Результат интеллектуальной деятельности: ШТАМП ДЛЯ ВЫТЯЖКИ, ФОРМОВКИ И ПРАВКИ ДЕТАЛИ С РЕБРАМИ ЖЕСТКОСТИ (ВАРИАНТЫ)
Вид РИД
Изобретение
Изобретение относится к листовой штамповке и может быть использовано в прессовых производствах для штамповки пространственных крупногабаритных деталей с ребрами жесткости разнообразных в поперечном сечении форм из листовых материалов (металлов и неметаллов), преимущественно для штамповки-вытяжки крупногабаритных кузовных деталей автомобилей и других транспортных средств.
Известен традиционный штамп для вытяжки детали без фланца, этот штамп содержит пуансон, закрепленный на внутреннем ползуне пресса, матрицу, закрепленную на нижней неподвижной плите штампа и прижим, закрепленный на наружном ползуне пресса (Романовский В.П. Справочник по холодной штамповке. - С.-Пб.: Машиностроение, 1979, с.441, рис.346).
Известен также штамп для вытяжки детали с фланцем, этот штамп также содержит пуансон, закрепленный на внутреннем ползуне пресса, матрицу, закрепленную на нижней неподвижной плите штампа, и прижим, закрепленный на наружном ползуне пресса (Нефедов А.П. Конструирование и изготовление штампов. М.: Машиностроение, 1973, с.64, рис.46).
Известен в качестве наиболее близкого аналога патент RU 2457058 С2, B21D 22/02, 20.12.2011, Ананченко И.Ю., Жарков В.А., Рябинин А.В., Ситник В.А., Открытое акционерное общество ′′АВТОВАЗ′′ (RU) ′′Штамп для вытяжки сложной крупногабаритной пространственной детали с прижимом краевой части половины листовой заготовки (Варианты)′′.
Общим недостатком этих известных штампов для вытяжки деталей как с ребрами жесткости, так и без ребер жесткости является равномерность зазора между рабочими поверхностями пуансона и матрицы. Этот зазор обеспечивается при проектировании пуансона и матрицы штампа и обработке резанием рабочих поверхностей пуансона и матрицы на станках с управлением режущим инструментом как от установленной на станке мастер-модели детали, которую будут штамповать этими пуансоном и матрицей, так и при помощи числового программного управления (ЧПУ).
Формовка каждого ребра жесткости на поверхности штампуемой детали в штампе для вытяжки осуществляется в конечный момент вытяжки выступающим ребром на пуансоне и соответствующей впадиной на матрице за счет местных растяжений по нормалям к внешнему контуру ребра в плане и за счет местных сжатий в окружных по отношению к нормалям направлениях участков заготовки, находящихся над или под ребром в плане, а также участков заготовки, прилегающих к ребру. Из-за превалирования растяжения над сжатием толщина этих участков заготовки, деформирующихся при формовке ребра жесткости, существенно уменьшается, между верхней и нижней поверхностями этих участков заготовки и рабочими поверхностями пуансона и матрицы появляется зазор, и, как следствие, в зазоре под действием сжимающих напряжений эти участки уменьшенной толщины теряют устойчивость с образованием нежелательных складок, а вслед за складкообразованием под действием растягивающих напряжений появляются трещины и разрушение материала заготовки на этих участках. Наибольшую опасность с точки зрения складкообразования и образования трещин представляют участки заготовки, прилегающие к концам ребер жесткости, где две длинные линии внешнего контура ребра жесткости резко изменяют свою кривизну и соединяются при помощи прямых и дуг окружностей небольшого радиуса.
На производстве складки и трещины на участках вытянутой детали уменьшенной толщины как на самом ребре жесткости, так и в зоне ребер жесткости приводят к снижению точности и браку детали, излишнему расходу материала, увеличению нормы расхода материала на одну деталь и себестоимости изготовления детали. Для устранения складкообразования и разрушения заготовки требуется останов автоматической линии штамповки и доработка штампа для вытяжки и всей технологии штамповки данной детали, что приводит к большим производственным издержкам.
Технической задачей изобретения является повышение точности полученной штамповкой сложной крупногабаритной пространственной детали за счет разработки штампа совмещенного действия для вытяжки, формовки и правки детали с плоскими, угловыми, полукруглыми и другими распространенными на практике ребрами жесткости с исключением появления складок и трещин на участках детали, прилегающих к ребру жесткости.
