Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕВЫХ КОЛЕЦ
Вид РИД
Изобретение
Изобретение касается способа изготовления поршневых колец, в частности компрессионных поршневых колец.
Как правило, поршневые кольца изготавливаются таким образом, чтобы в зоне их внешней боковой поверхности обработка выполнялась по цилиндрической поверхности. В заключение, например посредством наружного обтачивания, выполняется изготовление требуемого контура, так называемого контура рабочей поверхности. На такой предварительно заданный нецилиндрический контур рабочей поверхности затем наносится износостойкое покрытие, например хромовое покрытие, которое оседает на изготовленном контуре и повторяет его форму. Окончательную форму рабочей поверхности придают, например, с помощью круглой доводки. Для того чтобы выполнить эту технологическую операцию за определенное время и изготовить изделие правильной бочкообразной формы, необходимо, чтобы контур рабочей поверхности очень близко повторял изготавливаемый контур.
Технологическая операция наружного обтачивания для изготовления требуемого контура внешней боковой поверхности требует больших затрат времени и средств.
В публикации DE 3144335 С2 представлен способ изготовления деталей с симметричной формой вращения, в которых предусмотрено износостойкое покрытие, в частности поршневых колец, согласно которому заготовки пакетируются и зажимаются по центру на стержне, внешняя поверхность которых затем покрывается износостойким покрытием, и в заключение пакет вновь разделяется на отдельные детали. Перед нанесением покрытия пакетированные детали проверяются в осевом направлении, причем для каждой касательной плоскости отдельной детали устанавливается осевое положение, которое записывается в памяти запоминающего устройства, и после нанесения на заготовку покрытия эти данные передаются на один или несколько обрабатывающих инструментов для определения касательных плоскостей.
Из публикации DE 19809659 С1 известен способ изготовления поршневых колец, в частности для двигателей внутреннего сгорания, посредством отрезки отдельных колец из некруглых втулок из металлических заготовок. Эти втулки изготавливаются с помощью термического шприцевания материала для шприцевания на наружную поверхность стержня, служащего в качестве формирующего тела, причем стержень на поверхности имеет маркировку, которая определяется по удару, и на поверхность оболочки втулки наносится покрытие, которое используется как слой смазки, благоприятствующий скольжению, и в заключение поршневые кольца отрезаются и выбиваются из втулки.
В основу изобретения положена задача предложить более простой способ для изготовления поршневых колец, в частности компрессионных поршневых колец, который, в отличие от использующегося до настоящего времени способа, является более оптимальным и требует меньших затрат.
Кроме того, задачей изобретения является создание поршневого кольца, изготовленного этим способом, которое имеет оптимальное покрытие в зоне рабочей поверхности.
Задача решается посредством того, что несколько поршневых колец, в частности компрессионных поршневых колец, соединяются в пакет, и в зоне их внешней боковой поверхности выполняется их обработка по цилиндрической поверхности, затем в пределах всего пакета наносится износостойкое покрытие с постоянной толщиной слоя, и в заключение это покрытие таким образом обрабатывается, что образуется рабочая поверхность, которая имеет одну зону с максимальной и по меньшей мере одну зону с минимальной толщиной слоя.
Преимущественные осуществления предложенного в изобретении способа указаны в соответствующих зависимых пунктах формулы изобретения.
Эта задача решается также посредством одного поршневого кольца, в частности компрессионного поршневого кольца, изготовленного в соответствии с предложенным в изобретении способом, содержащим одно основное тело с цилиндрической внешней объемной поверхностью, на которую наносится износостойкое покрытие, причем исключительно это покрытие имеет контур, повторяющий контур рабочей поверхности.
Преимущественные формулы осуществления предложенного в изобретении поршневого кольца представлены в соответствующих зависимых пунктах формулы изобретения.
Посредством предложенного в изобретении способа можно отказаться от технологической операции наружного обтачивания контура, причем, в отличие от используемого в настоящее время способа, этот способ позволяет сэкономить время и, соответственно, требует меньших затрат. Преимущественно, поршневые кольца, в частности компрессионные поршневые кольца, совместно соединяются в пакет, например, на стержне, так чтобы этот пакет мог затем обрабатываться по цилиндрической поверхности в зоне его внешней боковой поверхности, образующей рабочую поверхность.
Как известно из общего уровня техники, внешняя боковая поверхность пакета может обрабатываться по цилиндрической поверхности с помощью профильной обточки.
