Результат интеллектуальной деятельности: СПОСОБ ЗАЩИТЫ ЛОПАТОК ПАРОВЫХ ТУРБИН ОТ ПАРОКАПЕЛЬНОЙ ЭРОЗИИ
Вид РИД
Изобретение
Изобретение относится к энергетике, конкретнее к способам защиты лопаток паровых турбин от парокапельной эрозии.
Назначение лопаток турбин - превращение потенциальной энергии сжатого пара в механическую работу. В зависимости от условий работы в турбине длина ее рабочих лопаток может колебаться от нескольких десятков до полутора тысяч миллиметров. На роторе лопатки расположены ступенчато, с постепенным увеличением длины, и изменением формы поверхности. На каждой ступени лопатки одинаковой длины расположены радиально оси ротора. Это обусловлено зависимостью от таких параметров, как расход, объем и давление.
При равномерном расходе давление на входе в турбину максимальное, расход минимален. При прохождении рабочим телом через лопатки турбины совершается механическая работа, давление уменьшается, но увеличивается объем. Следовательно, увеличивается площадь поверхностей рабочей лопатки и, соответственно, ее размер.
Рабочие лопатки - наиболее напряженные и ответственные части проточной части турбины и самый дорогой ее элемент. Ресурс таких лопаток - 40-50 тыс. часов. Разрушение лопаточного аппарата турбины приводит к неблагоприятным последствиям для всего турбоагрегата в целом и вынужденному останову турбины.
В настоящее время накоплен значительный опыт применения различных технологий защиты деталей проточной части турбин от эрозии, все они основаны на конструкторско-технологических решениях.
Например, закалка токами высокой частоты (ТВЧ). Этот способ позволяет получить на кромке лопатки закаленный слой на длину не менее 1/3 от длины рабочей части пера. Характеризуется сложностью технологии, которая определяется высокими требованиями к конструкциям индукторов ТВЧ, а также специализированным сложным оборудованием. К недостаткам данной технологии можно отнести следующее: невозможность осуществления технологического процесса непосредственно на облопаченном роторе; большая вероятность образования трещин длиной до 0,5 мм в закалочных зонах металла лопаток; отсутствие технологического процесса высокого отпуска.
Напайка (припайка) стеллитовых пластин из кобальтового стеллита марки ВЗК. Является одним из основных способов для защиты входных кромок лопаток. Напайка осуществляется с помощью серебряного припоя ПСр-45. Этим способом обеспечивается защита наиболее повреждаемой части входной кромки лопаток (до 400 мм) на период 1015 лет. В ряде случаев на ТЭС применялся ремонт лопаток, при котором стеллитовые пластины напаивались в места отслоившихся. Однако этот прием ремонтной технологии не всегда себя оправдывал из-за перегрева лопатки, поскольку ухудшается аэродинамика профиля рабочих лопаток; ускоряется промыв металла за пластинами, в зоне резкого изменения профиля, имеющего вид почти ступеньки; закрепление стеллитовых пластин посредством серебряного припоя является ненадежным; происходит отрыв отдельных пластинок и повреждение ими трубок конденсатора; несовершенство технологии пайки стеллитовых пластинок к лопаткам приводит к образованию опасных подкалочных зон, способствующих образованию и развитию усталостных трещин, создающих аварийные ситуации; неподдающийся прогнозу процесс отрыва стеллитовых пластинок может ухудшать отстройку от резонанса отдельных лопаток, что, в свою очередь, может ускорить процесс повреждения и аварийного разрушения энергоблоков ТЭС.
Приварка (и/или наварка) пластин вместо поврежденной части лопатки. Способ рекомендован как без разлопачивания ротора при вскрытом цилиндре, так и с разлопачиванием на лопатках. Позволяет восстанавливать близкий к исходному профиль рабочих лопаток. Однако после приварки пластин необходима соответствующая термообработка. Ремонт рабочих лопаток осуществляется путем нанесения высоконикелевой аустенитной наплавки без послесварочной термической обработки с обязательной приваркой стеллитовых пластин из кобальтового стеллита марки ВЗК. Имеется информация об аварийных ситуациях, возникающих при разрушениях таких лопаток, т.к. наличие аустенитной наплавки неизбежно приводит к получению сварочного соединения с резкой химической, структурной и механической неоднородностью металла по зонам.