Техническая задача решается за счет того, что после вытяжки детали и формовки на ней ребер жесткости выступающими на пуансоне ребрами, в нижнем крайнем положении штампа напротив внешнего контура в плане каждого ребра на пуансоне, имеющего в поперечном сечении вид трапеции, треугольника или сегмента круга и предназначенного для формовки соответствующего ребра жесткости вытягиваемой детали, с целью правки детали, зазор между рабочими поверхностями пуансона и матрицы оптимизирован за счет напыленных выступов в зоне ребер на пуансоне и углублений под эти ребра на матрице и выполнен равным уменьшенной толщине прилегающих к ребру на пуансоне участков заготовки с учетом утонения этих участков заготовки в процессе формовки ребра жесткости.
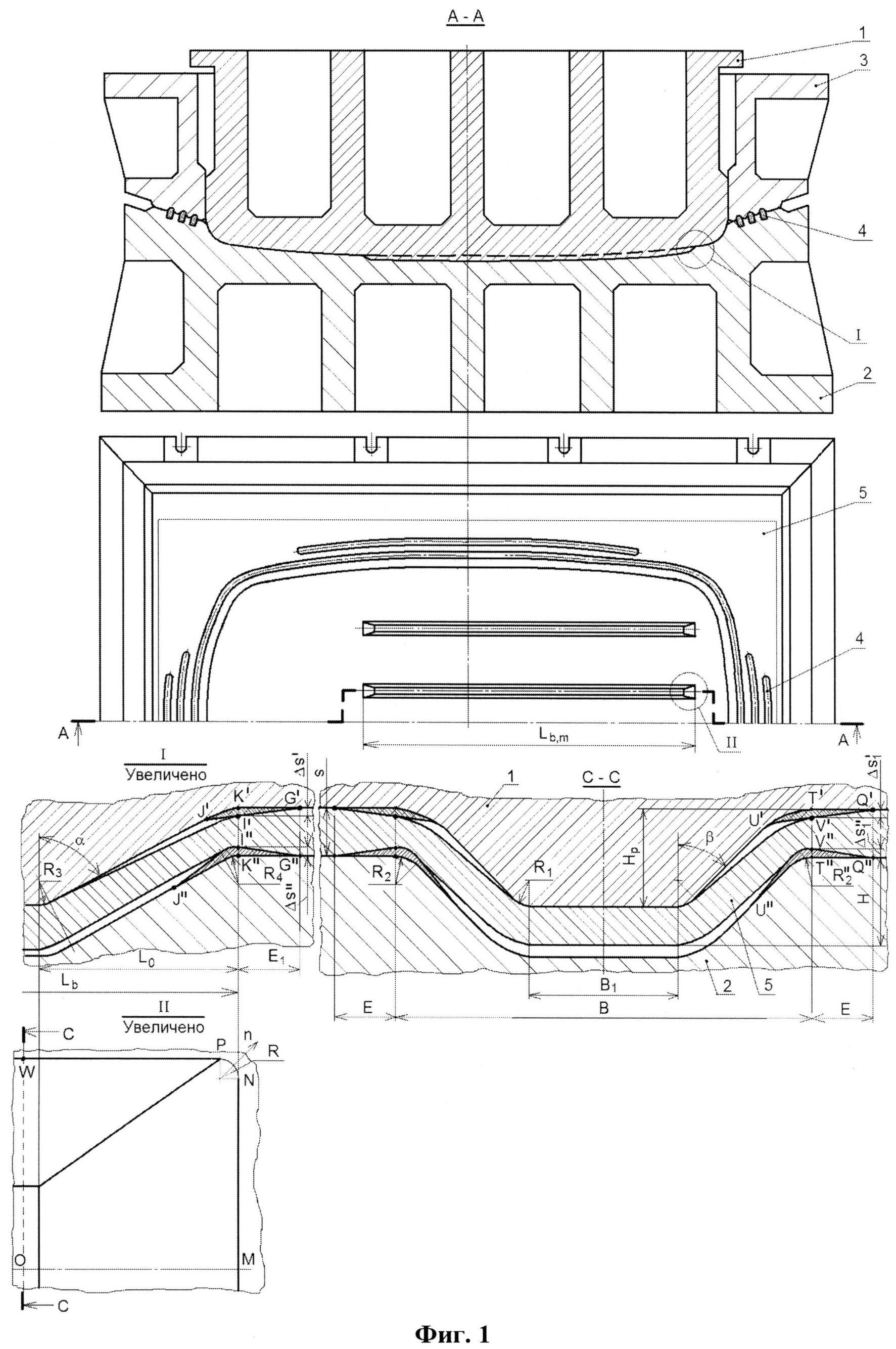
Сущность изобретения по варианту 1 штампа совмещенного действия для вытяжки и одновременной формовки плоских ребер жесткости, имеющих в поперечном сечении вид трапеции с прямолинейным выступающим основанием, характеризуется фиг. 1. На фиг. 1 вверху показано сечение А-А штампа для вытяжки и формовки детали в конечный момент штамповки детали типа панели крыши легкового автомобиля в нижнем крайнем положении наружного и внутреннего ползунов пресса и штампа. Из условия симметрии вытягиваемой детали и штампа на фиг. 1 показана лишь половина штампа как вида сверху на штамп без прижима и пуансона штампа, а также без вытянутой детали. Плоскостью симметрии крупногабаритных деталей типа наружных и внутренних панелей капота, крышки багажника, крыши и других может быть плоскость симметрии кузова легкового автомобиля, кабины грузового автомобиля и других машин и механизмов, которые собираются из таких деталей.