В случае необходимости, обработанная таким образом внешняя боковая поверхность может подвергаться дополнительной шлифовке по цилиндрической поверхности. Даже в том случае, если эта дополнительная шлифовка не требуется, по сравнению с технологической операцией контурной обточки можно также получить экономию, обусловленную тем, что, как при гальваническом нанесении покрытия, так и при заключительной обработке объема, образуется мало отходов, в частности, при малых значениях толщины хромового покрытия.
Поскольку обработке подвергается меньшая площадь поверхности, принципиально можно гальванически хромировать гладкий цилиндр с меньшими затратами на электроэнергию, чем стержень, состоящий из колец, прошедших предварительную обработку профилированием. Таким образом, помимо меньшего расхода электроэнергии следует ожидать также лучшего распределения покрытия на внешних боковых поверхностях, обработанных по цилиндрической поверхности.
В заключение, для того чтобы получить окончательный контур рабочей поверхности, износостойкое покрытие с предварительно заданной толщиной обрабатывается, например, с помощью профильного шлифования.
В соответствии с другой формой осуществления изобретения, износостойкому покрытию придается бочкообразная форма, причем в опорной зоне, в которой рабочая поверхность впоследствии будет прилегать к сопряженной поверхности, толщина покрытия имеет максимальное значение, которое таким образом уменьшается по направлению по меньшей мере к одному краю рабочей поверхности поршневого кольца, что здесь толщина покрытия имеет минимальное значение.
В зависимости от применения, эта опорная зона может быть предусмотрена либо по середине, т.е. приблизительно на расстоянии, соответствующем половине высоты поршневого кольца по оси, либо в краевой зоне.
С помощью инструмента для профильного шлифования можно изготовить, соответственно, требуемый контур рабочей поверхности, не опасаясь, что материал поршневого кольца попадет в краевые зоны поршневого кольца.
Предмет изобретения показан на чертеже со ссылкой на пример выполнения и описывается ниже.
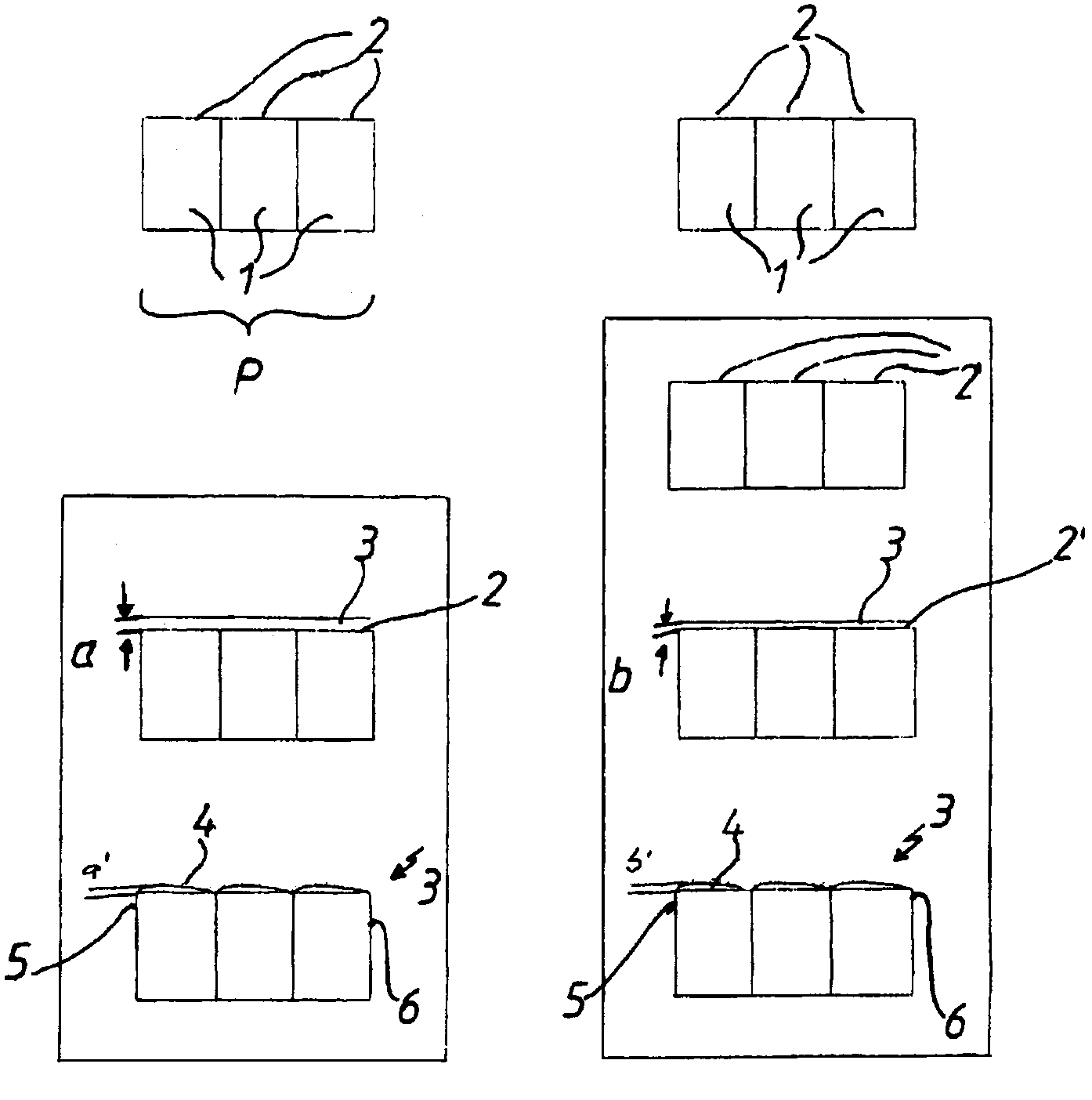
На чертеже показаны два примера для изготовления поршневых колец, в частности компрессионных поршневых колец. В обоих примерах основные тела 1, например из серого чугуна, соединяются в один большой пакет Р и подвергаются профильной обточке таким образом, что образуется внешняя цилиндрическая боковая поверхность 2.
В примере, изображенном слева, на цилиндрическую боковую поверхность 2 непосредственно наносится гальванически износостойкое хромовое покрытие 3 с заданной толщиной а. Теперь исключительно это покрытие 3 обрабатывается таким образом с помощью инструмента для профильного шлифования (не показан), что изготавливается бочкообразный контур 4, который в этом примере в краевой зоне рабочей поверхности 5 имеет максимальную толщину а′, в то время, как толщина покрытия в другой краевой зоне рабочей поверхности 6 предусмотрена минимальной.