Ионная имплантация с формированием на поверхности покрытия. Покрытие наносится на лопатки в специальных камерах при использовании вакуумного оборудования. Обязательно разлопачивание ротора. Упрочнение достигается за счет формирования износостойкого коррозионностойкого однослойного покрытия из TiN или многослойного с возможным чередованием слоев (Ti+TiN), толщина которого не превышает 50 мкм. Способ предполагает использование дорогостоящего вакуумного оборудования. К недостаткам следует отнести: низкую производительность при формировании покрытия; высокую стоимость процесса формирования покрытия; разнотолщинность покрытия на лопатке, в зависимости от расположения катода по отношению к лопатке. В энергетике ионная имплантация с покрытиями на основе TiN отработана на рабочих лопатках последних ступеней из сталей 20Х13-Ш и 15Х11МФ-Ш, но широкого применения не получила.
Ближайшим аналогом к предлагаемому изобретению модели является способ защиты лопатки паровой турбины от парокапельной эрозии, содержащий нанесение на лопатку защитного покрытия, описанный в патенте РФ RU 2234556 С2, МПК С23С 14/06, опубликовано 20.08.2004.
Недостатком ближайшего аналога является недостаточная адгезионная связь напыляемого материала и материала подложки. При нанесении материала методом ΓΤΗ на поверхность лопатки, чрезвычайно трудно обеспечить равную толщину покрытия, вследствие нелинейной кривизны поверхности. Таким образом создаются предпосылки появления неравномерно распределенных остаточных напряжений в покрытии, что приводит к трещинообразованию и отслоению.
Задача, на которую направлено предлагаемое изобретение, заключается в том, чтобы увеличить эрозионную стойкость кромок лопаток паровых турбин в условиях ударно-капельного воздействия путем применения метода лазерной наплавки.
Желаемым техническим результатом является получение по всему профилю входной кромки лопатки, упрочненного слоя на длину не менее 1/3 от длины рабочей части пера, без ухудшения аэродинамических характеристик лопатки.
Желаемый технический результат достигается тем, что в способе защиты лопаток паровых турбин от парокапельной эрозии, содержащем нанесение методом лазерной наплавки на лопатку защитного покрытия на длину не менее 1/3 от длины рабочей части пера, лазерную головку перемещают со скоростью линейной интерполяции Vi не более 0.05 м/с, а мощность лазерного излучения составляет (800-1200 Вт).
Повышение мощности лазерного излучения при постоянных значениях остальных параметров приводит к увеличению ширины и высоты наплавленных валиков. При этом также наблюдается тенденция к возрастанию коэффициента перемешивания.
С увеличением скорости наплавки время облучения единицы поверхности, а следовательно, и удельная погонная энергия уменьшаются. Кроме того, уменьшается относительный расход порошка, ширина и высота наплавленных валиков. В этом случае имеется тенденция к возрастанию коэффициента перемешивания.
На рис. 1 изображена технологическая схема лазерной наплавки на лопатку паровой турбины, где
1 - лопатка паровой турбины;
2 - лазерная головка;
3 - направление рабочих ходов при наплавке;
а - дистанция наплавки;
δ - смещение наплавленных валиков;
Vi - скорость линейной интерполяции, м/с.
На рис. 2 изображена входная кромка паровой турбины с покрытием.
Пример
Данным методом поведена наплавка кромок лопаток паровых турбин на цилиндре низкого давления. Для проведения наплавки был использован диодный лазер, мощностью 2000 Вт. По данным эксплутанта турбины, ресурс лопаток, обработанных по данной технологии значительно возрос, по сравнению с традиционными методами защиты.