На фиг. 1 на виде сверху видны внешний и внутренний контуры углубления под каждое ребро жесткости с обозначением длины ребра Lbm; эти контуры соответствуют наружному и внутреннему контурам в плане каждого ребра жесткости на детали, вытянутой в данном штампе.
Штамп содержит пуансон 1 с выступающими за рабочую поверхность ребрами высотой НР для формовки на заготовке ребер жесткости высотой Н, матрицу 2 с перетяжными ребрами 4 и углублениями под ребра жесткости штампуемой детали и прижим 3 и работает следующим образом. Вырубленную из листового материала заготовку 5 укладывают на прижимную поверхность матрицы 2. При ходе наружного ползуна пресса вниз при помощи закрепленного на нем прижима 3 осуществляют формоизменение заготовки 5 перетяжными ребрами 4 и прижатие фланца заготовки по развертывающейся, по первому варианту, плоской прижимной поверхности матрицы 2. При ходе внутреннего ползуна пресса вниз закрепленный на этом ползуне пуансон 1 втягивает заготовку в рабочую полость матрицы 2.
В процессе вытяжки заготовка обтягивается по рабочей поверхности пуансона с выступающими ребрами для формовки на заготовке ребер жесткости детали. В конечный момент вытяжки выступающие за рабочую поверхность пуансона ребра входят в соответствующие углубления на матрице, и начинается процесс формовки на заготовке ребер жесткости детали. Формовка каждого ребра жесткости на поверхности штампуемой детали осуществляется за счет местных растяжений по нормалям ′′n′′ к контуру ребра на пуансоне в плане и за счет местных сжатий в окружных по отношению к нормалям направлениях участков заготовки, находящихся непосредственно под ребром на пуансоне в плане, а также участков заготовки в плане, прилегающих к ребру на пуансоне. Из-за превалирования растяжения над сжатием толщина этих участков заготовки под ребром на пуансоне и прилегающих к этому ребру существенно уменьшается, вследствие чего эти участки заготовки теряют устойчивость с образованием складок и трещин.
Наибольшую опасность с точки зрения складкообразования и образования трещин представляют участки заготовки, прилегающие к концу ребра на пуансоне, где две длинные линии внешнего контура ребра в плане резко изменяют свою кривизну и соединяются при помощи прямых и дуг окружностей небольшого радиуса R, который меньше или равен половине ширины ребра В. Для расчета утонения заготовки Δs номинальной толщины S на краю ребра жесткости в продольном сечении ребра жесткости А-А примем допущения, что плоский участок заготовки, до формовки длиной Lo, после формовки ребра изогнулся и равномерно удлинился до значения L, рассчитываемого по средней линии этого участка заготовки в зазоре между пуансоном и матрицей по размерам из чертежа данного штампа, а размер в направлении, перпендикулярном плоскости сечения А-А, равен 1 мм и не изменяется в процессе формовки ребра жесткости. Тогда из условия несжимаемости и равенства объема выделенного нами участка заготовки до и после формовки можно получить формулу для расчета утонения в этом месте заготовки Δs
При помощи математического моделирования на компьютере и экспериментальных исследований процесса формовки, проведенных на производстве, было установлено, что ширина утонения заготовки или расстояние E1, на которое распространяется утонение заготовки после формовки ребра жесткости, приближенно равно высоте ребра жесткости Н (Е1≈Н).