В примере, изображенном справа, после цилиндрической профильной обточки выполняется дополнительная обработка, а именно шлифование цилиндрической поверхности, в результате которой, посредством дополнительного минимального съема материала, обработанная с помощью профильной обточки цилиндрическая поверхность 2 приобретает вид другой цилиндрической внешней поверхности 2′. Аналогично примеру, изображенному слева, теперь на указанную наружную боковую поверхность 2′ наносится гальваническим методом износостойкое хромовое покрытие 3, которое, в отличие от примера, изображенного слева, имеет меньшую толщину b. Аналогично примеру, изображенному слева, исключительно это покрытие 3 таким образом обрабатывается с помощью соответствующего инструмента для профильного шлифования (не показан), что образуется бочкообразный контур 4. Так же, как показано на примере, изображенном слева, толщина покрытия b′ в левой краевой зоне рабочей поверхности 5 выполнена большей, чем в правой краевой зоне рабочей поверхности 6.
Для того чтобы обеспечить минимальное износостойкое покрытие также в краевой зоне 6, следует при расчете гальванически наносимого покрытия a, b задать его толщину, чтобы впоследствии при профильном шлифовании это покрытие 3 в краевой зоне 6 невозможно было сошлифовать до основного материала основного тела 1. Минимальную толщину а′, b′ хромового покрытия 3 следует измерять в месте опоры, то есть в самой выпуклой точке. Теоретически минимальная толщина а′, b′ в этом месте рассчитывается при величине выпуклости и требуемой величине надежности в краевой зоне 6.
Способ изготовлелия поршневого кольца
Способ изготовления поршневого кольца
Способ изготовления поршневого кольца и компрессионное поршневое кольцо
Способ изготовления поршневого кольца и компрессионное поршневое кольцо
Поршневое кольцо
Способ изготовления поршневых колец
Маслосъемное кольцо
Поршневое кольцо, применение поршневого кольца и способ нанесения защитного покрытия для поршневого кольца
Способ и устройство для измерения непроницаемости просвета поршневых колец (варианты)
Поршневое кольцо
Способ изготовлелия поршневого кольца
Способ изготовления поршневого кольца
Способ изготовления поршневого кольца и компрессионное поршневое кольцо
Способ изготовления поршневого кольца и компрессионное поршневое кольцо
Поршневое кольцо
Способ изготовления поршневых колец
Маслосъемное кольцо
Поршневое кольцо, применение поршневого кольца и способ нанесения защитного покрытия для поршневого кольца
Способ и устройство для измерения непроницаемости просвета поршневых колец (варианты)
Поршневое кольцо