Способ защиты лопаток паровых турбин от парокапельной эрозии, включающий нанесение на лопатку защитного покрытия, отличающийся тем, что покрытие наносят на длину не менее 1/3 от длины рабочей части пера методом лазерной наплавки мощностью лазерного излучения (800-1200 Вт), а лазерную головку перемещают со скоростью линейной интерполяции не более 0,05 м/с.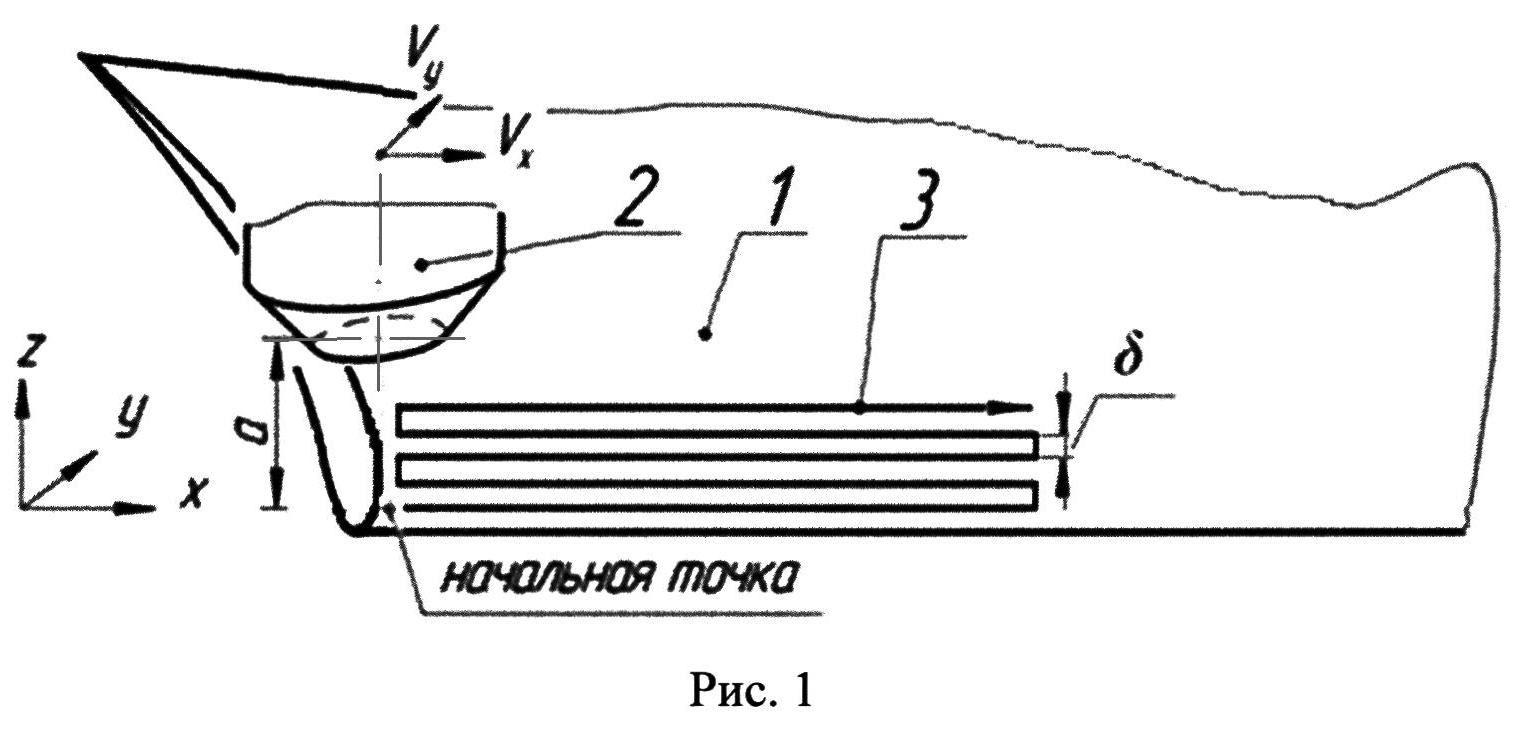

Дозатор-смеситель
Способ обработки ниппельной части резьбового соединения насосно-компрессорной трубы
Установка для газопламенного напыления наноструктурированного покрытия
Способ напыления
Пара трения радиального подшипника
Способ восстановления и упрочнения антивибрационных полок титановых лопаток компрессора гтд
Устройство для нанесения металлополимерного покрытия
Способ получения покрытия с низкой поверхностной энергией против биообрастания
Способ получения нескользящего покрытия
Способ получения нескользящего покрытия
Деталь и сборочная единица соплового аппарата турбины высокого давления