Чтобы из-за утонения заготовки на величину Δs и ширину Е1 в этом месте не образовывался зазор, а пуансон с матрицей прижимали и правили заготовку, пуансон спроектировали и изготовили на станке по линии G′К′J′ для равномерного зазора, а затем по этой линии G′К′J′ выполнили напыление износостойкого материала, в частности наноматериала, до рассчитанной выше линии G′I′J′, отстоящей от линии G′К′J′ на величину половины утонения заготовки Δs/2 в сторону уменьшения зазора; высоту ребра на пуансоне Нр в этом месте уменьшили на величину Δs/2. Соответственно, матрицу спроектировали и изготовили на станке по линии G′′K′′J′′ для равномерного зазора, а затем по этой линии G′′K′′J′′ выполнили напыление износостойкого материала, в частности наноматериала, до рассчитанной выше линии G′′I′′J′′, отстоящей от линии G′′K′′J′′ на величину половины утонения заготовки Δs/2 в сторону уменьшения зазора; высота углубления на матрице в этом месте увеличили на величину Δs/2. В итоге, в зоне ребра на пуансоне образован напыленный выступ G′I′J′К′G′, а в зоне углубления на матрице образован напыленный выступ G′′I′′J′′К′′G′′, которые в конечный момент штамповки будут править складки на участках заготовки, прилегающих к внешнему контуру ребра жесткости. Линия G′I′J′ является образующей участка рабочей поверхности пуансона при перемещении этой образующей вдоль кривой MNP, удвоенной для учета второй части направляющей ниже продольной оси симметрии ребра МО. А линия G′′I′′J′′ является образующей участка рабочей поверхности матрицы при перемещении этой образующей вдоль кривой MNP, удвоенной для учета второй части направляющей ниже продольной оси симметрии ребра МО. Кривая MNP является частью наружного контура углубления на матрице под ребро жестокости в плане.
Аналогично спроектированы и изготовлены участки рабочей поверхности пуансона и матрицы для правки заготовки на противоположном конце по длине ребра на пуансоне.
При отладке штампа значения величин Δs и E1 уточняются, после чего в конечный момент формовки пуансон своим выступающим участком рабочей поверхности, построенным образующей G′I′J′ при перемещении вдоль кривой MNP, и матрица своим выступающим участком рабочей поверхности, построенным образующей G′′I′′J′′ при перемещении вдоль этой же кривой MNP, будут править складки на участках заготовки, прилегающих к внешнему контуру на двух противоположных концах по длине ребра жесткости.
При формовке ребра жесткости на заготовке напряженно-деформированное состояние (НДС) заготовки в продольном и поперечном сечениях ребра близко к НДС плоского прямоугольного образца той же толщины, что и заготовка, при испытании на одноосное растяжение. Поэтому при проектировании и ребер жесткости на детали и штампа провели анализ возможности формовки каждого ребра жесткости без разрушения заготовки в сечении А-А и других опасных с точки зрения разрушения сечениях, перпендикулярных внешнему контуру ребра MNP, по данным об относительном удлинении заготовки δL (в %) в этих сечениях в конце формовки
