Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ УПЛОТНЕНИЙ
Вид РИД
Изобретение
Изобретение относится к области изготовления уплотнений, может быть использовано для производства многослойных уплотнений из эластомерных материалов методом литья и применяться в машиностроении для вращающихся валов.
Известен способ изготовления изделий из эластомера с наполнителем, используемый для изготовления уплотнительных манжет (см. П. Райт, А. Камминг. «Полиуретановые эластомеры». Л.: «Химия», 1973, с. 108, 109, 140). Способ включает подготовку смеси, состоящей из компонентов эластомера и наполнителя, перемешивание смеси с последующей заливкой ее в форму для изделия. Данный способ позволяет изготавливать изделия, например уплотнительные манжеты, с заданными физико-техническими свойствами, равномерно распределенными по всему сечению манжеты.
Недостатками данного способа являются:
- невозможность изготовления уплотнительных манжет с неравномерно распределенными по ее сечению физико-механическими свойствами, исходя из потребности для заданных условий эксплуатации;
- присутствие в смеси компонентов наполнителя, состоящего из микрочастиц, которые могут нарушить структуру эластомерного материала.
Известен способ изготовления уплотнительной манжеты из эластомера с наполнителем, включающий подготовку смеси, заливку ее в форму с последующим термостатированием (RU, патент №2247026, МПК F16J 15/32, 27.02.2005 г.) Способ позволяет изготавливать уплотнительные манжеты с заданным распределением по сечению физико-механических свойств изделия.
Недостатком данного способа является присутствие в смеси компонентов наполнителя, состоящего из микрочастиц, а любые инородные вкрапления могут нарушить структуру эластомерного материала.
Известен способ изготовления уплотнительной манжеты из эластомера с наполнителем двух видов, включающий подготовку двух смесей, заливку первой смеси с наночастицами в базовую часть формы, термостатирование в течение 1-3 часов, заливку верхней части формы второй смесью с последующим термостатированием (RU, патент №2409783, МПК F16J 15/32, 20.01.2006 г.).
Недостатками данного способа являются:
- присутствие в изделии смеси компонентов наполнителя, состоящих из микрочастиц, которые могут нарушить структуру эластомерного материала;
- проведение термостатирования после обоих этапов значительно увеличивает время изготовления манжеты.
Техническим результатом изобретения является разработка способа изготовления многослойных уплотнений вращающихся валов методом литья из эластомерных материалов, не содержащих микрочастицы, способные нарушить структуру эластомерного материала, например полиуретанов, разной твердости, позволяющих обеспечить высокие уплотнительные свойства и возможность позиционирования уплотнения на вращающемся валу, а также сокращение времени изготовления уплотнения за счет проведения термостатирования только после второго этапа изготовления уплотнения.
Указанный технический результат достигается тем, что в способе изготовления многослойных уплотнений вращающихся валов из эластомерных материалов, включающем заливку эластомерных материалов в литьевую форму, осуществляемую в два этапа, с последующим термостатированием, сначала в базовую часть литьевой формы заливают эластомерный материал мягкой структуры для формирования первого слоя уплотнения с мягкой рабочей кромкой, а в дополнительную часть, состоящую из двух колец, заливают эластомерный материал твердой структуры для формирования второго слоя уплотнения с твердой рабочей кромкой, причем заливку эластомерного материала твердой структуры производят до наступления окончательной полимеризации эластомерного материала мягкой структуры, что позволит обеспечить наилучшую диффузионную адгезию между слоями уплотнения.
На фиг. 1 показан первый этап способа изготовления многослойного уплотнения.
