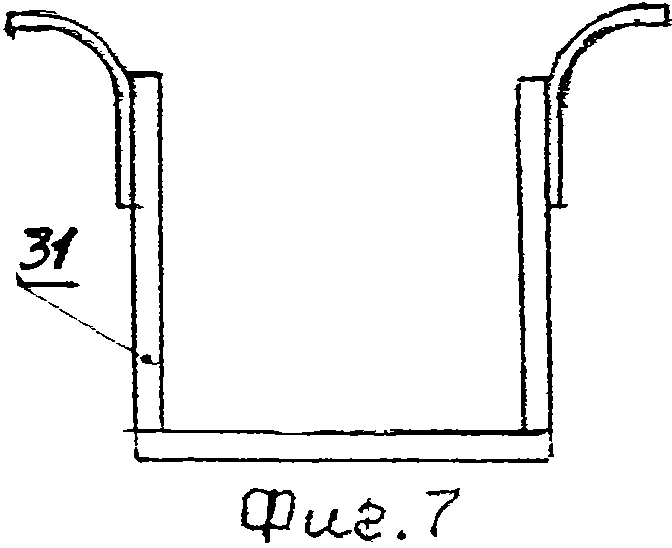
на фиг.7 - изображена сварная из отходов профильных труб и полос упаковочная рамка.
Линия пакетирования труб содержит транспортное средство с задержниками 1, раму 2 со стойками 3, расположенные на раме 2 карманы 4 для бракованных труб, устройство для приема труб и устройство для накопления и опускания рядов труб. Транспортное средство выполнено в виде приводной ускорительной клети 5 и смонтированных на стойках 3 посредством поворотных рычагов 6, тяг 7 и приводной рычажной трансмиссии 8 холостых поворотных роликов 9 с четырьмя положениями. Линия содержит промежуточный холостой рольганг 10, наклонные для скатывания и скольжения труб кронштейны 11 и задержники 1 с рычагами 12, тягами 13, трансмиссией 14 с пневмо- или гидроприводом 15. Устройство для приема труб и устройство для накопления и опускания рядов труб установлены по обе стороны от стоек 3 в предусмотренных цилиндрических направляющих 16, 17, объединенных в нижней части разъемным корпусом 18. Устройство для приема труб выполнено в виде размещенных в цилиндрических направляющих 16 реечных передач 19 с приводной трансмиссией 20. На концах реек 21 закреплены втулки 22 скольжения и гибкие пружинные полосы 23. Устройство для накопления и опускания рядов труб выполнено в виде установленных в цилиндрических направляющих 17 винтовых передач 24 с приводной трансмиссией 25. На концах винтов 26 закреплены втулки скольжения 27 и опускающиеся кронштейны 28. На цилиндрических направляющих 16 устройства для приема труб закреплены радиусные роликовые проводки 29 для направления и изгиба гибких пружинных полос 23. Устройство для приема труб и устройство для накопления и опускания рядов труб расположены перпендикулярно плоскости скатывания труб. Карманы 4 для бракованных труб установлены в стойках 3 под холостыми поворотными роликами 9. В стойках 3 и цилиндрических направляющих 16 выполнены прямоугольные углубления 30 для размещения упаковочных рамок 31. Для остановки труб линия оснащена упором 32. Трансмиссии 8, 14, 20, 25 размещены ниже перекрытия 33.
Линия пакетирования труб работает следующим образом.
В исходном положении рычаги задержников 1 опущены, кронштейны 28 подняты в верхнее исходное положение, а гибкая пружинная полоса 23 лежит на кронштейне 28. Устанавливаются упаковочные рамки 31.
После порезки в отрезном устройстве (не показано) годная сварная труба 34 ускорительной клетью 5 со скоростью в 1,5 раза большей скорости сварки транспортируется по установленным под углом холостым роликам 9 до упора 32, останавливается и далее по кронштейнам 11 и гибким пружинным полосам 23, лежащим на кронштейнах 28, скатывается до упора в боковые торцы цилиндрических направляющих 17.
Далее по программе осуществляется набор первого ряда труб. После набора рычаги 12 задержника 1 поднимаются, с помощью винтовых передач 24 набранный ряд труб 34 опускается на размер сварной трубы по высоте (равный диаметру для цилиндрической трубы и высоте профильной). Включается приводная трансмиссия 20 и реечная передача 19 по радиусным роликовым проводкам 29 полностью выдвигают из-под труб 34 гибкие пружинные полосы 23, которые под собственным весом опускаются сверху на набранный ряд труб. После этого рычаги 12 задержника 1 опускаются и накопившиеся перед этим 2-3 трубы по полосам 23 скатываются до упора в боковые торцы цилиндрических направляющих 17. Осуществляется набор второго ряда труб. Далее аналогично второму ряду труб набирается весь пакет труб. Набранный пакет труб обвязывается с использованием упаковочных рамок 31 и ручной обвязочной машины (не показана). Обвязанный пакет труб поднимается в верхнее положение и электромостовым краном транспортируется на склад готовой продукции. В процессе упаковки для выполнения требований техники безопасности рычаги 12 задержника 1 находятся в верхнем положении. После поступления последней трубы набранного пакета ролики 9 поднимаются до горизонтального положения их оси. После остановки первой трубы следующего пакета упором 32 ролики 9 наклоняются влево по ходу движения труб. Далее аналогично набранному и упакованному справа пакету труб осуществляется набор пакета труб слева. Бракованные трубы при опущенных роликах 9 направляются в размещенные внизу стоек 3 карманы 4.
Предложенная линия пакетирования труб по сравнению с известными позволяет сократить состав оборудования, повысить надежность работы, уменьшить габариты, металлоемкость, трудоемкость и стоимость изготовления и эксплуатации при сохранении высокого уровня производительности.
Устройство для поперечного перемещения реек зубчато-реечного привода валков рабочей клети стана холодной прокатки труб
Сварочная клеть для сборки и сварки труб конечной длины
Задний стол трубопрокатного стана
Стан холодной прокатки труб
Трехвалковая клеть стана холодной прокатки труб
Рабочая клеть стана холодной прокатки труб
Многоклетевой стан продольной прокатки
Стан холодной прокатки труб
Многоклетевой стан продольной прокатки