где δР - относительное равномерное удлинение по ГОСТ 11701-84 ′′Металлы. Методы испытаний на растяжение тонких листов и лент′′.
Если последнее условие не выполняется, то либо изменяют геометрические параметры на двух концах по длине ребра жесткости на чертеже вытягиваемой детали, либо выбирают более пластичную заготовку с большей величиной δР. Далее снова рассчитывают относительное удлинение заготовки δL в опасных сечениях и сравнивают с величиной δр, и так изменяют геометрию ребра и/или δp до тех пор, когда δL станет меньше δp.
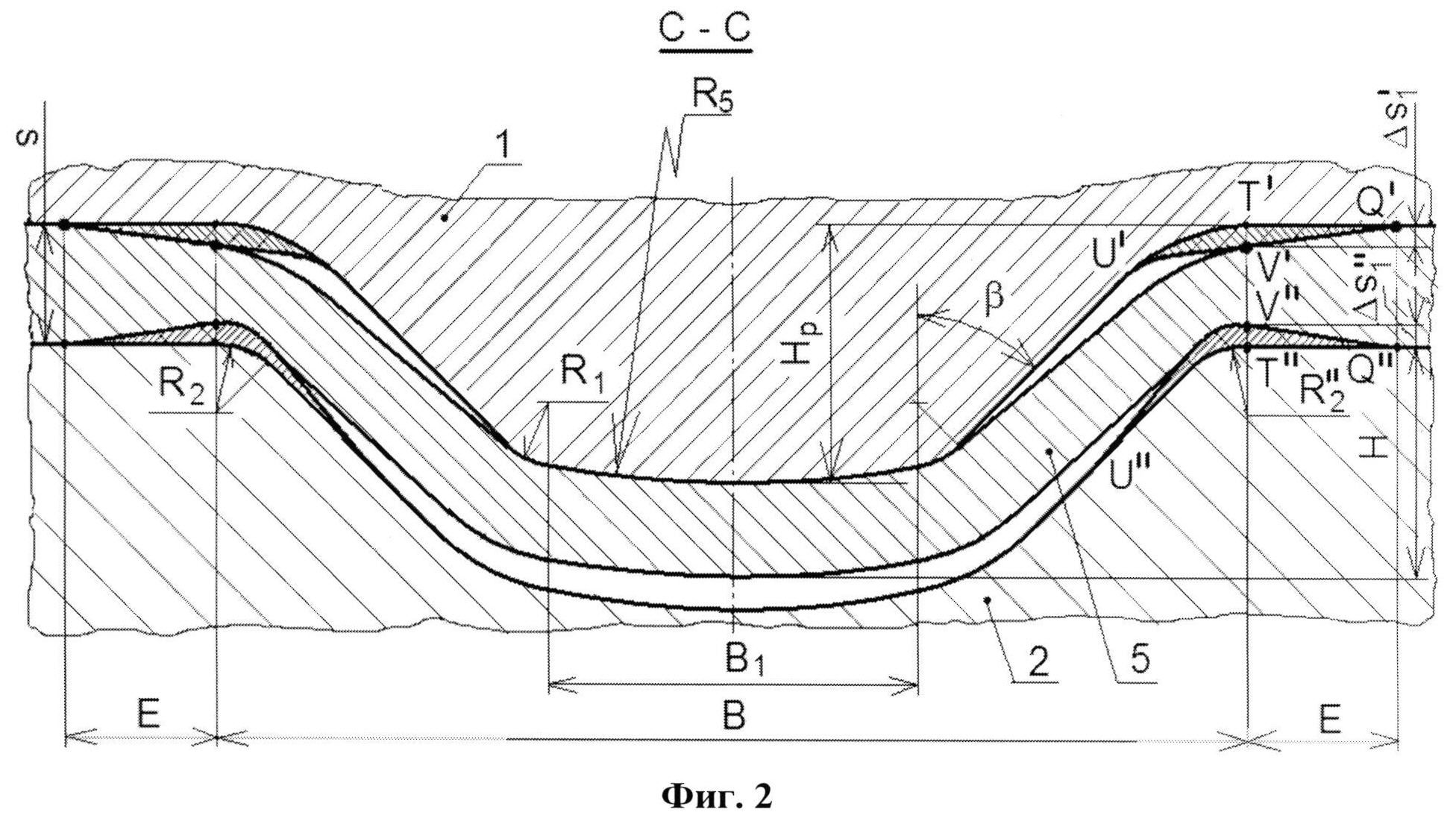
Длину ребра на пуансоне или матрице Lb,m и длину соответствующего углубления под это ребро определяют длиной ребра жесткости Lb на чертеже штампуемой детали. Ребро жесткости по длине состоит из основного участка максимальной высоты Н, который на двух противоположных концах заканчивается участком плавного уменьшения высоты Н ребра жесткости до нуля на длине Lo. Если длина основного участка ребра жесткости Lb-2Lo небольшая и меньше высоты ребра жесткости Н, то появляется опасность складкообразования и разрушения утоненного участка заготовки не только в рассчитанном выше зазоре между рабочими поверхностями пуансона и матрицы на двух противоположных концах ребра жесткости в продольном сечении ребра А-А, но и в зазоре между рабочими поверхностями пуансона и матрицы в зоне двух длинных отрезков внешнего контура ребра жесткости в плане в поперечном сечении С-С. Поэтому выполняют расчет в сечении С-С аналогично тому, как сделан расчет выше в сечении А-А.
Для расчета утонения заготовки Δs1 номинальной толщины S в поперечном сечении ребра жесткости С-С примем допущения, что плоский участок заготовки, до формовки длиной В, после формовки ребра изогнулся и равномерно удлинился до значения Bl, рассчитываемого по средней линии этого участка заготовки в зазоре между пуансоном и матрицей по размерам из чертежа штампа, а размер в направлении, перпендикулярном плоскости сечения С-С, равен 1 мм и не изменяется в процессе формовки ребра жесткости. Тогда из условия несжимаемости и равенства объема выделенного нами участка заготовки до и после формовки можно получить формулу для расчета утонения в этом месте заготовки Δs1
При помощи математического моделирования на компьютере и экспериментальных исследований процесса формовки, проведенных на производстве, было установлено, что ширина утонения заготовки или расстояние Е, на которое распространяется утонение заготовки после формовки ребра жесткости, приближенно равно высоте ребра жесткости H(E≈H).