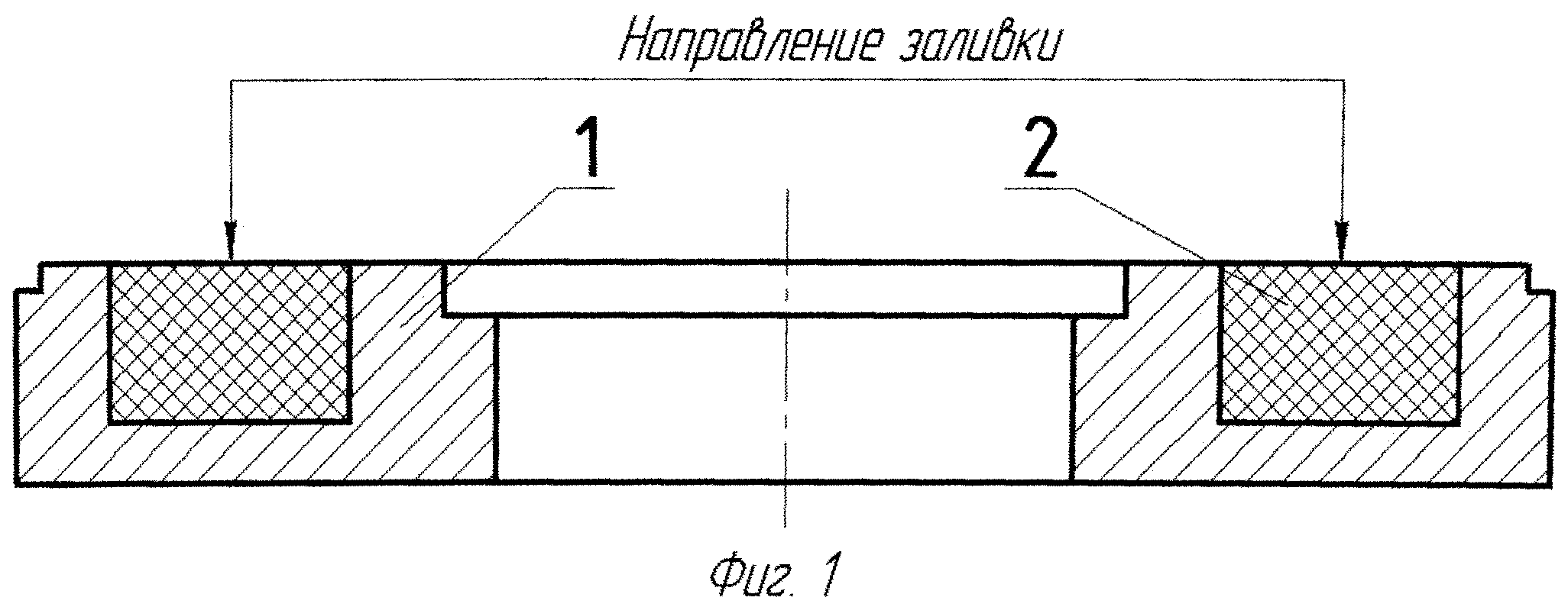
На фиг. 2 показан второй этап способа изготовления многослойного уплотнения.
На первом этапе в базовую часть 1 литьевой формы (см. фиг. 1) заливают эластомерный материал 2, например полиуретан, мягкой структуры для формирования первого слоя уплотнения с мягкой рабочей кромкой.
На втором этапе (фиг. 2) на базовую часть 1 литьевой формы устанавливают дополнительную часть литьевой формы, состоящую из колец 3 и 4, и осуществляют заливку в нее эластомерного материала 5, например полиуретана, твердой структуры для формирования второго слоя уплотнения с твердой рабочей кромкой. Так как заливку второго слоя уплотнения осуществляют до наступления полимеризации эластомерного материала первого слоя, в зоне 6 происходит диффузионная адгезия между слоями.
Изготовление многослойных уплотнений вращающихся валов выполняется следующим образом. На первом этапе в базовую часть 1 литьевой формы равномерно заливают эластомерный материал 2, например полиуретан, мягкой структуры для формирования первого слоя уплотнения с мягкой рабочей кромкой, обеспечивающей возможность эффективного уплотнения вращающихся валов. На втором этапе изготовления уплотнения на базовую часть 1 литьевой формы устанавливают дополнительную часть литьевой формы, состоящую из колец 3 и 4, в которую равномерно заливают эластомерный материал 5, например полиуретан, твердой структуры для формирования второго слоя уплотнения с твердой рабочей кромкой, имеющей повышенную износостойкость и обеспечивающую возможность позиционирования уплотнения на вращающемся валу. Заливку осуществляют до наступления полимеризации первого слоя эластомерного материала 2 мягкой структуры, что позволит обеспечить диффузионную адгезию между слоями, достаточную для надежного соединения слоев и, как следствие, эффективной работы уплотнения. Далее выполняют термостатирование уплотнения.