Чтобы из-за утонения заготовки на величину Δs1 и ширину Е в этом месте не образовывался зазор, а пуансон с матрицей прижимали и правили заготовку, пуансон спроектировали и изготовили на станке по линии Q′Т′U′ для равномерного зазора, а затем по этой линии Q′T′U′ выполнили напыление износостойкого материала, в частности наноматериала, до рассчитанной выше линии Q′V′U′, отстоящей от линии Q′Т′U′ на величину половины утонения заготовки Δs1/2 в сторону уменьшения зазора; высоту ребра на пуансоне Нр в этом месте уменьшили на величину Δs1/2. Соответственно, матрицу спроектировали и изготовили на станке по линии Q′′T′′U′′ для равномерного зазора, а затем по этой линии Q′′T′′U′′ выполнили напыление износостойкого материала, в частности наноматериала, до рассчитанной выше линии Q′′V′′U′′, отстоящей от линии Q′′T′′U′′ на величину половины утонения заготовки Δs1/2 в сторону уменьшения зазора; высоту углубления матрицы в этом месте увеличили на величину Δs1/2 . В зоне ребра на пуансоне образован напыленный выступ Q′Т′U′V′Q′, а в зоне углубления на матрице образован напыленный выступ Q′′T′′U′′V′′Q′′, которые в конечный момент штамповки будут править складки на участках заготовки, прилегающих к внешнему контуру ребра жесткости. Линия Q′V′U′ является образующей участка рабочей поверхности пуансона при перемещении этой образующей в направлении, перпендикулярном плоскости сечения С-С, вдоль длинного отрезка наружного контура ребра жестокости в плане. Соответственно, линия Q′′V′′U′′ является образующей участка рабочей поверхности матрицы при перемещении этой образующей в направлении, перпендикулярном плоскости сечения С-С, вдоль длинного отрезка наружного контура ребра жестокости в плане.
Аналогично спроектированы и изготовлены участки рабочей поверхности пуансона и матрицы для правки заготовки, рассматривая вторую левую часть поперечного сечения С-С.
При отладке штампа значения величин Δs1 и Е уточняются, после чего в конечный момент формовки пуансон своим выступающим участком рабочей поверхности, построенным образующей Q′V′U′ при перемещении вдоль продольных отрезков внешнего контура ребра, и матрица своим выступающим участком рабочей поверхности, построенным образующей Q′′V′′U′′ при перемещении вдоль тех же продольных отрезков внешнего контура ребра, будут править складки на участках заготовки, прилегающих к этим продольным отрезкам на двух противоположных (от продольной оси симметрии ребра) сторонах ребра жесткости.
Анализ возможности формовки ребра жесткости в его поперечном сечении С-С без разрушения заготовки проводим по данным об относительном удлинении заготовки δB (в %) в конце формовки
Если последнее условие не выполняется, то необходимо либо изменить параметры ребра жесткости в его поперечном сечении С-С на чертеже детали, либо выбрать более пластичную заготовку с большей величиной δp.
После вытяжки при обратном ходе сначала внутреннего, а затем наружного ползунов пресса вверх вытянутая деталь под действием сил тяжести остается в матрице 2 и удаляется из нее средствами механизации. Цикл штамповки следующей детали повторяется.
По варианту 2 (фиг. 2), в нижнем крайнем положении штампа для вытяжки и одновременной формовки ребер жесткости детали напротив внешнего контура в плане каждого ребра на пуансоне, имеющего в поперечном сечении вид трапеции с криволинейным выступающим основанием радиуса R5 и предназначенного для формовки соответствующего ребра жесткости вытягиваемой детали, зазор между рабочими поверхностями пуансона и матрицы оптимизирован за счет напыленных выступов в зоне ребра на пуансоне и за счет напыленных выступов в зоне углубления под это ребро на матрице и выполнен равным уменьшенной толщине прилегающих к ребру на пуансоне участков заготовки с учетом утонения этих участков заготовки в процессе формовки ребра жесткости.
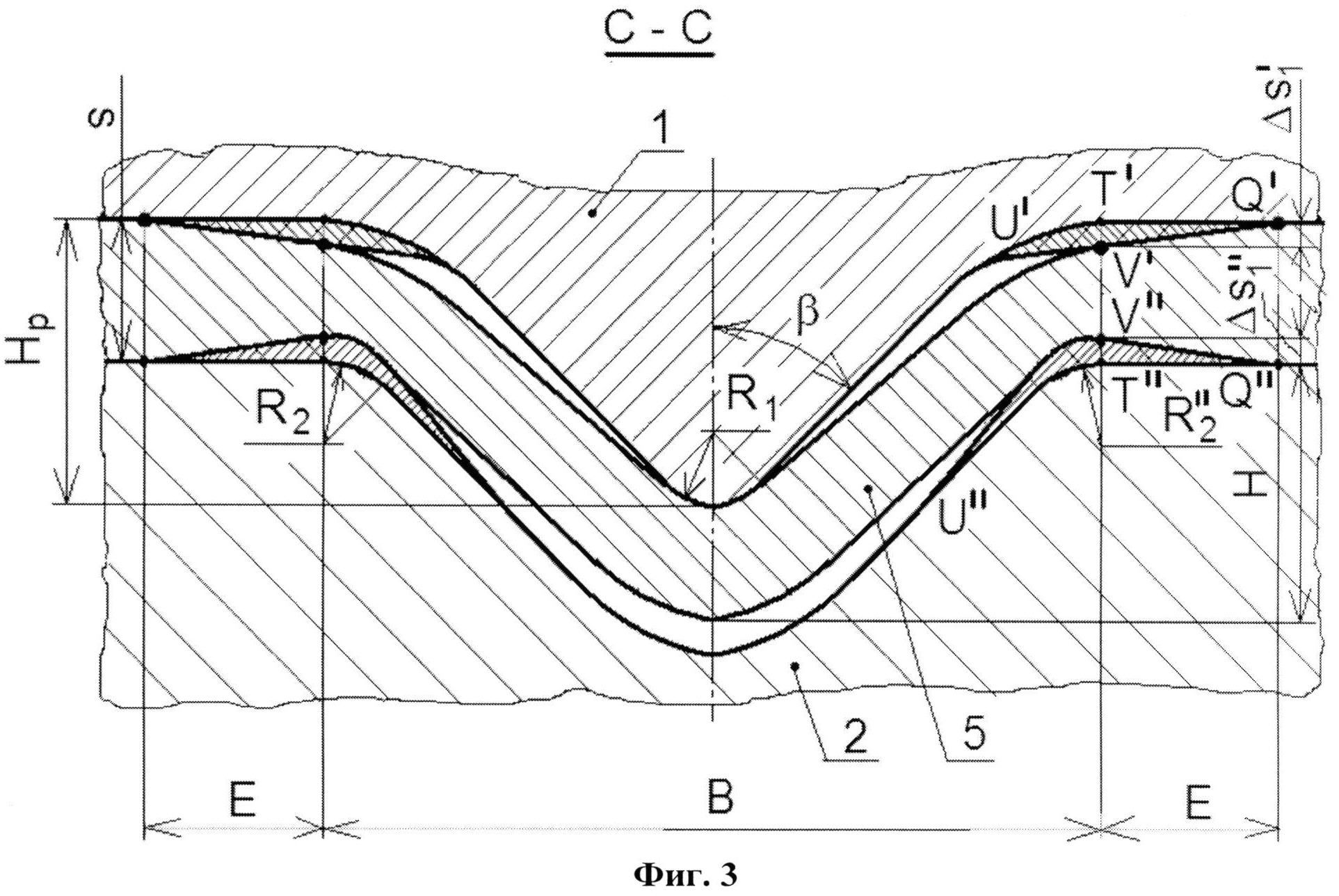
По варианту 3 (фиг. 3), в нижнем крайнем положении штампа для вытяжки и одновременной формовки угловых ребер жесткости детали напротив внешнего контура в плане каждого ребра на пуансоне, имеющего в поперечном сечении вид треугольника с выступающей вершиной, закругленной радиусом R1, и предназначенного для формовки соответствующего ребра жесткости вытягиваемой детали, зазор между рабочими поверхностями пуансона и матрицы оптимизирован за счет напыленных выступов в зоне ребра на пуансоне и за счет напыленных выступов в зоне углубления под это ребро на матрице и выполнен равным уменьшенной толщине прилегающих к ребру на пуансоне участков заготовки с учетом утонения этих участков заготовки в процессе формовки ребра жесткости.
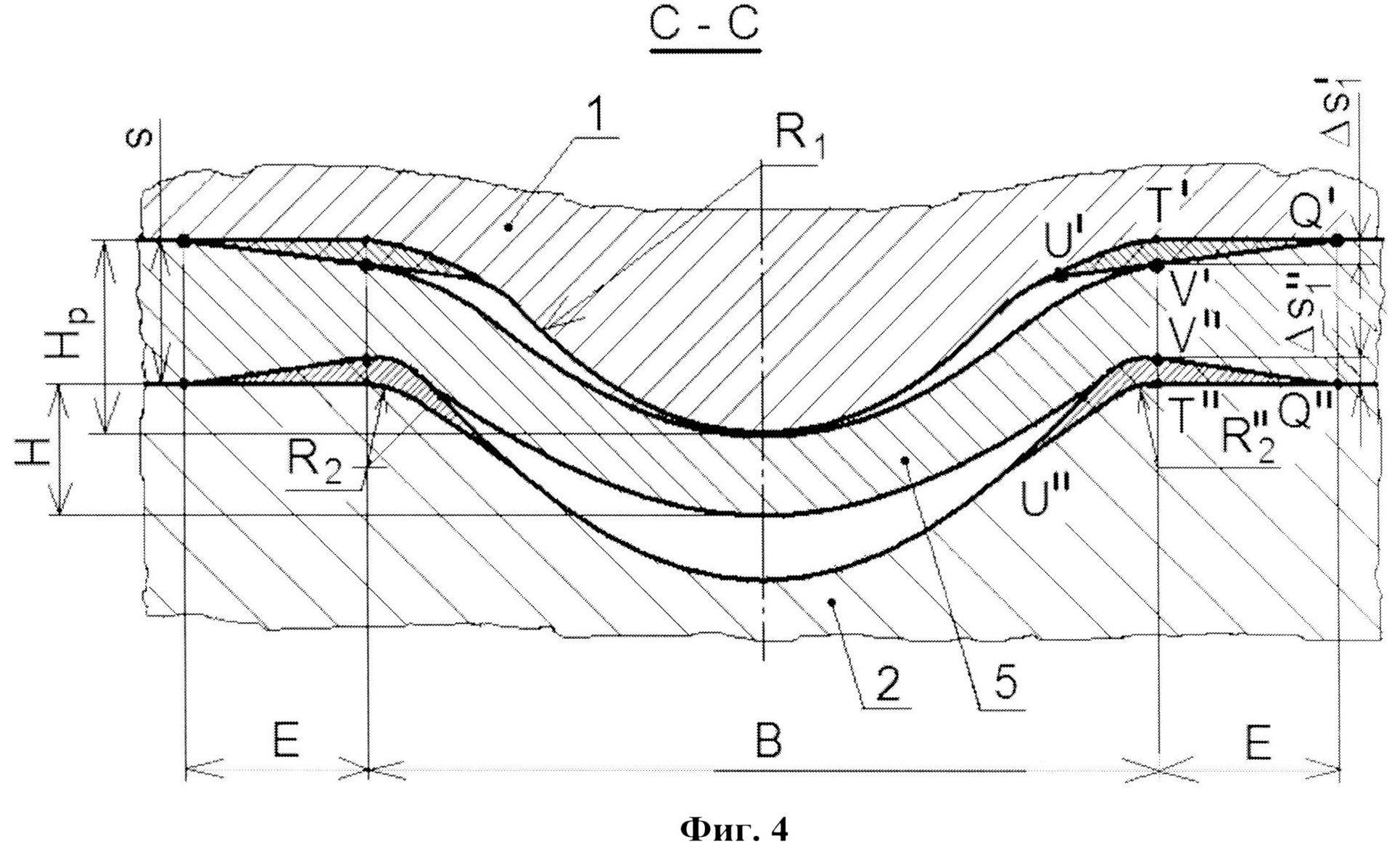