Способ изготовления многослойных уплотнений вращающихся валов из эластомерных материалов, включающий заливку эластомерных материалов в литьевую форму, осуществляемую в два этапа, с последующим термостатированием, отличающийся тем, что в базовую часть литьевой формы заливают эластомерный материал мягкой структуры для формирования первого слоя уплотнения с мягкой рабочей кромкой, а в дополнительную часть, состоящую из двух колец, заливают эластомерный материал твердой структуры для формирования второго слоя уплотнения с твердой рабочей кромкой, причем заливку эластомерного материала твердой структуры производят до наступления окончательной полимеризации эластомерного материала мягкой структуры для наилучшей диффузионной адгезии между слоями уплотнения.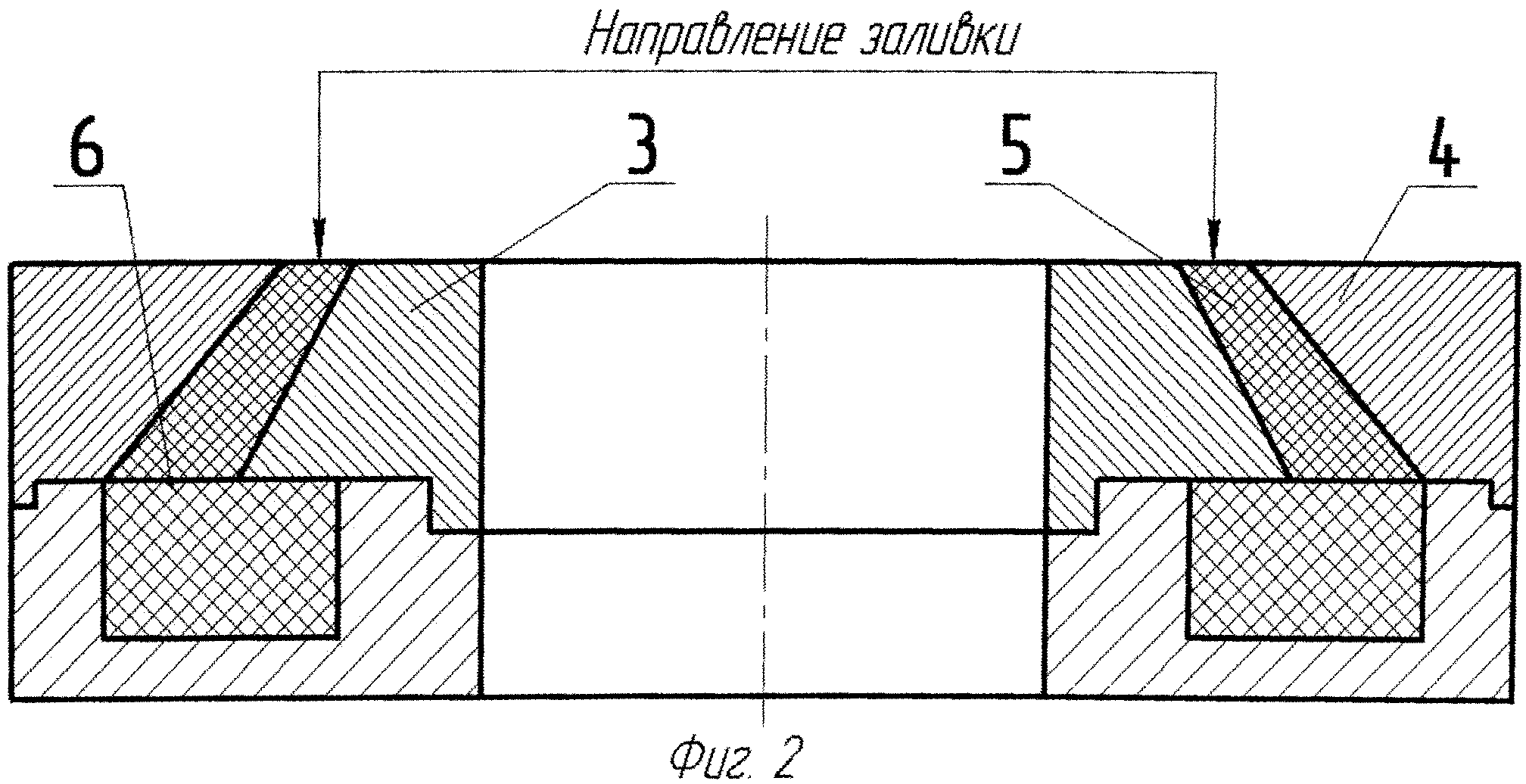
Способ и устройство управления асинхронным двигателем
Устройство продольной связи тележки с кузовом локомотива
Способ регулирования электрической тяговой передачи маневрового тепловоза
Транспортное средство на комбинированном ходу
Устройство и способ управления положением колесных пар тележки грузового вагона в железнодорожном пути
Подрельсовая прокладка