По варианту 4 (фиг. 4), в нижнем крайнем положении штампа для вытяжки и одновременной формовки полукруглых ребер жесткости детали напротив внешнего контура в плане каждого ребра на пуансоне, имеющего в поперечном сечении вид сегмента круга радиуса R1, и предназначенного для формовки соответствующего ребра жесткости вытягиваемой детали, зазор между рабочими поверхностями пуансона и матрицы оптимизирован за счет напыленных выступов в зоне ребра на пуансоне и за счет напыленных выступов в зоне углубления под это ребро на матрице и выполнен равным уменьшенной толщине прилегающих к ребру на пуансоне участков заготовки с учетом утонения этих участков заготовки в процессе формовки ребра жесткости.
Все варианты данного штампа совмещенного действия для вытяжки и формовки крупногабаритной пространственной детали с ребрами жесткости разнообразных в сечении форм из листовой заготовки, по сравнению с известными штампами, за счет дополнительного прижатия участков заготовки повышают точность штампуемой детали, устраняют разрушение и складкообразование заготовки, уменьшают норму расхода листового материала на одну деталь и себестоимость изготовления этой детали.
Устройство для фильтрации воздуха отопительно-вентиляционной системы транспортного средства
Способ работы скребкового очистителя
Система безопасности
Телескопический амортизатор
Способ вытяжки кузовных деталей сложной формы
Датчик крутящего момента вала
Задний бампер с установленными на нем световозвращателями
Устройство для гибки труб
Способ гибки труб
Головка центровально-подрезная
Способ испытания листовых материалов на осесимметричную вытяжку
Способ вытяжки сложного крупногабаритного пространственного полуфабриката (варианты)
Способ устранения царапин и задиров на листоштампованных деталях
Устройство для испытания листовых материалов (варианты)
Способ испытания листового материала на пружинение и предельные параметры при двухугловой гибке с прижимом краев образца (варианты)
Способ правки и штамп для правки пластическим деформированием сложной крупногабаритной детали из листового материала
Штамп для вытяжки кузовных деталей
Штамп-прибор для испытания листового материала на пружинение и предельные параметры при четырехугловой гибке с прижимом краев образца (варианты)
Способ испытания листового материала на растяжение, изгиб и пружинение (варианты)
Штамп-прибор для испытания и способ испытания листового материала на пружинение и предельные параметры при двухугловой гибке (варианты)

